4M Check Sheet 2C
【C4协同费用控制套件】使用说明书
C4协同费用控制套件使用说明书成都迈锐思科技有限公司2015年7月第一章套件安装 (3)第二章系统配置 (5)1、系统配置 (5)2、参数设定 (6)3、权限设定 (8)4、在线客服配置 (9)第三章首页导航 (10)第四章基础资料 (11)1、费用类型: (11)2、口径类型 (12)3、口径信息: (13)4、项目档案: (14)5、定额标准: (17)6、口径授权: (18)7、表单对照 (19)第五章预算操作 (25)1、预算方案 (25)2、预算编制 (26)3、预算审核 (27)4 、预算调整 (28)第六章费控业务场景展示 (29)1、费用申请单 (29)2 、费用报销单 (30)3 、费用调整单 (33)第七章期间结转 (35)第八章预算报表分析 (35)第一章套件安装C4协同费用控制套件(以下简称C4)安装前需要打致远OA自定义控件控制相关补丁,补丁文件请联系技术人员获取。
C4需要安装在致远OA服务器上,安装时需要停止OA服务,点击C4安装程序运行,按提示进行简单的几次下一步操作即可完成C4的安装。
如下图:安装完成后,需要在开始-所有程序-迈锐思软件-C4协同费用控制套件-C4插件授权下,导入C4授权文件。
授权导入后,重启OA服务后第一步先进行C4菜单授权。
以OA单位管理员身份登录,点击角色权限设置对C4套件的相关功能进行资源分配(单位管理员默认有C4所有功能权限),如下图:(注:【C4费控管理】项下功能一般适用于预算编制人员处理,【C4费控分析】适用于公司领导查阅费用执行情况,当然您完全可以根据公司自身情况分配不同人员的资源权限)菜单授权后以有权限人员登录即可以开始C4配置之旅。
第二章系统配置1、系统配置当您第一次使用时,请您先点击【C4费控管理-->系统配置】,出现预算单位的配置空画面,请您点击工具栏的【新增】,出现以下画面:1.1 C4预算单位名称:默认为当前登录的OA单位,不可修改。
海外规格仕样书第4版(中文)
4.在机铭板上标示出以下内容 ・制造者名 ・制造年月 ・形式以及model编号 ・定格电源电压(电压、位相、周波数、最大负荷电流、etc) 在电源上不可以用「AC200V」表示,而要用「~200V」表示 ・气压(定格压力) ・原产地表示(MADE IN JAPAN等) 注)FA标准机铭板: 4—710—156—01(大—11) 带孔、by三立产业 EN60204 UL1740
8.盖子、马达框架、trans core、电装品筐体、以及接续管等的金属部, 如果和地线或金属接触,会导致和物品本身的导通。
EN60204、UL1740
7/28
要求事项
1.电源切断装置要使用得到认可的漏电断路器、自动断路器、线路保护器 EN60204、UL1740 2.主断路器的定格要遵循以下事项。 EN60204、UL1740 a)电流容量:最大负荷电流的115%以上,或者使用的导线的要求容许电流以下 (14配线以及电路——参照17) b)切断容量:在机器上使用的马达中,最大马达的 rotor rock电流+其他装置的 最大负荷电流以上 3.电力引入线(一次电源)要直接和断路器连接 EN60204、UL1740 4.电源切断装置遵循一下事项。 EN60204、UL1740 (a)安装把手,方便从外部操作 (b)把手的中心高度在0.6~1.9以内 (c)要有OFF锁定机能.(可以上锁的构造) (d)门关上时要有ON/OFF的明确指示 (e)ON/OFF可以用「O」也可以用「I」来表示 (f)接地导线以外所有的相要同时切断 (g)主断路器上如果没有OFF锁定机能,要在负荷侧设定带钥匙的主开关。
贵社 check
本社 check
备注
① 外 观 以 及 构 造 的 规 定
4/28
C-TPAT表格汇编(2014版)

C-TPAT表格汇编目 录1安全突击检查记录2保安部值班记录表3白班保安巡查记录一览表4夜班保安巡查记录一览表5公司电脑密码修改情况检查表6计算机安全异常记录表7成品装柜磅重记录表8出货货物超量/短缺或损坏报告9走货货物超量 短缺或损坏报告10电脑安全培训计划表11电脑密码变更记录122012年度反恐培训计划表13反恐年度培训计划14封条检查记录115封条检查记录216合格运输商一览表17货柜车八项安全检查记录表18货柜车进出登记表19C-TPAT货物存仓定期检查记录20临时钥匙保管记录21培训记录表22人员背景调查表23物理安全巡查记录表24物料丟失报告25限制区出入名单26限制区域异常出入人员登记表27卸柜安全检查记录28厂牌每月检查记录29运输监控记录30C-TPAT运输商评核成绩表31C-TPAT运输商成绩评核表32C-TPAT重要工作岗位人员登记表33装货检查值班记录34本厂车辆出入登记表35本厂人员出入登记表36厂内封条存取记录37厂牌作废记录表38超时晚归人员检查记录39辞工申请书40催办身份证通知书41电脑使用一览表42电脑标签43访客(车辆)出入登记总表144访客(车辆)出入登记总表245工厂钥匙每月盘点记录表46工厂钥匙一览表47红外线维修保养记录48货仓访客证发放回收记录49货柜安全检查及每日走货跟踪记录50急救药品清单51手工组药箱52消防检查卡53寄出邮件包裹检查登记表54监控设备保养记录55监控设备一览表56进口/出口货物一览表57客供物料存仓记录58来料货物超量短缺或损坏报告59离职员工登记表60每月全厂安全检查和维护保养记录表61锁匙发放回收记录62外来邮件包裹检查发放记录表63工厂物品放行条64员工厂牌、IC卡、钥匙、电脑分发及回收一览表655月离职报表66钥匙变更记录登记表67钥匙领用表68治工具领用表69反恐举报,紧急事件联络人联系方式70供应商与承运商的反恐安全调查问卷71供应商及承运商定时安全评估调查表72供应商反恐安全承诺书。
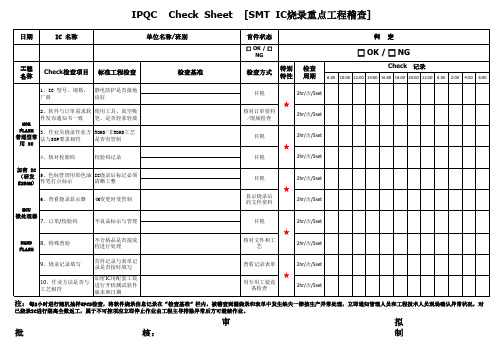
SMT IC 烧录 制程稽查表(质量)
2hr/次/5set
注:每2小时进行随机抽样5PCS检查,将软件烧录信息记录在“检查基准”栏内,被稽查到漏烧录和表单中发生缺失一律按生产异常处理,立即通知管理人员和工程技术人员现场确认异常状况,
对已烧录IC进行隔离全数返工,属于不可控项应立即停止作业由工程主导排除异常后方可继续作业。
批准:
审核:
拟制:
8:00 10:00 12:00 14:00 16:00 18:00 20:00 22:00 0:00 2:00 4:00 6:00
