对焊接工艺评定的依据标准的覆盖范围的思考
浅谈轨道车辆行业焊接工艺评定标准

浅谈轨道车辆行业焊接工艺评定标准摘要:在轨道车辆的制造过程中,焊接是一项特殊工艺,焊接工艺评定是整个焊接体系中最重要的一环,选取合适的工艺评定种类,利用其覆盖范围,可以有效的避免重复工作。
对比不同体系间存在的差异,有利于进行焊接工艺评定。
本文简要介绍关于工艺评定部分国际标准与美标、国际标准与澳标的差异和见解。
关键词:轨道车辆;标准;工艺评定前言我国轨道车辆行业已进入了高速发展阶段,无论是高速铁路还是城市轨道车辆均取得了不俗的成绩,对世界轨道交通行业的影响力也日益增加。
随着对海外市场的不断拓展,海外项目也日益增多,而在不同地域采用的焊接工艺评定标准也不完全相同,而如何制定合理的工艺评定成为了重中之重,在不同标准体系下焊接工艺评定的差别也成了我们关注的重点。
1、焊接工艺评定各体系介绍目前,《EN15085铁路应用-铁道车辆及部件的焊接》被广泛应用,较多的采用了EN15085体系,其中焊接工艺评定部分采用的是欧标体系转化成的国际标准ISO15614系列[1],但是涉及到出口不同国家的轨道客车项目,例如美国项目、澳大利亚项目等,美国项目采用AMS系列焊接标准,澳大利亚采用AS1554系列焊接标准,其中关于焊接工艺评定的部分,有类似要求,也有不同之处,对比不同体系间存在的差异,有利于进行焊接工艺评定。
本文简要介绍关于工艺评定部分国际标准与美标、国际标准与澳标的差异和见解。
2、国际标准与美标的差异分析2.1 新版国际标准简介ISO 15614-1:2017的介绍中说出了最主要的新变化,即:焊接工艺评定试验分为两个级别:级别1是基于ASME IX的要求[2],级别2是基于ISO 15614-1之前版本的要求,这就相当于对ASME IX进行了打包认可。
分为两个级别的目的是为了允许焊接制造应用于更大范围内”。
从国际标准ISO 15614-1:2017版开始,对ASME IX打包认可。
ISO 15614-1:2017 对ASME IX进行了打包认可之后,ISO 焊接标准体系中的焊接工艺评定(以下简称PQR)将以2种形式出现:第一种型式:ASME IX对于钢和镍合金的焊接工艺评定,今后将以ISO 15614-1:2017级别1的型式出现在ISO焊接体系中。
焊接工艺评定试验国内外标准对比解析
焊接工艺评定试验国内外标准对比解析刘杨【摘要】The welding procedure qualification test is performed to verify the correctness of the proposed weldment welding process and to evaluate the test process and results.At present,the commonly used welding procedure qualification standards and specifications at home and abroad are mainly GB 50661-2011,NB/T 47014-2011,EN ISO 15614-1:2004+A2:2012,ASME IX-2013,AWS D1.1/D1.1M-2015 and so on.The above standards and specifications were compared and analyzed from the aspects of welding procedure qualification procedure,specimen preparation,test procedure and evaluation basis.The sampling problems of butt joints for tensile,bend and impact test during the qualification were mainly discussed,and the similarities and differences of various standards and specifications were summarized.The results show that each standard or specification has its own requirements in terms of test content,sampling quantity and location,specimen size,etc.Special attentions should be paid during the actual qualification.