SAP BOM及工艺路线及工艺路线
SAP BOM详细解析
SAP BOM详细解析一、产品结构--BOM的重要性BOM(Bill of Material) 叫做物料清单,也叫产品结构表、物料表等。
将产品的原材料、零配件、组合件予以拆解,并将各单项物料按物料代码、品名、规格、单位用量、损耗等依制造流程的顺序记录下来,排列为一个清单,这就是物料清单,也就是BOM。
BOM是:(1) MRP的基础。
(2) 制造令发料的计算依据。
(3) 本质上是一项工程文件,不但是产品的规范说明,而且是制造流程的依据。
(4) 用来核算产品成本的基础。
由以上知道BOM的重要性及其影响范围很大,故其内容必须随时保持正确及时。
二、建立产品结构之要点(1)BOM必须能显示制造层次。
(2) BOM必须避免含意不清。
BOM必须能显示制造层次理想的BOM,不但应能具体显示产品的组成结构,而且还得说明该产品在制造过程中的阶段。
也就是BOM必须从制造层次来界定产品,每一个层次分别代表制程中的某一个步骤的完成,而每一个存货项目,都在BOM的上下各层中有进库和的动作。
BOM必须避免含意不清作业的单元性是关键。
一批组件,装配后,自成独立,是一个完整的单元,被送至库存或下一个工作站,则该项装配件便有定义一个料号的必要。
如果不定义料号,则MRP将无法为该项组件产生必要的订单。
三、产品结构的系统档案设计虽然产品结构会有很多的层次,但在系统中我们以单层的方式记录,只需维护父项和子项两阶的关系,再经过串联,即可得到多阶层关系的产品结构。
以上是一个四阶层BOM,在ERP系统BOM资料表中只需建立相关的父子项关系,即可得到X产品的完整材料表。
从上图可见,上一层结构的子项,在下一层结构中变成了父项BOM可分为多种类型。
(1) 生产用BOM(2) 销售用BOM(3) 包材用BOM;(4) 海关用BOM。
1、生产用的BOM除了说明父子项的关系外,还有下列必备的字段,现一一说明如下:(1) 序号由于工序不同或有效时段不同或插件位置不同,使得每一个父项下面可能有多个子项。
SAP工艺路线详解

标准顺序示例
PCB加工
卧式AI 立式AI
Update Material Master
初始屏幕
Material: 物料号 Plant: 工厂 Group:该制造途程(Routing)所归属之组别代号,可由系统编组,亦可由User自行
编组 Change number: 若为ECN 更改 Routing, 输入ECN No Copy from: 相似产品如果制程相同, 工时相近时使用
工序 20
• 工序 • 文本 • 控制数据 • 时间
BOM 组件
生产资源工具
BOM 组件
生产资源工具
工艺路线相关概念
W/O start date Production start date
W/O finish date
Production
finish date
S/O 需求日
Float before AI/SMD 加工站 生产线 Float after GR
Plan delivery time
GR
Release Delivery Available
date
date
date
In-house production: 生产所需时间
Plan delivery time: 采购下单到材料入厂最短时间
GR(Good receive) processing time : 材料收料到品管检验入库时间; 成品完成检验入 库时间
集团SAP项目PP-工厂组织架构、BOM、主配方会议纪要V40
会议纪要整理人: 日期: 2011-10-31版本: Ver4.0组别:PP组参加人员:时间:2011-11-1 9:30-17:30地点:公司会议室议题: 1.生产整体概况调研2.生产主数据中BOM及工艺路线预期目标:1.了解恒泰公司的组织结构和组织职能。
2.了解各生产单位的基本生产情况,主产品,生产控制框架等。
3.了解各生产相关单位的基本工作流程。
4.了解生产车间的产品类型、原材料BOM及工艺的结构和说明信息。
议程:1.PP谷晓捷介绍今天会议的主要议题2.由各相关部门领导介绍本部门的组织结构及相关职能3.顾问就相关问题进行提问4.由各生产相关领导介绍本部门相关新的术语:将准备的交付文档说明:1.各相关部门组织结构图2.生产单位工艺路线,BOM结构3.其他问题细节说明会议进程记录:一、组织架构及职能说明1.恒泰公司组织结构◆雅安分厂设总经理一名,下设副总经理一名,监事会主席、总经理助理一名。
◆总经理直接分管综合部、人力资源部、财务部。
◆生产副总经理,负责雅安生产厂安全、生产、机动、三类项目、仓储工作,直接分管安全生产部、生产车间、机电部、质管部。
◆监事会主席一名,负责企业文化、保卫、后勤工作,直接分管企业文化部、保卫部、后勤部;◆总经理助理一名,分管采购、销售工作,直接分管供销部。
