样件鉴定记录表
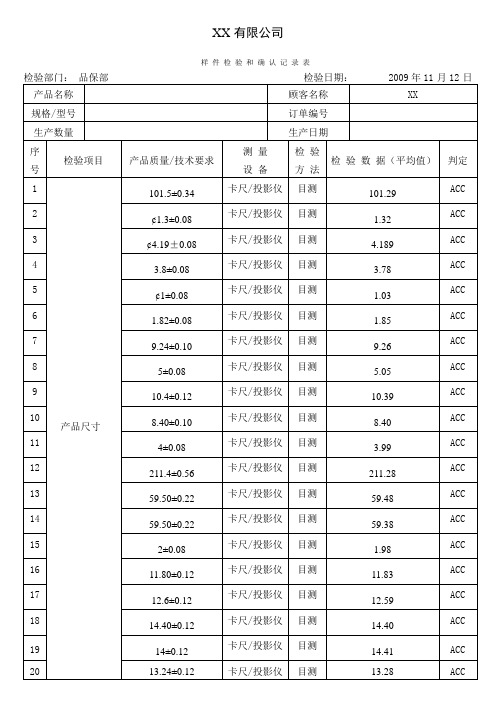
2-8 样件检验和确认记录表
28.4
ACC
31
18±0.14
卡尺/投影仪
目测
17.98
ACC
32
22.4±0.14
卡尺/投影仪
目测
22.39
ACC
33
11.44±0.12
卡尺/投影仪
目测
11.48
ACC
34
5.08±0.08
卡尺/投影仪
目测
5.12
ACC
35
13.55±0.12
卡尺/投影仪
目测
13.60
ACC
36
4.25±0.08
ACC
13
¢1.2±0.08
卡尺/投影仪
目测
1.20
ACC
14
¢20.14±0.08
卡尺/投影仪
目测
20.16
ACC
15
¢14.67±0.12
卡尺/投影仪
目测
14.70
ACC
16
1.50±0.08
卡尺/投影仪
目测
1.52
ACC
17
1.8±0.08
卡尺/投影仪
目测
1.82
ACC
18
8.75±0.10
卡尺/投影仪
目测
2.02
ACC
11
0.5±0.08
卡尺/投影仪
目测
0.48
ACC
12
4±0.08
卡尺/投影仪
目测
4.01
ACC
13
8±0.10
卡尺/投影仪
目测
8.0
ACC
备注
核 准
审 查
制 表
XX有限公司
主要零部件检验记录表
阿尔泰机械电子科技有限公司
主要零部件抽检记录表
(立体车库)
编制:审核:批准:日期:
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录。
成品取样及包装检查记录表 2

成品取样及包装检查记录
取样日期生产
日期
生产
品种
印字
日期
原料
日期
主任
签字
成品件数检验日期检验数量
检验项目
检验结果
重量检验装箱数量
纸箱、标签
印字检验
封口检验
1件
1件
1件
1件
1件
1件
1件
1件
1件
1件
1件
1件
1件
1件
1件
1件
1件
1件
35g×36袋;16g×50袋;50g×50袋;58g×50袋包装:1-500箱留样4袋,500-1000箱留样6袋,1000箱以上留样7袋。
独立包装果脯每批次留样7袋。
大包装每批次留样500g(正式发货计)。
鲜引力瓶装产品每批次留样3瓶。
援客盒装产品留样1盒+2袋,瓶装产品每批次留样3瓶。
外销果脯每批次留10袋。
独立包装板栗每锅留样7袋,90g板栗每锅留样4袋,外销板栗每锅留样4袋。
材料配件检查记录汇总表

