COG模块设计规范
COG作业标准2
『这些项目对接着信赖性有较大的影响』故是重要管理项目 『参考』感压纸:使用富士胶卷,型号:超低压用( 5 ∽ 25kg/cm 2 ) • A/C 胶卷 8 .胶条 8-1 )胶条 / 管理基准 ①胶条交换: 50 次交换(目视) ②『因压着错误导致 LCD 破裂时』应立刻交换并除去压着头部的碎片后方可开始作业 ③作业开始时,确认是否有『断裂·凹』等现象 ④进行温度测定后,如『胶条有损伤』 ,应交换后方可开始作业
T C-30A
TC-45A
SILAC/70HR
LCD 使 压着 用 PCB/T AB 区 压着 别 HSC 压着
注 ) サ―コン HR-45H-36W 根据仕样使用 ( 实施防止气泡对策 ) 【注意事项】 ① LCD 压着 : 使用 t=0.25 ∽ 0.3mm 时 , 有『 LCD 错位』的可能性,请注意。 ② 进行使用区分时按『作业图• 指示』决定 COPY NO.________
① ACF 热压着后 ( 约放置 10 分钟以上 ) 『用牵引强度试验机测定剥离强度』 ②剥离强度按 9-2) 项·内容测试 ③剥离强度规格: 600gf/cm 以上《每 1cm 确认 gf (剥离强度) 》 * 客户要求变更规格时,需在作业标准书中明记 ④牵引速度设定: 50mm/ 分 ⑤牵引评价的对象样品需全面均匀地上拉。 (不均匀时,会导致剥离强度低下) (注意) • 强度较强的产品:用夹治具(附属品)固定 ·在试验机中固定时, ( LCD 需放平)
方法·对策 作业前点检用量产品用适中的条件接续 (温度 压力 时间)
COPY NO.________
承认
检认
作成
Guangzhou Seiko Instruments Ltd.
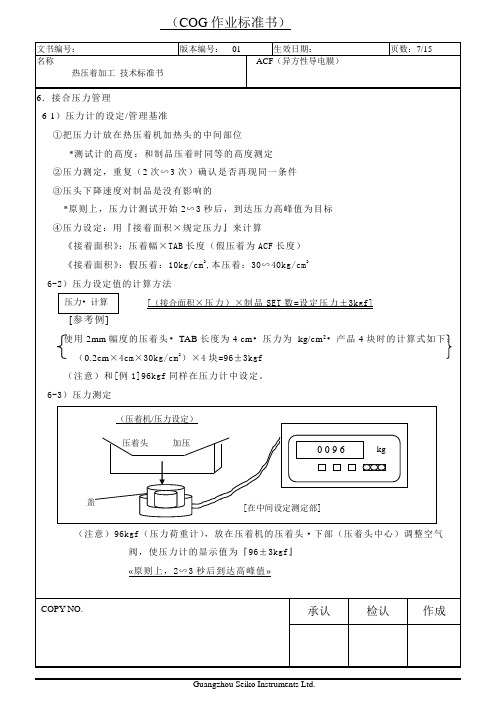
(COG 作业标准书)
COG模块设计规范
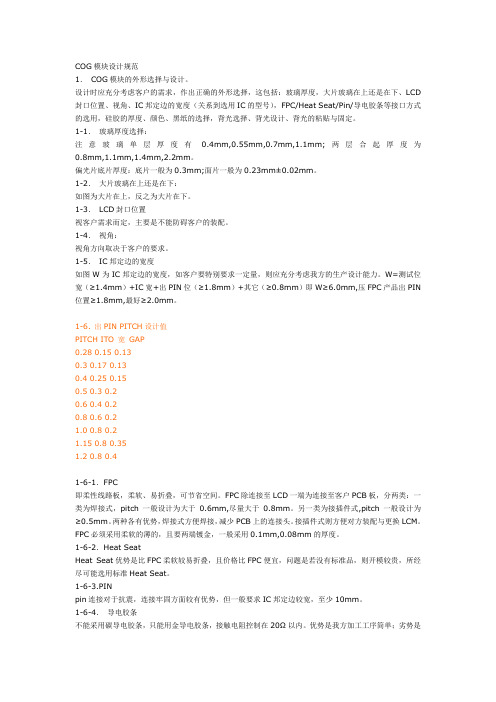
COG模块设计规范1.COG模块的外形选择与设计。
设计时应充分考虑客户的需求,作出正确的外形选择,这包括:玻璃厚度,大片玻璃在上还是在下、LCD 封口位置、视角、IC邦定边的宽度(关系到选用IC的型号),FPC/Heat Seat/Pin/导电胶条等接口方式的选用,硅胶的厚度、颜色、黑纸的选择,背光选择、背光设计、背光的粘贴与固定。
1-1.玻璃厚度选择:注意玻璃单层厚度有0.4mm,0.55mm,0.7mm,1.1mm;两层合起厚度为0.8mm,1.1mm,1.4mm,2.2mm。
偏光片底片厚度:底片一般为0.3mm;面片一般为0.23mm±0.02mm。
1-2.大片玻璃在上还是在下:如图为大片在上,反之为大片在下。
1-3.LCD封口位置视客户需求而定,主要是不能防碍客户的装配。
1-4.视角:视角方向取决于客户的要求。
1-5.IC邦定边的宽度如图W为IC邦定边的宽度,如客户要特别要求一定量,则应充分考虑我方的生产设计能力。
W=测试位宽(≥1.4mm)+IC宽+出PIN位(≥1.8mm)+其它(≥0.8mm)即W≥6.0mm,压FPC产品出PIN 位置≥1.8mm,最好≥2.0mm。
1-6. 出PIN PITCH设计值PITCH ITO 宽GAP0.28 0.15 0.130.3 0.17 0.130.4 0.25 0.150.5 0.3 0.20.6 0.4 0.20.8 0.6 0.21.0 0.8 0.21.15 0.8 0.351.2 0.8 0.41-6-1.FPC即柔性线路板,柔软、易折叠,可节省空间。
FPC除连接至LCD一端为连接至客户PCB板,分两类:一类为焊接式,pitch一般设计为大于0.6mm,尽量大于0.8mm。
另一类为接插件式,pitch一般设计为≥0.5mm。
两种各有优势,焊接式方便焊接,减少PCB上的连接头。
接插件式则方便对方装配与更换LCM。
FPC必须采用柔软的薄的,且要两端镀金,一般采用0.1mm,0.08mm的厚度。
COG产品不良分析指导

文件发放表编号: 版本:A 文件名称MSFC11216产品作业指导书编号JU-WI-MSFC11216 一.涉及相关文件或/和表格的修改:是否文件编号文件名称编制部门编制人二.修订履历:版本修订内容编制审核批准日期A 首版发行。
三.文件发放需求需求部门份数需求部门份数需求部门份数需求部门份数品质部QC LCM生产部 3 NANOX 工会品质部IQC LCM生技部 1 行政部厂务工程部LCD生技部前工序财务部设备工程部LCD样品组中工序PMC部EHSLCD设计组后工序JIC 市场部人力资源部LCM开发部STANLEY 采购部首版日期 文件名称 MSFC11216产品作业指导书页 序1 of 12一、目的规范和指导MSFC11216产品在LCM 的生产过程及控制项目。
二、范围适用于MSFC11216的生产作业。
三、MSFC11216LCM 生产流程图如下:各个工序注意事项,1:静电的防护见JU-WI-811(LCM 生产部静电管理)。
2:所有产品不允许在模组的视野范围内贴有任何不良标签和用油性笔在表面涂写。
From MOL1 LCD cleaning (LCD 清洗)2 Backing (烘干)35 COF ACF Attachmen (COF ACF 贴附)6 COF Bonding (COF 邦定)8 RTV silicone coating (涂硅胶)COF functional test (COF 功能测试)10 Polarizer sticking (贴片) Polarizer inspection (贴片后外观检查) 117 Final Visual inspection (末外观检查) Packing (包装)9 COF &PCBABonding (PCBA&COF 邦定) PCBA ACF Attachmen (PCBA ACF 贴附) Functional test ( 功能测试)1316 Datecode sticking (贴标签纸) 1912 Backlight assembly (组装)15 14214Visual inspection before assembly(组装前外观检查)COF soldering (COF 焊接) Bezel assembly (组装)20Customer sample machine function test (客机功能检测)首版日期 文件名称MSFC11216产品作业指导书页 序2 of 121、邦定注意事项:1)产品有两种COF ,分别为:SPLC563B 和SPLC564B ,由于SPLC564B 要在组装热压时要用定位柱定位,所以在冲切时要注意此COF 一定要冲孔,并且孔的尺寸一定要在要求范围内。
LCM设计规范

1.目的使模块设计处于受控状态,确保产品满足客户的使用需求及生产工艺要求,减少设计错误。
2.职责模块设计、开发工作由设计部负责。