2.安全生产部组织结构及职责◆负责公司生产安全环境与工业卫生防护工作并符合规定要求。
◆负责民爆产品的产、供、销的衔接,负责年度、月度、日生产计划的下发、生产调度及生产组织,协调水、电、汽和各种生产条件的适时供给,负责生产过程基础设施(建筑物、构筑物、作业场所)的零星维护。
◆负责产品的标准、工艺规程、安全操作规程、检验规程、作业指导书等技术文件拟制及下发工作(工艺路线及BOM)。
◆负责对各车间(分厂)的关键工序(特殊过程)的确认和管理工作的监督指导。
◆负责生产过程控制管理,保持均衡、稳定、优质生产。
◆由调度室负责日生产计划的下达,负责与攀煤集团信息上报、传达工作。
SAPBOM详细解析-BOM(BillofMaterial)物料清单

SAP BOM详细解析--BOM BOM(Bill of Material) 叫做物料清单,也叫产品结构表、物料表等。
将产品的原材料、零配件、组合件予以拆解,并将各单项物料按物料代码、品名、规格、单位用量、损耗等依制造流程的顺序记录下来,排列为一个清单,这就是物料清单,也就是BOM。
BOM (1) MRP的基础。
(2) 制造令发料的计算依据。
(3) 本质上是一项工程文件,不但是产品的规范说明,而且是制造流程的依据。
(4) 用来核算产品成本的基础。
由以上知道BOM的重要性及其影响范围很大,故其内容必须随时保持正确及时。
(1) BOM必须能显示制造层次。
(2) BOM必须避免含意不清。
BOM 理想的BOM,不但应能具体显示产品的组成结构,而且还得说明该产品在制造过程中的阶段。
也就是BOM必须从制造层次来界定产品,每一个层次分别代表制程中的某一个步骤的完成,而每一个存货项目,都在BOM的上下各层中有进库和出库的动作。
BOM 作业的单元性是关键。
一批组件,装配后,自成独立,是一个完整的单元,被送至库存或下一个工作站,则该项装配件便有定义一个料号的必要。
如果不定义料号,则MRP将无法为该项组件产生必要的订单。
虽然产品结构会有很多的层次,但在系统中我们以单层的方式记录,只需维护父项和子项两阶的关系,再经过串联,即可得到多阶层关系的产品结构。
以上是一个四阶层BOM,在ERP系统BOM资料表中只需建立相关的父子项关系,即可得到X产品的完整材料表。
从上图可见,上一层结构的子项,在下一层结构中变成了父项BOM可分为多种类型。
(1) 生产用BOM (2) 销售用BOM (3) 包材用BOM; (4) 海关用BOM。
1BOM 除了说明父子项的关系外,还有下列必备的字段,现一一说明如下:(1) 由于工序不同或有效时段不同或插件位置不同,使得每一个父项下面可能有多个子项。
这种情况不能通过单位用量来说明,父子项可能不惟一,因此同一个父项通过序号惟一来描述。
SAP操作注意事项事项

工作中心:1个成本中心可以对应多个工作中心,工作中心和工艺路线相关。
工单创建时会读取BOM和工艺路线。
工单报工时会将实际工费报入工单成本系统。
数据:配方物料清单(BOM):CS01BOM需要单层维护。
权限组:ZPF(维护权限修改)有效起始,不能晚于计划起时间。
SAP 工艺配方:只允许三位小数点。
(扩大倍数)任何数都需乘以1000,以方便计算。
工艺路线:一个工单要生产必须要有工艺路线和BOM齐全,同一款产品工艺路线可以允许有多条,但BOM只允许有一个。
要下达工单必须要有充足的物料(MRP物料可用性检查)。
ZP01 标准工序ZP09 关键工序配方工程变更:各个方面的变更,含BOM变更,工艺路线变更。
设计变更:单个方面的变更。
替代料:临时替代修改工单配件(生产部完成)。
永久替代则有数据工程师修改BOM。
(需提交总监签过字的申请书)替代料如果有选择,在订单可用性检查时如果首选料不足,备选料充足,系统会提示首选料为0,备选料满足需求数量。
如果首选料与备选料都不足,系统仍会选择首选料,但可以手工选择首选料与备选料混搭生产。
临时替代料可由生产计划员手工修改,长久的则需新建BO M或修改BOM批量维护物料:(物料:工业)命令语言:MM17 选择物料的工厂数据点击箭头从剪切板或小闹钟工厂2000/3000 闹钟物料可用性检查/02/KP/MM02修改物料可用性检查,一般用于无库存但是又要下计划订单,可用此办法。
操作:可将没有库存的物料修改物料属性,在MRP3内将可用性检查从02改为KP(不检查),但是要注意原料膏体的修改,不能改膏体物料,可以改原料的物料属性。
原料自动生成批次(需要全选,然后复制)仓库发对的批次,梅特勒系统将自动过账。
MMBE:生产查看包材库存,生产部部分人员需要此权限。
系统命令语言:SPRO,可修改一般系统参数。
工厂可用性检查—生产—物料需求计划—工厂参数—维护—部门需求可用性--(PP派工单)(PI任务单)流程行业生产计划编制—流程订单—工序—可用性检查—检查维护。
