平板玻璃包装设计
可持续发展下的绿色包装设计

生态包装设计是生态学的原理运用到包装设计中全面考虑包装与环境及资源的无害包装设计。此设计是目前绿色包装的延伸和扩展,包括包装材料与包装结构,包装工艺设计,包装容器及物流运输设计及废物处理设计。几十年来,大家熟知的糖果包装上使用的糯米纸及包装冰淇淋的玉米烘烤包装杯都是典型的可食性包装。人工合成可食性包装膜中比较成熟的是70年代已工业化的普鲁兰树脂,它是无味、无臭、非结晶、无定形的白色粉未,是一种非离子性、非还原性的稳定多糖。由于它是由a-葡萄糖甙构成的多聚葡萄糖,因而在水中容易溶解,可作粘性、中性、非离子性的不胶化水溶液。其5%-10%的水溶液,经干燥或热压能制成厚度为0.01mm的薄膜,它透明、无色、无臭、无毒,具有韧性、高抗油性、能食用,可做食品包装。其光泽、强度、耐折性能都比高链淀粉制得的薄膜好。最近,武汉市的科研人员研制成一种新型的内包装材料可食性包装膜。该产品是由苕干、土豆、碎米等原料经发酵转化成多糖,然后将多糖延成薄膜。该膜是由葡萄糖连接而成的高分子物质,具可食性、可降解性、无色透明、隔氧性好等特点。作为食品包装膜,其直角撕裂强度、机械强度、透光性等均可达到塑料包装优等膜标准。该膜制成袋后,装奶粉和色拉油不漏油,并可与奶粉共溶于水一起食用。
人类必须从生态学世界观重新规划人类的生活理念、生产理念、能源理念’交通理念、消费理念等,在可持续性设计的思想基础上重新设计各种产品,可持续性设计的需求给设计师提出一个严肃的课题,他强调保护自然、生态、充分利用资源,以人为本,与环境为善。无论从意识到表现,它都会给设计师带来新的生命内涵。绿色包装这一概念应运而生。
现在生活中还有很多包装设计考虑到减量的绿色原则。如人们经常使用的电池包装一般分成俩部分组成,记硬纸板和粘在纸板上的塑料空槽。为了使材料简约单一,可以将电池包装全部拆用之材料的设计方案。
玻璃包装方法
温馨小提示:本文主要介绍的是关于玻璃包装方法的文章,文章是由本店铺通过查阅资料,经过精心整理撰写而成。
文章的内容不一定符合大家的期望需求,还请各位根据自己的需求进行下载。
本文档下载后可以根据自己的实际情况进行任意改写,从而已达到各位的需求。
愿本篇玻璃包装方法能真实确切的帮助各位。
本店铺将会继续努力、改进、创新,给大家提供更加优质符合大家需求的文档。
感谢支持!(Thank you for downloading and checking it out!)阅读本篇文章之前,本店铺提供大纲预览服务,我们可以先预览文章的大纲部分,快速了解本篇的主体内容,然后根据您的需求进行文档的查看与下载。
玻璃包装方法(大纲)一、引言1.1背景介绍1.2玻璃包装的重要性1.3研究目的和意义二、玻璃包装材料2.1玻璃包装的分类2.2玻璃包装的原材料2.3玻璃包装材料的制备方法三、玻璃包装设计3.1玻璃包装设计原则3.2玻璃瓶设计3.3玻璃容器结构设计3.4玻璃包装外观设计四、玻璃包装方法4.1玻璃瓶成型方法4.1.1吹制法4.1.2拉制法4.1.3压制法4.1.4离心法4.2玻璃瓶后加工方法4.2.1热处理4.2.2冷加工4.2.3表面处理4.3玻璃容器密封方法4.3.1塞子密封4.3.2瓶盖密封4.3.3热封法五、玻璃包装检测与质量控制5.1玻璃包装检测方法5.1.1外观检测5.1.2尺寸检测5.1.3密封性能检测5.1.4耐压性能检测5.1.5化学稳定性检测5.2玻璃包装质量控制措施5.2.1原材料质量控制5.2.2生产过程控制5.2.3成品质量检验六、玻璃包装的应用与市场前景6.1玻璃包装在食品行业的应用6.2玻璃包装在药品行业的应用6.3玻璃包装在化妆品行业的应用6.4玻璃包装市场前景分析七、结论与展望7.1研究成果总结7.2玻璃包装技术的发展趋势7.3未来研究方向与建议一、引言引言:1.1背景介绍:玻璃包装作为一种传统的包装方式,在包装行业中占据着重要的地位。
平板玻璃标准

C 1036 – 91 (Reapproved 1997)Standard Specification for Flat GlassC 1036 – 91 (1997年再审通过)平板玻璃标准1.适用范围1.1 本规范规定了窗用、制镜和一般建筑用或类似用途的平板玻璃的质量要求。
玻璃为透明、无色有光泽、表面平整光滑,用于切裁加工。
1.2 本规范规定了透明着色的吸热、减光或吸热减光平板玻璃的质量要求。
玻璃具有光泽、表面平整光滑,用于切裁加工。
玻璃主要用于建筑结构以控制光、热或阳光辐射或它们的综合传导。
1.3 本标准规范规定了装饰用或一般窗用压花和夹丝玻璃的质量要求。
玻璃用于切裁加工。
.1.4 本标准中的尺寸值,除厚度外,均采用英寸-磅单位制,均是标准值。
1.5 下列安全方面的危险条款,仅与本标准第11部分试验方法部分有关:本标准无意涉及使用的所有安全问题,所针对的仅是与应用中有关的。