3.模块设计过程3.1.模块总装图确定<1>. 客户提供总装图时,根据客户总装图要求,结合实际生产工艺水平,对总装图进行审核。
无问题则对总装图确认,作为整个模块的设计基准。
有问题的则需同客户沟通,直至将图纸确定为止。
<2>. 客户只提供样品草图等设计要求时,应根据客户的要求,结合模块生产的工艺要求,设计模块总装图,并送客户审批。
审批后的总装图作为模块设计的基准。
<3>. 总装图设计要求a.总装图必须满足客户的各项要求。
b.总装图必须准确表达清楚各零件的装配位置,装配关系。
c.总装图必须标注清楚模块的外形尺寸,配合尺寸及公差。
d.总装图必须标明模块的驱动接口,逻辑分布表。
e.总装图必须标明模块的驱动电压、显示方式、温度范围。
3.2.零部件的设计要求<1>. 零部件的图纸必须将以下内容表达清楚。
a.视图要清晰、明确,能准确完整地表达出该零件的形状、构造。
b.标注尺寸要符合规范,尽量避免有交叉线,公差要求合理、明确。
c.工艺参数、技术要求明确标明必须要检验的项目。
d.图号、版本号等标识要清楚<2>. 模块产品由多个部件组装而成,相互间的工装配合关系要求十分严密。
因此,设计各零件时要以模块总装图为基准,综合考虑各零件的工装尺寸,使整个设计有机统一。
a.扣板同LCD的工装配合要注意:除特殊要求外,LCD的外形尺寸比扣板的内框尺寸每边小6-8mil.LCD 装入扣板内后,LCD的视窗同扣板的视窗要对中。
扣板的视窗面积比LCD视窗面积要求每边小6mil以上。
确保LCD显示图形在扣板视窗之内。
b.扣板同PCB的工装配合要求要注意:PCB板上设计的扣板脚装配孔要与扣板脚一一对应。
除客户特殊要求外,PCB与扣板必须有定位孔和定位销。
COG制程管制标准书

COG制程管制标准书1.0标题:COG制程管制标准书2.0目的:确保COG bonding后符合性能及可靠性要求,明确COG bonding后的检查判定规格,使其各种不良判定有据可依。
3.0 适用范围: COG工序首件检查及正常品的检查4.0 相关文件:无5.0 定义:5.1 ACF(Anisotropic Conductive Film):异向性导电膜。
5.2 COG (Chip On Glass ):通过邦定工艺,芯片结合在玻璃上的一种液晶显示模块。
5.3 ITO (Indium Tin Oxide):铟锡氧化物.5.4 邦定 (Bonding): 在加热加压的条件下,通过ACF的导电性和胶固化,将芯片与LCD结合在一起.5.5 Bump 芯片上的引脚,表面是镀金的,通常也叫Gold Bump.6.0 职责权限:6.1品质部:IPQC负责首检和抽检操作.6.2工艺部:协助生产员工培训,纠正和预防措施,工艺标准文件的制定. 6.3设备部:设备维护、保养,设备调试并填写记录表。
6.4制造部:负责COG邦定操作,执行和预防措施7.0 工作程序:7.1检查标准检验项目标准检查周期检查频度验收水准ACF贴附1.左右不超过0.5MM2.ACF需露出IC/FPC边缘0.3MM(前面)3.ACF必须完全复盖IC区域4.ACF切割要求平整5.ACF下面不允许有规律性线性气泡(TFT内边缘除外)首检每隔30分钟抽检1PCS/次/压头0收1退压力1.IC四个角上的压力均匀.2.Bump上大部分粒子的开口数为1~3个开口.3.BUMP上的有效粒子数≧5PCS4.IC BUMP与LCD ITO上下左右重合度≥75% (短路不可),超出不可接收5.IC Bump区域白色气泡≦30%首检每隔30分钟抽检2PCS/次/压头0收1退对位X/Y方向的偏位比例≦20%首检每隔30分钟抽检2PCS/次/压头0收1退邦定异物不允许首检每隔30分钟抽检2PCS/次/压头0收1退LCD破损1.不允许有裂纹(具有扩展性)2.崩片按品质检查标准首检/抽检1PCS/次/压头0收1退7.1.1 当COG 设备存在稳定性问题但仍需要生产时,检查周期:首检后每隔15分钟抽检(必要时根据实际问题的严重性需要,须按照特别要求做首检/抽检);检查频度:2PCS /次/压头。
模块规范化设计

03
模块设计方法
模块的划分
功能性划分
将系统按照功能需求划分为不同的模块,每个模块完成特定的功 能。
逻辑性划分
基于系统的逻辑结构进行模块划分,有助于提高系统的可维护性 和可扩展性。
物理性划分
根据系统硬件或软件的物理结构进行模块划分,便于系统的部署 和实施。
模块的接口设计
01 输入输出接口
定义模块之间数据交换的方式和格式,确保数据 的一致性和正确性。
系统测试
总结词
系统测试是对整个系统进行全面的测试,验证系统是否满足需求和性能标准。
详细描述
系统测试是对整个软件系统进行的测试,包括所有模块和功能。系统测试的目的是验证整个系统是否 满足用户需求,包括功能、性能、安全等方面。系统测试通常在集成测试之后进行,以确保整个系统 能够正常、稳定地运行。
06
模块的编码规范
总结词
模块的编码应遵循一定的规范,以提高代码的可读性、可维护性和可扩展性。
详细描述
在编写代码时,应遵循一定的编码规范,如变量命名规则、函数命名规则、缩进规则等。这样 可以提高代码的可读性和可维护性,使其他开发者能够快速理解代码的功能和结构。同时,规 范的编码也有助于提高代码的质量和减少错误的发生。
分布式模块结构
将模块分布在不同的物理节点上,通过网络进行通信和协作。
04
模块设计实践
模块的命名规范
总结词
模块的命名应简洁明了,能够准确反映模块的功能和特点 。
详细描述
模块的名称应采用有意义的英文单词或缩写,避免使用过 于复杂或模糊的词汇。同时,名称应尽量简短,以便于记 忆和阅读。
总结词
模块的命名应保持一致性,遵循公司或团队的命名规范。
COG技术标准
修订履历1. 目的控制COG设备工序,确保生产产品的品质和可靠性。
2. 适用围2.1 适用于在本公司Samsung 线用的COG设备工序。
2.2 适用部门:所有部门2.3 受控文档接受文件使用部门:生产部四车间生产科3. 相关文件3.1 《COG设备操作标准》3.2 《COG作业标准》3.3 《ACF作业标准》4. 定义4.1 工程相关用语4.1.1 COG (Chip On Glass):将IC邦定在ITO玻璃上的一种生产工艺。
4.1.2 ACF (Anisotronic Conductive Film):液晶标准装置(LCD)用来启动电路Chip和Panel 的结合时必要的异方性导电胶。
4.1.3 IC (Integrate Circuit):驱动LCD PANEL的集成电路。
4.1.4 LCD PANEL:GLASS基板上贴上薄膜TFT驱动元件,上面压贴COLOR FILTERTFT元件能驱动元件上从外部附加的电性信号使人为可以识别色彩显示的介质。
4.1.5 FPC(FLAT PRINTED CIRCUIT):扁平印刷线路。
4.2 设备相关用语4.2.1 STAGE : 工程作业进行中将PANEL或其他材料吸着,在运作时使用的装置。