SAP/ERP系统中工艺路线的设计和编制方法

SAP/ERP系统中工艺路线的设计和编制方法本文针对SAP/ERP系统实施时的工艺路线文件的设计和编制,以锂离子电池制造为例列出了不同生产流程对应的文件的设计和编制方法。
同行或者生产制造行业可参考实施。
引言ERP是基于先进的企业管理理念上的高度集成化的信息系统。
在SAP/ERP 系统中工艺文件是系统运行的基础性文件,是计算机可以识别用于系统做管理和财务分析的主要的数据,其组织格式设计合理与数据的准确性直接影响到系统的财务核算和成本分析,影响对企业的经营决策。
SAP/ERP工艺文件包含工作中心,BOM,工艺路线和生产版本。
ERP工艺路线是一种文件而不是工艺文件。
它不详细说明加工技术条件和操作要求,而主要说明加工过程中的工序顺序和生产资源计划信息。
工艺路线文件主要包括如下数据:工序号、工作秒速、所使用的工作中心、各项时间定额、外协工序的时间和费用。
在SAP/ERP系统中工艺文件的结构设计不但要考虑制造工艺本身的特点,还要结合企业内部的管理模式来设计才能将财会、分销、制造和其它业务功能合理集成准确进行成本核算。
在实施ERP时工艺工程师会对工艺路线怎样编制无从下手,工艺路线中的工序和时间定额不知道怎样准确制定。
本文以电池生产为例对ERP中的系统文件工艺路线以及工艺路线中的工序和时间的确定给出适用的理论和方法。
在电池的制造过程中,生产工艺兼具了流程型和离散型生产的特点。
从制胶、制浆、涂覆极片、卷绕极组、电池、到分选结束。
从制胶到制浆到极片剪切是流程型生产,浆料以重量公斤为记量单位。
极片以片为单位但是需要按照卷的方式流转。
从卷绕生产出极组开始是离散型生产的特性,是以个数为计量单位,产品可以单独计数流转。
在工艺路线编制时要按照计量单位的不同分别进行。
也就是浆料、极片和电池要单独的编制工艺路线。
在同一计量单位下的物料是否还需要分开进行工艺路线的编制,这个可以根据企业管理模式和ERP系统整体的业务和财务管理需求确定。
sap工艺路线、工序和报工介绍
SAP工艺路线、工序和报工介绍随着信息技术的快速发展,企业生产制造过程中,对于生产计划的准确性、生产数据的实时性以及生产成本的透明化等方面提出了更高的要求。
SAP(Systems, Application and Products in Data Processing)系统是一个集成的、灵活的、功能全面的企业管理软件系统,广泛应用于全球各行各业,尤其在制造业中发挥着重要作用。
本文将从SAP工艺路线、工序和报工三个方面介绍SAP在生产制造中的应用。
SAP工艺路线1.概念工艺路线是指产品在生产过程中所需要经历的全部工序、每个工序所需的资源和时间,以及工序之间的顺序和相互依赖关系。
在SAP系统中,工艺路线是基于系统的生产模块进行建模和设计,实现了生产过程的可视化和标准化管理。
2.作用通过SAP工艺路线的建立和管理,企业能够清晰地了解产品的生产流程,可以更好地进行生产计划和资源分配,提高生产效率和产品质量。
工艺路线也为企业的成本核算、库存管理、物料需求计划等提供了重要依据。
3.建立流程在SAP系统中建立工艺路线,需要首先对产品的生产工艺进行分析和拆解,确定产品的组成结构和生产工序。
根据实际情况和生产需求,逐步建立工序,定义每个工序所需的资源、生产时间、工装夹具等信息。
对工艺路线进行审批和发布,确保生产过程的准确性和稳定性。
SAP工序1.定义工序是指在产品生产过程中,完成特定功能或加工特定零件的一个操作步骤。
在SAP系统中,工序是生产计划和生产执行的基本单元,通过工序的定义和管理,实现了生产过程的精细化和可控性。
2.特点在SAP系统中,每个工序都有唯一的编码和描述,同时与工艺路线和生产订单等相关联。
通过工序的设定,可以明确产品的加工工艺、人力资源需求、设备需求等信息,为生产执行提供了具体指导和依据。
3.管理SAP系统通过工序管理模块,实现了对工序的全面管理,包括工序的创建、修改、调整以及工序相关数据的查询和分析等功能。
sap 生产版本分配工艺路线
sap 生产版本分配工艺路线
在SAP ERP系统中,工艺路线是描述产品制造过程的基础数据,它详细说明了产品从零部件到成品的每一步操作过程。
生产版本则是基于工艺路线、物料清单(BOM)和其他相关数据,为特定工厂或生产线定义的具体生产方案。
因此,将工艺路线分配给生产版本是SAP生产模块中的一个重要步骤。
要将工艺路线分配给生产版本,可以遵循以下步骤:
1.创建工艺路线:首先,在SAP中创建所需的工艺路线。
这可以通过使用事务代码CA01
(创建工艺路线)来完成。
在创建工艺路线时,需要指定工厂、工艺路线类型、工艺路线组、控制码等关键信息,并详细描述每个工序的操作、所需资源、时间等。
2.创建生产版本:接下来,使用事务代码C223(创建生产版本)来创建生产版本。
在创建