★ 2、软件与订单需求软 使用工具、真空吸 件发布通知书一致 笔、是否轻拿轻放 NOR FLASH 3、作业员烧录作业方 ROHS/非ROHS工艺 普通型常 法与SOP要求相符 是否有管制 用 IC 4、核对校验码 校验码记录 核对订单资料 /现场检查 目视 ★ 目视
2hr/次/5set
2hr/次/5set
7、订单/校验码
不良品标示与管理 不合格品是否按流 程进行处理 首件记录与表单记 录是否按时填写
2hr/次/5set
NAND FLASH
8、特殊查验
2hr/次/5set
9、烧录记录填写
2hr/次/5set
加密IC用配套工装 10、作业方法是否与 进行开机测试软件 工艺相符 版本和日期
2hr/次/5set 2hr/次/5set
2hr/次/5set
加密 IC (研发 5、色标管理用彩色油 IC烧录后标记必须 清晰工整 E2ROM) 性笔打点标示 6、查看烧录显示器 MCU 微处理器 4M变更时受管制
目视 ★ 显示烧录后 的文件资料 目视 ★ 核对文件和工 艺 查看记录表单 ★ 用专用工装设 备检查
IPQC
日期 IC 名称
CTQ-CTP概念理解

型号
LWM1410 LWM1820 LWn1860
规格
740± 5g 870± 5g 610± 5g
全型号
无泄漏
CTP No
A2-01-0 1 A2-01-0 1
A2-02-0 1 A2-02-0 2
CTP项目 冷媒压力 冷媒温度
洋气压力 LPG压力
CTP Spec
20± 2kg/㎠ ± 3℃
管理方法
6σ是将短期工程能力 (Zst) 对应6σ Level (Z值)的战略
Zst
Short Term Process Capability
6.0 5.0 4.0 3.0 2.0
Zshift
Long Term Process Capability
±1.5σ ±1.5σ ±1.5σ ±1.5σ ±1.5σ
Zlt
检 查
产 品检 查重 要来自度周期检查 水准
实
检查设备
行 状
态
●
●
●
●
●
每Lot S-2,1.0 硬度测定仪 ○ CTQ
每Lot N=0
厚度测定仪 ○
CTQ
●
全数
肉眼
○
● 重要项目
备 注
2玻 璃 部 泄 漏
. Base部 平坦度 震源度
. 焊接破坏强度
.玻璃与 Base接触
.平坦度 .震源度
. 破坏时 Base 玻璃粘贴状态 .作业条件管理
◆ 6 西格玛的目标值是 - Cp : 2.0 短期 - Ppk : 1.5 长期
-7.5σ
目标
3.4 ppm
+4.5σ
假设长期性的观察时, 所取的 Data的值因偶然变数, 引起在中央值 ±1.5σ 移动.
道路工程专业词汇英语翻译
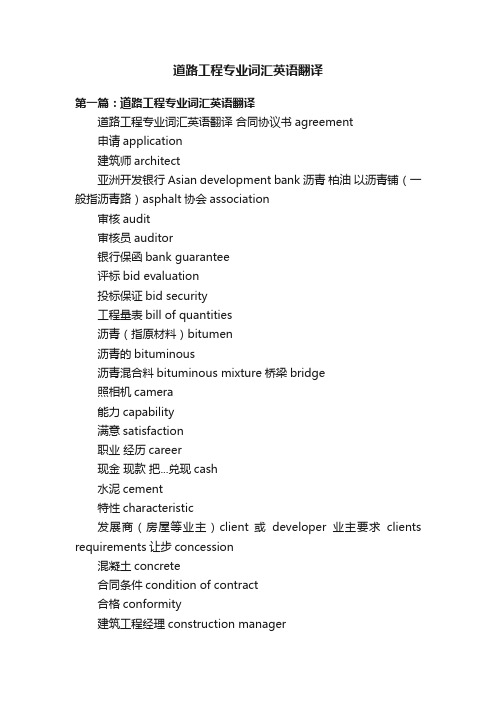
道路工程专业词汇英语翻译第一篇:道路工程专业词汇英语翻译道路工程专业词汇英语翻译合同协议书agreement申请application建筑师architect亚洲开发银行Asian development bank沥青柏油以沥青铺(一般指沥青路)asphalt协会association审核audit审核员auditor银行保函bank guarantee评标bid evaluation投标保证bid security工程量表bill of quantities沥青(指原材料)bitumen沥青的bituminous沥青混合料bituminous mixture桥梁bridge照相机camera能力capability满意satisfaction职业经历career现金现款把...兑现cash水泥cement特性characteristic发展商(房屋等业主)client 或developer业主要求clients requirements让步concession混凝土concrete合同条件condition of contract合格conformity建筑工程经理construction manager构造物建造构成制造construct施工(名)construction咨询工程师consulting engineer咨询公司consulting firm 或consultants建筑经济学contraction economics承包商contractor纠正措施corrective action费用成本花费cost单位成本cost per unit成本计划cost plan信誉信用贷款credit习惯,惯例custom缺陷defect赤字不足额deficit确定,决定definition设备仪器装置device柴油diesel-oil公文文件证件document文件document图纸drawings工资收入利润earning效率efficiency雇佣使用利用employ职业租用受雇employment工程工程学engineering环境environment评定evaluation(名)试验检验(不)进行试验experiment现场检测field test职能,函数,职务function砂砾碎石砂砾层gravel公路干道highway 公路工程highway engineering关税税款税impost信息information基础设施infrastructure检查(名)检验inspection检验inspection检查员inspector学会institute投标者须知instruction to bidders股息股份兴趣interest投标邀请书invitation for bids项目条款item试验室laboratory劳动者劳工辅助工laborer石灰lime名册目录列举list 表总价合同lump sum contract碎石路碎石路macadam经理manager人力劳动力人力资源manpower绘图制图mapping材料material测量设备measuring equipment测量控制measurement control测量(名)measuring提到说起表扬mention计量的metrological分承包商nominated contractor不合格nonconformity保价offer组织机构团体organization组织结构organizational structure欠债owe业主owner(北美用)、employer(英语国用)路面pavement 铺路工人paver支付保函payment guarantee汽油petrol照片给。
4M(变更点)管理基准-精选文档
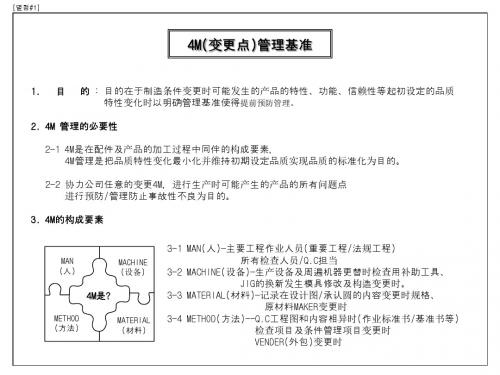
MAN (人)
MACHINE (设备)
4M是?
