【VIP专享】ASME IX BASE METALS工艺评定厚度范围和试样English
ASME IX Q235C焊接工艺评定报告PQR-1801
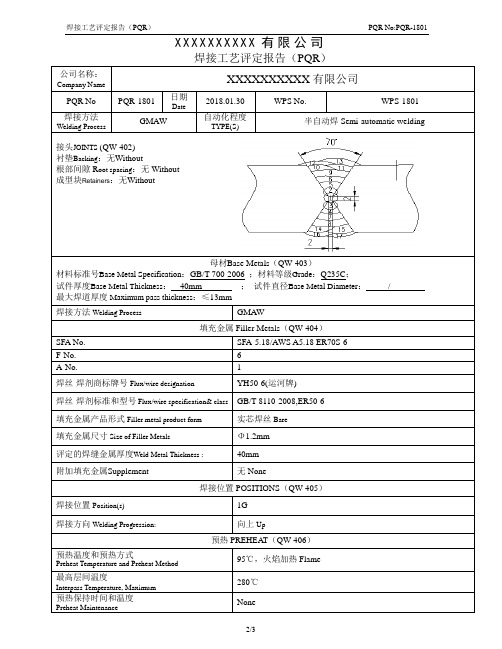
X X X X X X X X X X有限公司公司名称:Company NameXXXXXXXXXX有限公司PQR No PQR-1801 日期Date2018.01.30 WPS No. WPS-1801焊接方法Welding Process GMAW 自动化程度TYPE(S)半自动焊Semi-automatic welding接头JOINTS (QW-402)衬垫Backing:无Without根部间隙R oot spacing:无Without成型块Retainers:无Without母材Base Metals(QW-403)材料标准号Base Metal Specification:GB/T 700-2006 ;材料等级Grade:Q235C;试件厚度Base Metal Thickness:40mm ;试件直径Base Metal Diameter:/ 最大焊道厚度Maximum pass thickness:≤13mm焊接方法Welding Process GMAW填充金属Filler Metals(QW-404)SFA No. SFA-5.18/AWS A5.18 ER70S-6F-No. 6A-No. 1焊丝-焊剂商标牌号Flux/wire designation YH50-6(运河牌)焊丝-焊剂标准和型号Flux/wire specification& class GB/T 8110-2008,ER50-6填充金属产品形式Filler metal product form实芯焊丝Bare填充金属尺寸Size of Filler MetalsΦ1.2mm评定的焊缝金属厚度Weld Metal Thickness :40mm附加填充金属Supplement 无None焊接位置POSITIONS(QW-405)焊接位置Position(s) 1G焊接方向Welding Progression:向上Up预热PREHEAT(QW-406)预热温度和预热方式Preheat Temperature and Preheat Method95℃,火焰加热Flame最高层间温度Interpass Temperature, Maximum280℃预热保持时间和温度Preheat MaintenanceNone注Note:QW403.10, QW404.27, QW404.32, QW-407.4, QW408.10, QW-410.7,QW-410.15, QW QW-410.64 Not applicable.。
ASME压力容器工艺的设计评定试板取样尺寸
ASME压力容器工艺的设计评定试板取样尺寸工艺评定试样加工(按ASME IX卷)一、取样位置:力学性能和弯曲性能试验的取样要求:a)试件允许避开缺陷制取试样。
b)试样去除焊缝余高前允许对试样进行冷校平。
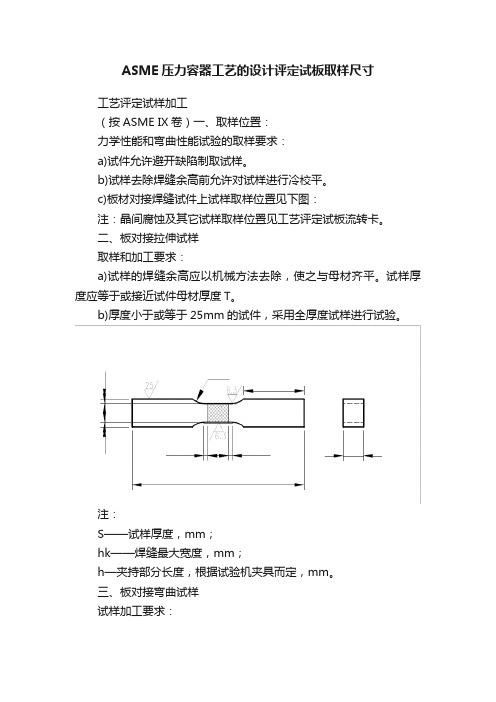
c)板材对接焊缝试件上试样取样位置见下图:注:晶间腐蚀及其它试样取样位置见工艺评定试板流转卡。
二、板对接拉伸试样取样和加工要求:a)试样的焊缝余高应以机械方法去除,使之与母材齐平。
试样厚度应等于或接近试件母材厚度T。
b)厚度小于或等于25mm的试件,采用全厚度试样进行试验。
注:S——试样厚度,mm;hk——焊缝最大宽度,mm;h—夹持部分长度,根据试验机夹具而定,mm。
三、板对接弯曲试样试样加工要求:平=厚度;2.其它所有材料厚度T≤10mm时,试样厚度T与y相等;T>10mm时,y=10mm,从试样受压面加工去除多余厚度;面弯试样背弯试样注:1 试样长度L≈160mm;2 板材试样宽度B=38mm;3 试样拉伸面棱角R≤3mm。
)b)横向侧弯1.当试件厚。
当试件厚度T大宽度为19—38mm 等宽的两片或多片试样的试验代替一个全厚度侧弯试样的试验(详见工艺流转卡)。
2.材料为P-No.23,F-No.23或P-No.35时试样宽度W=3mm,T=t;3.除上述2所述材料,其它所有材料试样W=10mm,从试样受压面加工去除多余厚度;横向侧弯试样注:3.试样长度L≈160mm;4.试样拉伸面棱角R≤3mm。
四、板对接冲击试样a)试样取向:试样纵轴应垂直于焊缝轴线,缺口轴线垂直于母材表面。
b)取样位置:在试件厚度上的取样位置(厚度小于等于38mmnn 情况)见下图,不锈钢复合板冲击试样只对基层焊缝区及热影响区取冲击试样。
注:l T ≤38mm 时,t1<1.5mm(仅限焊缝区)。
2 厚度大于38mm 时取3组(每组仍为3个)试样一组取焊缝热影响区(与T ≤38mm 时相同取样尽可能包括更多的热影响区)另一组取距焊缝表面1.2mm 处另一组取焊缝的另一表面至中心的中间部分.ASTM 、ASME 材料的冲击试样:2mm 10mm L/2 90°。
ASME铁基材料焊接工艺评定试样检验合格标准

ASME铁基材料焊接工艺评定试样检验合格标准1.拉伸试样:试样的抗拉强度不小于:(QW-153 .1)(a)母材的规定最小抗拉强度(b)如母材是由两种规定最小抗拉强度不同的材料构成,则取较小值.(c)焊缝金属的规定最小抗拉强度(当相关卷允许使用室温强度低于母材的焊缝金属时)。
(d)如果试样断在焊缝或焊缝界面以外的母材上,只要强度不低于母材规定最小抗拉强度的5%.可认为试验满足要求。
2.导向弯曲试验:(QW-163)在弯曲后的凸面上沿任何方向测量,在焊缝和热影响区内都不得有超过1/8in (3.2mm)的开口缺陷.但试样在试验中出现的边角部位开口缺陷除外,除非有确切的证据表明它们是由于未熔合、夹渣或其他内部缺陷所造成时方应予考虑.ASME铁基材料焊接技能评定试件(样)检验合格标准1. 拉伸试样:(QW-153 。
1)试样的抗拉强度不小于(a)母材的规定最小抗拉强度(b)如母材是由两种规定最小抗拉强度不同的材料构成,则取较小值。
(c)焊缝金属的规定最小抗拉强度(当相关卷允许使用室温强度低于母材的焊缝金属时)。
(d)如果试样断在焊缝或焊缝界面以外的母材上,只要强度不低于母材规定最小抗拉强度的5%。
可认为试验满足要求。
2. 导向弯曲试验:(QW-163)在弯曲后的凸面上沿任何方向测量,在焊缝和热影响区内都不得有超过1/8in (3.2mm)的开口缺陷。
但试样在试验中出现的边角部位开口缺陷除外,除非有确切的证据表明它们是由于未熔合、夹渣或其他内部缺陷所造成时方应予考虑。
3.射线探伤检测:(QW-191。
2)(A)线性指示:(1)任何型式的裂纹或未熔合和未焊透.(2)任何长度大于下列值的条形夹渣:(a)如果板厚t≤3/8in。
(10mm),夹渣场为1/8in。
(3mm).。
(b)如果板厚t3/8in.(10mm)<t≤21/4(57mm),夹渣长为1/3t。
(c)如果t>21/4(57mm),夹渣长为3/4in.(19mm).(3)任何在一条直线上的夹渣,其累计长度在12t的长度内大于t,但相邻瑕疵间的距离超过6L除外。
【VIP专享】ASME-Ⅸ焊接评定
重要变素
× ×
附加重要变素 非重要变素 × × × ×
×
×
节号 QW-403
母材
QW-404 填充金属
焊条电弧焊变素
QW403.9
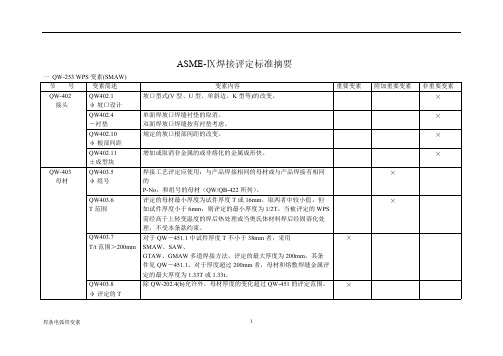
对于单道焊或多道焊,其中任一焊道的厚度大于 13mm,厚度的增加 ×
φ 焊道 t>13mm 超过试件评定厚度的 1.1 倍。
变素简述 QW403.11 φ 评定的 P-No QW403.13 φP-No.5/9/10
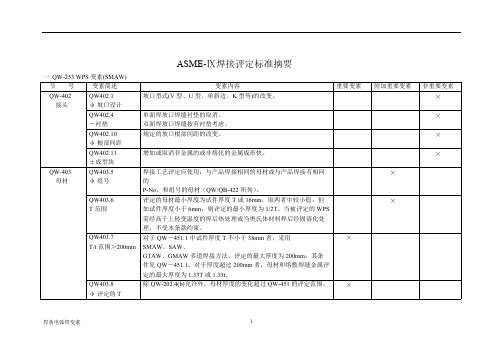
ASME-Ⅸ焊接评定标准摘要
变素内容 坡口型式(V 型、U 型、单斜边、K 型等)的改变。
单面焊坡口焊缝衬垫的取消。 双面焊坡口焊缝按有衬垫考虑。 规定的坡口根部间距的改变。
增加或取消非金属的或非熔化的金属成形快。
焊接工艺评定应使用:与产品焊接相同的母材或与产品焊接有相同 的 P-No,和组号的母材(QW/QB-422 所列)。 评定的母材最小厚度为试件厚度 T 或 16mm,取两者中较小值。但 如试件厚度小于 6mm,则评定的最小厚度为 1/2T。当被评定的 WPS 需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处 理,不受本条款约束。 对于 QW-451.1 中试件厚度 T 不小于 38mm 者,采用 SMAW、SAW、 GTAW、GMAW 多道焊接方法,评定的最大厚度为 200mm,其条 件见 QW-451.1。对于厚度超过 200mm 者,母材和熔敷焊缝金属评 定的最大厚度为 1.33T 或 1.33t。 除 QW-202.4(b)允许外,母材厚度的变化超过 QW-451 的评定范围。
一 QW-253 WPS 变素(SMAW)
节号
QW-402
接头
QW-403
母材
焊条电弧焊变素
变素简述
ASME IX ZG20SiMn+06Cr19Ni10焊接工艺评定报告PQR-1701
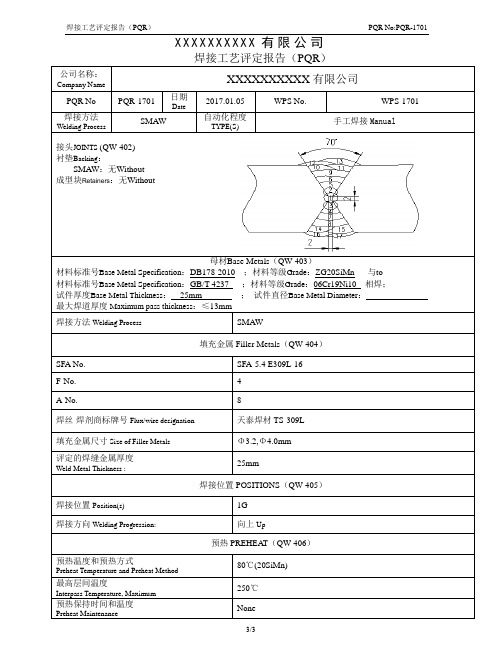
X X X X X X X X X X有限公司公司名称:Company NameXXXXXXXXXX有限公司PQR No PQR-1701 日期Date2017.01.05 WPS No. WPS-1701焊接方法Welding Process SMAW 自动化程度TYPE(S)手工焊接Manual接头JOINTS (QW-402)衬垫Backing:SMAW:无Without成型块Retainers:无Without母材Base Metals(QW-403)材料标准号Base Metal Specification:DB178-2010 ;材料等级Grade:ZG20SiMn 与to 材料标准号Base Metal Specification:GB/T 4237 ;材料等级Grade:06Cr19Ni10 相焊;试件厚度Base Metal Thickness:25mm ;试件直径Base Metal Diameter:-- 最大焊道厚度Maximum pass thickness:≤13mm焊接方法Welding Process SMAW填充金属Filler Metals(QW-404)SFA No. SFA-5.4 E309L-16F-No. 4A-No. 8焊丝-焊剂商标牌号Flux/wire designation天泰焊材TS-309L填充金属尺寸Size of Filler MetalsΦ3.2,Φ4.0mm评定的焊缝金属厚度Weld Metal Thickness :25mm焊接位置POSITIONS(QW-405)焊接位置Position(s) 1G焊接方向Welding Progression:向上Up预热PREHEAT(QW-406)预热温度和预热方式Preheat Temperature and Preheat Method80℃(20SiMn)最高层间温度Interpass Temperature, Maximum250℃预热保持时间和温度Preheat MaintenanceNone注Note:QW-407.4 , QW-410.64 Not applicable.。
ASME工艺评定基本要求
ASME焊接文件的编制以及焊工的考核过程1.当产品设计图纸完成以后,焊接工程师根据按照ASME规范编制的“压力容器质量手册”的要求编写焊接接头识别卡。
根据设计图纸标明的按照ASME 规范2001 版第篇(ASME SEC . VDI DIV. 1 2001 EDITION)分类的 A 类,B 类,C 类,D类焊接接头,给每个接头编号,规定每个接头所遵循的焊接工艺指导书(WPS),材料类别号或者组别号,以及焊接方法和可行的焊接位置。