在使用前,考虑和确定合适的安全和有益措施,并制定可行的管理条件是本标准使用者的责任。
2. 引用标准2.1 ASTM 标准:C 162 Terminology of Glass and Glass ProductsE 308 Test Method for Computing the Colors of Objects by Using the CIE SystemE 903 Test Method for Solar Absorptance, Reflectance, and Transmittance of Materials Using Integrating Spheres3. 术语3.1 定义—其余术语参见ASTM C 162.3.1.1 平板玻璃的缺陷(瑕疵):注1—这些定义不适合于使用中的损坏。
3.1.1.1 crush—压伤一轻微凹痕区域,该区域呈现无光泽的灰色和白色。
or white appearance over the region.3.1.1.2 digs—刻伤深而短的划伤。
平板玻璃的主要生产工艺介绍

平板玻璃的主要生产工艺介绍1、原料预加工。
将块状原料(石英砂、纯碱、石灰石、长石等)粉碎,使潮湿原料干燥,将含铁原料进行除铁处理,以保证玻璃质量。
2、配合料制备。
根据产品的不同,配合料的组成略有区别。
例如普通浮法玻璃的配合料(按照1重量箱即50公斤计算),需要消耗石英砂33.55公斤、石灰石2.96公斤、白云石8.57公斤、纯碱11.39公斤、芒硝0.55公斤、长石3.45公斤、碳粉0.03公斤。
3、熔制。
玻璃配合料在池窑或坩埚窑内进行高温(1550-1600度)加热,使之形成均匀、无气泡并符合成型要求的液态玻璃。
4、成型。
将液态玻璃加工成所要求形状的制品,如平板玻璃、各种器皿等。
5、热处理。
通过退火、淬火等工艺,消除或产生玻璃内部的应力、分相或晶化,以及改变玻璃的结构状态。
1.4玻璃生产的原料及成本构成介绍玻璃原料比较复杂,按其作用可分为主要原料与辅助原料。
主要原料构成玻璃的主体并确定了玻璃的主要物理化学性质,辅助原料赋予玻璃特殊性质和给生产工艺带来方便。
1.4.1玻璃的主要原料1、硅砂或硼砂:硅砂或硼砂引入玻璃的主要成分是氧化硅或氧化硼,它们在燃烧中能单独熔融成玻璃主体,决定了玻璃的主要性质,相应地称为硅酸盐玻璃或硼酸盐玻璃。
2、纯碱或芒硝:纯碱和芒硝引入玻璃的主要成分是氧化钠,它们在煅烧中能与硅砂等酸性氧化物形成易熔的复盐,起了助熔作用,使玻璃易于成型。
但如含量过多,将使玻璃热膨胀率增大,抗拉度下降。
3、石灰石、白云石、长石等:石灰石引入玻璃的主要成分是氧化钙,增强玻璃化学稳定性和机械强度,但含量过多使玻璃析晶和降低耐热性。
白云石作为引入氧化镁的原料,能提高玻璃的透明度、减少热膨胀及提高耐水性。
长石作为引入氧化铝的原料,它可以控制熔化温度,同时也可提高耐久性。
此外,长石还可提供氧化钾成分,提高玻璃的热膨胀性能。
4、碎玻璃:一般来说,制造玻璃时不是全部用新原料,而是掺入15%——30%的碎玻璃。
平板玻璃标准
C 1036 – 91 (Reapproved 1997)Standard Specification for Flat GlassC 1036 – 91 (1997年再审通过)平板玻璃标准1.适用范围1.1 本规范规定了窗用、制镜和一般建筑用或类似用途的平板玻璃的质量要求。
玻璃为透明、无色有光泽、表面平整光滑,用于切裁加工。
1.2 本规范规定了透明着色的吸热、减光或吸热减光平板玻璃的质量要求。
玻璃具有光泽、表面平整光滑,用于切裁加工。
玻璃主要用于建筑结构以控制光、热或阳光辐射或它们的综合传导。
1.3 本标准规范规定了装饰用或一般窗用压花和夹丝玻璃的质量要求。
玻璃用于切裁加工。
.1.4 本标准中的尺寸值,除厚度外,均采用英寸-磅单位制,均是标准值。
1.5 下列安全方面的危险条款,仅与本标准第11部分试验方法部分有关:本标准无意涉及使用的所有安全问题,所针对的仅是与应用中有关的。
在使用前,考虑和确定合适的安全和有益措施,并制定可行的管理条件是本标准使用者的责任。
2. 引用标准2.1 ASTM 标准:C 162 Terminology of Glass and Glass ProductsE 308 Test Method for Computing the Colors of Objects by Using the CIE SystemE 903 Test Method for Solar Absorptance, Reflectance, and Transmittance of Materials Using Integrating Spheres3. 术语3.1 定义—其余术语参见ASTM C 162.3.1.1 平板玻璃的缺陷(瑕疵):注1—这些定义不适合于使用中的损坏。