METHOD (方法) MATERIAL (材料)
4. 业务 FLOW
发生4M变更点 内容
-.发生4M变更点时制作申报书 (另附#1) 向品质管理部申报。(协力司) -.对协力公司申报的内容登记管理 -.树立对变更内容的审核 在变更点历履帐本里。(IQC) 日程后进行。(IQC) -.对于申报变更点的产品第一次 入库时把 `变更初物` STICKER 贴在BOX上 -.试验变更点适用时重点审核如下事项 并在检查成绩书里记载 *根据检查规格及信赖性项目进行审核, 详细内容之后纳品。 并必要时追加项目。 (配件企业) *规格及 BUYER承认关系抵触与否。 -.对申报变更点的初品 -.对4M变更点审核内容把复印件 重点实施管理检查。(IQC) 向有关部门及配件企业发送。(IQC)
5. 事后管理 未申报变更点时IQC检查不但不合格对于由此产生的所有损失费用由提供原因处进行赔偿处理 (司内工程及司外因 CLAIM发生的所有损失) 6. 变更初物 STICKER式样
设计 工程 模具 其他
3cm
变 更 初 物
生产日期:20
10cm
底料白色,其他小字黑色 变更初4M变更点
审核4M变更点/ 通报承认与否
入库及检查
-.申报对象企业: -.发生变更点时提供的试料数如下; 向本公司纳品的所有企业 1)注塑物:各 CAV` 2SHORT -.申报内容: 2)RUBBER: 各 CAV` 1SHORT 以4M变更为基本 3)PCB: 各 CAV` 1SHORT 4)其它: 各 10EA *试料提供日程为量产前 D-10前邀请承认 -.发生变更点时添附材料 1)变更点申报书 2)作业标准书(新开发MODEL/作业条件变更时) 3)物性表(材料变更时) 4)本身审核书(注塑物: 型合/构造/外观 RUBBER: 动作力/恢复力/型合/外观)
4M变更管理培训
COST: $23,000
如果我们不管理4M变更会怎样?
Bad 坏
Good 好
Airflow inside the oven : facts
Stop scrap
Before 1
After
improvement action
1
wa2 rehouse parts
Modification Committee, which decides:
coating oven 但没有4M变更的内部交流或4M变更的验证计划
-此变更是否能被执行 - 4M 报价
- 如何验证变更
There was no internal communication or
-Whether or not to implement the change.
更
Process changes must be communicated to, &
Process Engineer made a change to reduce
managed by, the Technical Committee or
scrap from pollution inside the powder-
➢ 预防性维护的频率
4M变更的例子: Man (人)
➢ 劳动人员的重大变化 ➢ 员工罢工或者使用到临时工 ➢ 增加一个新的生产班次
➢ 一个在该工位被认可为‘I’ 级的工人开始在该工位工作(可能有 其它工位的工作经验,但是没有该工位的)
➢ Change from one operator per workstation to ‘Operators in Motion’
4M Change Check Sheet C

◇対象部件名:◇部件编号 :◇类别:机构、 电气、 半导体◇变更理由 :设计变更、VA、降低成本、不良对策、增产、减产、新设备导入、设备废弃、新工厂追加、 工厂统合,废弃、遵守环境相关规定、遵守法规、供应商状况(包括二次供应商及以下)、企业状况、 企业合并、收买企业、地震灾害* 检定的时候,检定申请的手续,请遵照索尼技术手册(STM-1233, STM-0028, STM-0057)。
生产工厂和制造场所的变更和追加(包含一级合作伙伴的外包委托商、部件采购对象) 検定検定検定作业环境(温度、湿度、清洁度、照明等)的变更 自我管理自我管理自我管理2.制造方法和条件生产方法的变更(例:分批生产⇔单元式生产) 申請申請生产线的的变更(A生产线⇔B生产线)或删除 申請申請作业步骤的变更(作业顺序、作业的追加/删除) 申請申請作业标准书的维护 自我管理自我管理轮班的变更 自我管理自我管理作业条件的变更(例:SPM、喷涂条件、焊锡条件等) 申請自我管理程序的变更(NC、钻头) 申請自我管理手动⇔自动化、手工作业⇔夹具化、单轴⇔多轴 検定申請变更为不同的设备(冲压机、成型机等) 申請自我管理相同类型设备的追加 申請自我管理发生设备的故障时、恢复时 自我管理自我管理维修频次、方法的变更、进行维修时 自我管理自我管理设备的追加、变更、废除、修理、改造外围设备 例:取出机、校平器、料斗、材料干燥机加工辅助剂 例:金属加工油、脱模剂等的变更 申請自我管理自我管理夹具的追加、变更、废除、修理、改造 申請自我管理自我管理工具的变更 自我管理自我管理自我管理抽头的变更(轧制⇔切削)検定自我管理自我管理工厂条件工序设备方法和步骤外围设备加工辅助剂夹具有无变更确认表类别机构电气半导体变更内容依照STM-0028自我管理 4M变更确认表自我管理自我管理1.生产场所变更区分注1)注3)注4)注5)3.人制造作业人员作业人员的变更 自我管理自我管理自我管理检查人员检查人员的变更 自我管理自我管理自我管理质量负责人与设计、制造质量相关的质量保证部门负责人的交替 自我管理自我管理自我管理环境管理责任人环境管理责任人的更换申請申請申請4.部件材料材料制造商制造商的追加、变更 検定検定検定图纸、规格书中规定的材料变更 検定検定検定图纸、规格书中尚未规定的材料变更 検定検定検定材料批次材料批次的变更 自我管理自我管理自我管理使用再生材料新材料(原始材料)⇔再生材料、混合比率的变更 検定検定検定采购方法自给⇔发给 自我管理自我管理自我管理保管和保存环境静电、湿度、温度、照明、气体、防尘等的环境变更自我管理自我管理自我管理5.部件构造图纸、规格书中规定的构造变更 検定検定検定图纸、规格书中尚未规定的构造变更検定検定検定6.模具 (不是因式样变更而进行的模具变更)镶块、销追加、浇口方式/位置、弯管接头的追加、删除、形状变更、流道形状变更焊接、外观面的磨光、发生故障后生产恢复时 申請自我管理自我管理维修方法(频次、步骤等)的变更 自我管理自我管理自我管理增加或更新模具增加或更新模具时 検定自我管理自我管理7.接合(焊接、熔敷、粘结、铆接、推压、压接、螺丝紧固的变更)加工条件转速、温度、时间、干燥条件等的变更 申請自我管理自我管理加工方法冲压铆接⇔自旋铆接等的变更 検定申請自我管理接合剂粘结剂(一液⇔二液)等的变更 検定検定検定8.表面处理处理条件烧接、电沉积、干燥/化成、封孔时间/温度等的变更 検定申請自我管理处理设备例:连续⇔间歇、机器人⇔手工吹 検定申請自我管理处理材料溶剂、涂料、电镀液、箔、硬化剂、墨水等的变更 検定検定検定9.洗浄和脱脂条件洗浄循环、洗浄液、间歇数量的变更 申請自我管理自我管理设备洗浄机的变更 申請自我管理自我管理洗浄剂和脱脂剂洗浄剂和脱脂剂的变更申請自我管理自我管理模具修正、故障、修理 検定自我管理申請规格规格注6)注6)注7)注6) 注7) 注8) 注9) 交货对象为索尼时,向采购本部 采购业务推进部门 采购涉外部申请。
bom_check

主料没有,采购要求修改ERP
主料没有,采购要求修改ERP
1203-004837为替代料,PAS登录时
2203-005929、3708-002451为替代
3708-002282为3708-002157替代料
均为替代料,PAS登录时主料和替
PAS登录错误 LJ13-01774C为LJ13-01774A替代料
PAS登录错误 LJ13-01774C为LJ13-01774A替代料 PAS登录错误 PAS登录错误 PAS登录错误 PAS登录错误 PAS登录错误
LJ94-02137P 1203-004837 LJ94-02289G 2203-005929 LJ94-02289G LJ94-02290G LJ94-02290G LJ94-02362L LJ94-02495J LJ94-02495J LJ94-02495P LJ94-02503M LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02641D LJ94-02689M LJ94-02689X LJ94-02716F LJ94-02756G LJ94-02785F LJ94-02885J LJ94-02958T LJ94-03055E LJ94-03115C LJ94-03175J LJ94-03255J LJ94-03255J LJ94-03897K LJ94-16081D LJ94-16081D LJ94-16081D LJ94-16086A LJ94-16086B LJ94-16086D LJ94-16087A LJ94-16087B LJ94-16087D LJ94-16097E LJ94-16097E LJ94-16097E LJ94-16537A LJ94-16537D 3708-002451 2203-005929 3708-002451 3708-002157 0202-001542 1201-002601 1201-002601 LJ13-01774C 0401-001117H 0402-001480H 2203-000189H 2203-000888H 2203-000972H 2203-005065H 2203-005148H 2203-005588H 2203-005819H 2203-006348H 2203-006561H 2203-007140H 2503-001061H 2703-002438H 3711-006248H 0202-001542 LJ13-01774C 0202-001542 3710-002576 0202-001542 0202-001542 0202-001542 1003-002260 LJ63-08709A 0501-002643 1003-002260 1201-002980 1203-004732 0505-002480 0505-002485 2409-001223 2203-005826 2203-005826 0202-001542 2203-005826 2203-005826 0202-001542 0505-002480 0505-002485 2409-001223 3708-002157 3708-002157
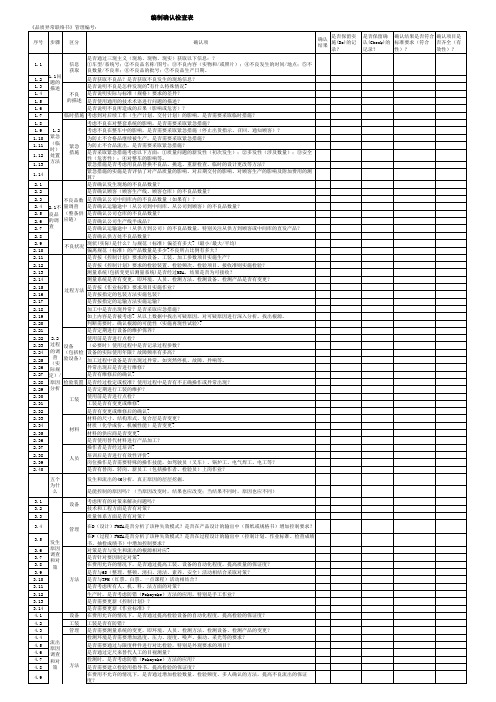
(精益改善)4M确认检查表
对策
对于产品不良至少确认3个批次(包括3个批次)的产品后,方可给出确认结论。
有效 确认地点 顾客处不良是否在顾客处进行效果验证?
性的 关联性 是否在解决一个问题时,产生另一个问题? 确认 重复性 对策实施后是否有不良再次发生?
是否建立可衡量的对策评价方法?
是否确认再发生的可能性?
6.1展 开应
用
人员间 产品间
的调 (包括检 设备的实际使用年限?故障频率有多高?
查 (实
验设备)
加工过程中设备是否出现过异常,如突然停机、故障、异响等。
际规
异常出现后是否进行维修?
定)/
是否有维修后的确认?
原因 检验装置 是否经过检定或校准?使用过程中是否有不正确操作或异常出现?
分析
是否定期进行工装的维护?
工装 使用前是否进行点检? 工装是否有变更或维修?