4.2.2 Teflon : IC BONDING时TOOL & IC 的保护层。
4.2.3 BONDING TOOL : 依靠汽缸运作,提供IC和PANEL连接时所需的温度和压力。
5. 责任和权限5.1.生产部生产科:5.1.1 依据作业标准进行作业,必要时可要求更改;5.1.2 设备的日常启动,日常检验。
有异常时立即通知ME相应负责工程师。
5.2. 生产部ME科:5.2.1.确保按本标准设定机器的各项参数。
5.2.2.负责对作业员进行培训。
5.2.3.新的工程条件,用设备的变更改变作业方法时工程适用前,先确认检讨及作业标准的适用可能性。
5.2.4 在有工程变更后,对操作员工进行培训,保证生产正常进行。
COGFOG制程介绍
P=2MPa
T=200 C ACF: 7106
Heater FPC
t=13 sce
三. COG、FOG设备简介
製程及材料
说明
半自动FPC设备 独立进出式平台
四. COG、FOG材料介紹
ACF: 7106
厚度:25μm 宽度:2.5mm 导电粒子直径:10μm 导电粒子密度:800pcs/mm2 材质:热固性树脂
COG、FOG制程和材料说明
Baofeng Sun
2009.12.04
Agenda
简单介绍 制程说明 设备简介 材料简介 品质要求 中使用的耗材 耗材规格
AUO Proprietary & Confidential
一. COG、FOG简单介绍
製程及材料
说明
COG:Chip on Glass
IC
FOG:FPC on Glass
产品特性:
1,压力均匀。来自压着设备压着工具的压力通过硅橡胶片均匀地传递给ACF。因
为HC硅橡胶片的橡胶弹性能够使各部位之间的差异得以抵消,从而改善各部位不平整的
情况。
2,优秀的导热性能硅橡胶片导热性好,柔韧性佳,所以来自压着设备加热工具的
பைடு நூலகம்
热量能够迅速、均匀地传递到ACF上。因此在压着过程中使用HC硅橡胶片能够降低加热
製程及材料
说明
Teflon:缓冲材,压合时使用(用于COG和FOG)
Teflon特富龙,特富龙是一种树脂,化学名称叫做聚四氟乙烯,是把乙烯(C2H4)中的
四个氢(H)都置换成氟(F),变成四氟乙烯(C2F4),再经聚合作用形成。
Silicon:缓冲材,压合时使用(用于FOG和PCB制程)
COG制程

文件名称LCM NB ACOG制程参数作业指导书页次 1 of 11制定部门LCM NB-INT1. 目的为使LCM N B厂之COG制程使用之ACF材料及设备真空值,于LCM N B厂ACOG机台作业有稳定之制程作业参数,以确保作业之标准化,并降低产品质量之变异性。
2. 范围2.1适用机台:Hitachi DECO-7系列。
2.2适用材料:HITACHI AC-8405Z-23异方性导电膜( Anisotropic Conductive Film , ACF )。
3. 职责3.1 TA - 依Recipe 设定Run货,机台/材料定期点检及异常信息记录反应。
3.2 Engineer - Recipe设定,材料异常处理、作业指导书撰写。
3.3 现场主管及内部稽核单位- 作业指导书执行状况之Audit。
4. 内容4.1ACF材料参数作业程序管制:4.1.1 ACF材料于产品生产时使用之制程参数程序,以4.3之各机台重要参数管制表内所记载之参数管制,该管制表在新品种导入量产时,同时更新。
4.1.2 若遇临时变更参数,而参数管制表尚未发行更新,可将临时变更参数填于”LCM N B制造部参数变更暂用记录表”上,以利现场依变更之Recipe 设定Run货。
4.2ACF材料保存/回温使用条件:4.2.1 HITACHI AC-8405Z-23异方性导电膜于未拆封真空情况下,可于-10℃~ + 5℃之条件下,保存6个月可用;4.2.2 HITACHI AC-8405Z-23异方性导电膜于拆封情况下,须以胶带封口,可于24±3℃/ 60±5%RH之条件下,保存2 Weeks可用;(置于ACOG机台内之环境不受此条件限制);4.2.3 HITACHI AC-8405Z-23异方性导电膜于未拆封真空封装保存-10℃~ + 5℃条件下,取出使用前,须于室温条件下静置回温1小时以上,才可拆封使用;4.2.4 HITACHI AC-8405Z-23异方性导电膜置于ACOG机台内且停机1天以上时,应将ACF取下置于包装袋内密封并冷藏保存4.3机台机构作业真空设定值适用机种LoaderPP2(kPa)LoaderPP3(kPa)Cleaner table(kPa)ACF attachtable(kPa)Pre-bondtable(kPa)F.B table (kPa)PPStand(kPa)全机种-60±10 -60±10 -60±10 -60±10 -60±10 -60±10 -60±10文件名称LCM NB ACOG制程参数作业指导书页次 2 of 11制定部门LCM NB-INT4.4 各机台ACOG Teflon Sheet / Silicone Rubber使用规范装设耗材时需注意必须能够涵盖chip IC本压位置适用机台ACF attachment Main bond缓冲材Silicone rubber Teflon sheet Hitachi-7系列缓冲材宽度(单位:mm) 80 44.5各机台ACOG Teflon Sheet / Silicone Rubber压着转动次数使用设备:HITACHI DECO-7系列适用机台别适用所有机台别之COG单元unit ACF bond Main bond部材Silicone Rubber Teflon Sheet压着次数30 3转动时间(S/CT) 0.2~0.44.6 ACF材料作业参数管制表如下:型号AC-8405Z-23宽度mm 1.5ACF贴附实体温度(℃) 80±5 计算压力(Mpa) 1 压着时间(sec) 1~3Main Bond 实体温度(℃) 185±5温度上升曲线温度(℃) / 秒数(sec)167 / 2 计算压力(Mpa) 70~80 压着时间(sec) 164.7 各机台使用之作业参数管制表如下:文件名称LCM NB ACOG制程参数作业指导书页次 3 of 11制定部门LCM NB-INT◎设备机型◎机台耗材Teflon Sheet Silicone RubberHITACHI DECO-7系列厂商/ 宽度/ 厚度Main bond Unit 中兴化成/宽度4mm /厚度0.08 mm ACF unit Shin-Etsu制/宽度80mm /厚度0.20 mm机台别ACOG-02ACF type AC-8405Z-23机种别AJ0A2-1A程序编号023Cleaner unit 压力Mpa M / S roller press 0.1 / 0.1 Tank 1 / 2 press 0.01 / 0.01ACF贴附压力MpaAdd press 0.175Add press 0.3 ACF1温度( ℃) 145时间sec( ±1sec ) 2Pre-bond温度(℃) 80 压力(±0.01Mpa) 0.150 时间( ±0.1sec ) 0.2本压着温度/ 压力(设定值)温度压力上刀头head Ahead Bhead C 315 0.193head D 320 0.192head E 315 0.194head F下刀头head Ahead Bhead C 80head D 80head E 80head F实测条件Load cell (N) 100±10Silicone 转动长度(um) 220000 压着时间(sec) 16文件名称LCM NB ACOG制程参数作业指导书页次 4 of 11制定部门LCM NB-INT◎设备机型◎机台耗材Teflon Sheet Silicone RubberHITACHI DECO-7系列厂商/ 宽度/ 厚度Main bond Unit 中兴化成/宽度4mm /厚度0.08 mm ACF unit Shin-Etsu制/宽度80mm /厚度0.20 mm机台别ACOG-04ACF type AC-8405Z-23机种别MJ0A1-01程序编号019Cleaner unit 压力Mpa M / S roller press 0.1 / 0.1 Tank 1 / 2 press 0.01 / 0.01ACF贴附压力MpaAdd press 0.175Add press 0.3 ACF1温度( ℃) 145时间sec( ±1sec ) 2Pre-bond温度(℃) 80 压力(±0.01Mpa) 0.150 时间( ±0.1sec ) 0.2本压着温度/ 压力(设定值)温度压力上刀头head Ahead Bhead C 310 0.202head D 305 0.199head E 305 0.197head F下刀头head Ahead Bhead C 80head D 80head E 80head F实测条件Load cell (N) 100±10Silicone 转动长度(um) 220000 压着时间(sec) 16文件名称LCM NB ACOG制程参数作业指导书页次 5 of 11制定部门LCM NB-INT◎设备机型◎机台耗材Teflon Sheet Silicone RubberHITACHI DECO-7系列厂商/ 宽度/ 厚度Main bond Unit 中兴化成/宽度4mm /厚度0.08 mm ACF unit Shin-Etsu制/宽度80mm /厚度0.20 mm机台别ACOG-06ACF type AC-8405Z-23 AC-8405Z-23机种别AJ0A2-1A MJ0A1-01程序编号023 019Cleaner unit 压力Mpa M / S roller press 0.1 / 0.1 0.1 / 0.1 Tank 1 / 2 press 0.01 / 0.01 0.01 / 0.01ACF贴附压力MpaAdd press 0.175 0.175Add press 0.3 0.3 ACF1温度( ℃) 145 145时间sec( ±1sec ) 2 2Pre-bond温度(℃) 80 80 压力(±0.01Mpa) 0.130 0.130 时间( ±0.1sec ) 0.2 0.2本压着温度/ 压力(设定值)温度压力温度压力上刀头head Ahead Bhead C 310 0.204 310 0.204head D 315 0.200 315 0.200head E 310 0.196 310 0.196head F下刀头head Ahead Bhead C 80 80head D 80 80head E 80 80head F实测条件Load cell (N) 100±10 100±10Silicone 转动长度(um) 220000 220000 压着时间(sec) 16 16文件名称LCM NB ACOG制程参数作业指导书页次 6 of 11制定部门LCM NB-INT◎设备机型◎机台耗材Teflon Sheet Silicone RubberHITACHI DECO-7系列厂商/ 宽度/ 厚度Main bond Unit 中兴化成/宽度4mm /厚度0.08 mm ACF unit Shin-Etsu制/宽度80mm /厚度0.20 mm机台别ACOG-07ACF type AC-8405Z-23 AC-8405Z-23机种别AJ0A2-1A MJ0A1-01程序编号023 019Cleaner unit 压力Mpa M / S roller press 0.1 / 0.1 0.1 / 0.1 Tank 1 / 2 press 0.01 / 0.01 0.01 / 0.01ACF贴附压力MpaAdd press 0.160 0.160Add press 0.3 0.3 ACF1温度( ℃) 145 145时间sec( ±1sec ) 2 2Pre-bond温度(℃) 80 80 压力(±0.01Mpa) 0.170 0.170 时间( ±0.1sec ) 0.2 0.2本压着温度/ 压力(设定值)温度压力温度压力上刀头head Ahead Bhead C 295 0.187 305 0.187head D 295 0.185 310 0.185head E 305 0.190 305 0.190head F下刀头head Ahead Bhead C 80 80head D 80 80head E 80 80head F实测条件Load cell (N) 100±10 100±10Silicone 转动长度(um) 220000 220000 压着时间(sec) 16 16文件名称LCM NB ACOG制程参数作业指导书页次7 of 11制定部门LCM NB-INT◎设备机型◎机台耗材Teflon Sheet Silicone RubberHITACHI DECO-7系列厂商/ 宽度/ 厚度Main bond Unit 中兴化成/宽度4mm /厚度0.08 mm ACF unit Shin-Etsu制/宽度80mm /厚度0.20 mm机台别ACOG-09ACF type AC-8405Z-23 AC-8405Z-23机种别AJ0A2-1A MJ0A1-01程序编号023 019Cleaner unit 压力Mpa M / S roller press 0.1 / 0.1 0.1 / 0.1 Tank 1 / 2 press 0.008 / 0.008 0.008 / 0.008ACF贴附压力MpaAdd press 0.194 0.194Add press 0.3 0.3 ACF1温度( ℃) 135 135时间sec( ±1sec ) 2 2Pre-bond温度(℃) 80 80 压力(±0.01Mpa) 0.130 0.130 时间( ±0.1sec ) 0.2 0.2本压着温度/ 压力(设定值)温度压力温度压力上刀头head Ahead Bhead C 