3.1.1.1 crush—压伤一轻微凹痕区域,该区域呈现无光泽的灰色和白色。
or white appearance over the region.3.1.1.2 digs—刻伤深而短的划伤。
平面玻璃包装作业指导书

图示一
防拆标签
图示二 批准:
防拆标签 有效 无效
鑫 海 五 金 制 品 有 限 公 司 文件名:
GoldenOceanMetalwork(zhongshan)Co.,Ltd 生效日期:
工序 操 作 流
号
程
作业要求及说明
平面玻璃包装作业指导书
2012.04.19
页 码:
4/4
作业要点
文件编号 版本号: 图
三角木架的同 一侧。 2. 玻 璃 与 玻 璃
处),且玻璃与玻璃要紧密相靠,不能留有缝隙。 之 间 要 用 双 面
装
瓦楞纸或珍珠
二
箱 并
2.玻璃全部放好后,用塑料扎带把玻璃固定在三 棉隔开。
固 定
角木架上(使其不能前后、左右、上下晃动),塑 3. 玻 璃 全 部 放
好后要用扎带
料扎带不能和玻璃直接接触,相接触的地方要用 固定好(扎带不
二
并
必须两两贴上
固
粘贴后表面为单一颜色的为有效标签,表面出现 防拆标签,每块
定
玻璃都必须贴。
字迹即为无效标签。
5、若有多块玻璃装在一个箱里时,除最外层的玻
6. 将顶木与三 璃外,其他里层的玻璃必须两两贴上防拆标签,
角架用钉固定
每块玻璃都必须贴。(位置如图示一)
在一起。
编制:
6、将顶木与三角架用钉固定在一起。
橡胶垫 (2 层)
EVA 棉 EVA 棉 防震纤维板 垫木 15*100
编制:
审核:
批准:
图示三
鑫 海 五 金 制 品 有 限 公 司 文件名:
GoldenOceanMetalwork(zhongshan)Co.,Ltd 生效日期:
玻璃类型技术规格
玻璃类型技术规格一、平板玻璃平板玻璃是指未经其他加工的平板状玻璃制品,也称白片玻璃或净片玻璃。
按生产方法不同,可分为普通平板玻璃和浮法玻璃。
平板玻璃是建筑玻璃中生产量最大、使用最多的一种,主要用于门窗,起采光(可见光透射比85%90%)、围护、保温、隔声等作用,也是进一步加工成其他技术玻璃的原片。
平板玻璃按其用途可分为窗玻璃和装饰玻璃。
根据国家标准《普通平板玻璃》(GB4871—1995)和《浮法玻璃》(GB11614—89)的规定,玻璃按其厚度可分为以下几种规格:引拉法生产的普通平板玻璃:2mm、3mm、4mm、5mm四类。
浮法玻璃:3mm、4mm、5mm、6mm、8mm10mm、12mm七类。
引拉法生产的玻璃其长宽比不得大于 2.5,其中2、3mm厚玻璃尺寸不得小于400mm×300mm,4、5、6mm厚玻璃不得小于600mm×400mm。
浮法玻璃尺寸一般不小于1000mm ×1200mm,5、6mm最大可达3000mm×4000mm。
按照国家标准,平板玻璃根据其外观质量进行分等定级,普通平板玻璃分为优等品、一等品和二等品三个等级。
浮法玻璃分为优等品、一级品和合格品三个等级。
同时规定,玻璃的弯曲度不得超过0.3%。
普通平板玻璃以标准箱、实际箱和重量箱计量,厚度2mm的平板玻璃,每10m为1标准箱;对于其他厚度规格的平板玻璃,均需进行标准箱换算。
实际箱是用于运输计件娄的单位。
玻璃的厚度不同每实际箱的包装量也不一样。
实际箱按同厚度累计平方数乘以厚度系数即可得出标准箱数。
重量箱是指2mm厚度的平板玻璃每一标准箱的重量,其他厚芳的玻璃可按一定的系数进行换数。
平板玻的用途有两个方面:3~5mm的平板玻璃一般是直接用于门窗的采光,8~12mm的平板玻璃可用于隔断。
另外的一个重要用途是作为钢化、夹层、镀膜、中空等玻璃的原片。
二、安全玻璃安全玻璃是指与普通玻璃相比,具有力学强度高、抗冲击能力强的玻璃。
平板玻璃木箱包装标准
平板玻璃木箱包装标准
1主题内容与适用范围
本标准规定了平板玻璃木箱包装的技术要求、试验方法、检验规则和标志、运输、贮存。
本标准适用于国内平板玻璃木箱包装。
2引用标准
GB 191包装储运图示标志
GB 716普通碳素结构钢冷轧钢带
GB 4857运输包装件基本试验
GB 4857.3运输包装件基本试验堆码试验方法
GB 4857.5运输包装件基本试验垂直冲击跌落试验方法
GB 4871普通平板玻璃
GB 9174一般货物运输包装通用技术条件
GB 1614浮法玻璃
3包装技术要求
3.1包装准备
3.1. 1产品
普通平板玻璃经检验应符合GB4871的规定,浮法玻璃经检验应符合GB 11614
的规定,玻璃温度应降至近室温。
3.1. 2包装材料
3.1.2.1板材
3.1.2.1.1板材种类。
平板玻璃

一、平板玻璃平板玻璃是指未经其他加工的平板状玻璃制品,也称白片玻璃或净片玻璃。
按生产方法不同,可分为普通平板玻璃和浮法玻璃。