材料配件检查记录汇总表1. 前言本文档旨在记录对材料配件进行检查的结果,并对每项检查进行记录和总结,以便于后续的材料管理和质量控制。
每次材料配件的检查都需要填写本文档,并将其归档保存。
本文档的格式为表格,方便查阅和分析。
2. 检查记录汇总表下面是材料配件检查记录的汇总表格,包括对材料名称、材料类型、检查日期、检查结果等项目进行记录。
材料名称材料类型检查日期检查结果材料1 类型1 日期1 结果1材料2 类型2 日期2 结果2材料3 类型3 日期3 结果3…………3. 检查要点说明在进行材料配件的检查时,需要关注以下几个方面:3.1 材料名称填写材料的具体名称,确保与实际使用的材料一致。
3.2 材料类型填写材料属于的类型,如钢材、塑料、橡胶等。
3.3 检查日期记录进行材料检查的具体日期,确保检查的及时性和准确性。
3.4 检查结果填写材料的检查结果,包括合格、不合格、待定等。
如果不合格,需要进一步记录问题的具体描述和原因。
4. 填写示例下面是填写材料配件检查记录的示例:材料名称材料类型检查日期检查结果钢管钢材2022-01-01 合格塑料管塑料2022-01-02 不合格橡胶垫片橡胶2022-01-02 待定5. 结论通过记录和总结材料配件的检查结果,可以及时发现和解决材料质量问题,确保生产过程中的安全性和稳定性。
同时,本文档的使用可以提高材料管理的效率和准确性,为项目的顺利进行提供有力的支持。
(注:以上内容只是示例,请根据实际情况进行具体填写。
)6. 参考文献无。
高岭土批次样记录单

设备衬胶施工方法一、施工流程表面处理→胶液配制→胶板粘合→硫化→衬胶质量检查二、设备表面处理本项目各容器碳钢衬胶、各搅拌机设备衬胶前,必须进行表面处理,除去表面铁锈污物等杂质。
多采用喷砂、喷砂要达到Sa2.5级标准,焊接处的毛刺处理要达到圆滑过渡、钢体表面要平整。
三、胶液配制底胶应当天使用当天配制,若有沉淀现象,应停止使用。
胶液在使用前可用120#汽油、甲苯等溶剂稀释,胶液密封贮存,温度在25℃以下,贮存期6个月。
四、胶板贴合1、按照设备、衬胶防腐管的大小进行裁剪下料并设计好搭边位置、在胶板上刷胶浆、要求均匀一致。
2、涂刷胶浆前要对喷砂处理后的表面用溶剂清洗,所用清洗溶剂为120# 汽油或丙酮;为防止在大气中重新锈蚀,应在8小时内涂刷第一遍胶液,配好第二次胶浆后再刷第二、三遍胶浆。
3、涂刷胶液时应注意防止胶液堆积、流淌、起泡等现象;胶液干燥时间不少于20 min。
4、操作环境温度应控制在20-30℃为宜,最低不应低于15℃,湿度不大于80%;5、涂刷过胶液的胶板表面必须保持清洁,并防止因温度低造成表面结霜及胶液过厚,挥发速度过快而表面起泡。
胶板涂刷胶液时,若因温度低使胶板变硬,可用热板加热。
热板温度可控制在40℃左右;6、涂过胶液的胶板,至胶膜不粘手后就可开始衬贴施工。
此时用清洁的垫布把胶板卷起,送入设备内。
衬贴时可用手辊或热烙铁赶压。
细心贴合,排净气泡;7、热烙铁温度不应超过180℃,赶压气泡时热烙铁不得在胶板上停留,以免烫伤胶板;8、衬贴胶板时应注意自然铺放,不要使胶板受拉力伸长,否则硫化时会产生开裂等不良后果;9、胶板应采用坡口搭接,斜度30°-45°;10、搭胶宽度30-35mm为宜,最低宽度不小于20mm;11、每层胶板搭接缝应错位;12、法兰处衬胶层应高出法兰平面;13、衬完一层胶板,检查衬胶质量,如表面有无漏压、漏烙部位,接缝是否压严实,有无气泡,搭接是否正确等。
司法鉴定中心文件鉴定印章印文检验记录表式样
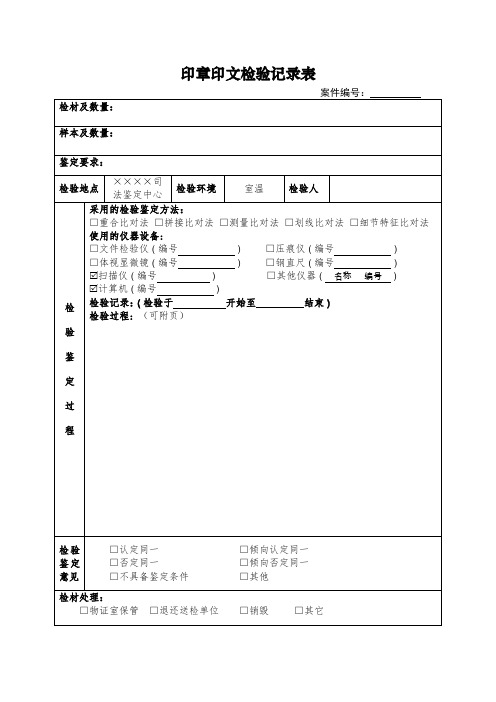
案件编号:
检材及数量:
样本及数量:
鉴定要求:
检验地点
××××司法鉴定中心
检验环境
室温
检验人
检验鉴定过程
采用的检验鉴定方法:
□重合比对法□拼接比对法□测量比对法□划线比对法□细节特征比对法
使用的仪器设备:
□文件检验仪(编号)□压痕仪(编号)
□体视显微镜(编号)□钢直尺(编号)
扫描仪(编号)□其他仪器(名称编号)
计算机(编号)
检验记录:(检验于开始至结束)
检验过程:(可附页)
检验鉴定意见
□认定同一□倾向认定同一
□否定同一□倾向否定同一
□不具备鉴定条件□其他
检材处理:
□物证室保管□退还送检单位□销毁□其它
原材料检验记录表