生产版本时,需要选择对应的物料清单(BOM)和工艺路线,以及其他相关数据,如批量大小、生产工厂等。
确保选择正确的工艺路线,以便将其分配给生产版本。
3.分配工艺路线到生产版本:在创建生产版本的过程中,系统会自动将所选的工艺路线分
配给生产版本。
如果需要更改或查看已分配的工艺路线,可以使用事务代码C223进入生产版本维护界面,然后选择“工艺路线”选项卡进行查看或更改。
4.维护生产版本与工艺路线的关联:在生产过程中,可能需要根据实际情况调整生产版本
与工艺路线的关联。
例如,当工艺路线发生更改时,可能需要更新生产版本以反映这些更改。
这可以通过使用事务代码C223进入生产版本维护界面,然后选择“工艺路线”选项卡进行更改来完成。
SAP_工艺路线操作程序
类别:PP 工艺路线操作程序页号:1 of 6 版本修订历史记录 版本号 修订内容 修订时间 1.0 第一次下发 08/01/2008 应会岗位: IE 应知岗位: PIE,工时员,计划员,数据中心输入员,成本会计 起草 : 日期 : 2008.08.01 审核 : 日期 : 批准 : 日期 : 类别:PP 工艺路线操作程序页号:2 of 6 目 录 1. 目的:规范工艺路线(Routing)的建立,修改及作废,特制定本程序。
..........................................................3 2. 范围:本公司产品。
...................................................................................................................................................................3 3. 术语:...............................................................................................................................................................................................3 4. 职责:...............................................................................................................................................................................................3 4.1. ME部IE工程师负责工艺路线的新增,修改及作废。
SAP BOM 制作指引

一、SAP BOM制作流程: 最新PR+最新Flat BOM 将Flat BOM分 层 制作为PP BOM 制作PP-BOMPlant allocation 制作PP-Rout Header 制作PP-Rout Item
1
二、流程各部分的具体操作
1、最新PR+最新Flat BOM
6
PP BOM操作界面如下图3:
此栏是Flat BOM中部 分物料的位置,这一列 主要是电子元件在 PCB板上的位置居多
此栏是Flat BOM中的 备注部分,主要是针对 部分元件的使用位置
此栏是Flat BOM中的 备注部分,主要是针对 部分元件的使用位置
此栏是Flat BOM中的用 量部分乘以1000所得
13
6、制作PP-Rout Item
PP-Rout Item的操作界面如图1:(附带说明)
此两栏是填写半成品及包装的编号及 此两栏是填写半成品及包装的编号 说明(包括邦定、SMT、插机等) (包括邦定、SMT、插机等)
此栏是填写生产前两栏 组件的公司代码
此栏是填写组件 的描述
此栏是填写组件 用量单位
注: 在PP-BOM-Plant allocation中未有提到的项目栏可以不用填写。
11
5、制作PP-Rout Header
PP-Rout Header的操作界面如图1(附带说明)
此两栏是填写半成品及包装的编号及 此两栏是填写半成品及包装的编号 说明(包括邦定、SMT、插机等) (包括邦定、SMT、插机等)
此两栏是BOM内的物料编号及物料 此两栏是Flat BOM内的物料编号及 物料描述,前两行有半成品和包装的 描述,前两行有半成品的 编号是因为在SAP BOM不能出现 空栏,所以将其填满
SAPBOM详细解析

SAPBOM详细解析(2008-05-2214:55) 一、产品结构--BOM的重要性BOM(BillofMaterial)叫做物料清单,也叫产品结构表、物料表等。