平板玻璃是建筑玻璃中生产量最大、使用最多的一种,主要用于门窗,起采光(可见光透射比85%90%)、围护、保温、隔声等作用,也是进一步加工成其他技术玻璃的原片。
平板玻璃按其用途可分为窗玻璃和装饰玻璃。
根据国家标准《普通平板玻璃》(GB4871—1995)和《浮法玻璃》(GB11614—89)的规定,玻璃按其厚度可分为以下几种规格:引拉法生产的普通平板玻璃:2mm、3mm、4mm、5mm四类。
浮法玻璃:3mm、4mm、5mm、6mm、8mm10mm、12mm七类。
引拉法生产的玻璃其长宽比不得大于2.5,其中2、3mm厚玻璃尺寸不得小于400mm×300mm,4、5、6mm厚玻璃不得小于600mm×400mm。
浮法玻璃尺寸一般不小于1000mm×1200mm,5、6mm最大可达3000mm×4000mm。
按照国家标准,平板玻璃根据其外观质量进行分等定级,普通平板玻璃分为优等品、一等品和二等品三个等级。
浮法玻璃分为优等品、一级品和合格品三个等级。
同时规定,玻璃的弯曲度不得超过0.3%。
普通平板玻璃以标准箱、实际箱和重量箱计量,厚度2mm的平板玻璃,每10m为1标准箱;对于其他厚度规格的平板玻璃,均需进行标准箱换算。
实际箱是用于运输计件娄的单位。
玻璃的厚度不同每实际箱的包装量也不一样。
实际箱按同厚度累计平方数乘以厚度系数即可得出标准箱数。
重量箱是指2mm厚度的平板玻璃每一标准箱的重量,其他厚芳的玻璃可按一定的系数进行换数。
平板玻的用途有两个方面:3~5mm的平板玻璃一般是直接用于门窗的采光,8~12mm的平板玻璃可用于隔断。
另外的一个重要用途是作为钢化、夹层、镀膜、中空等玻璃的原片。
二、安全玻璃安全玻璃是指与普通玻璃相比,具有力学强度高、抗冲击能力强的玻璃。
玻璃瓶蜂蜜系统包装设计说明

玻璃瓶蜂蜜系统包装设计1绪论包装设计作为一种文化符号载体,它不仅体现着地域性特色,同时也起着传播文化特色的作用。
在我国设计处于借鉴和创新的转型期,如何找到具有本土特色的包装设计语言,对我国的包装设计走向世界具有重大意义。
中国现代包装设计处处蕴含着传统文化,具有强烈的现代观念,而又不失民族风格,是现代包装设计走向世界的一个发展趋势。
无论是从世界包装设计的进程,还是中国包装设计的进程看,包装设计与工业革命的发展与社会经济的发展有着紧密的联系。
包装作为一种视觉传达艺术,最能体现出平面设计的形式特征,它具有视觉传达设计最主要的基本要素,它的设计理念、表现手段及技法较之其他广告媒介更具有典型性。
人类利用蜂产品的历史十分久远,其中蜂蜜是人类最早利用的甜食。
蜜蜂酿蜜为食,人类开发了这一资源。
在早期,人类可能是极偶然地在空心树、木头或山洞中发现了蜂巢中的这种甜味物质。
在希腊神话中,大神宙斯是被蜂蜜和山羊奶喂大的,而且他还有个做养蜂神的曾阿利斯泰俄斯。
在人类发现蔗糖和甜菜糖以前,蜂蜜是人类唯一的甜味剂。
经过最新工艺浓缩精炼处理的蜂蜜,保证了原有醇味及其所含的多种氨基酸、多种维生素、蛋白质、微量元素以及调节人体生理平衡的生物活性物质不流失,不会发酵、发酸、保存期长,它具有助消化、增食欲、润肺止咳、安神镇静、养颜美容的功效,长期食用可促进机体新代,调节生理功能,提高机体免疫能力及治疗消化性溃疡、高血压、心脏病、神经衰弱等。
天然蜂花粉有增强体力、抗神经衰弱、安眠、健脑、提神、抗炎、抗辐射、抗肿瘤的作用,长期食用有治疗精神抑郁综合症、妇女更年期综合症、调节分泌,恢复青春活力,保护皮肤,有助美容等功效。
广泛用于医药工业、化妆品工业及饮食业。
因此,蜂蜜的包装在其销售和运输过程中起着极其重要的作用,创新蜂蜜包装是非常必要的。
2目前国的蜂蜜包装现状蜂蜜消费市场现在正处在一个关键时期,销量逐年萎缩。
不注重蜂蜜等健康原因使新时代的青年越来越倾向于饮料市场。
平板玻璃成型PPT演示课件

1.平板玻璃的定义 指其厚度远远小于其长和宽,上下表面 平行的板状玻璃制品。 2. 分为窗玻璃、压花玻璃、夹丝玻璃、 夹层玻璃、双层中空玻璃、有色玻璃、 吸热和反射玻璃、光致变色玻璃、釉面 玻璃、玻璃空心砖、波形玻璃。槽形玻 璃、镀膜玻璃等。
1
3.平板玻璃生产工艺综合图
22
⑦可生产大板宽、大板面的玻璃 玻液重力由锡液承托及水平拉制,且锡 槽横向温差小,可制备大板宽玻板,大 于600t/d线板宽>4m。 特大面积板材19mm×3.5m×15m, 可浮 法生产切裁。
23
⑧可在线镀膜 在槽装设镀膜装置,通入需蒸镀的金属 有机物,用化学沉积蒸镀如Si,Al,Cu, Sn等膜,成本远比线外镀膜要低。
18
③成型中横向温差小
配合料均化及良好的熔化澄清是先决条件, 要保证玻液粘度均匀使成型玻璃带横向厚 度均匀,成型横向温差小是一重要因素。 垂直引上或平拉一般其板中与板边的温度 差均大于50℃左右。 而浮法在长40~60m锡槽内完成,槽内横向 温差在±10℃以内。
19