木材检验记录表供货商:检验日期:
面板(三合板)检验记录表供货商: 检验批次:
供货商:检验批次:
供货商:检验批次:
含水率试样规格和甲醛释放量试样规格(50×150)mm;数量:含水率试样5块;甲醛检验取10块;
防火板检验记录表供货商:检验批次:
供货商:检验批次:
供货商: 检验批次:
含水率试样规格和甲醛释放量试样规格(50×150)mm;数量:含水率试样5块;甲醛检验取10块;
防火锁检验记录
供货商:检验批次: 检验日期:
检验日期:
供货商:检验批次:
供货商:检验批次:检验日期:
供货商: 产品型号: 检验批次:
供货商: 产品型号:
检验批次: 供货商: 产品型号: 检验批次:
供货商:产品型号:检验批次:
供货商:产品型号:检验批次:
供货商:产品型号:检验批次:
防火合页检验记录
供货商:产品型号:检验批次:
供货商:产品型号: 检验批次:
防火玻璃检验记录
供货商:检验批次:
供货商: 检验批次:
供货商:检验批次:
防火玻璃检验记录
检验批次:
供货商:
检验批次:
供货商:
膨胀密封条检验记录
供货商:检验批次:
膨胀密封条检验记录
供货商:检验批次:
供货商:
检验批次:
供货商:产品型号:检验批次:
防火插销检验记录
供货商:产品型号:检验批次:
检验批次:
供货商: 产品型号:。
样品认定记录表

结论:合格;申码;
Conclusion:QualifiedApply forNumbering
需小批量;不需小批量
Small-lotNo Small-lot
如不合格是否需重新送交样品:是否
If not qualified, need new samples?YesNo
合格(Qualified);不合格(Unqualified):①一般缺陷(GeneralDefect)②严重缺陷(MajorDefect)③致命缺陷(Critical Defect)
3.样机指标测试是否正常:是否免
Whether is the prototypeparametertestpassed?Yes No None
4.样机试验测试是否正常:是否免
Whether isthe prototype testpassed?Yes No None
中试测试项目
Test Items
5.不合格项简单描述:
BriefDescription of Nonconformities
结论:合格;申码;
Conclusion:QualifiedApply forNumbering
涉及项(Related Items):
2.依据物料检测规范进行检测的结果:
Results of Inspection conductedin accordance with materialtestcriterion
合格(Qualified);不合格(Unqualified):①一般缺陷(GeneralDefect)②严重缺陷(MajorDefect)③致命缺陷(Critical Defect)
水泥检(试)验记录表

