单维霍尔高斯计G92与5180的区别
霍尔旋转编码器的选型

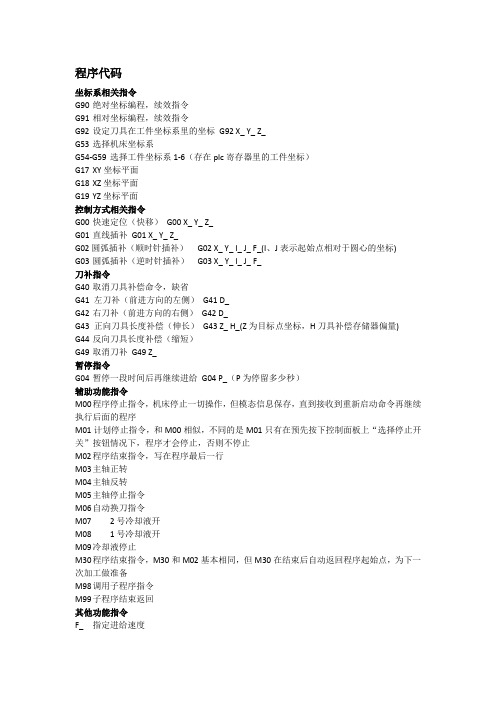
产品目录编码器..............................................................................................................................- 1 - HAE18绝对型旋转编码器............................................................................................- 1 - HAE28绝对型旋转编码器............................................................................................- 4 - HAE38绝对型旋转编码器............................................................................................- 7 - HAN18模拟输出旋转编码器......................................................................................- 10 - HAN28模拟输出旋转编码器......................................................................................- 12 - HPE18增量型旋转编码器..........................................................................................- 14 - HPE28增量型旋转编码器..........................................................................................- 17 - HPE38增量型旋转编码器..........................................................................................- 20 - MPE28微功耗脉冲式编码器......................................................................................- 23 - 按钮开关........................................................................................................................- 24 - HSB分体式霍尔开关磁性按钮...................................................................................- 24 - 功率传感器....................................................................................................................- 27 - MPF电机功率传感器...................................................................................................