将产品的原材料、零配件、组合件予以拆解,并将各单项物料按物料代码、品名、规格、单位用量、损耗等依制造流程的顺序记录下来,排列为一个清单,这就是物料清单,也就是BOM。
BOM是:1)MRP的基础。
2)制造令发料的计算依据。
3)本质上是一项工程文件,不但是产品的规范说明,而且是制造流程的依据。
4)用来核算产品成本的基础。
由以上知道BOM的重要性及其影响范围很大,故其内容必须随时保持正确及时。
二、建立产品结构之要点BOM必须能显示制造层次。
BOM必须避免含意不清。
1.BOM必须能显示制造层次理想的BOM,不但应能具体显示产品的组成结构,而且还得说明该产品在制造过程中的阶段。
也就是BOM必须从制造层次来界定产品,每一个层次分别代表制程中的某一个步骤的完成,而每一个存货项目,都在BOM的上下各层中有进库和的动作。
2.BOM必须避免含意不清作业的单元性是关键。
一批组件,装配后,自成独立,是一个完整的单元,被送至库存或下一个工作站,则该项装配件便有定义一个料号的必要。
如果不定义料号,则MRP将无法为该项组件产生必要的订单。
三、产品结构的系统档案设计虽然产品结构会有很多的层次,但在系统中我们以单层的方式记录,只需维护父项和子项两阶的关系,再经过串联,即可得到多阶层关系的产品结构。
以上是一个四阶层BOM,在ERP系统BOM资料表中只需建立相关的父子项关系,即可得到X产品的完整材料表。
从上图可见,上一层结构的子项,在下一层结构中变成了父项BOM可分为多种类型。
1)生产用BOM2)销售用BOM3)包材用BOM;4)海关用BOM。
1.生产用的BOM除了说明父子项的关系外,还有下列必备的字段,现一一说明如下:a)序号由于工序不同或有效时段不同或插件位置不同,使得每一个父项下面可能有多个子项。
工艺路线技术数据与BOM

父图号对应名称
整车基本明细表、通用选装表(AZK)编制规则可按照Q/ZZ 90022.1— 2014执行
Z7 7 0 · S0 A Z · 1 4 3 4 W0 0 · 1 G
·
· ·
整 车 及 底 盘 明 细 特 征 代 号
车 型 系 列 代 号
基 本 装 置 表 特 征 代
空内
位控
(发
用动
占 位 )
N
242<P ≤264 329<P ≤359
S
264<P ≤286 359<P ≤389
V
286<P ≤315 389<P ≤429
U
315<P ≤345 429<P ≤469
W
345<P ≤372 469<P ≤506
R
372<P ≤406 506<P ≤552
X
406<P ≤443 552<P ≤603
机 功 率 区
发 动 机 排 放 水 平 +
发 动 机 排 量 代 号
发 动 机 品 牌 代 号
空 位 ( 用 占 位 )
车 辆 类 别 代 号
号 间实
代现
号方
式
轴 距 代 号
驱内 动控 型驾 式驶 代室 号特
征 类 型 代 号
其 它 重 要 特 征 代 号
代
号
Z770.S0AZ.1434W00.1G
二级路线是根据卡车的具体生产情况对一级路线上的部分 加工和装配走向进行了更改。 技术中心一级路线的加工和装配走向只到现场部(如车身加工、车身分装、装配总装 等) 。二级路线的加工和装配走向细化到了车间。(压型加工、铆接分装、焊一分装等)
(三)、工艺路线明细表的编制规则介绍
2016年订单提报、配置号维护、订单评审模式变革,定义基本配置号、展开配置号、 可选项目三个组别,卡车公司接单后通过展开配置号锁定整车基本配置及关键选装 配置,再通过订单配置描述,在可选项目中完成其余选用装置的勾选。
SAP BOM及工艺路线及工艺路线

返回
2.将采购BOM和包装BOM变为生产BOM
将采购BOM中的数据和包装联系单上的信息 进行汇总,剔除一些不需要的信息最终变为 DCQ26生产bom。 注意:bom里的用量不允许出现分数,一般 以一个包装箱内的成品数为最小包装数进行 统计。 返回
如何建立DCQ26的SAP工艺路线
9.工作中心:参照工作中心表对照表,如果要新增加工作中 心则必须联系姜荣佳(1282) 10.控制码:pp01(表示这道工序做完不做入库管理)中途工序 pp03(表示这道工序做完做入库管理)结束工序 11.描述:填写对工作中心的描述 12.基本数量:产品的单班产能(班产) 13.工序单位:EA (固定) 14.直接人工:单班流水线人数x7.5小时x60分钟 15.单位:MIN(固定) 16.机器折旧:7.5小时x60分钟(450) 17.单位:MIN(固定)
谢谢大家
4固定20代表工序230代表工序340代表工序4工序代表了这个成品从零件到销售需要经过的工序一般来说是经过装配01包装02就可以销售了线上包装或者不经过另外的包装小组经营体的话就不需要再进行包装02的工序了
SAP BOM及工艺路线及工 艺路线的制作流程
版本: 版本:周勋 2010年12月6日 年 月 日
3将生产BOM变为SAP BOM