2.焊接工程师按照质量手册的要求参照焊接接头识别卡编写第零版焊接工艺指导书(WPS Rev. 0)o2. 1 WPS,以及后来的PQR, WPQ等等所有ASME文件的格式最好对照ASME 规范2001版第九卷(ASME SEC . IX)末尾的附录中的样表的格式,WPS当中,必须包括对所有重要变素的描述,见QW252-260o2. 2 WPS当中的变素按照ASME规范2001版第九卷(ASME SEC . IX 2002 EDITION)QW250的叙述。
QW252(0FW)燃料氧气焊,QW253(SMAW)焊条电弧焊,QW254 (SAW)埋弧焊,QW255 (GMAW and FCAW)气体保护焊及药芯焊丝气体保护焊, QW256 (GTAW)鸽极氫弧焊,QW257 (PAW)等离子焊,QW258 (ESW)电渣焊,QW259 (EGW) 电气焊,QW260(EBW)电子束焊。
3.根据ASME 规范2001 版第篇(ASME SEC . VUI DIV. 1 2001 EDITION)的UW-28的规定,对所遵循的每一项焊接工艺作出工艺评定(PQR)。
3・1焊接工艺评定的材料与设计图纸相同,SA662-C+SA662-C ;SA662-C+SM-400。
SA662-C 按照ASME 规范第九卷(ASME SEC . IX)中QW-420 材料的分组,类别属于,组别属于Group ,强度等级C,亦即最小抗拉强度70-90ksi, 大约相当于485-600Mpao 钢号UNS。
ASMEIXWPS表格焊接工艺规程中英文对照

WELDING PROCEDURE SPECIFICATIONS (WPS)焊接工艺规程WPS NO. _______________ Rev. No. _________________ Page ofBy 签字人DateSupporting PQR No.(s) 日期 对应的工艺评定编号Date__________ 日期 _______________________ Welding Process(es) Type(s) 焊接方法 ____________________________ 自动化等级 ______________________________________________________________(Automatic, Manual, Machine, or Semi-Automatic) (自动、手工、机动或半自动)Company Name公司名称 WPS No.焊接工艺规程编号Rev. No.修改号*Each base metal-filler metal combination should be recorded individually.WELDING PROCEDURE SPECIFICATIONS (WPS)焊接工艺规程WPS NO. _________________ Rev. No. ___________________ Page ofPulsing Current 脉冲电流Heat Input ( Max.)热输入(最大)Tungsten Electrode Size and Type ( Pure Tungsten,2Thoriated etc.)钨极尺寸和型号(纯钨,2%钍钨极等) Mode of Metal Transfer for GTAW (FCAW) ( Spray Arc, Short Circuiting Arc, et 熔滴过渡型式(射流或短路)Electrode Wire Feed Speed Rang 送丝速度范围 ______________________________________________________________________________________Other 其它TECHNIQUE 焊接技术(QW-410)Stri ng or Weave Bead 直进焊或摆动焊 ______________________________________________________________________________________ Orifice or Gas Cup Size 嘴孔或喷嘴尺寸 mmInitial and Interpass Cleaning打底焊道和中间焊道的清理方法(Brushing, Grinding, etc.)( 刷理或打磨等等) ______________________Method of Back Gouging背面清根方法Oscillati on 横摆方法 ________________________________________________________________________________________________________ Con tact Tube to Work Dista nee 导电嘴至工件距离 ____________________________________________________________________________ Multiple or Single Pass 多道焊或单道焊 (Per Side)( 每侧) _________________________________________________________________ Multiple or Single Electrodes 多丝焊或单丝焊Travel Speed 焊接速度(Range)(范围) _________________________________________________________________________________Peening 锤击Use of thermal processes 使用热工艺 _______________________________________________________________________________________ Other 其它对于每一母材-填充金属的组合均需分别填表Date 日期。
ASME IX BASE METALS工艺评定厚度范围和试样English
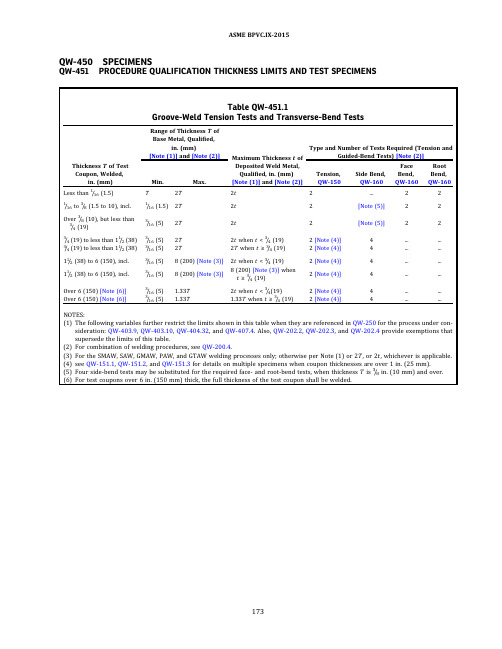
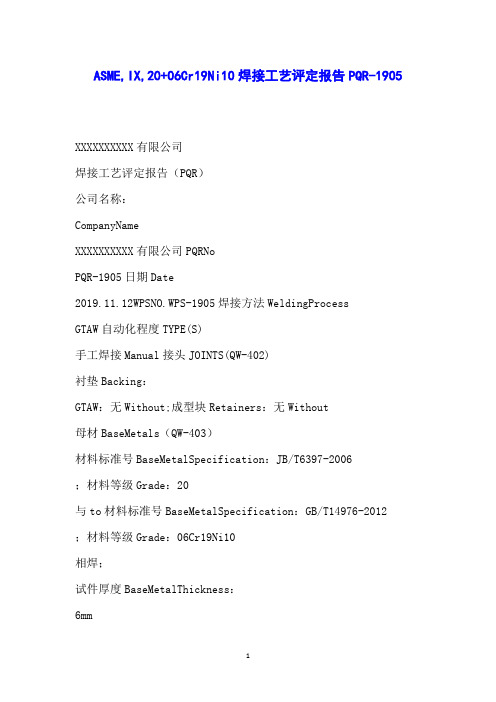
Table QW-451.3 Fillet-Weld Tests
Type of Joint Fillet Thickness of Test Coupons as Welded, in. Per Figure QW-462.4(a) Type and Number of Tests Required [Figure QW-462.4(a) or Figure QW-462.4(d)] Macro 5
Range Qualified All fillet sizes on all base metal thicknesses and alligure QW-462.4(d)
4
GENERAL NOTE: A production assembly mockup may be substituted in accordance with QW-181.1.1. When a production assembly mockup is used, the range qualified shall be limited to the fillet weld size, base metal thickness, and configuration of the mockup. Alternatively, multiple production assembly mockups may be qualified. The range of thickness of the base metal qualified shall be no less than the thickness of the thinner member tested and no greater than the thickness of the thicker member tested. The range for fillet weld sizes qualified shall be limited to no less than the smallest fillet weld tested and no greater than the largest fillet weld tested. The configuration of production assemblies shall be the same as that used in the production assembly mockup.
ASME IX BASE METALS中英对照QW-403

中某一P-No.改变为另一P-No.,或改变为任何其他母材。
如接头是由不同P-No.的两母材焊接而成,则即使两者已分别作过评定,工艺评定仍应按P-No.的组合来进行。
QW-403.2 The maximum thickness qualified is the thickness of the test coupon. QW-403.3 For full penetration single-sided welds without backing, where the meas-urement of penetration can be made by visual or mechanical means, requalification is re-quired when the base metal thickness is more than 20% thicker than that qualified when thetest coupon thickness is 1 in. (25 mm) and under, and more than 10% thicker when the testcoupon thickness is over 1 in. (25 mm). Where the measurement of penetration cannot bemade, requalification is required when the base metal thickness is more than 10% thicker thanthat qualified when the test coupon thickness is 1 in. (25 mm) and under, and more than 5%thicker when the test coupon thickness is over 1 in. (25 mm).评定的最大厚度是试件的厚度对于无衬垫单面焊全焊透焊缝,如可能用目视或机械方法测定溶深时,当试件厚度不大于1in.(25mm),母材比评定厚度大20%以上;或试件厚度为1in.(25mm)以上,母材比评定厚度大10%以上,则需重新进行评定。
ASME IX BASE METALS-QW-403