300 0.193 300 0.193head D 305 0.195 305 0.195head E 305 0.196 305 0.196head F下刀头head Ahead Bhead C 80 80head D 80 80head E 80 80head F实测条件Load cell (N) 100±10 100±10Silicone 转动长度(um) 220000 220000 压着时间(sec) 16 16文件名称LCM NB ACOG制程参数作业指导书页次8 of 11制定部门LCM NB-INT◎设备机型◎机台耗材Teflon Sheet Silicone RubberHITACHI DECO-7系列厂商/ 宽度/ 厚度Main bond Unit 中兴化成/宽度4mm /厚度0.08 mm ACF unit Shin-Etsu制/宽度80mm /厚度0.20 mm机台别ACOG-11ACF type AC-8405Z-23机种别MJ0A1-01程序编号019Cleaner unit 压力Mpa M / S roller press 0.1 / 0.1 Tank 1 / 2 press 0.01 / 0.01ACF贴附压力MpaAdd press 0.180Add press 0.3 ACF1温度( ℃) 135时间sec( ±1sec ) 2Pre-bond温度(℃) 80 压力(±0.01Mpa) 0.150 时间( ±0.1sec ) 0.2本压着温度/ 压力(设定值)温度压力上刀头head Ahead Bhead C 315 0.188head D 305 0.198head E 305 0.190head F下刀头head Ahead Bhead C 80head D 80head E 80head F实测条件Load cell (N) 100±10Silicone 转动长度(um) 220000 压着时间(sec) 16文件名称LCM NB ACOG制程参数作业指导书页次9 of 11制定部门LCM NB-INT◎设备机型◎机台耗材Teflon Sheet Silicone RubberHITACHI DECO-7系列厂商/ 宽度/ 厚度Main bond Unit 中兴化成/宽度4mm /厚度0.08 mm ACF unit Shin-Etsu制/宽度80mm /厚度0.20 mm机台别ACOG-12ACF type AC-8405Z-23机种别MJ0A1-01程序编号019Cleaner unit 压力Mpa M / S roller press 0.1 / 0.1 Tank 1 / 2 press 0.01 / 0.01ACF贴附压力MpaAdd press 0.180Add press 0.3 ACF1温度( ℃) 145时间sec( ±1sec ) 2Pre-bond温度(℃) 80 压力(±0.01Mpa) 0.150 时间( ±0.1sec ) 0.2本压着温度/ 压力(设定值)温度压力上刀头head Ahead Bhead C 320 0.199head D 325 0.192head E 320 0.202head F下刀头head Ahead Bhead C 80head D 80head E 80head F实测条件Load cell (N) 100±10Silicone 转动长度(um) 220000 压着时间(sec) 16文件名称LCM NB ACOG制程参数作业指导书页次10 of 11 制定部门LCM NB-INT◎设备机型◎机台耗材Teflon Sheet Silicone RubberHITACHI DECO-7系列厂商/ 宽度/ 厚度Main bond Unit 中兴化成/宽度4mm /厚度0.08 mm ACF unit Shin-Etsu制/宽度80mm /厚度0.20 mm机台别ACOG-26ACF type AC-8405Z-23机种别AJ0A2-1A程序编号023Cleaner unit 压力Mpa M / S roller press 0.1 / 0.1 Tank 1 / 2 press 0.01 / 0.01ACF贴附压力MpaAdd press 0.185Add press 0.3 ACF1温度( ℃) 145时间sec( ±1sec ) 2Pre-bond温度(℃) 80 压力(±0.01Mpa) 0.150 时间( ±0.1sec ) 0.2本压着温度/ 压力(设定值)温度压力上刀头head Ahead Bhead C 310 0.199head D 305 0.203head E 305 0.201head F下刀头head Ahead Bhead C 80head D 80head E 80head F实测条件Load cell (N) 100±10Silicone 转动长度(um) 220000 压着时间(sec) 16Doc. No. 3005734制定日期2006年09月20日改订日期2006年11月30日版次(修订) Ver.03文件名称LCM NB ACOG制程参数作业指导书页次11 of 11 制定部门LCM NB-INT5.参考资料5.1 LCM NB 制造部参数变更暂用记录表(FM-001414) 5.2 LCM NB ACOG检验要领作业指导书(3005735) 5.3 LCM NB ACOG 制程作业点检表(FM-001332)5.4 LCM NB ACOG 制程参数记录表(FM-001333)。
COG相关工艺控制点

COG 邦定首檢與跟進檢查記錄表
Xbar—R管制圖
COG結合檢查表(COG Bonding Checklist)
HS 工艺標准
HSC 熱壓工序設定參數指引
• HSC熱壓溫度曲線示意圖:
Temp.(℃) Ta 130 110 5± 2 t1 JC-DP: T≧110℃保持5± 2S且Ta≦130℃ Temp.(℃) Ta 160 140 7± 2 Time.(s) t1 JS-KN: T≧140℃保持7± 2S且Ta≦160℃
導電粒子熱壓後爆裂程度標準
可接受導電粒子 2-3個裂口
• 導電粒子(5μm或4μm)熱壓後的檢查標準
• • • • 1.0熱壓後的ACF導電粒子爆裂程度需要有1~2個裂口; 2.0 同一條線(ITO 和 Copper track的重疊位)上, 其符合標準的導電粒子最少有五顆 或以上; 3.0假如導電粒子沒有爆裂開, 或完全裂開(顆粒周邊焦黑), 都是不符規格要求; 4.0 OLB ACF粒子大小為5μm 或4μm的ACF型號:
•
• F: 間距測量
• • 1. 對產品進行間距測量﹐即ITO/ Bump與相鄰的ITO/ Bump之間的距離(如下 圖1)。將數值記錄在首檢和跟進檢查記錄表中。(間距范圍參考下圖2) 2. 抽樣頻率:每個邦定頭首檢4塊,汽車產品每邦頭每半小時抽檢 2pcs, 非汽車 產品每邦頭每半小時抽檢1 塊, 并將判定結果記錄在記錄表格內.