4.物料表用途:1(固定) 5.可选BOM: 1(固定) 6.生效日期:20100101(固定) 7.有效截止日期:20991231(固定) 8.基础数量:填写生产bom上成品的数量(最小包装数) 9.可选文本:对BOM的一种描述(一般和物料描述一样) 10.项目:以10进制递增 11.项目类别:L(固定) 12.组件:将零件PDM号提供给赵明伦,赵明伦提供10位零 件SAP号码
SAPBOM详细解析
SAP BOM详细解析一、产品结构--BOM的重要性BOM(Bill of Materi al) 叫做物料清单,也叫产品结构表、物料表等。
将产品的原材料、零配件、组合件予以拆解,并将各单项物料按物料代码、品名、规格、单位用量、损耗等依制造流程的顺序记录下来,排列为一个清单,这就是物料清单,也就是BOM。
BOM是:(1) MRP的基础。
(2) 制造令发料的计算依据。
(3) 本质上是一项工程文件,不但是产品的规范说明,而且是制造流程的依据。
(4) 用来核算产品成本的基础。
由以上知道B OM的重要性及其影响范围很大,故其内容必须随时保持正确及时。
二、建立产品结构之要点(1)BOM必须能显示制造层次。
(2) BOM必须避免含意不清。
BOM必须能显示制造层次理想的BOM,不但应能具体显示产品的组成结构,而且还得说明该产品在制造过程中的阶段。
也就是BOM必须从制造层次来界定产品,每一个层次分别代表制程中的某一个步骤的完成,而每一个存货项目,都在BOM的上下各层中有进库和的动作。
BOM必须避免含意不清作业的单元性是关键。
一批组件,装配后,自成独立,是一个完整的单元,被送至库存或下一个工作站,则该项装配件便有定义一个料号的必要。
如果不定义料号,则MRP将无法为该项组件产生必要的订单。
三、产品结构的系统档案设计虽然产品结构会有很多的层次,但在系统中我们以单层的方式记录,只需维护父项和子项两阶的关系,再经过串联,即可得到多阶层关系的产品结构。
以上是一个四阶层BOM,在ERP系统BOM资料表中只需建立相关的父子项关系,即可得到X产品的完整材料表。
从上图可见,上一层结构的子项,在下一层结构中变成了父项BOM可分为多种类型。
(1) 生产用BOM(2) 销售用BOM(3) 包材用BOM;(4) 海关用BOM。
SAP-工艺路线修改记录查询
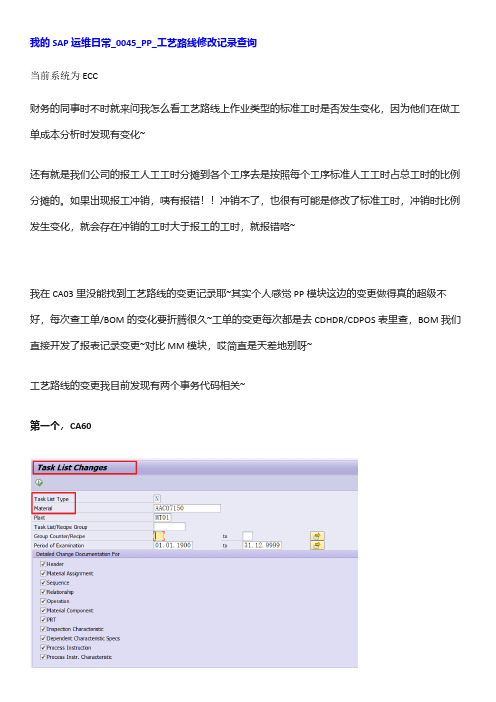
我的SAP运维日常_0045_PP_工艺路线修改记录查询当前系统为ECC财务的同事时不时就来问我怎么看工艺路线上作业类型的标准工时是否发生变化,因为他们在做工单成本分析时发现有变化~还有就是我们公司的报工人工工时分摊到各个工序去是按照每个工序标准人工工时占总工时的比例分摊的。
如果出现报工冲销,咦有报错!!冲销不了,也很有可能是修改了标准工时,冲销时比例发生变化,就会存在冲销的工时大于报工的工时,就报错咯~我在CA03里没能找到工艺路线的变更记录耶~其实个人感觉PP模块这边的变更做得真的超级不好,每次查工单/BOM的变化要折腾很久~工单的变更每次都是去CDHDR/CDPOS表里查,BOM我们直接开发了报表记录变更~对比MM模块,哎简直是天差地别呀~工艺路线的变更我目前发现有两个事务代码相关~第一个,CA60其实这个事务代码是查看“Task list”的哦~什么PP工艺路线啊,QM检验计划啊,流程行业配方啊,PM的维护计划啊,都可以通过这个事务代码查询。
需要在任务清单类型处限定“N”-工艺路线~这里可以输入物料,或者输入工艺路线的Group号进行查询~Counter计数器那里是限定哪一条工艺路线,同一个物料可能会维护多条工艺路线,share同一个group,但可以通过counter区分~那一排checkbox就是需要查询的变更,是看抬头的变更?物料分配的变更?工序的变更?还是其他的~你也可以都勾上哈哈哈哈哈~选择条件输入后,点击执行即可啦。
Object是针对什么内容做了各类动作,抬头/工序/物料分配等Action是指做的动作是什么,创建/修改/删除不过我觉得这个事务代码有bug耶,我刚刚做了两笔更改,都没有更新进去。
不过做了一笔工序删除还是更新进去的~但还是不好用!放弃啦~第二个,CA61哈哈哈哈这个和CA60相比,实在是太好用啦!~我们来瞅瞅这个事务代码就是专门针对Routing的变更记录哦~不过你只能输入Group号去查询,不能输料号哦。
SAP BOM详细解析

SAP BOM详细解析【IT168 信息化】一、产品结构--BOM的重要性BOM(Bill of Material) 叫做物料清单,也叫产品结构表、物料表等。
将产品的原材料、零配件、组合件予以拆解,并将各单项物料按物料代码、品名、规格、单位用量、损耗等依制造流程的顺序记录下来,排列为一个清单,这就是物料清单,也就是BOM。
BOM是:(1) MRP的基础。