ð15ÞQW-402.14An increase or decrease of more than 10%in the spacing of the welds when they are within two diameters of each other.QW-402.15A change in the size or shape of the pro-jection in projection welding.QW-402.16A decrease in the distance between the approximate weld interface and the final surface of the production corrosion ‐resistant or hard ‐facing weld metal overlay below the minimum thickness qualified as shown in Figures QW-462.5(a)through QW-462.5(e).There is no limit on the maximum thickness for corrosion ‐resistant or hard ‐facing weld metal overlay that may be used in production.QW-402.17An increase in the thickness of the pro-duction spray fuse hard ‐facing deposit above the thick-ness deposited on the procedure qualification test coupon.QW-402.18For lap joints,(a)a decrease of more than 10%in the distance to the edge of the material(b)an increase in the number of layers of material (c)a change in surface preparation or finish from that qualifiedQW-402.19A change in the nominal diameter or nominal thickness for tubular cross sections,or an in-crease in the total cross section area beyond that qualified for all nontubular cross sections.QW-402.20A change in the joint configuration.QW-402.21A change in the method or equipment used to minimize internal flash.QW-402.22A change in the end preparation method.QW-402.23For test coupons less than 11/2in.(38mm)thick,the addition of a cooling medium (water,flowing gas,etc.)to the back side of the weld.Qualifica-tion on test coupons less than 11/2in.(38mm)thick with a cooling medium on the back side of the weld qualifies base metal thickness equal to or greater than the test cou-pon thickness with and without coolant.QW-402.24Qualification with a cooling medium (water,flowing gas,etc.)on the root side of a test coupon weld that is welded from one side qualifies all thicknesses of base metal with cooling medium down to the thickness of the test coupon at the root or 1/2in.(13mm),whichever is less.QW-402.25A change from lap joint to groove weld-ing,and vice versa.QW-402.26A reduction of more than 5deg in the edge preparation bevel angle for groove welds.QW-402.27A change in material of fixed backing an-vils (when used).A change in backing anvil design that af-fects the weld cooling rate (e.g.,a change from air-cooled to water-cooled,and vice versa).This variable is notapplicable to tube-to-tubesheet or double-sided welds with overlapping fusion zones,or welds completed using self-reacting pins.QW-402.28A change in joint design from that quali-fied,including edge preparation geometry (e.g.,a change from square butt edge to beveled edge),reductions in the smallest joint path radius to less than the shoulder ra-dius,or joint paths crossing themselves or another HAZ.QW-402.29A change in joint spacing greater than ±10%of the qualification test coupon thickness.For WPSs qualified using intimate edge contact,the maximum al-lowable joint spacing is 1/16in.(1.5mm).QW-402.30A change from a groove weld to a fillet weld,or vice versa,from that qualified.For groove welds,a change in any of the following variables:(a)backing to no backing,or vice versa(b)a change of ±10%in the root face thickness (c)a change of ±10%in the root gap (d)a change in bevel angle >5%QW-403BASE METALSQW-403.1A change from a base metal listed under one P ‐Number in Table QW/QB-422to a metal listed un-der another P ‐Number or to any other base metal.When joints are made between two base metals that have differ-ent P ‐Numbers,a procedure qualification shall be made for the applicable combination of P ‐Numbers,even though qualification tests have been made for each of the two base metals welded to itself.QW-403.2The maximum thickness qualified is the thickness of the test coupon.QW-403.3(a)For full penetration single-sided welds without backing where the verification of penetration can be made,an increase of more than 20%in base metal thick-ness when the test coupon thickness is less than or equal to 1in.(25mm),and more than 10%in base metal thick-ness when the test coupon thickness is greater than 1in.(25mm).(b)For all other welds,an increase of more than 10%in base metal thickness when the test coupon thickness is less than or equal to 1in.(25mm),and more than 5%in base metal thickness when the test coupon thickness is greater than 1in.(25mm).QW-403.4Welding procedure qualifications shall be made using a base metal of the same type or grade or an-other base metal listed in the same group (see Table QW/QB-422)as the base metal to be used in production welding.When joints are to be made between base metals from two different groups,a procedure qualification must be made for the applicable combination of base metals,even though procedure qualification tests have been made for each of the two base metals welded to itself.78ASME BPVC.IX-2015QW-403.5Welding procedure specifications shall be qualified using one of the following:(a)the same base metal(including type or grade)to be used in production welding(b)for ferrous materials,a base metal listed in the same P‐Number Group Number in Table QW/QB-422as the base metal to be used in production welding(c)for nonferrous materials,a base metal listed with the same P‐Number UNS Number in Table QW/QB-422 as the base metal to be used in