• 4. 計算水平方向的移位, 公式: N= Y- (HI-HB)/2 • N: 如果計算出的N值為負數﹐則為IC Bump相對于ITO偏下﹐ 如果計算出的N值為正值, 則為IC Bump相對于ITO偏上
• 5. 計算垂直方向的的移位, 公式: N= X- (VI-VB) / 2 • N: 如果計算出的N值為負數﹐則為IC Bump相對于ITO偏左, 如 果計算出的N值為正值, 則為IC Bump相對于ITO偏右 • 6. • 水平方向和垂直方向的的移位接受標准: -7um=<N<=7um (For all Cog bonder)
COG产品设计注意事项
A.調整 IC 位置以利重點 Pin ITO 走線趨近於直線
D Cap1Cap1+ Cap2+ Cap2Vdd Cap3Vss
B. IC 與 interface 距離盡量拉近( D Minimum 1mm),以降低阻抗 C. 調整適當 Interface pitch ( 不等 pitch ) 以減低 layout 難度 D.加大走線寬度以降低阻抗
COG產品layout注意事項
ITO 阻抗走線建議
A.Vdd 及 Vss 為最重要,ITO 走線必須走直線,阻抗須小於100Ω
B.其次為昇壓 Pin (ex: cap1+,cap1-,cap2+,cap2-……) C.再其次為Bias Pin (ex:V1,V2,V3,V4,V5……) 電源 Pin > 昇壓 Pin > Bias Pin
ESD layout 注意事項
A. Reset Pin 與 interface 間須加一 5K ~8K 之內阻 B. ITO 走線轉折處須走圓弧
Reset smooth
C. Reset Pin layout 注意事項: 佳:
差:
D. 抗靜電迴路設計:
其他 注意事項
A. Com and Segment 走線須避開 IC align mark , 以避免短路
COG制造工艺
COG制造工艺至今已有近十年的发展历史,它的发展与IC的小型化、超薄化以及LCD显示屏光刻精度的精细化是密不可分的。
1、COG工艺流程如下所示。
LCD显示屏->将ACF邦贴到屏上->将裸芯片从芯片拖盘中取出->检查裸芯片的对位标记->检查LCD屏上对位标记->芯片与LCD屏对位->热压头将芯片与LCD 屏邦贴到一起->整个邦贴过程完成2、工艺要点(1)邦定IC时要求IC对位标志与LCD屏上的对位标志吻合;(2)需用无尘布沾溶剂清除液晶屏上压着区的异物,使用UV灯清除液晶屏上压着区的有机物;(3)ACF贴附精度为+100μM;(4)要注意ACF的储存条件和控制好ACF邦定的时间、热压温度和压头的压力。
ACF反应率要求达到80%以上。
例如使用日立(HITACHI)公司的AC-8304Y的ACF,其保存条件为:在室温约25℃和湿度70%RH情况下,有效期1个月;在温度-10℃~5℃时有效期为6个月。
ACF使用工艺条件:贴ACF温度100±10℃(ACF 的实际温度),压强约1Mpa,时间1~5秒,主压压强约50~150Mpa(指每个IC BUMP 上的压强,根据ACF中导电球的受压效果决定压力的大小)。
ACF温度220±20℃(ACF的实际温度),时间7~10秒。
所有ACF从冰箱中取出后需在室温条件下放置1小时后方可打开包装;(5)必须确保前工序光刻工艺的成品率,严格控制断笔和连笔(主要在IC接口处);(6)LCD屏需经严格测试,防止废品漏测,造成材料浪费及品质不良;(7)显微镜下全检防止断笔流出,要求IC电极上的导电粒子压痕至少5个,相邻BUMP之间不能互相接触;(8)COG成品必须100%检测;(9)COG-LCD产品一般多为高密度产品,制造时要求光刻段的分辨率较高,PI 定向膜与摩擦均匀性较好,在线间隙小于15μM时要求增加TOP(涂覆绝缘层)工艺,以避免短断路、显示不均、串扰和功耗电流大等现象的出现;(10)COG常见不良品包括:IC异物、IC压痕不良、ACF贴附不良、IC对位偏移、IC厚度不均、IC电遇不良、IC破裂/刮伤、IC BUMP不良等。
比亚迪COG技术标准

页 数:COG 技术标准COG 부위++GLASS ALIGN MARK++DRIVE I.C ALIGN MARKX 축X 축Y 축Y 축Z 축图1. 6.2 ACF 的作用作为用两种性质的FILM ,FILM 内所含的导电球平常是不导电的状态。
对导电球施加三种条件(温度、压力、时间),导电球的形态会变化为导电的性质,起到PANEL PATTERN 与IC BUMP 之间的导电作用。
6.2.1 ACF 的状态差异。
参考(图2.)Y 轴Z 轴 Y 轴X 轴X 轴COG IC6.2.2 在COG MAIN BONDING作业后,在显微镜下观察产品的DUMMY BUMP状态是否OK,并按照检查标准判定压力是否恰当。
参数设定参照ACF供应商提供的标准设定,并以此做实验得出参数的设定范围,不同的或不同的产品使用不同的参数。
页 数:COG 技术标准1MP = 10.2Kgf/cm 2 1Kgf=9.8 N然后试压少量产品(5~10pcs ),观察Bump 上导电粒子的破裂程度和压痕,这是判断压力是否恰当。
.8. 参数测定的方法8.1 温度的测定 8.1.1 ACF UNIT 1)测定温度的目的:按标准上的规定的规格为标准,检验设备实际的测定温度是否在规格范围内。
2)测定温度的方法做成同实际作业环境相同的条件,测试设备设定值与实际温度值。
参考(图6.)3)将SDP-350连同要生产的产品做成一个测试温度的夹具,用来完全模拟时机生产过程中的情景。
每种产品测试温度时均需制作类似的测试夹具。
将做好的测试夹具放在邦定平台上,按实际生产情况将压头压下,记录温度计上测量的温度值。
8.1.2 PRE BONDING UNIT图3压力过小图4压力正常(导电粒子5个以上)图5压力太大Table图6.ACF 压头温度测定示意Glass Bonding head 测试仪ACF 离形纸8.1.2 MAIN BONDING UNIT)测定温度的目的按标准上的规定的规格为标准,检验设备实际的测定温度是否在规格范围内。
COG工艺流程

四.COG简介-- ACF
这就是我们要求BUMP上要有5个以上粒子的原因。
简明工艺流程
四.COG简介
受入检查工艺 清洗工艺 COG(LSI邦定)工艺 TAB邦定工艺 装配工艺 QC抽检
结束
五.COG制程介绍--受入检查工艺
目的:将LCD上线作业员前进行 筛选,筛出不良品,并排列于清 洗架上便于清洗。
液晶显示所用的液晶材料是一种兼有液态和固体双重性质的有机物, 它的棒状结构在液晶盒内一般平行排列,但在电场作用下能改变其排列 方向。
对于正性TN-LCD,当未加电压到电极时,LCD处于”OFF”态,光 能透过LCD呈白态;当在电极上加上电压LCD处于“ON”态,液晶分子 长轴方向沿电场方向排列,光不能透过LCD,呈黑态。有选择地在电极 上施加电压,就可以显示出不同的图案。
誉。
Silicon 又名液态树脂或单组份环氧树脂,内含有球形电子级填充剂及100%存度环氧树脂,以及CL-,Na+,Fa+等离子或K+ ,CL-,Na+ 等离子。
5、25、50、75、125 COG制程介绍– TAB BOND帮定 线的IC BUMP 上的导电粒子未破或破裂不佳。 目的:将不良品及时筛出和修补。
LCM工艺设计规范

LCM工艺设计规范一、目的规范LCM产品设计,符合生产要求。
二、适用范围适用于LCM所有产品。
三、内容1.SMT、COB产品设计工艺要求由于SMT产品分手工贴片和机器贴片,手工贴片不受PCB外形尺寸限制,而机器贴片易受PCB外形尺寸限制,故PCB在设计时需考量外观尺寸不可超出设最大限制范围,PCB尺寸一般尺寸控制在长50mm--460mm、宽30mm--400mm.最佳选刚在长:100mm—400mm,宽:100—300mm. PCB在设计属V-CUT PCB时,建议尽量选用1.0mm 以上的PCB,反之会导致SMT贴片及过回流焊困难。