④可生产特薄及特厚板 国外:0.55~25mm的高质量玻璃 利用其它方法成型中要克服重力,对< 1mm 或>12mm板困难很大。 而在较长锡液面上无需克服重力而做水平 拉引,可充分发挥玻璃表面张力作用,不 影响抛光质量。
配料少用芒硝,避免生成硫化锡粘附在玻 璃表面增加锡耗、使玻璃表面不光泽。
26
(3)浮法玻璃的化学组成及特点 ①化学组成特点
“高钙中镁低铝微铁” 成型在104~108P粘度区域内呈现出“短料 性”的特点,呈现出料性短的特点。 器皿生产人工吹制要求“长料性”。
27
SiO2 熔点1713℃,Al2O32050℃,SiO2取 代部分Al2O3有利玻璃熔制、澄清,可克 服Al2O3快凝给玻璃带来条纹和小波纹。 以RO取代部分R2O (RO指CaO、MgO、 BaO等,R2O指Na2O、K2O等)可弥补因 Al2O3 减少对玻璃化稳性影响。使浮法玻 璃光洁明亮,并提高抗霉性能,降低成本。
平板玻璃简介介绍

锡槽长度决定玻璃厚度
浮法工艺的锡槽长度决定了玻璃的厚 度,因为玻璃液在锡液表面摊平后, 需要在锡槽中逐渐冷却和硬化。
压延工艺
玻璃液通过辊子压延
压延工艺是将玻璃液通过一组辊子进行压延,使玻璃液在辊子表 面摊平并逐渐硬化成平板玻璃。
压延辊温度和速度控制
压延工艺中,压延辊的温度和速度控制对平板玻璃的质量有很大影 响。需要精确控制温度和速度以获得高质量的平板玻璃。
机械性能
强度
平板玻璃具有较高的强度,能够承受一定的压力和冲击力,不易破碎。
韧性
平板玻璃具有一定的韧性,能够在一定程度上吸收冲击能量,减少破碎的可能性 。
热学性能
热稳定性
平板玻璃在温度变化时具有较好的稳 定性,不易变形或破裂。
隔热性
平板玻璃能够阻挡一定量的热量传递 ,具有一定的隔热性能。
化学稳定性
加,产量稳步上升。
产品质进步,产品质量得到提升,满足不同领
域的需求。
市场竞争激烈
03
平板玻璃市场参与者众多,竞争激烈,价格战和市场份额争夺
成为常态。
竞争格局分析
大型企业主导市场
国内平板玻璃行业的大型企业如 信义玻璃、福耀玻璃等在市场上 占据主导地位,拥有较强的品牌
其他领域应用
航空航天
平板玻璃用于航空航天领 域,提供高强度和耐候性 能。
太阳能行业
平板玻璃用于太阳能电池 板,提高光电转换效率。
医疗行业
平板玻璃用于医疗设备, 如医疗影像设备和实验室 设备等。
05
平板玻璃市场现状与趋势分析
市场现状概述
平板玻璃产量稳定增长
01
随着建筑业和汽车行业的不断发展,平板玻璃市场需求持续增
提高能效水平
平板玻璃生产工艺流程

平板玻璃生产工艺流程
平板玻璃是一种广泛应用于建筑、家电、汽车等领域的重要材料,其生产工艺流程对产品质量和性能具有重要影响。
下面将介绍
平板玻璃的生产工艺流程。
首先,平板玻璃的生产主要包括原料准备、熔化成型、淬火处
理和检验包装四个主要步骤。
在原料准备阶段,主要是将硅砂、石灰石、碳酸钠等原料按照
一定比例混合,然后送入窑炉中熔化。
熔化成型阶段,将熔化后的
玻璃液通过浮法工艺或辊压工艺成型,然后经过冷却和切割,形成
所需尺寸的平板玻璃。
接下来是淬火处理阶段,将切割好的平板玻璃送入淬火炉中进
行快速冷却,以增强玻璃的强度和耐热性能。
最后是检验包装阶段,对淬火后的平板玻璃进行表面质量检验、尺寸检验等,合格产品进
行包装存放。
除了以上主要工艺流程外,平板玻璃的生产还涉及到能源消耗、环保排放等问题。
在熔化成型阶段,需要大量的燃料和电力,同时
会产生二氧化硫等废气排放。
因此,在生产过程中需要加强能源节
约和环保措施,采用清洁能源、提高能源利用效率,减少废气排放,保护环境。
另外,平板玻璃的生产还需要严格控制原料配比、生产工艺参
数等,以确保产品质量稳定。
在淬火处理过程中,需要控制冷却速
度和温度梯度,以避免产生内应力和热应力,影响玻璃的性能。
总的来说,平板玻璃的生产工艺流程复杂而严谨,需要各个环
节紧密配合,严格控制质量,注重能源节约和环保。
只有这样,才
能生产出质量稳定、性能优良的平板玻璃产品,满足不同领域的需求。
以上就是关于平板玻璃生产工艺流程的介绍,希望对大家有所
帮助。
平板玻璃制造工艺流程