- 27 - MQ三相电机相序&缺相传感.....................................................................................- 30 -编码器HAE18绝对型旋转编码器特点● 非接触式传感技术 ● 绝对值8、10、12位 ● 电源电压3V 或5V ● 串行数据输出SSI● 本体与外壳一体化结构、强度高 ● 耐环境、耐振、防护等级高● 结构紧凑、体积小、壳体直径仅18mm ● 内置两组滚珠轴承、适合工业环境电气参数机械参数轴承 启动力矩转子惯量 轴容许载荷 容许转速 材质 重量 2组密封 滚珠轴承≤3Ncm≤1gcm 2径向10N 轴向5N3600rpm (机械承受)壳体:铝合金或 不锈钢或铜镀镍 轴:不锈钢铝合金约30g 铜或不锈钢约40g (含标准线)环境条件使用环境温度保存环境温度防护等级耐振动耐冲击-40~+85℃ -40~+85℃IP65 10g(10~2000Hz) 100g (6mS )时序图z 8位:CLK 1 2 3 4 5 67 8910111213141516 17 18 192021读DO L OCK D7D6D5 D4 D3 D2D1D0注释状态位1有效角度值分辨率 电气转角 输出信号 上电响应读取时钟电源屏蔽线 256(8位) <2mS 5V ±10%、16mA 1024(10位) <60mS 4096(12位)360° (机械转角无停止位)串行数据 SSI<80mS≤1MHz3.3V ±10%或 5V ±10%、20mA标准0.3m 特殊0.5mz 10位:z 12位:状态位具有下列配置时才有效OCF COF LIN MagINC MagDEC EvenPAR0 00 11 0 0 1 01~15位的偶校验和符号最小 最大 单位t DO active 100 ns t CLK FE 500 ns T CLK/2 500 ns t DO valid 375 ns t DOtristate 100 ns t CSn 500 ns f CLK >0 1 MHz输出接口电路VDO CLK CS V / V P接线定义电源正Vc电源负0V输入CS 输入CLK输出DO 屏蔽线EAR红黑黄蓝绿粗黑注:屏蔽线内部未接壳体。
加工中心指令

G76 精镗孔循环
*G80 取消固定循环
G81 中心钻循环
G82 反镗孔循环
G83 深孔钻削循环
G41 刀具直径左偏移
G42 刀具直径右偏移
*G43 08 刀具长度 + 方向偏移
*G44 刀具长度 - 方向偏移
G49 取消刀具长度偏移
M05 主轴停
M06 换刀
M08 切削液开
M09 切削液关
M16 刀具入刀座
M28 刀座返回原点
G84 右螺旋切削循环
G85 镗孔循环
G86 镗孔循环
G87 反向镗孔循环
G88 镗孔循环
G89 镗孔循环
G15 02 极坐标指令取消
G16 极坐标指令调用
G17 XY 面赋值
G18 XZ 面赋值
G19 YZ 面赋值
G20 英制指令
G代码 组别 解释
G00 01 定位 (快速移动)
G01 直线切削
G02 顺时针切圆弧
G03 逆时针切圆弧
G04 00 暂停
M81 分度台反转 (CCW)
M98 子程序调用
M99 子程序结束
M30 程序结束(复位) 并回到开头
M48 主轴过载取消 不起作用
M49 主轴过载取消 起作用
M60 APC 循环开始
M80 分度台正转(CW)
*G90 03 使用绝对值命令
G91 使用增量值命令
G92 00 设置工件坐标系
*G98 10 返回点平面
*G99 返回点平面
G56 工件坐标系3选择
G57 工件坐标系4选择
数控复习资料大全