%焊接工艺评定试验是为了验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价.目前国内外常用的焊接工艺评定标准和规范主要有GB 50661-2011,NB/T 47014-2011,EN ISO 15614-1:2004+A2:2012,ASME IX-2013,AWS D1.1/D1.1M-2015等.从焊接工艺评定程序、试样制备、试验过程、评定依据等方面对上述标准和规范进行了对比分析,重点探讨了对接接头焊接工艺评定中拉伸、弯曲、冲击的取样问题,并归纳了各标准和规范的异同点.结果表明:各标准和规范在检测内容、取样数量和位置、试样尺寸等方面都有各自的要求,在实际评定过程中要特别注意.【期刊名称】《理化检验-物理分册》【年(卷),期】2018(054)006【总页数】6页(P421-426)【关键词】焊接工艺评定;对接接头;拉伸;冲击;弯曲【作者】刘杨【作者单位】上海材料研究所检测中心,国家金属材料质量监督检验中心,上海200437【正文语种】中文【中图分类】TG406;T65焊接工艺评定的主要目的在于证明某一个焊接工艺是否能够获得符合要求的焊接接头,以判断该工艺的正确性、可行性,而不是评定焊接操作人员的技艺水平。
压力容器焊接工艺评定过程中问题的思考

压力容器焊接工艺评定过程中问题的思考当前我国在压力容器焊接工艺评定方面已经正式出台了包括《固定式压力容器安全技术监察规程》等在内的众多相关法例条文,用以对评定压力容器焊接工艺提供科学规范的参考和指导意见。
但事实上在实际评定过程当中还存在一定的问题需要得到解决,基于此,本文将通过对当前压力容器焊接工艺在评定过程中的几种常见问题进行简要分析,为如何做好工艺评定提出几点有效性建议。
标签:压力容器;焊接工艺;评定过程1 压力容器焊接工艺评定过程中存在的常见问题1.1 未编制完善的工艺规程由于目前编制的焊接工艺规程并不十分完善,因此部分制造厂往往会出现随意选取焊接参数的情况,同时在进行焊接工艺评定之前也并未对包括电流、电压表以及其他相关计量器具等进行校准,且对材料标记移植制度的执行尚未落实到位,偶尔会出现焊条焊剂没有进行烘烤或是评定试样标记不完整等问题,而这也对后续的焊接工艺评定直接造成了不良影响。
1.2 选用评定要素合理性低现阶段在压力容器焊接工艺评定过程当中,为了能够确保评定的全范围覆盖,工艺评定数量非常多,但事实上在众多的工艺评定数量中存在彼此相互重复、相互重叠的问题,进而导致其他原本应当考虑的评定要素被遗漏,使得焊接工艺评定的完整性受到影响。
比如说在选用板材方面,在若干工艺评定中均限定出了母材厚度以及焊缝金属厚度覆盖范围,但对冲击试验要求等却未能给予充分考量,虽然工艺评定数量众多,但实则有效性不足。
1.3 试样制备加工缺乏标准对力学性能进行试验,其结果的正确与否、真实与否直接受到试样制备与加工质量的影响,因此对制备和加工试样的质量进行全过程控制具有十分重要的现实意义,但现阶段在某些制造厂当中对试样制备与加工缺乏足够的重视,对该方面也未能制定出科学完善的标准规范,因此使得试样制备与加工经常出现问题。
1.4评定报告填写完整不足在完成对压力容器焊接工艺的评定之后,需要根据实际的评定情况认真填写评定报告,但由于部分制造厂家对评定报告的填写要求并不十分了解,在填写过程中偶尔会出现时间顺序错乱、未能给予准确数值等各种各样的填写错误,使得评定报告无法客观、真实地反映出压力容器焊接工艺的实际评定情况。
焊接工艺评定PQR02覆盖范围
焊接工艺评定PQR02覆盖范围
覆盖范围: ≤Φ6mm
焊接工艺评定PQR02覆盖范围
覆盖范围: ≤8mm
焊接工艺评定PQR02覆盖范围
覆盖范围: 1G-4G、 立向下
焊接工艺评定PQR02覆盖范围
覆盖范围: >0℃
焊接工艺评定PQR02覆盖范围
覆盖范围: <290℃
焊接工艺评定PQR02覆盖范围
焊接工艺评定PQR02覆盖范围
焊接工艺评定PQR02覆盖范围
覆盖范围: SMAW
焊接工艺评定PQR02覆盖范围
覆盖范围: 无
焊接工艺评定PQR02覆盖范围
焊接工艺评定PQR02覆盖范围
覆盖范围: Fe-1-1
焊接工艺评定PQR02覆盖范围
覆盖范围: 2-8
பைடு நூலகம் 焊接工艺评定PQR02覆盖范围
覆盖范围: FeT-1-1~4 的酸碱性焊条
覆盖范围: 直流反接
焊接工艺评定PQR02覆盖范围
覆盖范围: ≤17.1KJ/cm