烧失量(%)
八、凝结时间
水泥全部加入水中 时刻(h:Leabharlann in)初凝时刻 (h:min)
初凝时间 (min)
终凝时刻 (h:min)
平均值 /
试验者
终凝时间 (min)
试验者
检验结论 备注
审核:
计算:
试验:
日期:
水泥检(试)验记录表
生产厂家 品种等级 代表数量 送样日期
样 批品 号编号 1检验标准 2 检验日期
一、细度:(0.08mm方孔筛筛余)
试样质量M(g)
筛余质量M1(g)
25 25 二、比表面积:
筛余百分数(%)
试料层体积V
空隙率ε 试样质量W=ρv(1-ε) 比表面积 (m2/kg)
平均值(%)
平均值 (m2/kg)
水泥质量(g)
标准砂质量(g)
用水量(mL)
胶砂流动度 (㎜)
450
1350
225
六、安定性 测定 方法 试饼法
雷氏法
试件蒸煮前后情况
沸煮前雷氏夹 沸煮后雷氏夹尖 尖端距离A(mm) 端距离C(mm)
C-A值(mm)
单值
平均值
试验者 试验者
七、烧失量:XL0ss=(m1-m2)/m1×100% 试样质量m1(g) 灼烧后质量m2(g)
试验者 试验者
三、SO3:Xso3=(m2×0.343)/m1×100%
试样质量m1(g)
灼烧后质量m2(g)
/
/
/
/
S03质量(g) / /
四、标准稠度用水量 试样质量(g) 拌合用水(ml)
试杆距底板距离 (mm)
试锥下沉深度 (mm)
平均值 /
标样核查及校准结果记录表

是否合格ቤተ መጻሕፍቲ ባይዱ
校准时间
是否通过
校准时间
是否通过
下次核查时间
是否通过
备注:如校准后标样核查仍未通过,请重新重复上述流程
实施人:
核查审批
签字:年 月 日
标样核查及校准结果记录表
本次标样核查情况
校准情况
校准情况
下次标样核查情况
核查时间
标样浓度
核查结果
是否合格
校准时间
是否通过
校准时间
是否通过
下次核查时间
是否通过
备注:如校准后标样核查仍未通过,请重新重复上述流程
实施人:
核查审批
签字:年 月 日
本次标样核查情况
校准情况
校准情况
下次标样核查情况
核查时间
标样浓度
普通胶合板检测原始记录表

LBZ
Y428
紫外可见分光光度计
UV-2700
A11675530662
校核:检验:检验地点:检验日期:
检验报告编号:共页第页
检验项目/
标准方法
检验过程及检验数据
仪器设备
4、弹性模量Eb
静曲强度
(MPa)
GB/T17657-2013
序号
1
2
3
4
5
6
横向(g)
第一次称重
恒重
纵向(g)
结果见第页;第组样;
则此时吸收液中甲醛浓度:
c= =mg/m3;
5、取样时间:;抽取空气体积m3;
结果见第页;第组样;
则此时吸收液中甲醛浓度:
c= =mg/m3;
Y464
甲醛释放量检测气候箱
LBZ-E1000A
LBZ
Y428
紫外可见分光光度计
UV-2700
A11675530662
校核:检验:检验地点:检验日期:
8、取样时间:;抽取空气体积m3;
结果见第页;第组样;
则此时吸收液中甲醛浓度:
c= =mg/m3;
9、取样时间:;抽取空气体积m3;
结果见第页;第组样;
则此时吸收液中甲醛浓度:
c= =mg/m3;
最后4次测定的甲醛浓度的平均值:
=mg/m3;
cn:最后一次浓度测定值;
cn-1:倒数第二次浓度测定值;
检验报告编号:共页第页
检验项目/
标准方法
检验过程及检验数据
仪器设备
甲醛释放量
(mg/m3)
环境条件:
6、取样时间:;抽取空气体积Vair=m3;
样品确认记录表

样品确认记录表
表单编号:QP-14-07 版本:00 序列号:
申请人
申请日期
申请部门负责人
样品名称
样品型号
供应商名称
项目名称
样品数量
期望完成日期
接收部门
接收人
确认日期 确认原因
□ 新部件或新项目导入 □ 新供应商或新工艺 □ 更改后的鉴定或重新鉴定 □ 设计、工艺变更 □ 其它
样件相关资料评审Leabharlann 评审结论:确认项目
接收部门负责人
□ 合格 □ 不合格 简要说明:
确认记录
判定人/职位 确认部门/职位
部门
确认人
鉴定(确认)项 目及记录
尺寸质量测
外观质量测 装配情况(工艺部)
(毛胚件不接收) 其它
见外观尺寸报告
鉴定(确认)发 现问题点
鉴定(确认) 最终结论
□通过
□不通过
审核
批准
说明:此表适用的样件类别如下:1.线材;2.连接器;3.存储器件;4.机构件;5.产品辅料类;6.电子元器件类;7. 其他。
样件检验和确认记录表