程序代码坐标系相关指令G90 绝对坐标编程,续效指令G91 相对坐标编程,续效指令G92 设定刀具在工件坐标系里的坐标G92 X_ Y_ Z_G53 选择机床坐标系G54-G59 选择工件坐标系1-6(存在plc寄存器里的工件坐标)G17 XY坐标平面G18 XZ坐标平面G19 YZ坐标平面控制方式相关指令G00 快速定位(快移)G00 X_ Y_ Z_G01 直线插补G01 X_ Y_ Z_G02圆弧插补(顺时针插补)G02 X_ Y_ I_ J_ F_(I、J表示起始点相对于圆心的坐标)G03 圆弧插补(逆时针插补)G03 X_ Y_ I_ J_ F_刀补指令G40 取消刀具补偿命令,缺省G41 左刀补(前进方向的左侧)G41 D_G42 右刀补(前进方向的右侧)G42 D_G43 正向刀具长度补偿(伸长)G43 Z_ H_(Z为目标点坐标,H刀具补偿存储器偏量)G44 反向刀具长度补偿(缩短)G49 取消刀补G49 Z_暂停指令G04 暂停一段时间后再继续进给G04 P_(P为停留多少秒)辅助功能指令M00 程序停止指令,机床停止一切操作,但模态信息保存,直到接收到重新启动命令再继续执行后面的程序M01计划停止指令,和M00相似,不同的是M01只有在预先按下控制面板上“选择停止开关”按钮情况下,程序才会停止,否则不停止M02 程序结束指令,写在程序最后一行M03 主轴正转M04 主轴反转M05 主轴停止指令M06 自动换刀指令M07 2号冷却液开M08 1号冷却液开M09 冷却液停止M30 程序结束指令,M30和M02基本相同,但M30在结束后自动返回程序起始点,为下一次加工做准备M98 调用子程序指令M99 子程序结束返回其他功能指令F_ 指定进给速度S_ 主轴转速指令T_ 加工刀具号选用D_ 选择刀补号插补算法插补的原理和实现插补算法的要求:稳定性、精确性、均匀性、简单性插补算法的分类:脉冲增量插补、数据采样插补常用的两个插补算法:逐点比较法、数字增量插补法逐点比较法直线插补根据给出直线的起点和终点,建立平面直角坐标系。
数控补偿号缩写

术语数控补偿号缩写术语一些数控补偿号缩写词语可能会让有些人感到混乱,但这些缩写术语确实有助于更好地理解数控补偿的内容。
在熟悉术语的情况下,更容易了解数控补偿的概念。
下面我们来介绍一些常用的数控补偿号缩写术语。
G92:该缩写代表设置的偏移量。
所谓偏移,指书“坐标系”设置指定坐标,相当于设置一个“零点”。
一旦将“零点”设置好,数控工序就由“相对”坐标系计算而不是“绝对”坐标系。
通常情况下,零点会放在机床的随机点或一个让程序运行的方便位置。
此外,进行偏移的量有一个固定标准,如副轴能够转动的距离等。
G41/G42:这些缩写术语代表让刀具在贴合曲线或边缘时,沿着曲线方向顺时针(G41)或逆时针(G42)转动指定角度,以达到减少脉冲误差、刻字位置准确度高等效果。
通常情况下,该角度设置为四分之一英寸。
G54-G59:这些缩写术语代表坐标系统的切换。
例如,G54表示更改坐标系的原点位置,以实现不同的切削功能。
例如,G54表示将坐标系的原点从转轴中心移动20英寸,这样就可以将坐标系统转换为用于进行镗孔加工操作。
G61:该缩写术语表示停止点精度控制模式,这是数控补偿的一种功能,用于同时控制刀具的停止位置和方向,以获得更精确的加工结果。
这是对精度的穷举搜索,通过多次重复来不断控制加工精度,从而获得最佳的加工效果。
Gcode:该术语是与CNC(数控机床)编程相关的一种标准编程代码,以G开头的字母作为程序代码的前缀,是一种用来控制机床或其他设备的程序语言,用来指令机床执行特定步骤,从而获得最佳的加工效果。
RS-274:该术语也被称为G代码标准,是指数控设备中常用的一种编程约定,主要用于控制数控设备,以获得最佳加工效果。
该编程约定使用G代码字段来指令设备,从而实现设备的加工功能。
DCS:DCS是一种数控编程语言,专门用于实现复杂的数控加工操作,以获得最佳加工效果。
它是类似于G代码的程序,但可以进行更多的功能控制,并且更容易使用。
数控车削编程

+
G02 G03
+ X_Y_ + R