(2) 制造令发料的计算依据。
(3) 本质上是一项工程文件,不但是产品的规范说明,而且是制造流程的依据。
(4) 用来核算产品成本的基础。
由以上知道BOM的重要性及其影响范围很大,故其内容必须随时保持正确及时。
二、建立产品结构之要点(1) BOM必须能显示制造层次。
(2) BOM必须避免含意不清。
BOM必须能显示制造层次理想的BOM,不但应能具体显示产品的组成结构,而且还得说明该产品在制造过程中的阶段。
也就是BOM必须从制造层次来界定产品,每一个层次分别代表制程中的某一个步骤的完成,而每一个存货项目,都在BOM的上下各层中有进库和出库的动作。
BOM必须避免含意不清作业的单元性是关键。
一批组件,装配后,自成独立,是一个完整的单元,被送至库存或下一个工作站,则该项装配件便有定义一个料号的必要。
如果不定义料号,则MRP将无法为该项组件产生必要的订单。
三、产品结构的系统档案设计虽然产品结构会有很多的层次,但在系统中我们以单层的方式记录,只需维护父项和子项两阶的关系,再经过串联,即可得到多阶层关系的产品结构。
以上是一个四阶层BOM,在ERP系统BOM资料表中只需建立相关的父子项关系,即可得到X产品的完整材料表。
从上图可见,上一层结构的子项,在下一层结构中变成了父项BOM可分为多种类型。
(1) 生产用BOM(2) 销售用BOM(3) 包材用BOM;(4) 海关用BOM。
1、生产用的BOM除了说明父子项的关系外,还有下列必备的字段,现一一说明如下:(1) 序号由于工序不同或有效时段不同或插件位置不同,使得每一个父项下面可能有多个子项。
SAP系统工艺路线

SAP系统⼯艺路线PP⼯艺路线综述:⼯艺路线维护⼯艺路线综述:⼯艺路线的维护⽣成⼯艺路线⼯序插⼊⼀个参照⼯序集⼯序顺序检查⼯艺路线更改和删除⼀个⼯艺路线带历史记录的更改(⼯程更改管理)打印物料组件⽣产资源/⼯具检验特性触发点⼯艺路线的计划⼤量更改和使⽤处清单配置⼯艺路线管理⼯艺路线综述:⼯艺路线这部分描述了在⽣产计划和控制系统中的基本功能和⼯艺路线类型的⼀览以及⼯艺路线是怎样和SAPR/3系统中的其它部分集成的。
什么是⼯艺路线?⼯艺路线类型在SAP系统中⼯艺路线的集成作为任务清单类型的⼯艺路线什么是⼯艺路线?⼯艺路线是⽣产过程的⼀个基本部分。
它指定了从原材料到成品⽣产每步所需的每个⼯序的顺序。
⼯艺路线包含有执⾏每个⼯步的⼯作中⼼的信息,以及关于⽣产所需要的⼯具和资源(⽣产资源/⼯具)的信息。
⼯艺路线也包括每个⼯序执⾏的计划时间(标准值)。
这个标准值是提前期计划、⽣产成本和能⼒计划的基础。
就象物料主记录、物料单和⼯作中⼼,⼯艺路线被认为是主数据。
它们不参照订单⽽创建。
下列的⼯艺路线对象是⼯艺路线中的最重要的元素:·⼯序·物料组件·⽣产资源/⼯具·检验特性在SAP系统中,⼯艺路线⽤于·在⽣产订单中·在计划调度中·在能⼒计划中·在成本核算中⽣产订单⽣产订单是⼯作订单,同维护⼯作订单、检验订单和⽹络⼀样。
在⽣产订单中使⽤的⼯艺路线的⼯序指定了在订单⾥执⾏的加⼯步骤。
计划调度计划调度根据⼯艺路线计算执⾏⼯序的⽇期。
⼯序的执⾏时间分成以下⼯序段:·准备·加⼯·拆卸除了执⾏时间,编制⼯艺路线计划时还要考虑下列时间:·排队时间,即在⼯序执⾏前物料在⼯作中⼼上等待的时间·运输时间,即将物料移动到下⼀个⼯作中⼼需要的时间·等待时间,即在⼯序执⾏后物料在⼯作中⼼上等待的时间计划调度中⼯序执⾏时间的计算基于⼯艺路线的⼯序中的标准值和数量以及⼯作中⼼⾥的公式。
SAP批量更改BOM,工艺路线的方法CEWB,CS20CA80N,LSMW

SAP批量更改BOM,⼯艺路线的⽅法
CEWB,CS20CA80N,LSMW
SAP 批量更改 BOM ,⼯艺路线的⽅法 CEWB ,CS20 CA80N ,LSMW
⽤CS20批量更改BOM的项⽬数据,⽤CA80N去更改⼯艺路线的⼯序数据,应该是⼤家⽐较常⽤的⽅法,但也可以借助LSMW或者SECATT去做批导模板,去批量更改。
其实,在SAP系统中,有⼀个万能的事务代码,既可以批量更改BOM的项⽬数据,也可以批量更改BOM的抬头数据,亦可以批量更改BOM的⼦项⽬数据;既可以批量更改⼯艺路线的⼯序数据,也可以更改⼯艺路线的组件分配视图,那就是CEWB。
这个事务代码是系统标准事务,BOM和⼯艺路线中的任何可维护字段,基本上可以⽤此事务代码进⾏批量更改。
CEWB提供强⼤的条件搜索功能,BOM与routing中所具有的字段,基本上都显⽰在CEWB的搜索条件中,供⽤户去使⽤。
CEWB适合做修改成为相同的组件功能。
如果你要修改很多BOM,且组件也是不⼀样的,那就得开发了。
BDC只适合做L、T 类型的物料批导。
⽤BAPI做个批量修改,是最好的了。
CSAP_MAT_BOM_OPEN ,这个是先打开