平板玻璃制造工艺流程英文回答:The manufacturing process of tablet glass involves several steps, starting from the raw materials to the final product. Let me walk you through the process.1. Raw Materials: The main component of tablet glass is silica, which is obtained from sand. Other materials such as soda ash, limestone, and alumina are also added to the mixture to improve the glass's properties.2. Batch Mixing: The raw materials are mixed in precise proportions and then heated in a furnace. This process, known as batch mixing, ensures that the materials are uniformly distributed.3. Melting: The mixed batch is then fed into a melting furnace, where it is heated to extremely high temperatures, typically around 1600 degrees Celsius. The intense heatmelts the mixture into a molten liquid, which is referred to as glass melt.4. Float Glass Process: The glass melt is then poured onto a bath of molten tin, which is floating on a bed of liquid sodium. As the glass spreads out on the tin surface, it forms a continuous ribbon of glass. This process is called the float glass process.5. Annealing: The glass ribbon is gradually cooled in a controlled manner to relieve internal stresses and make it stronger. This process is called annealing. The glass may also undergo a process called tempering, which further strengthens it and makes it resistant to thermal stress.6. Cutting and Shaping: Once the glass ribbon has been annealed, it is cut into individual panels of the desired size using diamond-tipped cutting tools. The panels are then shaped and polished to achieve the desired thickness and smoothness.7. Coating: Depending on the application, the glass mayundergo various coating processes. For example, an anti-reflective coating can be applied to reduce glare and improve visibility on tablet screens.8. Quality Control: Throughout the manufacturing process, rigorous quality control measures are implementedto ensure that the glass meets the required standards. This includes inspecting for any defects, such as bubbles or scratches, and conducting tests to verify the glass's strength and durability.中文回答:平板玻璃的制造工艺涉及多个步骤,从原材料到最终产品。
柜类家具的平板包装设计与应用