+
F_
I_J_ I_K_ J_K_
• a)平面选择是指在那个坐标平面内进行圆 弧插补,各G代码功能为: • G17————— X—Y平面 • G18————— Z—X平面 • G19————— Y—Z平面
• b)旋转方向是指刀具前进的方向。各G代码功能为: • G02——顺时针方向 G03——逆时针方向 • c)圆弧终点位置是指刀具切削的圆弧最后那一点 • ①G90状态下,指X、Y、Z中的两个坐标在工件坐 标系中的终点位置。 • ②G91状态下,指X、Y、Z中的两个坐标从起点到 终点的增量距离。 • d)圆弧中心I、J、K、R的含义分别为: • I :从起点到圆心的矢量在X方向的分量。 • J :从起点到圆心的矢量在Y方向的分量。 • K :从起点到圆心的矢量在Z方向的分量。 • R :圆弧半径。
二、数控车床的原点与参考点
1.机床原点 数控机床的原点就是机床坐标系的原点并且不能改变。数控车床的机床原点 为主轴旋转中心与卡盘后的主轴端面的交点,通常用符号 表示机床原点, 如图所示。
2.参考点 参考点是数控机床上的一个固定不变的极限点,其位置由机械挡块来确定。数 控机床参考点的位置是由数控机床制造厂家在每个进给轴上用限位开关精确调整好 的,坐标值已输入数控系统中。因此,参考点对机床原点的坐标是一个已知数。每 次回参考点时系统显示的数值必须相同,否则加工有误差。数控机床参考点通常是 离数控机床原点最远的极限点。 3.工件原点(编程原点) 工件原点是确定被加工工件几何形体上各要素位置的基准。数控车床编程时,工 件原点应选在工件的旋转中心上。数控车削零件的编程原点可以选择在工件左、右 端面,也可以选择在工件的纵向对称中心或其他位置,下图所示的编程原点选在零 件的右端面。
新代参数设定参考手册--V9.5
新代科技參數設定說明手冊by : 新代科技date :2006/11/20ver : 9.5版本更新記錄目錄1.參數總表 (7)2.參數設定說明 (36)2.1 系統基本參數設定 (36)2.1.1 硬體環境設定 (36)2.1.1.1 軸卡基本參數設定 (36)2.1.1.1.1Pr01 軸板基址 (36)2.1.1.1.2Pr09 軸板型態 (37)2.1.1.1.3 Pr10 伺服警報接點型態 (37)2.1.1.1.4Pr11 軸卡時脈來源 (38)2.1.1.1.5Pr12 SERVO6 軸卡最高時脈 (38)2.1.1.1.6Pr13 軸卡數目 (38)2.1.1.2 I/O 卡基本參數設定 (39)2.1.1.2.1Pr03 I/O 板基址 (39)2.1.1.2.2Pr05 I/O 板組態 (39)2.1.1.2.3Pr15 I/O 卡數位濾波程度 (42)2.1.1.3 控制精度設定 (43)2.1.1.3.1 Pr17 控制精度 (43)2.1.1.4 螢幕功能鍵型態設定 (43)2.1.1.4.1 Pr3205 功能鍵型態 (43)2.1.1.5 螢幕型別 (44)2.1.1.5.1 Pr3211 螢幕型別 (44)2.1.1.6 預設外部存取資料磁碟機代號 (44)2.1.1.6.1 Pr3213 磁碟機代號 (44)2.1.1.7 選擇控制面板鍵盤型態 (44)2.1.1.7.1 Pr3217 選擇控制面板鍵盤型別 (44)2.1.1.8 系統掃瞄時間設定 (45)2.1.1.8.1 Pr3202 I/O 掃描時間 (45)2.1.1.8.2 Pr3203 運動補間時間 (45)2.1.1.8.3 Pr3204 PLC 掃描時間 (45)2.1.2 軟體介面環境參數設定 (46)2.1.2.1 應用功能參數設定 (46)2.1.2.1.1 Pr411 G00 運動方式 (46)2.1.2.1.2 Pr413 G92(G92.1)座標保留模式設定 (46)2.1.2.1.3 Pr414 工件座標系統保留模式 (46)2.1.2.1.4 