会重新制作工装,导致成本增加。
PCB在布线时,高个元件、易碎元件(如钽电容、线绕电感等,不可靠边缘太近,至少需保留5mm以上,避免元件撞坏。
SMT元件需严格按国际标准设计。
SMT元件焊盘需离铁框扭脚、塑胶卡扣左右至少保留3mm以上,上下至少保留5mm以上。
以便后工序装配。
SMT焊盘上不可有过孔。
属短接点部份,间距需控制在0.1mm至0.15mm,以便于SMT回流焊接。
PCB属拼板的,需在PCB上制作mark点(建议在板边)PCB在设计时,以便于后续测试,单板都需增加定位孔。
由于SMT回流温度及COB邦定洪烤温度的影响,PCB在选材时,建议选则FR4、FR5、G10、G11 这类玻璃纤维板,这类PCB相对影响较小。
COB产品在设计时,PCB布线一般要求固DIE的PAD上不可以有过孔,IC如需接地,需从PAD上引一条线到邦定区域以外;在IC焊线区周围3cm以内元件高度不可超过2.5mm。
PCB bonding焊盘间距需保持均匀,一般最低宽度是铝线直径的3倍。
Bonding封黑胶需在bonding区域外围设计封胶圈,一般封胶圈最低厚度要求0.2mm。
2.COG产品设计工艺要求2.1.IC距离LCD上片玻璃边缘距离X1>0.7MM(设备能力).2.2.IC距离LCD边缘距离≥X2≥12MM,≥X4>16MM,≥X5>16MM(设备能力).2.3. IC距离LCD边缘距离X3>2.0MM2.4.(ACF宽度-IC宽度)a1-a2>0.4MM (ACF规格1.5MM、2.0MM,以0.5MM递增).2.5.(ACF长度-IC长度)b1-b2≥0.6MM(为了避免浪费和ACF吸水导致腐蚀b1-b2控制在1.5MM以内).2.6.目前COG预压对位有两种方式:a.IC MARK中心与LCD MARK中心直接重合.b.IC MARK中心与LCD MARK中心不重合方式(LCD MARK不在IC区域内).这两种方式由设备能力决定.2.7.MARK要有唯一性(TFT产品是个很好的例子).2.8.LCD MARK标识大小适中,长宽均介于60-150um.(MARK在区域内具有唯一性)2.9.IC BUMP PITCH 与LCD ITO PITCH预压时要匹配,本压膨胀后IC BUMP与LCD ITO不能偏位..2.10.ACF宽度:a、LCD端子处受压宽度X6≤1.8MM用1.5MM ACF.b、LCD端子处受压宽度1.9MM≤X6≤2.3MM用2.0MM ACF.c、LCD端子处受压宽度2.4MM≤X6≤2.8MM用2.5MM ACF .d 、LCD端子处受压宽度2.9MM ≤X6≤3.3MM用3.0MM ACF (ACF规格1.5MM、2.0MM,2.5MM等).2.11.(ACF长度-FPC/TAB长度)b1-b2≥0.6MM(为了避免浪费和ACF吸水导致腐蚀b1-b2控制在1.5MM以内)2.12.FPC/TAB金手指对位标识中心与LCD ITO对位标识中心要重叠,且FPC金手指PITCH 与LCD ITO PITCH要匹配,膨胀前后FPC/TAB金手指与LCD ITO不能偏位.当同一LCD同时连接多款FPC/TAB,不同款FPC/TAB与LCD上对应的对位MARK形状或位置不同,防止FPC/TAB混料.2.13.点胶时,硅胶厚度不能高于上片LCD表面,背面一线胶宽度不能超过0.8MM.2.14.补强胶纸不能盖住FPC元器件.2.15.小LCD面增加保护膜类及UV膜,尺寸须比小LCD尺寸小0.5MM.3.保强带及遮光带尺寸规则。
模块化设计的设计原则
模块化设计的设计原则x模块化设计是软件设计和开发过程中的重要环节,也是实现软件质量的关键点。
准确地把握模块化设计的分解原则和组合原则,既可以保证软件体系结构的统一性和完整性,又可以提高开发效率,减少开发成本。
一、模块化设计的分解原则1、颗粒度原则:颗粒度是指模块的大小,模块的大小,将决定程序的微观结构、总体结构、程序可理解性以及模块替换和复用程度。
颗粒度应该尽可能的小,以提高程序的可理解性、可调试性和可维护性,降低程序的复杂性。
2、抽象原则:抽象是指从现实世界中抽取具有普遍性的属性和行为去构造抽象的软件模型,从而让软件解决实际问题的过程变得更加简单、可理解和可维护。
3、一致性原则:一致性是指在程序设计中,应该尽可能地使用统一的设计规范,采用统一的设计技术和开发工具,避免出现不一致性的情况,可以增强整个软件系统的一致性。
4、独立性原则:独立性是指程序中的模块应该尽可能独立,两个模块不应该互相关联,否则会影响程序的稳定性和可维护性。
二、模块化设计的组合原则1、关联性:关联性是指模块之间应该相互联系,以减少模块之间的交叉关系,简化程序的结构、可维护性和可理解性。
2、重复性:重复性是指尽可能重复使用相同的模块和程序结构,以减少设计工作量及减少编程错误,提高系统的可维护性和可理解性。
3、可扩展性:可扩展性是指为保证系统能相应新的需求,模块之间应该留有一定的空间,以便以后需要扩展新功能时添加新的模块,同时又能保持设计的统一性和完整性。
4、可重构性:可重构性是指为了减少模块之间的依赖性,将程序中的模块划分为不同的模块,同时保证模块之间的功能以及模块之间的结构,使其可以被不断重构和重写,以达到软件体系结构的完美,进而提高软件系统的稳定性和可维护性。
COG工艺8-10资料
COG工程王春鹏 2007.08.02主要内容 COG简介 COG设备 COG材料-ACF -IC COG工艺流程 及 工程参数 常见异常及处理一COG 简介 COG 模块结构 随着消费性电子产品的不断升温, 人们对“ 薄、轻、小”的 电子产品倍加宠爱, 进而追捧微型组件技术, COG 技术正 是这众多技术中的一种。
COG是英文"chip on glass" 的 缩写, 即IC 通过ACF ( anisotpic conductive lm 各向 异性导电膜) 被直接绑定在LCD 上。
COG 方式可大大减 小LCD 模块的体积, 且比TAB 方式成本低, 易于大批量生 产, 适用于手机、 MP3 等便携式电子产品, 是当今IC COG与LCD 的主要连接方式之一。
随着IC 制造工艺的不 断发展,COG 技术越来越为人们所重视。
二.设备介绍1.现有COG设备 AUTO COG是采用独特的原理,可使产品,材料在摄像头的监视下准确定位,并根据用户的程 序要求使两种不同的材料贴在一起,并完成其它 设定条件。
该设备运行可靠,压贴精度高,效率 快,是生产LCD后工序中的重要设备 。