是否有变更或维修后的确认?
材料的尺寸、结构形式、复合层是否变更?
材料 材质(化学成份、机械性能)是否变更? 材料的供应商是否变更?
是否使用替代材料进行产品加工?
操作者是否经过培训?
人员 培训后是否进行有效性评价? 岗位操作是否需要特殊的操作技能,如驾驶员(叉车)、锅炉工、电气焊工、电工等?
是否有替岗、转岗、新员工(包括操作者、检验员)上岗作业?
紧急措施的实施是否评估了对产品质量的影响、对后期交付的影响、对顾客生产的影响及附加费用的测 算? 是否确认发生现场的不良品数量?
是否确认顾客(顾客生产线、顾客仓库)的不良品数量?
不良品数 是否确认公司中间库内的不良品数量(如果有)?
2.1不 量调查 是否确认运输途中(从公司到中间库、从公司到顾客)的不良品数量?
五个 为什
CHECK SHEET 表格
作业者,检验员 型合 确认 尺寸A部 最大 最小
作业者,检验员 尺寸B部 最大 最小 外观 判定
型合
型合判定 备注
综合判定
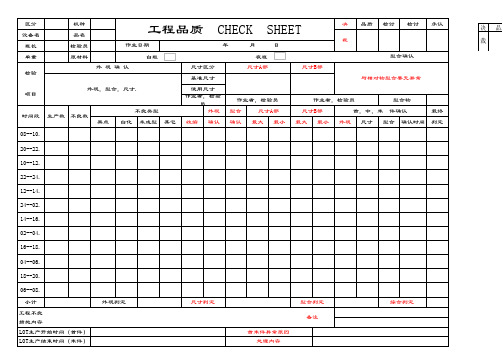
措施内容 LOT生产开始时间(首件) LOT生产结束时间(末件) 首末件异常原因 处理内容
决 裁
品质
检讨
检讨
承认
区分 设备名 班长 单重 检验
机种
决
品质
检讨
检讨
承认
工程品质
品名 检验员 原材料 外 观 确 认 作业日期 白班 尺寸区分 基准尺寸 外观,型合,尺寸. 项目 使用尺寸
CHECK
年 月
SHEET
裁 日 型合确认 尺寸B部 与相对物型合要无异常 夜班
尺寸A部
作业者,检验员 不良类型 时间段 生产数 不良数 黑点 08--10. 20--22. 10--12. 22--24. 12--14. 24--02. 14--16. 02--04. 16--18. 04--06. 18--20. 06--08. 小计 工程不良 外观判定 尺寸判定 白化 未成型 其它 收缩 确认 外观
CibseGuideCPipeSizingSpreadsheet
Cibse Guide C Pipe Sizing SpreadsheetIf searched for a book Cibse guide c pipe sizing spreadsheet in pdf format, in that case you come on to loyal site. We present utter option of this ebook in PDF, doc, DjVu, txt, ePub formats. You can reading Cibse guide c pipe sizing spreadsheet online or download. Therewith, on our site you may reading the instructions and different art eBooks online, either download theirs. We wish draw your attention what our website does not store the book itself, but we grant link to website whereat you can download or read online. If want to downloading Cibse guide c pipe sizing spreadsheet pdf, then you have come on to the correct site. We own Cibse guide c pipe sizing spreadsheet DjVu, doc, PDF, txt, ePub formats. We will be happy if you will be back us anew.cibse guide pipe sizing - Cibse Guide Pipe Sizing Cibse Pipe Sizing | Tricia Joy Pipe Sizing for Hot and Cold Example calculations for ventilation sizing for dwellings 83 Seecibse -- guide c - reference data - techstreet - Such a spreadsheet is provided on CIBSE Guide C: 2007 Pipe and Duct Sizing Browse related products from Chartered Institution of Building Services Engineers.cibse guide c pipe sizing tables - Cibse Guide C Pipe Sizing Tables Chilled Water Pipe Sizing Chart Cibse Guide compiled pdf, doc Compiled Documents for Chilled Water Pipe Sizing Chart Cibse Guide .pipe size chart - benjamin steel co - Pipe Size Chart Nominal: O.D. Schedule Number: Pipe Size: inches : 10. 20. 30. 40. 60. 80. 100. 120. 140. 160. XXH. 1/8".405" Wall Thick. 0.049 : 0.057: 0.068 : 0.095free pipe sizing program - hvac/r engineering - - Free pipe sizing program Free U said u used CIBSE'S guide to create of appliances and how to use it to obtain pipe losses, because the guide is not verycarbon steel pipe size chart based on ansi b36.10 - CARBON STEEL PIPE SIZE CHART Pipe Sizes, Diameters, Wall Thickness, Medical Pipe Marking Guide. CGA C-9 standards and pipe labels in medical facilities.cibse guide pipe sizing table | tricia joy - Strata 3 for pdf. Low loss header sizing guide The table below is for reference purposes tube diameters detailed below refer to steel pipe and are calculatedcibse guide c pipe sizing - Cibse Gas Sizing Tables Documents > New updated files for cibse gas sizing tables; such as CIBSE Guide C, Section 4, Social Security and Chartereddownload cibse guide c videos - - Jun 23, 2011 how to download CIBSE Guide C: Reference Data pda where to download CIBSE Guide C: Reference Data free ebook ipad CIBSE Guide C: Reference Data. Read more.cibse :: heating - CIBSE Guide F Energy fluids in pipes and ducts could be found in CIBSE Guide and inform the sizing of the heating system. CIBSE Guide Acibse guide c pipe sizing spreadsheet - Cibse Guide C Pipe Sizing Spreadsheet Only after reading the document Cibse guide c pipe sizing spreadsheet 1567958C you have no more questions torments you beforechartered institution of building services - The Chartered Institution of Building Services Engineers (CIBSE) is the prime source of expertise in the Building Services industry.cpd - august 11: airflow pressure drop in hvac ductwork - This static pressure happens to be positive relative to the air outside the pipe (the atmospheric pressure CIBSE Guide C 2007 or from sizing diagrams (inwater distribution pipe sizing | tower or chilled - Use this chart to select the proper pipe size for your water distribution system. To view a larger water distribution pipe sizing chart, click here.duct sizing guide using ductulator - free ebooks - Cibse Guide C Pipe Sizing Spreadsheet Cibse Guide C Pipe Sizingcibse guide m maintenance engineering and - Cibse Guide C Pipe Sizing 12. Cibse Guide C Reference Data 13. Cibse Lighting Guide Industrial 14. Cibse Lighting Lux Levels Guide 15. Cibse Guide Fire Fightingcibse gas sizing tables documents > - New updated files for cibse gas sizing tables; buildings should be designed to Appendix H or CIBSE guide Chartered Institution of Building Services Engineersmercedes manual w204 - Apr 22, 2012 Download