Pr415 重置或關機時保留目前刀長資料 (47)2.1.2.1.5 Pr3207 C/S 界面版本編號 (47)2.1.2.1.6 Pr3215 選刀時呼叫副程式 (47)2.1.2.1.7 Pr3241 工件程式小數點型態 (47)2.1.2.1.8 Pr3243 鍵盤重置鍵由 PLC 處理 (48)2.1.2.1.10 Pr3801 G95 時進給量與主軸位置緊密偶合 (48)2.1.2.1.11 Pr3807 圓弧終點不在圓弧上檢查視窗 (49)2.1.2.1.12 Pr3809 UVW 為 XYZ 軸增量指令 (49)2.1.2.1.13 Pr3815 刀具半徑補償預看模式 (49)2.1.2.1.14 Pr3816 刀長補償模式 (49)2.1.2.1.15 Pr3819 過切檢查型態 (50)2.1.2.1.16 Pr3851 斷刀處理程式號碼 (50)2.1.2.2 系統人機介面設定 (51)2.1.2.2.1 Pr3201 設定啟動車床規則 (51)2.1.2.2.2 Pr3209 語言設定 (51)2.1.2.2.3 Pr3219 系統安裝組態 (52)2.1.2.2.4 Pr3221 除錯模式 (52)2.1.2.2.5 Pr3223 啟動系統管理功能 (53)2.1.2.2.6 Pr3225 螢幕保護功能延遲時間 (53)2.1.2.2.7 Pr3227 螢幕解析度 (53)2.1.2.2.8 Pr3229 關閉工件座標系統功能 (53)2.1.2.2.9 Pr3247 速率顯示方法 (54)2.2.伺服軸向參數設定 (55)2.2.1 各軸對應機械軸設定 (55)2.2.1.1 Pr21~Pr40 伺服對應的機械軸 (55)2.2.2 軸向馬達運動方向的設定 (55)2.2.2.1 Pr41~Pr60 馬達運動方向設定 (55)2.2.3 軸向命令與回授解析度設定 (56)2.2.3.1 Pr61~Pr80 位置感測器解析度 (56)Pr81~Pr100 軸卡回授倍頻 (56)Pr121~Pr160 螺桿側齒輪齒數,馬達側齒輪齒數 (56)Pr161~Pr180 螺桿寬度(Pitch) (56)Pr181~Pr200 伺服系統的位置迴路增益 (56)Pr201~Pr220 位置感測器型態 (56)Pr341~Pr360 位置命令倍率分子 (56)Pr361~Pr380 位置命令倍率分母 (56)2.2.4 各軸向應用型態設定 (58)2.2.4.1 Pr221~Pr226 軸型態 (58)2.2.4.2 Pr281~Pr300 選擇半徑軸或直徑軸 (59)2.2.5 各軸向顯示名稱設定 (59)2.2.5.1 P r321~Pr340 設定軸的名稱 (59)2.2.6 軸向控制模式設定 (60)2.2.6.1 Pr381~Pr400 位置伺服控制模式 (60)2.2.7 定位檢查功能設定 (60)2.2.7.1 Pr421~Pr440 切削時位置檢查的視窗範圍 (60)2.2.7.2 Pr481~Pr500 快速移動(Rapid T ravel, G00)時位置檢查的視窗範圍 (61)2.2.7.3 Pr561~Pr580 遺失位置檢查視窗 (61)2.2.8 各軸向左右軟體行程極限保護 (61)2.2.8.1 Pr2401~Pr2440 軟體第一行程保護的範圍 (61)2.2.8.2 Pr2441~Pr2480 軟體第二行程保護的範圍 (62)2.3.