BOM;CSAP_BOM_ITEM_MAINTAIN,这个是修改BOM;CSAP_MAT_BOM_CLOSE,这个是关闭BOM。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何建立DCQ26的SAP工艺路线
4.生效日期填:20100101 5.有效截止日:不填 6.用途:1 (固定) 7.状态:4 (固定) 8.工序:10(代表工序1) 20 (代表工序2) 30 (代表工序3) 40 (代表工序4) 工序代表了这个成品从零件到销售需要经过的工序,一般来 说是经过装配(01),包装(02)就可以销售了,线上包装 或者不经过另外的包装小组经营体的话就不需要再进行包装 (02)的工序了。
如何建立DCQ26的SAP工艺路线
18.燃料动力:7.5小时x60分钟(450) 19.单位:MIN(固定) 20.其它制造费用:单班流水线人数x7.5小时x60分钟 21.单位:MIN(固定) 22.标准值:之后到结束都不需要填写 完成 返回
成员联系方式
姓名 姜荣佳 王晶美 陆阳 赵明伦 徐一平 相关工作 PP业务咨询 新SAP编码维护 采购BOM管理 PDM维护 发布包装方式 分机 1282 1282 1226 1886 2651
如何建立DCQ26的SAP工艺路线
建立SAP的工艺路线需要填写如下的信息: 根据工艺路线模板里的抬头下填写以下信息: 1.物料号码:将采购bom上成品的PDM号告知由赵明伦从 而获得新的SAP物料号码。 (赵明伦将得到的采购bom上成品的PDM进行维护然后由 其用维护好的PDM号向王晶美申请新的物料号码,王晶美 维护完后将新物料号码转发给赵明伦,再由其转发给需要 的人员)返回sapbom 2.物料描述:填写产品型号 3.工厂:填工厂编号1100(3,4车间),2100(1,2车间) 1200(电机厂),1300(本部工厂) 返回
4.物料表用途:1(固定) 5.可选BOM: 1(固定) 6.生效日期:20100101(固定) 7.有效截止日期:20991231(固定) 8.基础数量:填写生产bom上成品的数量(最小包装数) 9.可选文本:对BOM的一种描述(一般和物料描述一样) 10.项目:以10进制递增 11.项目类别:L(固定) 12.组件:将零件PDM号提供给赵明伦,赵明伦提供10位零 件SAP号码
谢谢大家
1.获得采购BOM和包装BOM
首先从采购部陆阳(分机1226)处获得DCQ26的采购BOM (DCQ26采购bom) 从物流部包装工程师徐一平(分机2651)处获得包装联系单 (一般来说包装联系单,上面的涵盖了所用到包装的PDM号, 包装的物料描述以及其用量。)
返回
2.将采购BOM和包装BOM变为生产BOM
将采购BOM中的数据和包装联系单上的信息 进行汇总,剔除一些不需要的信息最终变为 DCQ26生产bom。 注意:bom里的用量不允许出现分数,一般 以一个包装箱内的成品数为最小包装数进行 统计。 返回
3将生产BOM变为SAP BOM
根据SAP bom模板将抬头下面需要的数据填 上。(需要的信息都在上面已经完成的生产 BOM中。)
1.物料号码:填写bom对应的成品新的SAP物料号码。(将 采购bom上成品的PDM号告知由赵明伦从而获得新的SAP物 料号码。) 2.物料描述:填写产品总成型号 3.工厂:填工厂编号1100(3,4车间),2100(1,2车间) 1200(电机厂),1300(本部工厂)
3将生产BOM变为SAP BOM
SAP BOM及工艺路线及工 艺路线的制作流程
版本: 版本:周勋 2010年12月6日 年 月 日
举例说明
现在我们需要建立一个DCQ26前左 门SAP的BOM 与工艺路线: 1.SAP的BOM如何建立 2.工艺路线如何建立
如何建立DCQ26的SAP BOM 变为生产BOM 3 3将生产BOM变为SAP BOM BOM SAP 返回
如何建立DCQ26的SAP工艺路线
9.工作中心:参照工作中心表对照表,如果要新增加工作中 心则必须联系姜荣佳(1282) 10.控制码:pp01(表示这道工序做完不做入库管理)中途工序 pp03(表示这道工序做完做入库管理)结束工序 11.描述:填写对工作中心的描述 12.基本数量:产品的单班产能(班产) 13.工序单位:EA (固定) 14.直接人工:单班流水线人数x7.5小时x60分钟 15.单位:MIN(固定) 16.机器折旧:7.5小时x60分钟(450) 17.单位:MIN(固定)
3将生产BOM变为SAP BOM
13.组件描述:对这个零件的详细描述(一般写零件名称) 14.组件数量:根据基础数量(最小包装数)和本零件在此 成品上的用量得出 15.单位:EA(固定) 16.废品率:0(固定) 17.生产订单发货点:填写线边库库位号 18.提前偏置量:需要提前预装的天数(格式为:-天数) 19.排序字符串:填写对应的工作中心编号 完成 返回