manual guide of Mercedes C230 W204 Pdf Manual Download in pdf Download Cibse guide c pipe sizing spreadsheet.pdfcibse guide c pipe sizing spreadsheet - books - The spreadsheet calculator now has Heat of the pipe bursting? supplementary details from the CIBSE Environmental Design Guide A or the methevacomp pipe sizing - mechanical engineering - Hevacomp pipe sizing typical ordinary WHB or Sink outlets. this pressure drop may reach up to 22000pa/m at branches.I am a bit confused as CIBSE GUIDE C sayscibse guide c pipe sizing - manuals online - PIPEWORK SIZING: It is essential to Domestic Heating Design Guide published in accordance with CIBSE, HHIC, HVCA, Copper Pipe Diameter (mm) 11 t C 20cibse guide c pipe sizing - Cibse Guide C Pipe Sizing Volume 34 download film, 03328, http: vgdjpekvn Blog. Igg. Com for free download. Oyxyn, http: ngrjcqn Blog. Igg. Com CIBSE Guide Ccibse -- guide c - reference data - Includes CD-Rom: CIBSE Guide C: 2007 Pipe and Duct Sizing Spreadsheets. Browse related products from Chartered Institution of Building Services Engineers.hevacomp pipe sizing - eng-tips engineering forums - sometimes when I do cold water pipe sizing , I observe the only difference is pressure drop value between CIBSE guide and Hevacomp pipe sizingcibse pipe sizing v2 2 | anand sontakke - - Input Data CIBSE GUIDE C4: Flow of Fluids in Pipes and Ducts Pipe Sizing Tables Release 2.2 2007 CIBSE CIBSE Pipe Sizing V2 2. Uploaded by Anand Sontakke. 9cibse - chartered institution of building - The Chartered Institution of Building Services Engineers (CIBSE) is the prime source of expertise in the Building Services industry.water flow rate for pipe sizes with excel spreadsheetslow - Water flow rate for pipe of different diameters The Excel formulas then calculate water flow rates for the entered pipe sizes and lengths. The spreadsheet shownmaintaining effective operational pressures - - When undertaking pipe sizing and pressure loss (CIBSE Guide C 2007 provides pressure drop data in a simple spreadsheet unlike previous editions that hadpipe sizing / flowrate calculation spreadsheet - - Pipe Sizing / Flowrate Calculation The attached spreadsheet is designed to help answer the frequently asked questions "What size pipe shouldcibse pipe sizing v2 - scribd - Input Data. CIBSE GUIDE C4: Flow of Fluids in Pipes and Ducts Pipe Sizing Tables Release 2 2007 CIBSE SELECTION CRITERIA Pipe material: Water temperature: Glycol - Pipe Surface Roughness (CIBSE C4.7) Pressure Drop / m pa / m ..but as a general guide 10 is used DUCT Sizing Calc Spreadsheet assumes steel ductpipeline design - Correction factors for water at 150 C Nominal pipe size mm inches 1 Fig. 5.13 Extract from CIBSE Guide Table C4.5. Nominal pipe size mm 10 15 20 25 32 40 50 65cibse - cibse guide c: reference data 2007 - CIBSE Guide C was comprehensively updated Such a spreadsheet is provided on the CD the PIPE SIZING and DUCT SIZING SPREADSHEETS previously available oncibse pipe sizing spreadsheet - free ebooks - Cost Accounting 5th Edition Solution Manual Cost Accounting 5th Edition Solution Manual Download Cibse guide c pipe sizing spreadsheet.pdf Download Yamaha 703cibse guide c: reference data - - CIBSE Guide C: Reference Data. Guide C: water and steam, on heat transfer, the flow of fluids in pipes and ducts, and fuels and combustion,Related PDFs:honda jazz 250 manual, essential client server survival guide ppt, weider weight bench exercise guide, user manual cx500 honda, harcourt interventions teachers guide, isuzu 3kr1 manual, mathematical modeling third edition solutions manual, volvo 440 user manual, colorqube 8870 service manual, 99 voyager manual, texas telecommmunicator study guide, john deere 6068hf 285 manual 2016, student unit guide strategies for success, 1997 honda xr100r manual, revit mep 2015 user manual, 1977 cadillac seville service manual, 325 polaris quad manual, sullair compressor 375 cfm troubleshooting manual, mitsubishi expo automatic transmission manual, 87 honda prelude chilton repair manual, owners manual chateau camper, toyota corolla 2013 manual, megane 1 coupe manual, 2011 ford expedition service manual, magic tree house research guide american revolution, thermo king thermoguard controller manual, owners manual for dodge grand caravan 2016, 1970 yamaha enduro 125 manual, manual yamaha motor a2, haynes manual for 2016 hyundai elantra, woza albert study guide, case 8460 baler manual, elements of ecology lab manual answer key, stannah 400 installation manual, physical therapy course content manual, little league baseball operating manual 2013, 2008 softail service manual, suzuki shogun r 125 engine manual, 1987 ford f150 service manual, service manual suzuki vinson 500。
重量为4的冲突可避码的构造方法
6m+1的乘法循环群,有
,并且具有轮换性
质,即
。如果
,那么对应的
。这样,每一个码字的差集
就
一定是正交的,有码字
。
2.串行算法求解
串行算法是最基本的实现方法,其核心是先通过定义找到 的
本原元,然后用本原元的三次方作为生成元求出所有的码字,如图
2所示。
•5•
ELECTRONICS WORLD・探索与观察