production weldingFor ferrous materials in Table QW/QB-422,a proce-dure qualification shall be made for each P‐Number Group Number combination of base metals,even though procedure qualification tests have been made for each of the two base metals welded to itself.If,however,two or more qualification records have the same essential and supplementary essential variables,except that the base metals are assigned to different Group Numbers within the same P‐Number,then the combination of base metals is also qualified.In addition,when base metals of two different P‐Number Group Number combinations are qualified using a single test coupon,that coupon qua-lifies the welding of those two P‐Number Group Numbers to themselves as well as to each other using the variables qualified.This variable does not apply when impact testing of the heat‐affected zone is not required by other Sections. QW-403.6The minimum base metal thickness quali-fied is the thickness of the test coupon T or5/8in. (16mm),whichever is less.However,where T is less than 1/4in.(6mm),the minimum thickness qualified is1/2T. This variable does not apply when a WPS is qualified with a PWHT above the upper transformation temperature or when an austenitic or P-No.10H material is solution an-nealed after welding.QW-403.8A change in base metal thickness beyond the range qualified in QW-451,except as otherwise per-mitted by QW-202.4(b).QW-403.9For single‐pass or multipass welding in which any pass is greater than1/2in.(13mm)thick,an in-crease in base metal thickness beyond1.1times that of the qualification test coupon.QW-403.10For the short‐circuiting transfer mode of the gas metal‐arc process,when the qualification test cou-pon thickness is less than1/2in.(13mm),an increase in thickness beyond1.1times that of the qualification test coupon.For thicknesses of1/2in.(13mm)and greater, use Table QW-451.1or Table QW-451.2,as applicable. QW-403.11Base metals specified in the WPS shall be qualified by a procedure qualification test that was made using base metals in accordance with QW-424.QW-403.12A change from a base metal listed under one P‐Number of Table QW/QB-422to a base metal listed under another P‐Number.When joints are made between two base metals that have different P‐Numbers,requalification is required even though the two base me-tals have been independently qualified using the same procedure.When the melt‐in technique is used for joining P‐No.1,P‐No.3,P‐No.4,and P‐No.5A,a procedure qua-lification test with one P‐Number metal shall also qualify for that P‐Number metal welded to each of the lower P‐Number metals,but not vice versa.QW-403.15Welding procedure qualifications for electron beam welding shall be made using a base metal of the same type or grade or another base metal listed in the same P‐Number(and the same group where given —see Table QW/QB-422)as the base metal to be used in production welding.When joints are to be made between base metals from two different P‐Numbers(or two differ-ent groups),a procedure qualification must be made for the applicable combination of base metals even though procedure qualification tests have been made for each of the two base metals welded to itself.QW-403.16A change in the pipe diameter beyond the range qualified in QW-452,except as otherwise permitted in QW-303.1,QW-303.2,QW-381.1(c),or QW-382(c).QW-403.17In stud welding,a change in combination of base metal listed under one P‐Number in Table QW/QB-422and stud metal P‐Number(as defined in the following Note),or to any other base metal/stud me-tal combination.NOTE:Stud metal shall be classified by nominal chemical composi-tion and can be assigned a P‐Number when it meets the nominal composition of any one of the P‐Number metals.QW-403.18A change from one P‐Number to any other P‐Number or to a base metal not listed in Table QW/QB-422,except as permitted in QW-423,and in QW-420.QW-403.19A change to another base material type or grade(type or grade are materials of the same nominal chemical analysis and mechanical property range,even though of different product form),or to any other base material type or grade.When joints are made between two different types or grades of base material,a proce-dure qualification must be made for the applicable combi-nations of materials,even though procedure qualification tests have been made for each of the two base materials welded to itself.QW-403.20A change from a base metal,listed under one P‐Number in Table QW/QB-422,to a metal listed un-der another P‐Number or to any other base metal;from a base metal of one subgroup to any other grouping in P‐No.10or11.QW-403.21The addition or deletion of a coating, plating or cladding,or a change in the nominal chemical analysis or thickness range of the plating or cladding,ora change in type of coating as specified in the WPS.79ASME BPVC.IX-2015ð15ÞQW-402.14An increase or decrease of more than 10%in the spacing of the welds when they are within two diameters of each other.QW-402.15A change in the size or shape of the pro-jection in projection welding.QW-402.16A