主軸參數設定 (63)2.3.1 主軸對應命令輸出埠設定 (63)2.3.1.1 Pr1621~Pr1630 主軸對應的機械軸或邏輯軸 (63)2.3.2 主軸命令參數設定 (63)2.3.2.1 Pr.1631~Pr.1636 主軸零速offset 速度 (63)2.3.2.2 Pr.1641~Pr.1646 主軸編碼器極性 (63)2.3.2.3 Pr.1651~Pr.1656 主軸馬達編碼器一轉的Pulse 數 (63)2.3.2.4 Pr.1661~Pr.1666 主軸回授倍頻 (64)2.3.2.5 Pr.1671~Pr.1676 主軸馬達增益 (64)2.3.2.6 Pr.1681~Pr.1692 主軸第一檔齒數比 (64)Pr.1901~Pr.1952 主軸第四檔齒數比 (64)2.3.2.7 P r.1711~Pr.1716 主軸是否安裝編碼器 (65)2.3.3 主軸運動轉速設定參數 (65)2.3.3.1 Pr.1721~Pr.1726 主軸寸動速度 (65)2.3.3.2 Pr.1731~Pr.1736 主軸最低轉速 (65)2.3.3.3 Pr.1801~Pr.1806 主軸最高轉速 (65)2.3.3.4 Pr.1821~Pr.1826 主軸伺服微分增益 (65)2.3.3.5 Pr.1831~Pr.1836 主軸加減速時間 (66)2.3.3.6 Pr.1851~Pr.1856 主軸重力加速度加減速時間 (66)2.3.4 主軸定位設定參數 (66)2.3.4.1 Pr.1741~Pr.1746 主軸定位速度 (66)2.3.4.2 Pr.1741~Pr.1746 主軸定位偏移量 (66)2.3.4.3 Pr.1771~Pr.1776 主軸原點偏移量 (66)2.3.4.4 Pr.1781~Pr.1786 主軸定位最低速度 (67)2.3.4.5 Pr.1791~Pr.1796 主軸馬達型態 (67)2.3.4.6 P r.1811~Pr.1816 主軸編碼器安裝位置 (67)2.3.4.7 Pr.1841~Pr.1846 主軸Y-Delta 切換速度 (67)2.4.軸向運動特性設定參數 (69)2.4.1 切削時前加減速運動規劃 (69)2.4.1.1 Pr401 切削加減速時間 (69)Pr402 重力加速度加減速時間 (69)Pr405 切削的最高進給速度 (69)Pr541~Pr560 各軸切削的加減速時間 (69)Pr621~Pr640 各軸切削的最高進給速度 (69)Pr641~Pr660 各軸重力加速度加減速時間 (69)2.4.2 切削時後加減速運動規劃 (71)2.4.2.1 Pr404 後加減速切削鐘型加減速時間 (71)2.4.3 切削時直線轉角自動減速功能 (73)2.4.3.1 P r406 轉角參考速度 (73)2.4.4 切削時圓弧切削運動最高進給速度設定 (74)2.4.4.1 Pr408 半徑5mm 圓弧切削參考速度 (74)2.4.5 快速移動及 JOG 時的加減速規劃 (75)2.4.5.1 Pr441~Pr460 各軸快速移動(G00)的加減速時間 (75)Pr461~Pr480 各軸快速移動(G00)的最高進給速度 (75)Pr501~Pr520 各軸快速移動(G00)的F0 速度 (75)Pr521~Pr540 各軸JOG 速度 (75)2.5.尋原點動作設定參數 (76)2.5.1 尋原點方式設定參數 (76)2.5.1.1 Pr961~Pr980 各軸尋原點方法 (76)2.5.2 尋原點動作規格與參數設定 (76)2.5.2.1 Pr821~Pr840 各軸第一段尋原點速度 (76)Pr841~Pr860 各軸第二段尋原點速度 (76)Pr861~Pr880 各軸尋原點為負方向 (76)2.5.3 原點偏移功能設定參數 (77)2.5.3.1 Pr881~Pr900 原點的偏移量設定 (77)2.5.4 原點柵格量功能設定參數 (78)2.5.4.1 Pr941~Pr960 啟動尋原點柵格功能 (78)2.6.