焊接工艺评定PQR02覆盖范围
覆盖范围: 单道和多道
焊接工艺评定PQR02覆盖范围
谢谢
THANK YOU FOR WATCHING
对核电厂常规岛焊接工艺评定标准的探讨及建议

对核电厂常规岛焊接工艺评定标准的探讨及建议发布时间:2021-06-02T02:01:50.382Z 来源:《中国电业》(发电)》2021年第4期作者:刘三云[导读] 本文主要对NB/T 25084标准的应用进行深入探讨,提出了一些个人的理解和建议。
中国核工业第五建设有限公司上海市 201512摘要:焊接工艺评定工作是整个焊接工作的前期准备或基础性工作,是用于评定施焊单位是否有能力焊出符合有关规程和产品技术条件所要求的焊接接头,验证施焊单位制定的焊接工艺指导书是否合适。
NB/T 25084由国家能源局发布,自2019年4月1日开始实施,对核电厂常规岛及辅助系统(BOP)的焊接工艺评定工作提供了指导依据。
但因为NB/T 25084为新标准,个别条款的较特殊或理解不一致,在执行过程中需要特别注意。
本文主要对NB/T 25084标准的应用进行深入探讨,提出了一些个人的理解和建议。
关键词:焊接工艺评定;NB/T 25084;探讨;建议前言焊接工艺评定是发电设备制作、安装、检修焊接工作和焊工技术培训的基本技术工作之一,是核电厂焊接技术管理的重要组成部分。
通过焊接工艺评定可以反映一个单位的施焊能力和质量水平,是确保焊接质量必不可少的关键环节,是技术准备工作的重要内容,以焊接工艺评定为依据,制定合理的焊接工艺过程,是生产和安装出高质量发点设备的保证,是核电厂焊接的基础性工作。
NB/T 25084由DL/T 1117-2009升版而来,该标准由电力企业联合会提出,中广核苏州热工院牵头起草,主要参与起草单位为火电建设相关单位,主要相关内容和体系架构参照了DL/T 868-2014(电力行业焊接工艺评定标准)。
该标准目前开始在霞浦核电示范快堆、漳州核电等几个在建机组常规岛被采用,在核电厂常规岛机组使用较少,但随着国家“华龙一号”核电推广,应用范围将会越来越广泛。
一、评定母材的选用NB/T 25084中附录B将国内常用钢材通过化学成分、力学性能和焊接行等技术指标进行分类,大致为碳钢及低合金钢、普通耐热钢、高合金耐热钢、不锈钢、低温钢,同时明确母材的覆盖范围,以高代低的原则基本和大部分国内工艺评定母材覆盖范围相似,所以,为使工艺评定覆盖范围最大化,应选用同类别母材中力学性能或合金含量高的钢材作为评定母材。
焊接工艺评定管对接焊口形式覆盖的要求
焊接工艺评定管对接焊口形式覆盖的要求介绍在焊接工艺评定中,对接焊口形式的选择和覆盖是非常重要的。
本文将详细探讨焊接工艺评定管对接焊口形式覆盖的要求和相关内容。
工艺评定的重要性焊接工艺评定是评估焊接过程的能力和性能的一种方法。
通过合理选择和覆盖对接焊口形式,可以确保焊接质量、焊接接头的强度和密封性等方面的要求得到满足。
制定焊接工艺规程制定焊接工艺规程是进行焊接工艺评定的基础。
下面是制定焊接工艺规程时需要考虑的一些因素:板材和焊接材料的选择•确定使用的板材和焊接材料的种类和规格。
•确定板材和焊接材料的性能要求,如强度、耐腐蚀性等。
焊接方法的选择•根据实际情况选择合适的焊接方法,如手工电弧焊、氩弧焊等。
•考虑工件的材料、厚度和形状等因素,选择合适的焊接方法。
焊接工艺参数的确定•根据板材和焊接材料的性能要求,确定合适的焊接工艺参数,如焊接电流、焊接速度等。
•考虑到焊接接头的强度和密封性要求,合理调整焊接工艺参数。
焊接人员的要求•确定焊接人员的技术要求和培训要求。
•确保焊接人员具备足够的焊接技术和操作经验。
对接焊口形式的选择在制定焊接工艺规程时,对接焊口形式的选择是非常重要的。
下面是对接焊口形式选择时需要考虑的几个因素:焊接接头的要求•根据焊接接头的性质和要求,选择适合的焊接接头形式。
•考虑到焊接接头的强度、密封性、外观等要求,选择合适的焊接接头形式。
板材的厚度和类型•根据板材的厚度和类型,选择适合的焊接接头形式。
•对于不同类型的板材,如冷轧钢板、热轧钢板等,选择适合的焊接接头形式。
焊接位置的限制•考虑焊接位置的限制,选择适合的焊接接头形式。
•对于难以进行正面焊接的位置,可以选择其他形式的焊接接头。
施工条件和设备限制•根据施工条件和设备限制,选择适合的焊接接头形式。
•考虑到焊接工艺评定时的实际条件,选择合适的焊接接头形式。
对接焊口形式的分类对接焊口形式可以根据不同的分类标准进行分类。
下面是对接焊口形式的一种常见分类:角焊接•角焊接是常见的对接焊口形式之一。
焊接工艺评定监理审查要点