制造商:日本OSAKI ,TORAY OSAKI公司在COG行业内属于中端设备 OSAKI:CG300 CG110 CG310 TORAY: FG2000及TORAY半自动AUTO COG M/C(全自动COG热压机) Model(型号) :CG300,310Manufacturer (制造商) :OSAKI(日本大畸) Configuration spec(结构标准).1. Dimension(设备外围尺寸):L2250*W1650*H1800mm2. Supply Power(电源):380VAC 50Hz 30A3. Head NO.(压头数量):ACF Bonding Head:1EAPre bonding head:1EA Final bonding haed:3EA4. Control method(控制方式):PLC Driver unit(驱动方式):Servo-motor;5. Vision System(视觉系统): CCD l Camera No. (CCD数量):(3EA); Portrait processor(画像处理器)(1EA);Monitor(显示器)(1set); Touch Screen(触摸屏)(1set)6. LCD/CHIP LOADER: Auto transfer 7. Ambient condition(周围条件):温度10~30℃,湿度90%以下 8. Temperature range( 温度调节范围): ACF:0 ~150℃;预邦:0~150℃ ;主邦:0~350℃9. Temperature Control method(控温方式):constant temperature &PID Control(恒温加温方式,PID控制)10. Pressure range(压力范围): 0~1Mpa (主压最大压力调至180N )Technical spec(技术标准). 1. ACF Width (ACF宽度):Min:1.2mm ;MAX:7.0mmIC托盘2. LCD Size(玻璃尺寸): Min:25×25mm;Max:150×185mm3. LCD Thickness (IC厚度):0.3-1.1mmIC预对位4. pol. Thickness(偏光片厚度):0.3-0.6mm5. 6.IC Size (IC尺寸):Min:1.0×4.0mm;Max:6.0×30mm IC Thickness (IC厚度) 1-5mmLCD预对位ACF贴附预压主压成 品7. ACF Bonding Precision (ACF邦定精度):出送X Direction :±0.3mm Y Direction : ±0.2mm料出8. After IC Final Bonding Precision (IC 主压邦定后精度):操作面 板带带X Direction :±5µm Y Direction : ±5µm θ:± 0.01°LCD传送带9. Cycle Time(周期时间):19sec10. Programs(程序个数) :100EAAUTO COG Bonding M/C(全自动COG热压机)Model(型号) :CG110Manufacturer (制造商) :OSAKI(日本大畸)Configuration spec(结构标准).(1 ) Dimension(设备外围尺寸) (2) Supply Power(电源):380VAC 50Hz 30A (3) Head No。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
COG 模块设计规范
一. 目的:
指导模块开发人员在设计COG 模块规范化,减少规范不明确造成的错误。
二. 适用范围:
模块开发部全体人员。
三. 内容:
1.COG 模块的外形选择与设计。
设计时应充分考虑客户的需求,作出正确的外形选择,这包括:玻璃厚度,大片玻璃在上还是在下、LCD 封口位置、视角、IC 邦定边的宽度(关系到选用IC 的型号),FPC/Heat Seat/Pin/导电胶条等接口方式的选用,硅胶的厚度、颜色、黑纸的选择,背光选择、背光设计、背光的粘贴与固定。
1-1. 玻璃厚度选择:
注意玻璃单层厚度有0.4mm,0.55mm,0.7mm,1.1mm;两层合起厚度为0.8mm,1.1mm,1.4mm,2.2mm 。
偏光片底片厚度:底片一般为0.3mm;面片一般为0.23mm ±0.02mm 。
1-2. 大片玻璃在上还是在下: 如图为大片在上,反之为大片在下。
1-3. LCD 封口位置
视客户需求而定,主要是不能防碍客户的装配。
1-4. 视角:
视角方向取决于客户的要求。
1-5. IC 邦定边的宽度
如图W 为IC 邦定边的宽度,如客户要特别要求一定量,则应充分考虑我方的生产设计能力。
W=测试位宽(≥1.4mm )+IC 宽+出PIN 位(≥1.8mm )+其它(≥0.8mm )即W ≥6.0mm,压FPC 产品出PIN 位置≥1.8mm,最好≥2.0mm 。
1-6. 出PIN PITCH 设计值
前面
1-6-1.FPC
即柔性线路板,柔软、易折叠,可节省空间。
FPC除连接至LCD一端为连接至客户PCB 板,分两类:一类为焊接式,pitch一般设计为大于0.6mm,尽量大于0.8mm。
另一类为接插件式,pitch一般设计为≥0.5mm。
两种各有优势,焊接式方便焊接,减少PCB上的连接头。
接插件式则方便对方装配与更换LCM。
FPC必须采用柔软的薄的,且要两端镀金,一般采用0.1mm,0.08mm的厚度。
1-6-2.Heat Seat
Heat Seat优势是比FPC柔软较易折叠,且价格比FPC便宜,问题是若没有标准品,则开模较贵,所经尽可能选用标准Heat Seat。
1-6-3.PIN
pin连接对于抗震,连接牢固方面较有优势,但一般要求IC邦定边较宽,至少10mm。
1-6-4.导电胶条
不能采用碳导电胶条,只能用金导电胶条,接触电阻控制在20Ω以内。
优势是我方加工工序简单;劣势是一定要带固定框,固定框开模费较贵。
1-6.硅胶厚度,颜色的选择
依客户需要而定颜色,硅胶形状依连接方式分为全滴胶及半滴胶。
全滴胶适用于装PIN 产品,带FPC或Heat Seat产品;半滴胶则局限于导电胶条连接的产品。
1-7.背光选择
依需户需要选择EL背光、LED背光。
LED背光发光亮度高,驱动简单(只需直流电压2.1V~4.2V即可驱动),但较厚;EL背光发光均匀、柔和、薄,但驱动复杂,亮度较弱,且经常有干扰问题发生。
2.COG LCD功能设计及材料选择
2-1.LCD玻璃的电阻率选择
LCD ITO玻璃有15Ω、20Ω、30Ω等几种适合做COG模块,但各有优缺:一般来说同样走线做出的LCD电阻越低,则IC驱动能力越强。
但电阻低的玻璃走线呈紫色,对生产部COG对位造成困难,产量下降,良率下降,且低电阻玻璃成本较高。
2-2.VDD、VSS走线电阻的设计:
一般来说,将VDD、VSS电阻设计成≤200Ω。
2-3. VOUT电阻要次小(一般低于400Ω)。
2-4、C1+、C1-、C2+、C2-、C3+、C3-等走线电阻的设计:
要尽量小而均匀(一般低于600Ω)。
2-5.V0、V1、V2、V3、V4等Bias电压线的走线电阻的设计:
电阻也要尽量小而均匀。
(一般低于1KΩ)
2-6.RESET线的走线电阻的设计:
介于5KΩ~8KΩ之间。
2-7.其他控制线、数据线的走线电阻的设计:
一般低于1.5KΩ
3.IC的选择及IC资料的版本:
由于IC本身设计等各种问题,IC厂商常常会改变IC版本及更新IC资料,而且有时未及时更新网页上的IC资料,所以会造成出错。
若是客户提供IC,则应与客户沟通,明确客户所能购买到的IC版本,与IC资料的版本是否一致,比如PCF8548-1,PCF8548-3两者大小不同,软件兼容。
IC资料最新最准确的为IC供应商,一般应从供应商处拿到最新的IC资料。
当从网上下载的不能确认是否为最新版本时,应向供应商询问。
4.跟样板制作的型号:
由于各种原因,IC不再生产时,设计人员有责任通知市场部人员,以减少客户的损失。
跟样板时应就外观、功能两方面进行核对,除客户指定更改外,从外观尺寸、底色、引脚PIN、排列顺序、common、segment排列、点阵数完全核对一致。
5.指定更改IC型号的产品的设计:
如客户提供图纸,必须清楚客户图纸是否已用于量产或样品OK,如OK则仍须对版本信息及IC原理进行检查。
如未做样,必须对客户图纸进行详细的检查,以防出错。
检查主要针对其设计可行性、接口的原理是否正确,如客户提供改IC前的样板,则应充分考虑兼容性(引脚功能及其排列、FPC等出pin的pitch)。