记录
试验
结果
和结论
备注
确认
审查
制表
产品名称顾客名称规格型号订单编号生产数量生产日期检验工序检验项目产品质量技术要求
样件检验和确认记录表
检验部门:检验日期:年月日
产品名称
顾客名称
规格/型号
订单编号
生产数量
生产日期
检验工序
检验员
生产工求
测量
设备
检验
方法
检验数据
判定
备注
核准
审查
制表
试验报告
试验部门:试验日期:年月日
产品名称
规格/型号
批号(图号)
材料名称
材料规格/型号
热处理状态
委托单编号
顾客名称
委托试验部门
要求完成试验日期
试样/抽样数量
收样日期
年月日
抽样基数
抽样日期
年月日
检验类型
□送样□抽检□其它
试样等级
□合格品□试制品□外购件□回收品□其它
实验设备
实验设备编号
试验
名称或项目
试验的依据
和条件及要求
试验
过程
和
试验
测试样品记录表模板

若测试结果有不良,则在Good Sample 检查结果里标记“NG”。Bad Sample 测试时,检查测试结果不良现象与Bad Sample标签上标志
的不良现象是否一致。若一致,则在Bad Sample 检查结果里标记“OK”;否则,在Bad Sample 检查结果里标记“NG”。最后请将Bad Sample 测试不良代码纸条,按顺序夹好与本报表放在同一文件里以品名称 样板编号
线别:
班别:
治具编号
机台编号
Good Sample Bad Sample 检查结果 检查结果
测试人员
检查人员 (IPQC)
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
备注:本表适用于所有测试工位的测试记录。Good Sample 测试时,若测试结果没有不良,则在Good Sample 检查结果里标记“OK”;
检品记录表
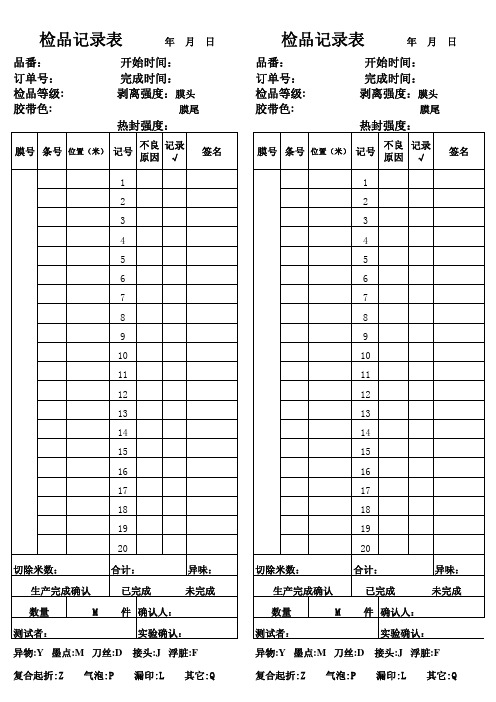
品番:
开始时间: 品番:开始时间:订单号:完成时间: 订单号:完成时间:检品等级: 剥离强度:膜头
检品等级: 剥离强度:膜头胶带色: 膜尾
胶带色: 膜尾 热封强度: 热封强度:膜号条号位置(米)记号记录
√签名
膜号条号位置(米)记号记录√签名1
12
23
34
45
56
67
78
89
910
1011
1112
1213
1314
1415
1516
1617
1718
1819
1920
20切除米数:合计:异味:
切除米数:合计:异味: M 件 M 件异物:Y 墨点:M 刀丝:D 接头:J 浮脏:F
异物:Y 墨点:M 刀丝:D 接头:J 浮脏:F 复合起折:Z 气泡:P 漏印:L 其它:Q 复合起折:Z 气泡:P 漏印:L 其它:Q
未完成数量测试者:实验确认:确认人:生产完成确认已完成测试者:实验确认:
检品记录表 年 月 日
确认人:
生产完成确认已完成未完成
数量不良原因不良原因 检品记录表 年 月 日。