图2 串行程序框图 3.并行算法求解 这里利用OpenMP实现,利用编译指导语句parallel for循环并 行化,其并行原理是采用工作分配的执行方式,将循环所需的总工 作量按照实际情况差异化分配。针对所有长度的循环进行并行,开 始时循环进行的快,每一个循环并行块就大一些;后来循环进行的 就比较慢了,循环并行快就小一些。减少了线程访问任务队列的时 间。由于是针对循环进行分配,所以变量对每一个线程都是私有 的,所以不需要专门使用private规避数据竞争,但是在写入文件的 部分需要建立临界区,避免写入时的竞争,导致输出结果紊乱。 OpenMP线程调用如:
二、重量为4最优冲突可避码
1.以等差冲突可避码为例理论分析
4M变更检查确认表
人员变更的管 ·上述所有变更的评审实施为一级供应商责任(含次级供应商)
理水平
·针对作业员实施了个人岗位履历管理(含次级供应商) ·辅料(产品开发阶段试验中性能试验已完成的除外)的成分变更
(清洗剂、脱脂剂等)在管理对象范围内 ·辅料(产品开发阶试验中性能试验已完成的除外)的制造厂商变更
在管理对象范围内
物
材料变更的管 理对象
·辅料(产品开发阶试验中性能试验已完成的除外)的制造厂商生产 场所变更在管理对象范围内
主要考虑 温度、湿
供应商基准书与ANPQP内 指导方针有向TierN展 容相符,具备一致性 开并落实到基准文件
= 7.7×(/70)
机
ANPQP有要求, 首先供方确认有 没有规定体制,
法
-
2
日常有确认自岗位有无 变更、变化点。
-
·通过4M变更申请的抽查进行符合性确认
理一元表随机抽取一些检验尺 寸进行检测,看结果是否和供 方记录的结果符合
品保部对变更后产品确认那些
-
8
品质管理部门对产品的 妥当性进行了确认。
受影响的管理特性有 得到确认
= 7.7×(-/5)
-
-
-
-
9
变更、变化点的确认结 果均有记录。
有合格与否的判定 出现NG时的处理也有 记录在案
= 7.7×(-/1)
-
10
变更、变化点的确认结 果有向直属领导及相关
有向直属领导报告
= 7.7×(-/2)
- -
由于变更、变化点而产 11 生不良时,能在公司内
部锁定不良件。
出货前已完成确认
12
由变更、变化点产生的 部门在保存管控记录。
具备可检索状态
09-SAMSS-035 Aluminum-Pigmented Alkyd (APCS-4)
Materials System Specification09-SAMSS-035 28 February, 2001 Aluminum-Pigmented AlkydCoating System (APCS-4)Paints And Coatings Standards Committee MembersBarouky, F.F., ChairmanAl-Hammad, B.S.Al-Homayed, M.A.Al-Khashram, M.S.Al-Nujaim, S.A.Suller, A.A.Saudi Aramco DeskTop StandardsTable of Contents1 Scope (2)2 Conflicts and Deviations (2)3 References (3)4 General Requirements (4)5 Qualification Tests and Requirements (4)6 Packaging Requirements (7)Previous Issue: 28 February, 1998 Next Planned Update: 1 March, 2004Next Planned Update: 1 March, 2004 Alkyd Coating System (APCS-4) 1 ScopeThis Specification establishes the requirements for qualifying individual coating products for use in Saudi Aramco's approved protective coating system APCS-4. It shall be used when any of the following situations occur:1.1 Initial Product ApprovalThis specification shall be given to coating manufacturers, or other vendors of coatingproducts, that wish to obtain initial approval for products that have not previously beenqualified for use by Saudi Aramco.1.2 Purchase Requisitions/Purchase OrdersThis specification shall be attached to Purchase Requisitions or Purchase Orders when thosedocuments address the procurement of coating products that have not been previouslyqualified for use by Saudi Aramco.This specification does not apply and should not be included with Purchase orders orrequisitions for coating products that have been previously qualified per this specification.This specification should also not be included with purchase orders or requisitions for coateditems or equipment when a Saudi Aramco approved protective coating system has beenspecified.1.3 Periodic Product Compliance ChecksThis specification may be used for periodic product compliance checks on previouslyapproved coatings. It shall be given to the organization conducting the compliance tests.2 Conflicts and Deviations2.1 Any conflicts between this specification and other applicable Saudi Aramco MaterialsSystem Specifications (SAMSSs), Engineering Standards (SAESs), Standard Drawings(SASDs), or industry standards, codes, and forms shall be resolved in writing by theCompany or Buyer Representative through the Manager, Consulting Services Department ofSaudi Aramco, Dhahran.2.2 Direct all requests to deviate from this specification in writing to the Company or BuyerRepresentative, who shall follow internal company procedure SAEP-302 and forward suchrequests to the Manager, Consulting Services Department of Saudi Aramco, Dhahran.3 ReferencesThe selection of material and equipment, and the design, construction, maintenance, and repair of equipment and facilities covered by this specification shall comply with the latest edition of the references listed below, unless otherwise noted.a) The date of the Purchase Order.b) The date testing is begun when there is no Purchase order.Next Planned Update: 1 March, 2004 Alkyd Coating System (APCS-4)3.1 Saudi Aramco ReferencesSaudi Aramco Engineering ProcedureSAEP-302 Instructions for Obtaining a Waiver of a Mandatory SaudiAramco Engineering RequirementSaudi Aramco Engineering StandardSAES-H-101 Approved Protective Coating Systems,APCS-4 Aluminum-Pigmented Alkyd CoatingSaudi Aramco Materials System Specification09-SAMSS-060 Packaging Requirements for Coatings3.2 Industry Codes and StandardsAmerican Society for Testing and MaterialsASTM A36 Carbon Structural SteelASTM B117 Operating Salt Spray (Fog) ApparatusASTM D610 Evaluating Degree of Rusting on Painted Steel SurfacesASTM D660 Evaluating Degree of Checking of Exterior PaintsASTM D661 Evaluating Degree of Cracking of Exterior PaintsASTM D714 Evaluating Degree of Blistering of PaintsASTM D1640 Drying, Curing or Film Formation of Organic Coatings atRoom TemperatureASTM D1654Corrosive EnvironmentsASTM D1849 Package Stability of PaintThe Society for Protective CoatingsSP6 Commercial Blast CleaningPA2 Measurement of Dry Paint Thickness with MagneticGagesVis 