焊接评定监理审查要点一、前言焊接工艺评定是指为验证所拟定的焊接工艺参数的正确性而进行的试验过程和结果评价。
其目的为验证所拟定的焊接工艺参数的正确性,并且检验施焊单位综合焊接实力。
长输管道及集气场站工程施工之前,施工单位应向监理单位报送焊接工艺评定文件,通过监理审查认可,认为能够覆盖实际焊接作业项目时,施工单位才能据此编制焊接作业指导书(规程),指导现场焊接作业。
另外,在实际施工过程中,常会发生工程变更及材料代用等状况,导致现场焊接工艺超出前述通过审查的焊接工艺评定的覆盖范围,这时,通过分析,监理人员应明确施工单位是否必需重新进行焊接工艺评定。
下文将论述监理过程中监理人员应如何审查焊接工艺评定文件,以及施工中分析和应用焊接工艺评定的详细工作方法。
二、监理人员如何审查焊接工艺评定文件1、驾驭几个焊接工艺评定标准的区分施工单位应依据相关标准进行焊接工艺评定,详细接受哪个标准,应按设计要求确定,监理人员在审查施工单位报送的焊接工艺评定文件时应和设计要求比照,确定报送的工艺评定文件所依据的标准是否相符。
在油气田建设工程中,工艺评定所依据的标准主要有以下几个:GB50236 -98《现场设备工业管道焊接工程施工及验收规范》JB4708-2000《钢制压力容器焊接工艺评定》SY/T0452-2002《石油自然气金属管道焊接工艺评定》SY/T 4103-2006《钢质管道焊接及验收》长输管道的设计规范主要包括GB50251—1994《输气管道工程设计规范》和GB50253 —1994《输油管道工程设计规范》,在GB50251 现行版和修订版(稿) 中,焊接工艺评定均接受GB50236。
在GB50253 现行版和修订版(稿) 中,压力容器焊接工艺评定接受JB4708,而管道的焊接工艺评定则执行GB50236。
但在长输管道实际施工中,不少工程项目自主执行了SY/T4103,还有部分工程项目执行了SY/T0452。
经过分析,我认为,JB4708 是参照ASME 《锅炉及压力容器规范》第九卷《焊接和钎焊评定》编制修订的,内容详尽,规定科学,替代合理,包含了SY/ T4103 中全部状况,当补入长输管道用材后,完全可以用于长输管道的焊接工艺评定;GB50236也是参照ASME第九卷编制修订的,但不如JB4708内容详尽;SY/T 4103是等效转换API std1104《管道焊接及有关设施的焊接》而来的,未对材料进行冲击韧性评定,因而不适用于对冲击性能有要求的长输管道;SY/T0452适用于陆上石油自然气工程,该标准参照了JB4708、GB50236 ,比SY/ T4103更进了一步,明确提出影响冲击韧性的焊接工艺评定因素及评定规则,规定了冲击试验要求及结果评价。
焊接工艺评定板厚覆盖原则

焊接工艺评定板厚覆盖原则焊接工艺评定板厚覆盖原则目前,焊接技术已广泛应用于工业领域,然而,在焊接过程中,板厚对焊接质量有着重要影响。
因此,在确定焊接工艺时,必须考虑板厚覆盖原则,以保证焊接接头的质量和强度。
一、板厚覆盖原则的概念板厚覆盖原则是指焊接过程中,焊接接头应涵盖板材的所有部分,并尽量延伸到板材的两个表面。
即焊接接头的尺寸和形式应能够满足所焊接板材的一端至另一端的所有板厚覆盖要求。
二、板厚覆盖原则的意义1. 保证焊接接头的强度:焊接接头的强度是决定焊接工艺是否合格的关键因素之一。
板厚覆盖原则能够保证焊接接头充分和均匀地覆盖到板材的两个表面,从而使焊接接头的强度得到保证。
2. 提高焊接接头的质量:焊接接头质量的好坏直接影响到焊接接头的使用寿命和可靠性。
板厚覆盖原则能够使焊接接头的尺寸和形式与板材的尺寸相匹配,提高焊接接头的质量,减少焊接缺陷的出现。
3. 减少焊接变形和残余应力:焊接过程中,会产生热量,从而导致板材的变形和产生残余应力。
板厚覆盖原则能够使焊接接头均匀地分布在板材的两个表面上,减少焊接变形的发生,降低焊接接头产生残余应力的风险。
三、确定板厚覆盖原则的方法确定板厚覆盖原则需要综合考虑焊接材料的性能、板材的厚度和焊接接头的形式等多个因素。
下面是一些常用的方法:1. 根据板材厚度确定焊接接头形式:板材的厚度不同,焊接接头的形式也会有所不同。
一般来说,板材较薄的情况下可以采用焊缝焊接,板材较厚的情况下则可以采用坡口焊接。
2. 根据焊接材料的性能确定焊接接头尺寸:焊接材料的性能直接影响到焊接接头的强度。
因此,在确定焊接接头尺寸时,需要考虑焊接材料的强度和熔化特性等因素,以保证焊接接头的质量和强度。
3. 根据板材的用途确定焊接接头的尺寸:不同的板材用途不同,对焊接接头的要求也不同。
因此,在确定焊接接头的尺寸时,需要充分考虑板材的用途,以保证焊接接头的适用性和可靠性。