decrease in the distance between the approximate weld interface and the final surface of the production corrosion ‐resistant or hard ‐facing weld metal overlay below the minimum thickness qualified as shown in Figures QW-462.5(a)through QW-462.5(e).There is no limit on the maximum thickness for corrosion ‐resistant or hard ‐facing weld metal overlay that may be used in production.QW-402.17An increase in the thickness of the pro-duction spray fuse hard ‐facing deposit above the thick-ness deposited on the procedure qualification test coupon.QW-402.18For lap joints,(a)a decrease of more than 10%in the distance to the edge of the material(b)an increase in the number of layers of material (c)a change in surface preparation or finish from that qualifiedQW-402.19A change in the nominal diameter or nominal thickness for tubular cross sections,or an in-crease in the total cross section area beyond that qualified for all nontubular cross sections.QW-402.20A change in the joint configuration.QW-402.21A change in the method or equipment used to minimize internal flash.QW-402.22A change in the end preparation method.QW-402.23For test coupons less than 11/2in.(38mm)thick,the addition of a cooling medium (water,flowing gas,etc.)to the back side of the weld.Qualifica-tion on test coupons less than 11/2in.(38mm)thick with a cooling medium on the back side of the weld qualifies base metal thickness equal to or greater than the test cou-pon thickness with and without coolant.QW-402.24Qualification with a cooling medium (water,flowing gas,etc.)on the root side of a test coupon weld that is welded from one side qualifies all thicknesses of base metal with cooling medium down to the thickness of the test coupon at the root or 1/2in.(13mm),whichever is less.QW-402.25A change from lap joint to groove weld-ing,and vice versa.QW-402.26A reduction of more than 5deg in the edge preparation bevel angle for groove welds.QW-402.27A change in material of fixed backing an-vils (when used).A change in backing anvil design that af-fects the weld cooling rate (e.g.,a change from air-cooled to water-cooled,and vice versa).This variable is notapplicable to tube-to-tubesheet or double-sided welds with overlapping fusion zones,or welds completed using self-reacting pins.QW-402.28A change in joint design from that quali-fied,including edge preparation geometry (e.g.,a change from square butt edge to beveled edge),reductions in the smallest joint path radius to less than the shoulder ra-dius,or joint paths crossing themselves or another HAZ.QW-402.29A change in joint spacing greater than ±10%of the qualification test coupon thickness.For WPSs qualified using intimate edge contact,the maximum al-lowable joint spacing is 1/16in.(1.5mm).QW-402.30A change from a groove weld to a fillet weld,or vice versa,from that qualified.For groove welds,a change in any of the following variables:(a)backing to no backing,or vice versa(b)a change of ±10%in the root face thickness (c)a change of ±10%in the root gap (d)a change in bevel angle >5%QW-403BASE METALSQW-403.1A change from a base metal listed under one P ‐Number in Table QW/QB-422to a metal listed un-der another P ‐Number or to any other base metal.When joints are made between two base metals that have differ-ent P ‐Numbers,a procedure qualification shall be made for the applicable combination of P ‐Numbers,even though qualification tests have been made for each of the two base metals welded to itself.QW-403.2The maximum thickness qualified is the thickness of the test coupon.QW-403.3(a)For full penetration single-sided welds without backing where the verification of penetration can be made,an increase of more than 20%in base metal thick-ness when the test coupon thickness is less than or equal to 1in.(25mm),and more than 10%in base metal thick-ness when the test coupon thickness is greater than 1in.(25mm).(b)For all other welds,an increase of more than 10%in base metal thickness when the test coupon thickness is less than or equal to 1in.(25mm),and more than 5%in base metal thickness when the test coupon thickness is greater than 1in.(25mm).QW-403.4Welding procedure qualifications shall be made using a base metal of the same type or grade or an-other base metal listed in the same group (see Table QW/QB-422)as the base metal to be used in production welding.When joints are to be made between base metals from two different groups,a procedure qualification must be made for the applicable combination of base metals,even though procedure qualification tests have been made for each of the two base metals welded to itself.78ASME BPVC.IX-2015。
asme section ix 第九卷焊接工艺评定

All rights reserved
40
18
焊工技能评定
► 焊接位置覆盖范围- 板-坡口焊
All rights reserved
19Βιβλιοθήκη 焊工技能评定► 焊接位置覆盖范围-管 坡口焊
All rights reserved
20
焊工技能评定
► 焊接位置覆盖范围 :管-角焊缝
All rights reserved
21
焊工技能评定
► 母材覆盖范围
All rights reserved
12
焊工技能评定
► 检验类型-角焊缝 1 外观检验 母材与焊缝显示全熔合 2 宏观金相
3 断裂试验 1) 断裂后, 应无裂纹或根部未焊透 2) 断裂面可见的气孔和夹渣总长度不超过10mm
All rights reserved
13
焊工技能评定
1 试验类型-坡口焊缝
2 弯曲试验 1) 焊缝和HAZ在受弯范围内; 2) 不得有超过3.2mm的开口缺陷
3 射线检测 –QW 191 合格准则: 不得有超过右侧规定极限的指示