1 Pictorial Surface Preparation Standards for PaintingSteel StructuresSwedish Standards InstituteSIS 05 5900 Sa 2 Thorough Blast Cleaning4 General Requirements4.1 For purposes of this specification the Buyer's Representative shall be the ResponsibleStandardization Agency (RSA).Next Planned Update: 1 March, 2004 Alkyd Coating System (APCS-4)4.2 In order to qualify a coating system as acceptable under this specification, the coatingsupplier shall submit a certified test report documenting that the proposed coating systemmeets the qualification tests and requirements of this SAMSS. Preparation and testing shallbe performed and/or witnessed by an independent laboratory or inspection agency. Thisreport shall be submitted to the Saudi Aramco RSA for review. The RSA shall decide if thedata presented by the Supplier satisfies all the requirements.4.3 All initial product qualification tests shall be carried out at no cost to Saudi Aramco.5 Qualification Tests and Requirements5.1 Physical Property Tests5.1.1 Package Stability of PaintPackage stability shall be determined separately for the primer and the topcoat.When stored at 52 + 1°C for 6 months in accordance with ASTM D1849, thesample(s) shall meet the following requirements:a. Weight Loss - 0b. Skinning, Pressure or Corrosion, - 10c. Settling - 6 or betterd. Grains, lumps, or streaks - 8 or better5.1.2 Spray PropertiesSpray properties shall be determined separately for the primer and the topcoat. Theprimer shall be spray applied to a vertical surface at the wet film thicknesscorresponding to a dry film thickness between 40 and 50 microns. The topcoat shallbe spray applied to a separate vertical surface at the wet film thickness correspondingto a dry film thickness between 25 and 40 microns. The freshly sprayed coatingsshall show no tendency to orange peel, sag, creep or run.5.1.3 Brushing PropertiesBrushing properties shall be determined separately for the primer and the topcoat.Each coating shall be brush applied to a vertical surface. The freshly appliedcoatings shall brush easily, possess good leveling properties, provide uniformcoverage and good hiding, and show no running or sagging tendencies.5.1.4 Drying TimesWhen tested in accordance with ASTM D1640, the dry times is shown in Table 1.Table 1 - Drying TimesNext Planned Update: 1 March, 2004 Alkyd Coating System (APCS-4)5.2 Performance Tests5.2.1 Steel Panel Preparation5.2.1.1 Test panels shall be ASTM A36 hot rolled Steel approximately 100 mmX 150 mm. Prior to preparing the surface, the condition of the test panelshall be equivalent to SSPC-Guide to Vis 1 Rust Grade A, Adherent MillScale. The minimum thickness of the test panel shall be 5 mm.5.2.1.2 The Test panels shall be abrasive blast cleaned to a commercial degree ofcleanliness as defined by SSPC-SP6 and SIS 05 5900 Sa 2.5.2.2 Coating Application5.2.2.1film thickness shall be measured and recorded in accordanceSSPC-PA2.5.2.2.2 After allowing the primer to cure for the minimum amount of timerecommended by the Vendor before overcoating, the topcoat shall bemixed, applied, and cured in strict accordance with the Vendor'srecommendations. The topcoat shall be applied in one or more coats at amaximum dry film thickness of 40 microns. The final dry film thicknessof the primer and topcoat shall be a minimum of 125 microns and amaximum of 180 microns. Dry film thickness shall be measured inaccordance with SSPC-PA2.5.2.3 Coating Compatibilityevidence of wrinkling, blistering, lifting, or other signs of incompatibility.5.2.4 AdhesionPrepare two panels in accordance with 5.2.1 and apply the complete coating systemin accordance with 5.2.2. Allow these panels to completely cure in accordance withthe dry through times in section 5.1.4. Score a line through to the metal across thewidth of the film using a sharp pointed knife. The film shall then be tapedperpendicular to and across the score line with water resistant, pressure sensitive, 2Next Planned Update: 1 March, 2004 Alkyd Coating System (APCS-4) mm wide, adhesive tape. The tape shall be pressed in firm contact with the film andshall extend approximately 25 mm on each side of the score line. Allowapproximately ten seconds for the test area to return to room temperature. Grasp afree end of the tape and at a rapid speed, strip it from the specimen by pulling the tapeback upon itself at 180 degrees. No more than 1.5 mm of paint shall be removedfrom the primer and/or the metal on either side of the score line.5.2.5 Aged OvercoatingTwo panels shall be prepared in accordance with 5.2.1 and primed in accordancewith 5.2.2.1. After the panels have completely cured in accordance with the drythrough times in section 5.1.4 they shall be placed in an oven for seven days at 82 +2°C. The panels shall then be removed from the oven and allowed to condition inlaboratory environment for 24 hours. The topcoat(s) shall then be applied inaccordance with 5.2.2.2. Adhesion