柜类家具的平板包装设计与应用陈星艳;陶涛;韦波;黄琼涛【摘要】Through the particular flat packaging case of a cabinet,this paper explains two important elements named package classification and cushion structure design about f[at packaging.Meauwhile,a kind ofru[e,"benchmark margin of vertical intersection",which provides a regular and efficient method to furniture f[at packaging is presented.%通过具体的柜类家具平板包装案例展示,详细阐述了平板包装的分包设计、缓冲结构设计两个重要构成,并提出了一种包装过程规律有序、操作高效的“垂直相交基准边法则”.【期刊名称】《林产工业》【年(卷),期】2017(044)010【总页数】4页(P45-47,50)【关键词】家具;平板包装;设计【作者】陈星艳;陶涛;韦波;黄琼涛【作者单位】中南林业科技大学;中南林业科技大学【正文语种】中文【中图分类】TS664.06柜类家具在家居生活中常被用于器具物品的储藏和收纳,按用途可分为衣柜、书柜、酒柜、橱柜和电视柜等,其功能的转换可以通过空间构造和外部造型的设计来达成,但是其体积大、质量大的属性只能通过内部结构的调整来实现。
因此,为了便于装卸、运输和节约成本,柜类家具多采用拆装结构(Knock Down Structure)和平板包装(Flat Packaging)。
由于传统的家具包装太局限于产品本身,未形成一套有效适用的包装方法,所以包装方案臃肿、包装方式离散和工作效率低下的情况时有发生。
平板玻璃生产工艺
平板玻璃生产工艺一压延法平板玻璃产品生产工艺双辽玻璃厂于1966年10月建成投产烧煤直火式池窑压延平板玻璃生产线,投资89万元,熔窑玻璃液溶量84吨,日熔化玻璃液量20吨。
日产量为140重量箱。
窑池由燃烧室炉堂、溶化池、玻璃液成型池三部分组成。
熔化池和成型池之间由流液洞吊墙分隔。
玻璃液成型池溢流口处安装压延机。
压延机由上下双辊组成,下辊表面为雕铸精细的花纹图案,上辊为光洁度很高的光辊。
双辊内通水冷却。
压延机边接退火窑内辊道,冷端辊道退火窑辊道为一体。
冷却辊道后端为切台和切裁包装工序。
熔制好的玻璃液经流液洞进入成型池冷却降温到适合压延成型粘度的温度经溢流口进入双辊压延机压制成原板。
玻璃原板由全线辊道托送运行经退火窑退火,出退火窑冷却到切台处切裁验质包装。
压延玻璃不透明,下面为花辊压型图案,上面为光滑平面便于切裁。
由于工艺技术准备水平落后,产品产量和质量都很低,成本高,经济效益不好,但在当时居民房屋窗户糊纸的状态下小压延法平板玻璃产品还是有销路的。
二平拉法平板玻璃产品生产工艺双辽玻璃厂将压延平板玻璃生产线改造成平拉法平板玻璃生产线于1969年10月建成投产,生产平拉法平板玻璃产品。
熔窑为马蹄式窑炉,以重油为燃料。
窑炉玻璃液容量为90吨,熔化玻璃液量20吨/天,合格原板0.6米,平拉玻璃产品产量为8.4万重量箱/年。
由于采用重油为燃料,玻璃液熔制质量得到提高,使平拉法平板玻璃透明度、平整度接近垂直引上法平板玻璃。
平拉生产线窑池的熔化部和冷却采用多口流液洞和花格墙分隔,冷却部和成型料盆由吊墙分隔的结构,平拉机由可控硅调速转向辊和拉边机组成。
玻璃原板输送辊道25米长,退火窑12米,输送辊道末端为成品切台。
熔化部熔制合格的玻璃液经流液洞进入冷却部和成型料池降温冷却到适合平拉成型粘度的温度拉边机拉引定型玻璃原板经输送辊道托送进退火窑退火后,在输送辊道的冷却部冷却后,运行到切台处切裁半成品规格片,检验质量装箱入库。
GB4871-1995.普通平板玻璃
普通平板玻璃 GB 4871-19951、主题内容与适用范围:本标准规定了普通平板玻璃的分类、尺寸、技术要求、检验方法、检验规则、包装及标志、贮存和运输。
本标准适用于拉引法生产的,用于建筑和其他方面的普通平板玻璃。
2、引用标准GB 1216 外径千分尺JC/T 513 平板玻璃木箱包装GB 2680 平板玻璃可见光总透过率测定方法GB/T 6382.1 平板玻璃集装器具架式集装器及其试验方法GB/T 6382.2 平板玻璃集装器具箱式集装器及其试验方法JB 2546 钢直尺3、分类3.1、按厚度分:2、3、4、5mm四类。
3.2、按等级分:优等品、一等品、合格品三类。
4、尺寸:玻璃板应为矩形,尺寸一般不小于600mm×400mm。
5、技术要求5.1、厚度偏差应符合下表(表1)规定。
5.2、尺寸偏差,长1500mm以内(含1500mm)不得超过±3mm,长超过1500mm不得超过±4mm。
5.3、尺寸偏斜,长1000mm,不得超过±2mm。
5.4、弯曲度不得超过0.3%。
5.5、边部凸出或残缺部分不得超过3mm,一片玻璃只许有一个缺角,沿原角等分线测量不得超5mm。
5.6、可见光总透过率不得低于下表(表2)规定。
玻璃表面不许有擦不掉的白雾状或棕黄色的附着物。
5.7、外观质量应符合下表(表3)的分等要求。
注:①集中气泡,麻点是指100mm直径圆面积内超过6个。