All rights reserved
11
焊工技能评定
► 射线代替弯曲试验时几点注意: 1 试件的最小检验长度应为6in(152mm); 2 对小直径管, 最多不超过4个试件; 3 GMAW-S不适用RT代替 4 P-No.21-25, P-No.51-53, P-No.61-62当采用下列焊接方法时, 不适用RT代替 SMAW, SAW, GTAW(P-No.61-62), PAW, GMAW
All rights reserved
27
焊接工艺评定
► 焊接试件 1 坡口焊试件尺寸要求
ASMEIX20+06Cr19Ni10焊接工艺评定报告PQR-1905
ASME,IX,20+06Cr19Ni10焊接工艺评定报告PQR-1905XXXXXXXXXX有限公司焊接工艺评定报告(PQR)公司名称:CompanyNameXXXXXXXXXX有限公司PQRNoPQR-1905日期Date2019.11.12WPSNO.WPS-1905焊接方法WeldingProcessGTAW自动化程度TYPE(S)手工焊接Manual接头JOINTS(QW-402)衬垫Backing:GTAW:无Without;成型块Retainers:无Without母材BaseMetals(QW-403)材料标准号BaseMetalSpecification:JB/T6397-2006;材料等级Grade:20与to材料标准号BaseMetalSpecification:GB/T14976-2012;材料等级Grade:06Cr19Ni10相焊;试件厚度BaseMetalThickness:6mm;试件直径BaseMetalDiameter:--最大焊道厚度Maximumpassthickness:13mm焊接方法WeldingProcessGTAW填充金属FillerMetals(QW-404)SFANo.SFA-5.9ER309LF-No.6A-No.8焊丝/焊条商标牌号Wire/electrodedesignationTGS-309L天泰填充金属尺寸SizeofFillerMetals2.0mm填充金属产品形式Fillermetalproductform实芯焊丝Bare填充金属Fillermetal有With评定的焊缝金属厚度WeldMetalThickness:6mm焊剂类型Electrode-Flux(Class)不使用焊剂Without可熔化嵌条ConsumableInsert不带嵌条Without焊接位置POSITIONS(QW-405)焊接位置Position(s)1G焊接方向WeldingProgression:--预热PREHEAT(QW-406)预热温度和预热方式PreheatTemperatureandPreheatMethod 20℃,Roomtemperature最高层间温度InterpassTemperature,Maximum 150℃预热保持时间和温度PreheatMaintenance焊接完成后不做预热保持None焊后热处理POSTWELDHEATTREATMENT(QW-407)N/A温度范围TemperatureRange--时间范围TimeRange--气体GAS(QW-408)气体Gas(es)混合比量Mixture流量FlowRate焊接保护气ShieldingAr99.99%--11L/Min尾部保护气Trailing无No----背面保护气BackingAr99.99%--10L/Min焊接技巧TECHNIQUE(QW-410)直进焊或摆动焊StringorWeaveBead摆动焊WeaveBead嘴孔或喷嘴尺寸OrificeorGasCupSize8.0mm打底焊道和中间焊道的清理方法InitialandInterpassCleaning打磨Grinding背面清根方法MethodofBackGouging--每侧多道焊或单道焊MultipleorSinglePass(PerSide)多道焊MultiplePass多极焊或单极焊MultipleorSingleElectrodes单极焊SingleElectrode锤击有无Peening无No摆动宽度、频率及两侧驻留时间Width,frequency,ordwelltimeofoscillationtechnique--电极间距Thespacingofmultipleelectrodes--电特性ELECTRICALCHARACTERISTICS(QW-409)钨极尺寸和类型Typeorsizeoftungstenelectrode直径2.5mm,铈钨Ce-tungsten直流电源脉冲Pulsingcurrenttodcpowersource无脉冲No焊层WeldLayers焊接方法Process填充金属FillerMetal 电流Current电压VoltRange(V)焊接速度TravelSpeedRange(mm/min)其它Others种类Class直径Dia.(mm)类型和极性Polar安培Amp.Range根部1RootpassGTAWER309L2.0直流正接DCEN108///2-3GTAWER309L2.0直流正接DCEN120///注Note:QW-403.13,QW-407.4;QW-408.10,QW-410.11,QW-410.64Notapplicab le.拉伸试验(QW-150)TensileTest试样号*SpecimenNo宽厚WidthThickness(mmmm)面积Area(mm2)极限总载荷UltimateTotalLoad(kN)极限单位应力TensileStrength(MPa)破坏性质和位置TypeofFailureLocationPQR-1905TT118.645.66105.5050.11475塑性断于母材Ductile,BasemetalPQR-1905TT218.865.52104.1148.93470塑性断于母材Ductile,Basemetal*QW-462.1(a)导向弯曲试验(QW-160)GuidedBendTest类型和图号TypeandFigureNo结论Result面弯Facebend, QW-462.3按QW-163(4T,180)试验合格AcceptedperQW-163(4T,180) 面弯Facebend,QW-462.3按QW-163(4T,180)试验合格AcceptedperQW-163(4T,180) 背弯Rootbend,QW-462.3按QW-163(4T,180)试验合格AcceptedperQW-163(4T,180) 背弯Rootbend,QW-462.3按QW-163(4T,180)试验合格AcceptedperQW-163(4T,180)冲击试验(QW-170)N/AToughnessTest试样号SpecimenNo缺口位置NotchLocation缺口型式NotchType试样尺寸Specimensize试验温度TestTemp冲击功ImpactValues(J)结论Result--------------角焊缝试验FilletWeldTest(QW-180)N/A结果是否满意Result---Satisfactory:是Yes否No;熔透母材PenetrationintoParentMetal:是Yes否No宏观检测结果Macro-Result其它试验OtherTestsN/A试验类型TypeofTest熔敷金属成分DepositAnalysis其它Other焊工姓名WeldersNameXXXX上班考勤号ClockNo--钢印号StampNoA103试验执行人TestConductedby:xxxxxx实验室实验编号LaboratoryTestNo2019-LX0174/0175/0176兹证明本报告所述均属正确,并且试验是根据ASME规范第IX卷的要求进行试样的准备、焊接和试验的。
ASME IX 20SiMn焊接工艺规程WPS
ASME IX 20SiMn焊接工艺规程WPS__________ 有限公司焊接工艺规程(WPS)公司名称:Company Name__________ 有限公司编制 Prepared审批rovedWPS NO.WPS-1911 版本 REV.A 日期 Date20__.09.02 PQR No PQR-1911 焊接方法Welding ProcessGMAW 自动化程度TYPE(S)半自动焊 Semi-automatic welding 接头 JOINTS (QW-402)详图:接头型式:坡口对接或角焊缝 Joint Design:Groove or Fillet根部间隙:见接头图 See Sketchthe root spacing 衬垫 Backing :GMAW:有或无With or Without 定位块 Retainers :有或无With or Without接头型式按图纸要求 Joint design may be per licable drag requirement 母材Base Metals(QW-403)材料标准号 Base Metal Specification :JB/T 6396,JB/T 1270 ;材料等级 Grade :20SiMn与to 材料标准号 Base Metal Specification :JB/T 6396,JB/T 1270 ;材料等级 Grade :20SiMn 相焊;评定的厚度范围:Thickness Range: 母材Base Metal:坡口焊缝Groove:mm角焊缝Fillet:所有 All最大焊道厚度 Ma_imum pass thickness :≤13mm焊接方法 Welding ProcessGMAW 填充金属 Filler Metals(QW-404)SFA No.SFA 5.18 ER70S-6 F-No.6 A-No.1 填充金属尺寸 Size of Filler MetalsΦ1.2mm 填充金属产品型式 Filler Metal Product Form 实芯 Solid 焊丝-焊剂标准和型号 Flu_/wire specification classGB/T 8110,ER50-6 附加填充金属Supplement Filler Metal 无 None 评定的焊缝金属厚度范围 Weld Metal Thickness Range:坡口焊缝 Groove Ma_:50mm 角焊缝 Fillet 所有 All 焊接位置 POSITIONS (QW-405)坡口焊缝位置 Position(s) of Groove1G 角焊缝焊缝位置 Position(s) of Fillet1F,2F 焊接方向 Welding Progression:向上 Up预热 PREHEAT (QW-406)预热温度和预热方式Preheat Temperature and Preheat MethodMinimum95℃;火焰或电加热 Flame or Electric最高层间温度Interpass Temperature, Ma_imum预热保持时间和温度Preheat Maintenance 不要求 Not required 焊后热处理 POSTWELD HEAT TREATMENT(QW-407)温度范围 Temperature Range 590-610℃ 时间范围 Time Range 最短时间Minimum time limit:壁厚 T ≤ 50mm, 1hr/25mm,15min minimum ; 壁厚 T >50mm,2hrs plus 15 min for each additional 25mm over 50mm 最长时间 Ma_imum time limit: ≤4.375h 气体 GAS(QW-408)N/A气体 Gas(es) 混合比量 Mi_ture 流量 Flow Rate 焊接保护气 Shielding Ar+CO 278-82Ar+18-22CO 215-25 L/Min 尾部保护气 Trailing 无 No -- -- 背面保护气 Backing 无No -- -- 焊接技巧 TECHNIQUE(QW-410)直进焊或摆动焊 String or Weave Bead 摆动或直进焊 Weave Bead or string 嘴孔或喷嘴尺寸 Orifice or Gas Cup SizeΦ16-22mm 打底焊道和中间焊道的清理方法 Initial and Interpass Cleaning 刷或打磨 Brushing or Grinding 背面清根方法 Method of Back Gouging 需要时,采用气刨、机械加工、凿或打磨的方法 Arc-gouging, machining, chipping or grinding, when licable 导电嘴至工件距离 Tube-work distance 10-20mm 每侧多道焊或单道焊 Multiple or Single Pass (Per Side) 多道焊 Multiple pass 多丝焊或单丝焊 Multiple or Single Electrodes 单丝焊 Single Electrode锤击有无 Penning 有或无 With or without。