四、遵循板厚覆盖原则的重要性遵循板厚覆盖原则对于保证焊接质量和提高焊接接头的强度至关重要。
焊评的覆盖范围

焊评的覆盖范围嘿,咱今儿就来说说焊评这档子事儿!你说这焊评啊,就像是给焊接工程盖的一个章,得盖得准,盖得好。
我记得有一次啊,我和几个焊工师傅在一块儿聊天。
我说:“师傅们,这焊评的覆盖范围到底咋整啊?”一个姓李的师傅就笑了,说:“嘿,这你就不懂了吧!就好比你去买衣服,得合身吧,这焊评的覆盖范围就像是给焊接找一件合身的衣服。
”我一听,嘿,这比喻还挺形象。
另一个姓张的师傅接着说:“可不是嘛!要是覆盖范围不对,那可就出大乱子啦!就像你穿了件小一号的衣服,能舒服吗?”大家都笑了起来。
咱再说说这焊评的具体内容。
你得把焊接的方法、材料、参数啥的都写清楚咯,这就像给焊接画了一幅详细的画像。
你要是这儿缺一点,那儿漏一点,那可不行。
有一次我们遇到个工程,就是因为之前的焊评没写全,结果到后来麻烦得很。
还有啊,这焊评可不是一成不变的。
就跟人会长大一样,焊接技术也会发展呀。
你得跟着时代走,及时更新焊评。
有个年轻的焊工就问:“那要是不更新会咋样啊?”李师傅瞪了他一眼:“不更新?那不就像你还用着十年前的手机,能好用吗?”大家又是一阵哄笑。
而且啊,这焊评的覆盖范围还得考虑各种因素呢。
比如说环境,在室内和室外焊接那能一样吗?温度、湿度都不一样呢!这就好比你在夏天穿短袖,冬天穿棉袄,得应景儿!再比如说焊接的位置,平焊和立焊那难度可不一样,焊评也得跟着变。
这就像你走路,走平地和爬山那能一样对待吗?总之啊,焊评的覆盖范围可太重要了,咱可不能马虎。
就像盖房子打地基一样,得稳稳当当的。
只有把这个弄好了,后面的焊接工作才能顺顺利利的。
大家都记住了没?咱可都得把这事儿放在心上,可别小瞧了它!这就是我对焊评覆盖范围的一些看法和体会,希望能对大家有帮助!。
焊接工艺评定覆盖范围图示法

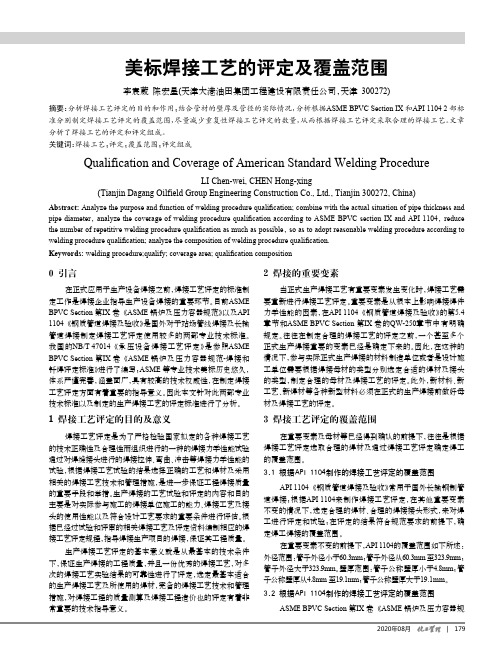
热处理”、“正火”、“正火加回火”或 “淬火加 回火”等, 同样每张 “覆盖图”只能填一种焊 后热处理状态。 “覆盖图”的数轴部分按焊接方法和焊接 材料填, 一条数轴只对应一种焊接方法和一个 焊接材料的牌号, 若同样的手工电弧焊, 而焊 接材料是 J 422 和 J 427 时, 应分别使用二根数 轴。 总之, 在一根数轴中只能是同一类母材、同 一热处理状态、 同一种焊接方法和同一种焊接 材料的牌号。 然后, 在数轴上按压力容器制造厂完成的 有关焊接工艺评定的覆盖范围用区间的方法作 图, 为便于使用还要填上焊接工艺评定的编号。 数轴按 JB 4708—92《钢制压力容器焊接工 艺评定》的要求分为对接和焊透角接两种。 焊 透角接按评定时采用的方式不同又分为 “板+ 板”和 “板+ 管”两种。 “覆盖图”推荐形式见图 (一) , 其中手工 电弧焊、 埋弧焊等数轴可根据需要增至二或三 条。
9
焊接工艺评定覆盖范围图示法
ቤተ መጻሕፍቲ ባይዱ
上 海 市 劳 动 局 锅 炉 处 许留关 周 伟 上海市锅炉压力容器检验所 杨惠谷
介绍一种焊接工艺评定覆盖范围示意图。 该图可反映制造厂已做过的焊接工艺 评定的覆盖情况, 有助于专业人员分析、 归纳、 整理焊接工艺评定文件, 经济合理 地制定焊接工艺评定方案, 也可供监检人员审查工艺评定时使用。
覆盖图的主要作用是反映制造厂已做过的焊接工艺评定的覆盖情况可以帮助制造厂的专业人员分析归纳整理焊接工艺评定文件可以使制造厂的工艺人员在制定新的压力容器的工艺文件时通过对照覆盖图查阅出现有焊接工艺评定能否覆盖该产品的焊接工艺规程如能覆盖则可加快工艺文件制定有利于产品制造进度如不能覆盖
《化工装备技术》第 17 卷 第 4 期 1996 年
GB50661实施中若干问题的讨论
《钢结构焊接规范》GB50661实施中若干问题的讨论黄祖源.浙江省钢结构协会310028摘要:对GB50661《钢结构焊接规范》实施中存在的问题进行了讨论。
关键词: 钢结构焊接规范 问题 讨论《钢结构焊接规范》GB50661已于2012.08.01开始实施,在实施的过程中有以下几个问题需要讨论;1.条文2.1;现有钢结构的技术规范中术语;“焊缝质量等级”仅指焊缝外观质量、外观尺寸、无损检测的缺陷质量分级,宜按«钢的弧焊接头--缺陷质量分级指南«(GB/T19418-2003/ISO5817:1992)的规定修改为““焊缝缺陷质量等级”以更准确并利于交流。