手輪功能設定參數 (80)2.6.1 手輪訊號輸入設定參數 (80)2.6.1.1 Pr2031~Pr2034 手輪對應的機械軸 (80)2.6.2 手輪訊號解析度設定參數 (80)2.6.2.1 Pr2041~Pr2044 手輪Encoder 一轉的Pulse 數 (80)Pr2051~Pr2054 手輪回授倍頻 (80)2.6.3 手輪段數設定參數 (80)2.6.3.1 Pr2001 手輪第四段倍率設定 (80)2.6.4 手輪模擬功能設定參數 (81)2.6.4.1 Pr2003 手輪模擬對應手輪號碼 (81)2.6.5 手輪驅動軸向功能設定參數 (81)2.6.5.1 Pr2031~Pr2033 手輪對應的座標軸 (81)2.6.5 手輪設定參數 (81)2.6.5.1 Pr2031~Pr2033 手輪對應的座標軸 (81)2.7.機構補償功能設定參數 (82)2.7.1 尖角誤差補償設定參數 (82)2.7.1.1 Pr1361~Pr1380 圓弧尖角正向誤差補償量 (82)Pr1381~Pr1400 圓弧尖角誤差補償時間常數 (82)Pr1361~Pr1400 圓弧尖角負向誤差補償量 (82)2.8.軸耦合功能設定參數 (85)2.8.1 軸耦合功能設定參數 (85)2.8.1.1 Pr1361~Pr1380 圓弧尖角正向誤差補償量 (85)Pr1381~Pr1400 圓弧尖角誤差補償時間常數 (85)Pr1361~Pr1400 圓弧尖角負向誤差補償量 (85)1.參數總表2.參數設定說明2.1 系統基本參數設定2.1.1 硬體環境設定2.1.1.1 軸卡基本參數設定2.1.1.1.1 Pr01 軸板基址1.Servo_4 軸卡對應 I/O 基址與跳線規則:軸卡二片以下 Pr01今800 軸卡超過二片 Pr01今7682.S ervo_6 的第一片軸卡基址為768(目前一部控制器僅支援一張 Servo_6,不可與 Servo_4 混插)3.E mbedded 第一片軸卡基址固定為5122.1.1.1.2 Pr09 軸板型態0:EMP21:SVO4+不檢查伺服警報2:SVO4+伺服警報接點為常開接點 Normal Open( A 接點)3:SVO4+伺服警報接點為常閉接點 Normal Close( B 接點)4:EMP45:SERVO69:虛擬軸卡2.1.1.1.3 Pr10 伺服警報接點型態0: SERVO 6 軸卡警報為常開接點 Normal Open( A 接點)1: SERVO 6 軸卡警報為常閉接點 Normal Close( B 接點)2.1.1.1.4 Pr11 軸卡時脈來源此參數為設定軸卡時脈來源:設定 0 為使用軸卡自已時脈設定 1 為共用控制器底板 IPC Bus 時脈設定 2 為共用主機板 VIA 時脈設定原則:一體機控制器今請設定『0』非一體機控制器今請設定『2』舊型 486 主機板控制器今請設定『1』2.1.1.1.5 Pr12 SERVO6 軸卡最高時脈此參數為設定 Servo6 軸版最高時脈。
数控加工G代码相关
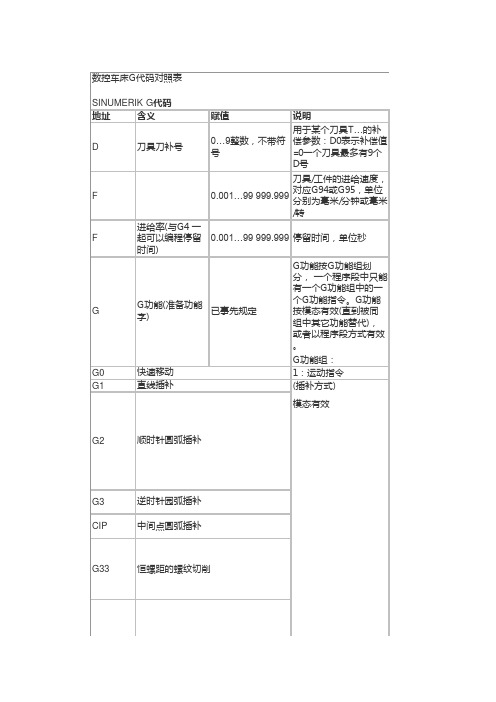
地址含义赋值说明D刀具刀补号0…9整数,不带符号用于某个刀具T…的补偿参数:D0表示补偿值=0一个刀具最多有9个D 号F0.001…99999.999刀具/工件的进给速度,对应G94或G95,单位分别为毫米/分钟或毫米/转F进给率(与G4 一起可以编程停留时间)0.001…99999.999停留时间,单位秒G 功能按G 功能组划分, 一个程序段中只能有一个G 功能组中的一个G 功能指令。
G 功能按模态有效(直到被同组中其它功能替代),或者以程序段方式有效。