ASME工艺评定基本要求

ASME焊接文件的编制以及焊工的考核过程1.当产品设计图纸完成以后,焊接工程师根据按照ASME规范编制的“压力容器质量手册”的要求编写焊接接头识别卡。
根据设计图纸标明的按照ASME规范2001版第8.1篇(ASME SEC .ⅧDIV. 1 2001 EDITION)分类的A类,B类,C类,D类焊接接头,给每个接头编号,规定每个接头所遵循的焊接工艺指导书(WPS),材料类别号或者组别号,以及焊接方法和可行的焊接位置。
2.焊接工程师按照质量手册的要求参照焊接接头识别卡编写第零版焊接工艺指导书(WPS Rev.0)。
2.1 WPS,以及后来的PQR,WPQ等等所有ASME文件的格式最好对照ASME规范2001版第九卷(ASME SEC .Ⅸ)末尾的附录中的样表的格式,WPS当中,必须包括对所有重要变素的描述,见QW252-260。
2.2 WPS当中的变素按照ASME规范2001版第九卷(ASME SEC .Ⅸ2002 EDITION)QW250的叙述。
QW252(OFW)燃料氧气焊,QW253(SMAW)焊条电弧焊,QW254(SAW)埋弧焊,QW255(GMAW and FCAW)气体保护焊及药芯焊丝气体保护焊,QW256(GTAW)钨极氩弧焊,QW257(PAW)等离子焊,QW258(ESW)电渣焊,QW259(EGW)电气焊,QW260(EBW)电子束焊。
3.根据ASME规范2001版第8.1篇(ASME SEC .ⅧDIV. 1 2001 EDITION)的UW-28的规定,对所遵循的每一项焊接工艺作出工艺评定(PQR)。
3.1 焊接工艺评定的材料与设计图纸相同,SA662-C+SA662-C;SA662-C+SM-400。
SA662-C 按照ASME规范第九卷(ASME SEC .Ⅸ)中QW-420材料的分组,类别属于P-No.1,组别属于Group No.2,强度等级C,亦即最小抗拉强度70-90ksi,大约相当于485-600Mpa。
ASME IX焊接工艺评定树状图--一图看懂第九卷

通用变素
层间温度增加50℃(QW406.3)
焊后热处理温度(QW407.2)
产品PWHT应和评定的热处理基本相当,在热处理温度下累计时间不得少于产品所用时间的80%,但可在一次热循环中完成
增加热输入(QW409.1)
每种方法热输入或单位长度熔敷金属体积增量超过PQR记录值,则需重评 高于上转变温度的PWHT或奥氏体或P-No. 10H材料焊后固溶退火,则不重评
电流、极性(QW409.4)
交流和直流转换;直流正接和反接转换
每面多道焊为每面单道焊(QW410.9)
高于上转变温度的PWHT或当奥氏体或P-No. 10H材料焊后经固溶退火,则不需要重评
SMAW
焊条直径改变超过6mm(QW404.7)
高于上转变温度的PWHT或奥氏体材料焊后固溶退火,不用重评
在同-SFA 标准中填充金属类别号的改变或改变到SFA 标准不包括的填充金属或改变到SFA 标准中带有后缀" G" 的填充金属或填充金属商品名称的改变
增加、取消或其体积改变超过10%须重评
附加合金元素成分(QW404.27)
焊缝合金含量取决于附加金属,则任一部分改变超过WPS时,需重评
焊剂类别(QW404.34)
P-No.1多层焊,焊剂类型改变(中性变为活性,反之亦然)
单道厚度大于13mm(QW403.9)
短路过渡母材最大厚度(QW403.10)
用简图表示接头形式/坡口/间隙/钝边/衬 垫/焊道分布/焊接顺序
制定PWPS
焊接方法及自动化程度
焊接电流种类、极性
焊接材料牌号、规格
由母材材质确定
预热温度、层间温度、焊后热处理
可根据焊接经验、现场条件确定范围
ASMEIX20SiMn焊接工艺规程WPS-1911A版
ASME,IX,20SiMn焊接工艺规程WPS-1911,A版XXXXXXXXXX有限公司焊接工艺规程(WPS)公司名称:CompanyNameXXXXXXXXXX有限公司编制Prepared审批ApprovedWPSNO.WPS-1911版本REV.A日期Date2019.09.02PQRNoPQR-1911焊接方法WeldingProcess GMAW自动化程度TYPE(S)半自动焊Semi-automaticwelding接头JOINTS(QW-402)详图:接头型式:坡口对接或角焊缝JointDesign:GrooveorFillet根部间隙:见接头图SeeSketchtherootspacing衬垫Backing:GMAW:有或无WithorWithout定位块Retainers:有或无WithorWithout接头型式按图纸要求Jointdesignmaybeperapplicabledrawingrequirement母材BaseMetals(QW-403)材料标准号BaseMetalSpecification:JB/T6396,JB/T1270;材料等级Grade:20SiMn与to材料标准号BaseMetalSpecification:JB/T6396,JB/T1270;材料等级Grade:20SiMn相焊;评定的厚度范围:ThicknessRange:母材BaseMetal:坡口焊缝Groove:16-200mm角焊缝Fillet:所有All最大焊道厚度Maximumpassthickness:13mm焊接方法WeldingProcessGMAW填充金属FillerMetals(QW-404)SFANo.SFA5.18ER70S-6F-No.6A-No.1填充金属尺寸SizeofFillerMetals1.2mm填充金属产品型式FillerMetalProductForm实芯Solid焊丝-焊剂标准和型号Flux/wirespecificationclassGB/T8110,ER50-6附加填充金属SupplementFillerMetal无None评定的焊缝金属厚度范围WeldMetalThicknessRange:坡口焊缝GrooveMax:50mm角焊缝Fillet所有All焊接位置POSITIONS(QW-405)坡口焊缝位置Position(s)ofGroove1G角焊缝焊缝位置Position(s)ofFillet1F,2F焊接方向WeldingProgression:向上Up预热PREHEAT(QW-406)预热温度和预热方式PreheatTemperatureandPreheatMethodMinimum95℃;火焰或电加热FlameorElectric最高层间温度InterpassTemperature,Maximum300℃预热保持时间和温度PreheatMaintenance不要求Notrequired焊后热处理POSTWELDHEATTREATMENT(QW-407)温度范围TemperatureRange590-610℃时间范围TimeRange最短时间Minimumtimelimit:壁厚T50mm,1hr/25mm,15minminimum;壁厚T>50mm,2hrsplus15minforeachadditional25mmover50mm最长时间Maximumtimelimit:4.375h气体GAS(QW-408)N/A气体Gas(es)混合比量Mixture流量FlowRate焊接保护气ShieldingAr+CO278-82%Ar+18-22%CO215-25L/Min尾部保护气Trailing无No----背面保护气Backing无No----焊接技巧TECHNIQUE(QW-410)直进焊或摆动焊StringorWeaveBead摆动或直进焊WeaveBeadorstring嘴孔或喷嘴尺寸OrificeorGasCupSize16-22mm打底焊道和中间焊道的清理方法InitialandInterpassCleaning刷或打磨BrushingorGrinding背面清根方法MethodofBackGouging需要时,采用气刨、机械加工、凿或打磨的方法Arc-gouging,machining,chippingorgrinding,whenapplicable导电嘴至工件距离Tube-workdistance10-20mm每侧多道焊或单道焊MultipleorSinglePass(PerSide)多道焊Multiplepass多丝焊或单丝焊MultipleorSingleElectrodes单丝焊SingleElectrode锤击有无Penning有或无Withorwithout。
ASME标准射线底片评定规则

ASME标准射线底片评定规则ASME 标准射线底片评定规则UW-51 焊接接头射线照相及射线显示检验(A89)b )焊缝的射线照相显示出下列的缺陷特征可判定为不合格。
……。
⑴.任何显示特征为裂纹或未熔合或未焊透区域。
⑵.任何其它条型显示其长度大于:a .T <3/4in (19mm ) 1/4in (6.4mm )b .T ≥3/4in (19mm ) 1/3 Tc .T ≥9/4in (57mm ) 3/4in (19mm )其中:T=除去允许的焊缝余高后的焊缝厚度,对两不等厚零件的对接焊缝,T 等于两者中的较薄者,若全焊透焊缝包含角焊缝,则该角焊缝的腰高应计入T 内。
⑶.任何在一直线上的显示,在12T 的长度内累计长度大于T 者,但相领缺陷间是间距超过6L 者除外,这里L 为该群显示内最长缺陷的长度。
⑷.圆形显示超过附录4中合格标准所规定者。
附录4 用射线照相法测定焊缝中圆形显示的圆形显示图的验收标准。
4-3验收标准(a )图象黑度显示中的图象黑度可以不同,它不作为验收或拒收的标准。
(b )需考虑的显示(见表4-1)只有超过下列尺寸的圆形显示才予以考虑。
T ≤3.2mm 时为1/10TT =3.2mm 至6.4mm 时为0.397mm ;6.4mm50.8mm 时为1.6mm 。
(c )圆形显示的最大尺寸(见表4-1)任何显示的最大许可尺寸应为1/4T 或3.97mm 中的较小者,但与相邻显示相距25.4mm 或更远的单个显示例外,它可以等于1/3T 或6.4mm 中的较小者。
对T 大于50.8mm ,单个显示的最大许可尺寸应增加到9.5mm 。
(d )线性排列圆形显示在长度等于12T 内显示各直径的总和小于T 时,线性排列圆形显示是合格的。
见图4-1。
各组线性排列圆形显示的长度及各组显示之间的间距应符合图4-2的要求。
注:此表仅作为例子。
(e)间距相邻圆形显示之间的距离不是决定验收或拒收的因素,但对单个显示或各组线性排列的显示距离的要求除外。
ASMEIXQ235B焊接工艺规程WPS-1903A版