“焊缝质量”是否根据钢结构行业的特点明确说明;对强度连接的焊缝其力学性能不低于母材力学性能的最低值,据此可以较好的处理调质钢.TMCP 钢焊接工艺要求及电渣焊、气电立焊的焊接工艺要求;有其他要求的焊缝,如耐候钢,除力学性能要求外对化学成分也应要求以保证耐候性能及使用时的 颜色符合要求。
2.条文3.0.1; 提出了钢材碳当量计算公式;“CEV (%)=C+ (%)” 并将其数值作为规程判据。
由于该公式是在五十年代提出,适用范围为C ≥0.18﹪,随着冶炼技术的发展目前部分钢结构用钢材其C <0.18﹪,该公式已不适用。
宜增加P cm =C +B V MoNi CrCu Mn Si51015602030+++++++公式,目前部分国内钢材标准部分中亦已采用,且本规程表8.0.3-1中也已采用,并应规定相应的判据。
2条文3.0.3 ;之1: “承担钢结构焊接工程的施工单位应符合下列规定:具有相应的焊接质量管理体系”;国内外在ISO9000质量管理体系外设有专门的焊接质量管理体系;ISO 3834/GB/T12467,此处是指那一种?应于明确,若为后者除个别经国外认证的企业外极大多数企业并不具备,其贯彻实施尚需有一定的过渡期。
浅析焊接工艺评定审核与管理

95一、引言焊接工艺评定是制定焊接工艺规程的纲领文件;目前不同的行业提出焊接工艺评定标准不统一,导致焊接工艺评定制定、审核及管理难度增加;长输管道提出按照GB/T 31032-2014《钢质管道焊接及验收》评定,工业管道、储罐等提出按照NB/T 47014-2011《承压设备焊接工艺评定》评定,导致审核焊接工艺评定难度增加;增加了焊接工艺评定的费用和周期;对工期和成本造成了较大影响。
二、焊接工艺评定基本知识1.焊接工艺评定依据目前NB/T47014-2011规定了适用于锅炉、压力容器、压力管的对接焊缝和角焊缝焊接工艺评定,试用范围最宽、最广;但长输管道、站内管道施工质量验收规范仍旧要求对应工程内容施工焊接工艺评定按照GB/T 31032-2014或其他标准进行;导致焊接工艺评定的审核及管理存在较大难度,需在审核焊接工艺评定前查找评定依据及执行标准。
2.焊接工艺评定责任主体在项目开焊前,由谁负责焊接工艺的评定呢?NB/T47014-2011明确规定“焊接工艺评定应在本单位进行,所用的设备、仪表应处于正常工作状态,由本单位操作技能熟练的焊接人员使用本单位设备焊接事件”;看出由施工单位进行评定、提交焊接工艺评定报告。
但是大型长输管道项目,为了统一焊接工艺、规范焊接工艺管理,业主统一进行焊接工艺评定工作,编制焊接作业指导书,下发各施工单位执行;所以需要视项目具体情况及施工规范的要求而定。
三、焊接工艺评定管理1.焊接工艺选取及报审流程开工前,由焊接技术人员收集待焊信息,如钢号、厚度、设计温度、设计压力、介质等参数;并在本单位焊接工艺评定一栏表中选取能够覆盖本项目使用的焊接工艺评定报告,并组织向总承包单位、监理单位提交审核。
如已有的焊接工艺评定报告不满足本工程项目需求,则提出焊接工艺评定委托计划。
2.焊接工艺评定制定流程焊接工艺评定一般流程是:1)根据金属材料的焊接性能,结合以往经验、选取焊接材料、结合焊接材料推荐参数,制定预焊接工艺规程;2)组织本单位焊工进行试件焊接;3)委托无损检测单位进行检测,并在事件上标识缺陷区域;4)委托实验室加工试样,并避开缺陷、进行力学性能试验;5)按照质量评定标准评定力学性能试验结果是否合格;6)力学性能试验合格,则整理焊接工艺评定报告,如不合格则重新进行。
美标焊接工艺的评定及覆盖范围
2 焊接的重要变素当正式生产焊接工艺有重要变素发生变化时,焊接工艺需要重新进行焊接工艺评定。
重要变素是从根本上影响焊接焊件力学性能的因素,在API 1104《钢质管道焊接及验收》的第5.4章节和ASME BPVC Section 第IX 卷的QW-250章节中有明确规定。
往往在制定合理的焊接工艺的评定之前,一个甚至多个正式生产焊接重要的变素已经是确定下来的。
因此,在这种的情况下,参与实际正式生产焊接的材料制造单位或者是设计施工单位需要根据焊接母材的类型分别选定合适的焊材及接头的类型,制定合理的母材及焊接工艺的评定。
此外,新材料、新工艺、新焊材等各种新型材料必须在正式的生产焊接前做好母材及焊接工艺的评定。
3 焊接工艺评定的覆盖范围在重要变素及母材等已经得到确认的前提下,往往是根据焊接工艺评定选取合理的焊材及通过焊接工艺评定确定焊工的覆盖范围。
3.1 根据API 1104制作的焊接工艺评定的覆盖范围API 1104《钢质管道焊接及验收》常用于国外长输钢制管道焊接;根据API 1104来制作焊接工艺评定,在其他重要变素不变的情况下,选定合理的焊材、合理的焊接接头形式,来对焊工进行评定和试验;在评定的结果符合规范要求的前提下,确定焊工焊接的覆盖范围。