②砂粒的延续部分,入射角0°能看出的当线道论。
5.8、玻璃15mm边部,一等品、合格品允许有任何非破坏性缺陷。
5.9、玻璃不允许有裂口存在。
5.10、标准无规定的技术要求,由供需双方协商。
6、检验方法6.1、尺寸用符合JB 2546规定的金属尺测量。
6.2、厚度用符合GB 1216规定的千分尺在玻璃板四边各取一点测量,厚度差均不得超过表1的规定。
6.3、可见光总透过率按GB 2680或使用等效的仪器测定。
平板玻璃术语

平板玻璃术语标准名称平板玻璃术语标准类型中华人民共和国国家标准标准号 GB/T 15764-1995标准正文1 主题内容与适用范围本标准规定了平板玻璃的品种、物化性能、原料、熔窑、熔化、成形、切裁、缺陷与检验方法等主要方面的有关术语的定义。
本标准适用于平板玻璃的生产与产品所涉及的术语解释。
2 平板玻璃品种2.1 平板玻璃flat glass板状的硅酸盐玻璃。
2.2 普通平板玻璃sheet glass用垂直引上法和平拉法生产的平板玻璃。
2.3 浮法玻璃 float glass用浮法工艺生产的平板玻璃。
2.4 吸热玻璃 heat absorbing glass能吸收大量的红外线辐射能而又保持良好可见光透过率的平板玻璃。
2.5 热反射玻璃 heat reflecting glass具有较高的热反射能力而又保持良好透光性能的平板玻璃。
2.6 压花玻璃 figured glass用压延法生产,表面带有花纹图案,透光而不透明的平板玻璃。
2.7 夹丝玻璃 wired glass用压延法生产的内部夹有金属丝或网的平板玻璃。
3 平板玻璃物化性能3.1 板晶 crystallization玻璃液中产生晶体的现象。
3.2 软化点 softening point相应于玻璃粘度为10[6.6]Pa·s时的温度。
又称软化温度。
3.3 应变点 strain point相应于玻璃粘度为10[13.5- 13.6]Pa·s时的温度,在该温度下,玻璃内应力开始消除。
3.4 转变温度 transformation temperature相应于玻璃粘度为10[12]Pa·s时的温度。
在该温度下,玻璃的折射率、比热、热膨胀系数发生突变。
3.5 应力 stress由于玻璃内部存在温差或因化学组成不均匀导致结构上的不均匀,以及当有外力作用时而在其内部单位截面上产生的相互作用力。
3.6密度 density玻璃单位体积的质量。
平板玻璃包装材料质量标准12
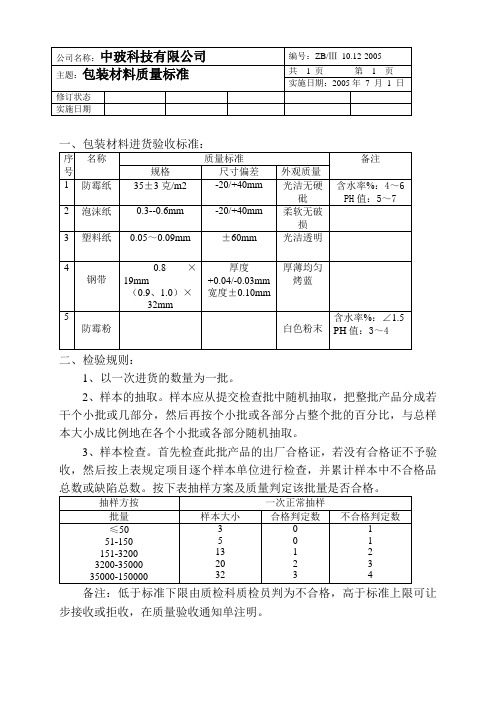
二、检验规则:
1、以一次进货的数量为一批。
2、样本的抽取。
样本应从提交检查批中随机抽取,把整批产品分成若干个小批或几部分,然后再按个小批或各部分占整个批的百分比,与总样本大小成比例地在各个小批或各部分随机抽取。
3、样本检查。
首先检查此批产品的出厂合格证,若没有合格证不予验收,然后按上表规定项目逐个样本单位进行检查,并累计样本中不合格品
备注:低于标准下限由质检科质检员判为不合格,高于标准上限可让步接收或拒收,在质量验收通知单注明。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、平板玻璃包装材料的选择
平板玻璃较脆,比较容易破碎,故选用板材为包装材料。
应采用红松、白松、马尾松、椴木、杉木及其他韧性较好的板材,组合箱用质量较好的板材。
我所选择的是材质轻软,结构细腻,纹理密直通达,形色美观又不容易变形,并且耐腐朽力强的红松木箱。
其中衬垫物可以选择干燥的泡沫、海绵条、中硬或软质等不易划伤玻璃表面的材料及中性或弱酸性的纸。
而我们选择的是质优价廉的干燥的泡沫。
钢带应符合GB716的规定,宽度20mm,花格箱上用0.2-0.5mm,组合箱用厚度为0.55-1.55mm.. 花格箱采用普通圆钉,组合箱采用75mm或90mm的水泥钉。
二、包装箱设计
目前,花格式大木箱、疏装式大木箱是平板玻璃木箱包装主要形式。
总体来讲,木箱包装改进不大,虽然平板玻璃木箱包装在现阶段仍有存在的必要性和合理性,但从国民经济发展的要求说,平板玻璃木箱包装还存在许多弊病,大量耗用木材资源与我国木材资源的匮乏国情极不协调,乱砍乱伐造成生态平衡的破坏、水土流失应该给我们以警示。
三、包装设备的选择
在平板玻璃的包装过程中主要用到的包装机械有打码机、条码设备、测量设备、分拣设备。
打码机是一种由单片机控制,非接触式喷墨标识系统。
其通过控制内部齿轮泵或由机器外部供应压缩气体,向系统内墨水施加一定压力,使墨水经由一个几十微米孔径喷嘴射出,分别打在产品表面不同位置,形成所需各种文字,图案等标识。
主要用来在木箱表面形成标识。
条码打印设备主要是用于条码标签的打印
测量设备主要是用来测量平板玻璃的长宽,从而更好的包装。
分拣设备主要是分拣不同型号的玻璃。