ASME,IX,Q235B焊接工艺规程WPS-1903,A版XXXXXXXXXX有限公司焊接工艺规程(WPS)公司名称:CompanyNameXXXXXXXXXX有限公司编制Prepared审批ApprovedWPSNO.WPS-1903版本REV.A日期Date2019.11.12PQRNoPQR-1903焊接方法WeldingProcess GMAW自动化程度TYPE(S)半自动焊Semi-automaticwelding接头JOINTS(QW-402)详图Detailssketch:接头型式:坡口对接或角焊缝JointDesign:GrooveorFillet根部间隙:见接头图SeeSketchRootspacing衬垫Backing:GMAW:有或无WithorWithout定位块Retainers:有或无WithorWithout接头型式按图纸要求Jointdetailsmaybeperapplicabledrawingrequirement母材BaseMetals(QW-403)材料标准号BaseMetalSpecification:GB/T3274-2017;材料等级Grade:Q235B评定的厚度范围:ThicknessRange:母材BaseMetal:坡口焊缝Groove:16-200mm角焊缝Fillet:所有All最大焊道厚度Maximumpassthickness:13mm焊接方法WeldingProcessGMAW填充金属FillerMetals(QW-404)SFANo/AWSNoSFA5.18ER70S-6F-No.6A-No.1填充金属尺寸SizeofFillerMetals1.2mm填充金属产品型式FillerMetalProductForm实芯Solid焊丝-焊剂标准和型号Flux/wirespecificationclassGB/T8110,ER50-6附加填充金属SupplementFillerMetal无None评定的焊缝金属厚度范围WeldMetalThicknessRange:坡口焊缝GrooveMax:200mm角焊缝Fillet所有All焊接位置POSITIONS(QW-405)坡口焊缝位置Position(s)ofGroove1G角焊缝焊缝位置Position(s)ofFillet1F,2F焊接方向WeldingProgression:向上Up预热PREHEAT(QW-406)预热温度和预热方式PreheatTemperatureandPreheatMethodMinimum80℃;火焰或电加热FlameorElectric最高层间温度InterpassTemperature,Maximum300℃预热保持时间和温度PreheatMaintenance不要求Notrequired焊后热处理POSTWELDHEATTREATMENT(QW-407)温度范围TemperatureRange590-610℃时间范围TimeRange最短时间Minimumtimelimit:壁厚T50mm,1hr/25mm,15minminimum;壁厚T>50mm,2hrsplus15minforeachadditional25mmover50mm。
【免费下载】ASME Ⅸ焊接评定
重要变素 × ×
×
×
附加重要变素 非重要变素
× × ×
焊条电弧焊变素
QW404.33
φSFA No
填充金属所属 SFA 分类号的改变或改变到 SFA 分类号不包括的填充
金属。或填充金属制造厂商品名称的改变。……(见第 51 页)
3
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,系电,力根通保据过护生管高产线中工敷资艺设料高技试中术卷资,配料不置试仅技卷可术要以是求解指,决机对吊组电顶在气层进设配行备置继进不电行规保空范护载高与中带资负料荷试下卷高问总中题体资,配料而置试且时卷可,调保需控障要试各在验类最;管大对路限设习度备题内进到来行位确调。保整在机使管组其路高在敷中正设资常过料工程试况中卷下,安与要全过加,度强并工看且作护尽下关可都于能可管地以路缩正高小常中故工资障作料高;试中对卷资于连料继接试电管卷保口破护处坏进理范行高围整中,核资或对料者定试对值卷某,弯些审扁异核度常与固高校定中对盒资图位料纸置试,.卷保编工护写况层复进防杂行腐设自跨备动接与处地装理线置,弯高尤曲中其半资要径料避标试免高卷错等调误,试高要方中求案资技,料术编试交写5、卷底重电保。要气护管设设装线备备置敷4高、调动设中电试作技资气高,术料课中并3中试、件资且包卷管中料拒含试路调试绝线验敷试卷动槽方设技作、案技术,管以术来架及避等系免多统不项启必方动要式方高,案中为;资解对料决整试高套卷中启突语动然文过停电程机气中。课高因件中此中资,管料电壁试力薄卷高、电中接气资口设料不备试严进卷等行保问调护题试装,工置合作调理并试利且技用进术管行,线过要敷关求设运电技行力术高保。中护线资装缆料置敷试做设卷到原技准则术确:指灵在导活分。。线对对盒于于处调差,试动当过保不程护同中装电高置压中高回资中路料资交试料叉卷试时技卷,术调应问试采题技用,术金作是属为指隔调发板试电进人机行员一隔,变开需压处要器理在组;事在同前发一掌生线握内槽图部内纸故,资障强料时电、,回设需路备要须制进同造行时厂外切家部断出电习具源题高高电中中源资资,料料线试试缆卷卷敷试切设验除完报从毕告而,与采要相用进关高行技中检术资查资料和料试检,卷测并主处且要理了保。解护现装场置设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Thickness t of
Range of Thickness T of Deposited Weld Metal
Base Metal Qualified, in. Qualified, in. (mm)
(mm) [Note (1)] and
[Note (1)] and
[Note (2)]
[Note (2)]
Min.
T
2T
1/16 (1.5) 2T
Max.
Maximum Thickness t of Deposited Weld Metal, Qualified, in. (mm)
[Note (1)] and [Note (2)]
Type and Number of Tests Required (Tension and Guided‐Bend Tests) [Note (2)]
173
ASME BPVC.IX-2015
Table QW-451.2 Groove-Weld Tension Tests and Longitudinal-Bend Tests
Thickness T of Test
Coupon Welded, in. (mm)
Less than 1/16 (1.5) 1/16 to 3/8 (1.5 to 10), incl. Over 3/8 (10)
Min.
T 1/16 (1.5) 3/16 (5)
Max.
2T 2T 2T
Max.
2t 2t 2t
Type and Number of Tests Required (Tension and Guided‐Bend Tests) [Note (2)]
11/2 (38) to 6 (150), incl. 11/2 (38) to 6 (150), incl.
Over 6 (150) [Note (6)] Over 6 (150) [Note (6)]
Range of Thickness T of Base Metal, Qualified,
in. (mm) [Note (1)] and [Note (2)]
2 [Note (4)]
4
2T when t ≥ 3/4 (19)
2 [Note (4)]
4
3/16 (5) 8 (200) [Note (3)] 2t when t < 3/4 (19)
2 [Note (4)]4 Nhomakorabea3/16 (5)
8 (200) [Note (3)] when
8 (200) [Note (3)]
Thickness T of Test Coupon, Welded, in. (mm)
Less than 1/16 (1.5)
1/16 to 3/8 (1.5 to 10), incl.
Over 3/8 (10), but less than 3/4 (19)
3/4 (19) to less than 11/2 (38) 3/4 (19) to less than 11/2 (38)
ASME BPVC.IX-2015
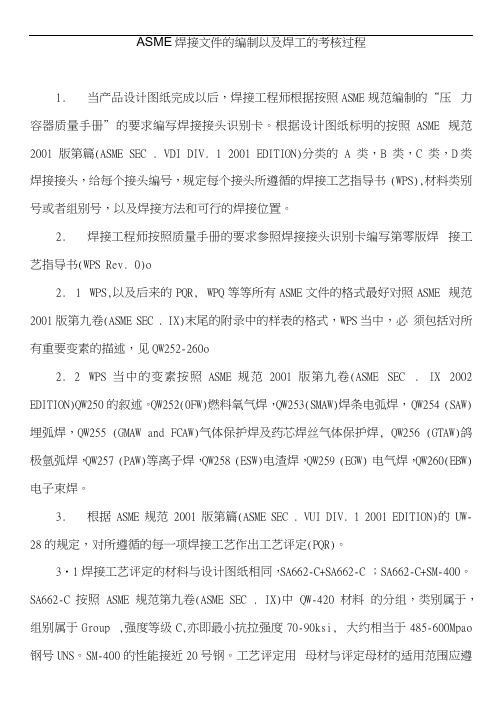
QW-450 SPECIMENS QW-451 PROCEDURE QUALIFICATION THICKNESS LIMITS AND TEST SPECIMENS
Table QW-451.1 Groove-Weld Tension Tests and Transverse-Bend Tests
...
...
NOTES: (1) The following variables further restrict the limits shown in this table when they are referenced in QW-250 for the process under con-
Tension, QW-150
Side Bend, QW-160
Face Bend, QW-160
Root Bend, QW-160
2t
2
...
2
2
2t
2
[Note (5)]
2
2
3/16 (5) 2T
2t
2
[Note (5)]
2
2
3/16 (5) 2T 3/16 (5) 2T
2t when t < 3/4 (19)
t ≥ 3/4 (19)
2 [Note (4)]
4
3/16 (5) 3/16 (5)
1.33T 1.33T
2t when t < 3/4(19)
2 [Note (4)]
4
1.33T when t ≥ 3/4 (19)
2 [Note (4)]
4
...
...
...
...
...
...
...
...
...
...
sideration: QW-403.9, QW-403.10, QW-404.32, and QW-407.4. Also, QW-202.2, QW-202.3, and QW-202.4 provide exemptions that supersede the limits of this table. (2) For combination of welding procedures, see QW-200.4. (3) For the SMAW, SAW, GMAW, PAW, and GTAW welding processes only; otherwise per Note (1) or 2T , or 2t , whichever is applicable. (4) see QW-151.1, QW-151.2, and QW-151.3 for details on multiple specimens when coupon thicknesses are over 1 in. (25 mm). (5) Four side‐bend tests may be substituted for the required face‐ and root‐bend tests, when thickness T is 3/8 in. (10 mm) and over. (6) For test coupons over 6 in. (150 mm) thick, the full thickness of the test coupon shall be welded.