在重要变素不变的前提下,API 1104的覆盖范围如下所述:外径范围:管子外径小于60.3mm ;管子外径从60.3mm 至323.9mm ;管子外径大于323.9mm 。
壁厚范围:管子公称壁厚小于4.8mm ;管子公称壁厚从4.8mm 至19.1mm ;管子公称壁厚大于19.1mm 。
3.2 根据API 1104制作的焊接工艺评定的覆盖范围ASME BPVC Section 第IX 卷《ASME 锅炉及压力容器规0 引言在正式应用于生产设备焊接之前,焊接工艺评定的标准制定工作是焊接企业指导生产设备焊接的重要环节。
目前ASME BPVC Section 第IX 卷《ASME 锅炉及压力容器规范》以及API 1104《钢质管道焊接及验收》是国外对于站场管线焊接及长输管道焊接制定焊接工艺评定使用较多的两部专业技术标准。
如何做好焊接工艺评定

如何做好焊接工艺评定一、焊接工艺评定概念:焊接工艺评定工作是整个焊接工作的前期准备。
焊接工艺评定工作是验证所拟定的焊件及有关产品的焊接工艺的正确性而进行的试验过程和结果评价。
它包括焊前准备、焊接、试验及其结果评价的过程。
焊接工艺评定也是生产实践中的一个重要过程,这个过程有前提、有目的、有结果、有限制范围。
所以焊接工艺评定要按照所拟定的焊接工艺方案进行焊前准备、焊接试件、检验试件、测定试件的焊接接头是否具有所要求的使用性能的各项技术指标,最后将全过程积累的各项焊接工艺因素、焊接数据据和试验结果整理成具有结论性、推荐性的资料,形成“焊接工艺评定报告”。
二、焊接工艺评定的意义:焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。
焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证,因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。
三、焊接工艺评定目的(1)是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件。
(2)是焊接质量管理所要执行的关键环节或重要措施。
(3)是反映一个单位施焊能力和技术水平高低的重要标志。
(4)是行业和国家相关的规程所做规定的必须进行的项目。
四、焊接工艺评定的适用范围是:(1)焊接工艺评定适用于锅炉、管道、压力容器和承重钢结构等钢制设备的制作、安装、检修的焊接工作以及焊工培训和焊工技术考核,在这些工作实施前都要进行的焊接工艺评定,来确定所拟订的焊接工艺的正确性。
(2)焊接工艺评定适用于焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、药芯焊丝电弧焊、气焊、埋弧焊等焊接方法。
焊接工艺评定覆盖原则

焊接工艺评定覆盖原则焊接工艺评定覆盖原则是指在焊接工艺评定过程中要考虑到不同焊接条件和材料的多样性。
本文将对焊接工艺评定覆盖原则进行深度分析,并探讨其在实际应用中的重要性和影响。
一、焊接工艺评定的基本概念和要求焊接工艺评定是指通过一系列试验和验证,确定适用于具体焊接任务的焊接工艺及其相应的参数。
评定的目标是确保焊接接头的质量,同时满足设计和工程要求。
焊接工艺评定需要充分考虑材料的特性、焊接条件和实际应用环境等因素。
二、焊接工艺评定覆盖原则的内涵和作用焊接工艺评定覆盖原则是指评定所确定的焊接工艺应该具备的广度和深度。
具体而言,焊接工艺评定应涵盖以下几个方面:1. 材料:焊接工艺评定应考虑到使用的材料特性,包括化学成分、力学性能和抗腐蚀性能等。
不同材料的焊接工艺有所差异,因此评定过程应包括不同材料的试验和验证,以确保适用性和质量。
2. 焊接条件:评定应考虑到焊接过程中的各种条件,如焊接电流、电压、电弧稳定性、气氛保护和预热温度等。
对于不同焊接条件,评定应针对性地进行试验和验证,以确定最佳的焊接工艺参数。
3. 焊接接头类型:不同的焊接接头类型对焊接工艺的要求也不同,如角焊缝、对接焊缝和搭接焊缝等。
评定应包括不同接头类型的试验和验证,以确保适用性和可靠性。
4. 特殊要求:对于一些特殊的焊接要求,如高强度焊接、低温焊接和防腐焊接等,评定应针对性地进行试验和验证,以确保满足特殊要求。
焊接工艺评定覆盖原则的作用主要有以下几个方面:1. 确保焊接接头的质量:通过充分考虑材料特性、焊接条件和接头类型等因素,评定可以确保焊接接头的质量和可靠性,避免焊接缺陷和性能不符合要求的问题。