tests shall be performed per paragraph 5.2.4. Nomore than 1.5 mm of topcoat shall be removed from either side of the score line.5.2.6 Salt Fog PerformancePrepare two panels in accordance with 5.2.1 and apply the complete coating systemin accordance with 5.2.2. Scribe the fully cured coating system in accordance withASTM D1654 and expose in a salt fog cabinet in accordance with ASTM B117, SaltSpray (Fog) Testing. This procedure shall be continued until the test panels areexposed for 500 hours in the salt fog cabinet. At the conclusion of the test, thecoating shall be evaluated for and shall meet the Table 2 criteria.Table 2 - Salt Spray (Fog) Testing6 Packaging RequirementsCoatings shall be packaged in accordance with 09-SAMSS-060.Next Planned Update: 1 March, 2004 Alkyd Coating System (APCS-4)Revision Summary28 February, 2001 Revised the "Next Planned Update". Reaffirmed the contents of the document, andreissued with minor changes.。
SQM内容介绍
分 析
SQM 1期 (定着/稳定化阶段)
2.1.2 工程的定义及情报的收集 2.1.2.1工程的定义 工程是指投入某些材料,使用某些设备,制造某些产品的过程. MAIN(主要)工程:即工段.指从投入材料到最终产品出荷,以最大能力区分的大单 位 工程,生产同样品种的情况是成为标准化的对象.并且根据全社标准区分 例) 显像管制造-原仓,MASK加工, MASK焊接,BM,SRY,调和,蒸铝成,F加工,封接, 封口,排气,AGING,外装/BANDING,终检,BARE包装,COAING,ITC,成品库 SUB(个别)工程:即工序是指MAIN工程内以机能为区分的中单位工程,也是被称为标准 化的对象, 且根据全社标准区分(但顺序有可能各工厂有所不同)例) 显像管制造”MASK加工”内的SUB工程:退火,脱脂,黒化等 POSITIOIN(工位):是指SUB工程内以机能为区分的小单位工程,各事业工场,按现场使 用的名称来排列 例) BM-清洗-纯水清洗,氢氟酸清洗,市水清洗. ◐.为有关工程的INPUT/OUTPUT分析的使用,细分工程.比在全工程上找出原因,区分 几个细部工程,在各个工程上找出原因更方便
等)
◎1998年推广到所有的制造及销售、采购等间接部门 ◎1997年在深圳三星SDI引入SQM
4-37
标准的定义
为确保对相关人员的利益或便利,谋求公正性,统一化、简单化为 最终目的所设定的基准
1. 标准的目的
1)品质稳定的确保 ①.影响品质稳定的因素是偏差(散布) ②.偏差(散布)的原因可在4M里查找 (1)人 (2)设备 (3)材料 (4)方法 动作的变化 可动状态的变化 供应商的4M管理 作业顺序、方法的变化
NQC工程图的编号
X事业场区分 (例:深圳-Z 天津-T) X管理项目区分(例:重点-W5 基本- W4 散步--W6)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11.出货检查
检查项目 方法
检查项目的删除或无检查化 抽样方式、检查要点数、检查倍率的变更
检查装置和夹具 出货检查场所
变更、改造、故障恢复 追加、变更
申请 申请 检定 检定 检定 申请 申请 * * *
* 申请 检定 检定 检定 申请 申请 * * *
* 申请 检定 检定 检定 申请 申请 * * *
(印刷配线板4M变更 判断手册)』。另外,“申请/*”对应项目的判断,应向相关对象事业部进行确认。
注9)在和合作伙伴达成一致意见后制定检查基准,制造条件等内容,对此内容进行变更时需要进行[申请]。 注10)1. 对使用索尼交付的夹具进行的检查,作业进行变更时,需要进行[申请]。 2. 在和合作伙伴达成一致意见后规定检查装置和夹具,对此工具进行变更时需要进行[申请]。
*
检定/申请
* * * *
检定/申请 检定/申请
5.部件构造
规格
图纸、规格书中规定的构造变更 图纸、规格书中尚未规定的构造变更
6.模具 (不是因式样变更而进行的模具变更)
镶块、销追加、浇口方式/位置、弯管接头的追加、
模具修正、故障、修理 维修 增加或更新模具 加工条件 加工方法 加工设备 接合剂
删除、形状变更、流道形状变更 焊接、外观面的磨光、发生故障后生产恢复时 维修频次、方法的变更、进行维修时 增加或更新模具时
13.仓库
场所 保管和保存环境
注1)类别区分:
机构部件 2-OOO-OOO-OO 注5) 3-OOO-OOO-OO 4-OOO-OOO-OO
7-OOO-OOO-OO
场所的变更、业者的变更 静电、湿度、温度、照明、气体、防尘等的环境变更
电气部件 1-OOO-OOO-OO
7-OOO-OOO-OO
半导体
索尼部件编号
工厂
注 6) 2.制造方法和条件
有无变更 确认表
类别 机构 电气
注1)
半导体
注4)
PWB
注3)
変更管理区分
生产工厂和制造场所的变更和追(包含一级合作伙伴的外包委托商、部件采购对象) 作业环境(温度、湿度、清洁度、照明等)的变更
注6)
注2)
检定
检定
检定
检定
*
申请 申请 申请 * * 申请 申请 检定 申请 申请 * * * 申请 申请 * 检定 * * *
注3) 印刷线路板的“检定”和“申请”的对应项目的判断应该遵从『PWB 4M Change Judgment Manual 注4) 在日本国内,半导体按照器件变更事前申请系统(ARMS)进行申报。 注5) 与辅助资材7-000-000-00包括 电气类零部件∶电线类,焊锡等 机构类零部件∶粘着材料,胶带,涂装类等。 注6) 涉及影响QC工程表的变更内容,要进行『检定』。 注7)交货对象为索尼时,向采购中心 供应商管理部申请。 E-mail: prg-pm-gpsecretariat@ 注8)模具为索尼资产的情况下应进行“检定”。
检定 申请 * 检定 申请 检定 检定 检定 检定 检定 检定 申请 申请 申请 * * * 申请 申请
申请 * * * 注8) * 申请 申请 检定 申请 申请 检定 * * * * * * * *
* * * * * * * 检定 * * 检定 * * * * * * * *
* * * 申请/* * * * * * *
*
申请 申请 申请 * * * * 申请 * * * * * * * * * * * *
*
*
申请 申请/* 申请 * *
检定/申请
生产方法的变更(例:分批生产⇔单元式生产) 生产线的的变更(A生产线⇔B生产线)或删除
方法和步骤
作业步骤的变更(作业顺序、作业的追加/删除) 作业标准书的维护 轮班的变更
注 (含副资财 ) 5)
X-OOO-OOO-OO A-OOO-OOO-OO
但是,以下的光学部件编号,适用 于机构部件的变更管理区分 1-547-OOO-OO 1-758-OOO-OO 1-788-OOO-OO
6-OOO-OOO-OO 8-OOO-OOO-OO
注2)变更区分:
检定:检定申请 申请:变更申请 *:自我管理
பைடு நூலகம்
溶剂、涂料、电镀液、箔、硬化剂、墨水等的变更
9.洗浄和脱脂
条件 设备 洗浄剂和脱脂剂
洗浄循环、洗浄液、间歇数量的变更 洗浄机的变更 洗浄剂和脱脂剂的变更
申请 申请 申请 申请/* 申请/* 申请 申请/* 申请/*
10.工序内检查
检查项目 方法 检查装置和夹具
检查项目的删除或无检查化 抽样方式、检查要点数、检查倍率的变更 变更、改造、故障恢复、校正时
检定/申请
7.接合(焊接、熔敷、粘结、铆接、推压、压接、螺丝紧固的变更)
转速、温度、时间、干燥条件等的变更 冲压铆接⇔自旋铆接等的变更 手动⇔自动化等的变更 粘结剂(一液⇔二液)等的变更 ⇔ ⇔ 烧接、电沉积、干燥/化成、封孔时间/温度等的变更 例:连续 间歇、机器人 手工吹
8.表面处理
处理条件 处理设备 处理材料
外围设备 加工辅助剂
设备的追加、变更、废除、修理、改造 外围设备 例:取出机、校平器、料斗、材料干燥机 加工辅助剂 例:金属加工油、脱模剂等的变更 夹具的追加、变更、废除、修理、改造
* * * * * * * *
* * * * * * * *
夹具
工具的变更 抽头的变更(轧制⇔切削)
3.人
制造作业人员 检查人员 质量负责人
申请/* 申请 申请 申请 申请 申请 申请 * * *
12.包装规格
内包装(安装用部件) 内包装(安装用部件以外)
防湿包装、卷轴、托盘、贴条的规格变更 内装袋、托盘等规格变更 材料(例:瓦楞纸⇔塑料容器)的变更
散装、单个装、袋装等包装形态的变更、方向性的变更
外包装 包装形态 包装数量 运送方法
相对初期规格的数量变更 运送公司的变更、方法的变更 直接交货→混装
条件
作业条件的变更(例:SPM、喷涂条件、焊锡条件等) 程序的变更(NC、钻头) 手动⇔自动化、手工作业⇔夹具化、单轴⇔多轴 变更为不同的设备(冲压机、成型机等)
根据 STM-0028
申请 申请 申请/* * * *
工序设备
相同类型设备的追加 发生设备的故障时、恢复时 维修频次、方法的变更、进行维修时
进行确认。
申请
检定/申请 检定/申请 检定/申请
4.部件材料
材料制造商 规格 材料批次 使用再生材料 再利用材料 采购方法 保管和保存环境
制造商的追加、变更 图纸、规格书中规定的材料变更 图纸、规格书中尚未规定的材料变更 材料批次的变更 新材料(原始材料)⇔再生材料、混合比率的变更 图纸、规格书中规定的材料变更 图纸、规格书中尚未规定的材料混合比率的变更 自给⇔发给 静电、湿度、温度、照明、气体、防尘等的环境变更
作业人员的变更 检查人员的变更 与设计、制造质量相关的质量保证部门负责人的交替
环境管理责任人
注 7) 环境管理责任人的更换注7)
申请 检定 检定 检定 * 检定 检定 申请 * * 检定 检定
申请 检定 检定 检定 * 检定 检定 * * * 检定 检定
申请 检定 检定 检定 * 检定 检定 * * * 检定 检定
4M变更确认表
◇対象部件名: ◇部件编号 : ◇类别:机构、 电气、 半导体 ◇变更理由 :设计变更、VA、降低成本、不良对策、增产、减产、新设备导入、设备废弃、新工厂追加、 工厂统合,废弃、遵守环境相关规定、遵守法规、供应商状况(包括二次供应商及以下)、企业状况、 企业合并、收买企业、地震灾害 * 检定的时候,检定申请的手续,请遵照索尼技术手册(STM-1233, STM-0028, STM-0057)。 变更内容 1.生产场所