2. 提高工艺的适应性:评定的广度和深度能够保证焊接工艺在不同材料和条件下的适用性,提高工艺的通用性和灵活性。
3. 促进技术进步:通过评定过程中的试验和验证,可以不断探索和创新新的焊接工艺和方式,促进焊接技术的进步和发展。
个人观点和理解:焊接工艺评定覆盖原则是确保焊接接头质量和适用性的重要原则之一。
焊接工艺评定覆盖原则

焊接工艺评定覆盖原则焊接工艺评定覆盖原则引言焊接工艺评定是确定焊接工艺能否满足设计和制造要求的过程。
焊接工艺评定覆盖原则是指在进行焊接工艺评定时,要确保评定结果具有广度和深度,综合考虑多方面因素,以确保焊接质量达到要求。
本文将从简到繁,由浅入深,对焊接工艺评定覆盖原则进行全面探讨。
1. 焊接工艺评定的重要性焊接工艺评定是保证焊接质量的重要环节。
通过评定工艺,可以验证焊接程序规范的有效性,并确定适当的焊接参数。
焊接工艺评定的结果将直接影响焊接接头的质量和性能。
2. 焊接工艺评定的深度要求焊接工艺评定的深度要求是指评定过程中需要考虑的多个方面。
要对焊接材料进行评定,包括焊接材料的成分、力学性能等。
要详细评估焊接过程中的控制参数,如电流、电压、焊接速度等。
再次,要进行焊接接头的性能评定,包括接头的强度、韧性、疲劳寿命等。
3. 焊接工艺评定的广度要求焊接工艺评定的广度要求是指评定的范围应该包括各种不同的焊接情况。
不同尺寸的焊接接头、不同焊接位置、不同焊接方向等。
评定的范围应该具有代表性,以保证评定结果适用于实际工程中的各种情况。
4. 焊接工艺评定中的个人观点和理解在进行焊接工艺评定时,我个人认为要注重以下几点。
对于焊接材料的评定,应该综合考虑其成分、力学性能和应用要求,以选择最适合的焊接材料。
在评定焊接过程中的控制参数时,要注重平衡不同参数之间的关系,以确保焊接接头的质量和性能。
评定的过程中,应该考虑到实际工程的应用需求,以确保评定结果的可操作性和合理性。
总结焊接工艺评定覆盖原则是确保焊接质量的关键步骤。
在进行焊接工艺评定时,需要注意评定的深度和广度要求。
深度要求包括综合考虑焊接材料、焊接过程和焊接接头的性能,以确保评定结果的准确性和可靠性。
广度要求则指评定范围的代表性,以保证评定结果适用于各种不同的焊接情况。
个人观点和理解方面,焊接工艺评定应该注重选择最适合的焊接材料,平衡焊接过程中的各项参数关系,并考虑实际工程的应用需求。
焊接工艺评定板厚覆盖原则

焊接工艺评定板厚覆盖原则
焊接工艺评定板厚覆盖原则是指在进行焊接工艺评定时,要确保选定的焊接工艺可以适用于板厚的范围,以保证焊接质量。
一般来说,焊接工艺评定板厚覆盖原则可以遵循以下几个原则:
1. 确定最薄板厚:评定焊接工艺时,首先需要确定最薄板厚,即焊接中最薄的工件厚度。
焊接工艺评定应该能够适用于此最薄板厚。
2. 确定最厚板厚:确定最厚板厚是为了确保工艺评定的适用范围覆盖最大可能需要焊接的板厚。
3. 确定板厚范围:根据最薄板厚和最厚板厚确定焊接板厚范围。
评定的焊接工艺应该能够适用于该范围内的所有板厚。
此外,还需要考虑以下因素:
4. 材料特性:不同的材料具有不同的焊接特性和焊接限制,评定焊接工艺时要考虑到材料的特性。
5. 焊接质量要求:根据焊接的应用要求和质量标准,选择适合的焊接工艺。
有些工艺适用于某些指定厚度范围内,但要求更高的焊接质量。
总之,在进行焊接工艺评定时,需要综合考虑最薄和最厚板厚、
材料特性和焊接质量要求等因素,以确保选定的焊接工艺能够覆盖所需的板厚范围,从而保证焊接质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对焊接工艺评定的依据标准的覆盖范围的思考
1.当焊接工艺评定的依据标准是JB/T4708-2000时,其评定合格的焊接工艺评定报告的覆盖范围是:材质的分类(Ⅰ、Ⅱ、Ⅲ、Ⅳ…)和厚度覆盖范围严格按照JB/T4708执行。
2. 当焊接工艺评定的依据标准是GB/T50236-1998时,其评定合格的焊接工艺评定报告的覆盖范围是:材质的分类(Ⅰ、Ⅱ、Ⅲ、Ⅳ…)和厚度覆盖范围严格按照JB/T4708执行。
3. GB/T50236-1998中
4.2.2规定:评定试件应采用管状试件或板状试件,板状试件评定合格的焊接工艺可用于管状焊件,管状试件评定合格的焊接工艺亦可用于板状焊件。
4. JB/T4708-2000中
5.1.1规定:板材对接焊缝试件评定合格的焊接工艺适用于管材的对接焊缝,反之亦然。
5.依据以上四条的论述可知管子对接的焊接工艺可依据JB/T4708-2000或GB/T50236-1998来做出焊接工艺评定报告。