G 功能组:G01:运动指令G1(插补方式)模态有效CIP逆时针园弧插补恒螺距的螺纹切削已事先规定G 功能(准备功能字)GG2G3G33数控车床G 代码对照表SINUMERIK G 代码快速移动直线插补中间点圆弧插补顺时针圆弧插补G42: 特殊运行,程序段方式有效G63G74G75TRANS ROTSCALEMIRROR ATRANS AROTASCALE AMIRROR带切线的过渡圆弧插补不带补偿夹具切削内螺纹不带补偿夹具切削内螺纹. 退刀3: 写存储器,程序段方式有效G331G332CT 可编程比例系数可编程镜像功能附加可编程的偏置附加可编程的旋转附加可编程比例系数附加可编程镜像功能快速移动快速移动回参考点回固定点可编程的偏置可编程的旋转G176: 平面选择G18*模态有效G407: 刀尖半径补偿模态有效G41G42G5008: 可设定零点偏置模态有效G54G55G56G57G58G59G53G153G60*10:定位性能模态有效G64G911:程序段方式准停段方式有效G601G602G70G71*G700G710主轴转速下限主轴转速上限9: 取消可设定零点偏置段方式有效12:准停窗口模态有效13:英制/公制尺寸模态有效G26G25在G60,G9方式下准确定位,粗英制尺寸公制尺寸英制尺寸,也用于进给率F 公制尺寸,也用于进给率F按程序段方式取消可设定零点偏置按程序段方式取消可设定零点偏置,包括框架准确定位连续路径方式准确定位,单程序段有效在G60,G9方式下准确定位,精第一可设定零点偏置第二可设定零点偏置第三可设定零点偏置第四可设定零点偏置第五可设定零点偏置第六可设定零点偏置(在加工中心孔时要求)Z/X 平面刀尖半径补偿方式的取消调用刀尖半径补偿, 刀具在轮廓左侧移动调用刀尖半径补偿, 刀具在轮廓右侧移动取消可设定零点偏置G90*G91G94*15:进给/主轴模态有效G95CFC CFTCP G901G900G450G451BRISK 21:加速度特性SOFT*模态有效FFOWF 预控FFOWN*模态有效WALIMON*工作区域限制WALIMOF模态有效G920*其它NC 语言G921模态有效H ±0.000001…9999.9H0=999(8个十进制数据位)或使用指数形式T0H999918:刀尖半径补偿时拐角特性模态有效用于传送到PLC 的数值,其定义由机床制造厂家确定。
海德汉光栅尺精度等级 -回复

海德汉光栅尺精度等级-回复海德汉光栅尺(Heidenhain Grating Scale)是一种测量设备,用于测量物体的线性位移。
它由Heidenhain公司生产,广泛应用于机床、数控系统等领域。
海德汉光栅尺的精度等级是评估其测量准确度的标准之一,在机床加工中具有重要的作用。
本文将逐步介绍海德汉光栅尺的精度等级及其相关知识。
第一步,我们先了解什么是光栅尺。
光栅尺是一种利用光的干涉原理测量位置的装置,通常由测量头和光栅尺组成。
光栅尺是一块精密加工的玻璃或金属基片,上面有许多等距的光栅条纹,通常分为刻度线和参考线两种。
第二步,我们来了解海德汉光栅尺的精度等级。
海德汉光栅尺根据其测量准确度的不同,分为多个精度等级,常见的有1μm、5μm、10μm等等。
这些精度等级是根据光栅尺的制造工艺和测试标准来确定的,精度等级越高,测量结果越准确。
第三步,我们来分析海德汉光栅尺精度等级的意义。
在机床加工中,测量精度是关键因素之一,直接影响加工零件的尺寸和质量。
光栅尺作为一种测量设备,其精度等级决定了它能够达到的测量精度。
因此,选择适合的精度等级对于确保机床加工的准确性和稳定性至关重要。
第四步,我们来探讨如何选择合适的海德汉光栅尺精度等级。
在选择光栅尺的精度等级时,需要考虑机床加工零件的尺寸和精度要求。
一般来说,加工精度要求高的零件,应选择精度等级较高的光栅尺。
而对于加工精度要求不高的零件,可以选择精度等级较低的光栅尺,以降低成本。
第五步,我们来了解海德汉光栅尺的精度测试方法。
为了验证光栅尺的精度等级是否达到标准要求,可以进行精度测试。
常见的测试方法包括静态测试和动态测试。
静态测试是在停止状态下进行,通过对光栅尺进行连续测量,然后比较测量结果与标准值的差异来判断光栅尺的准确度。
动态测试是在运动状态下进行,通过对光栅尺在运动过程中进行连续测量,然后根据运动轨迹分析测量结果的准确度。
总结起来,海德汉光栅尺的精度等级是评估其测量准确度的标准之一。
12000高斯磁棒规格

12000高斯磁棒规格12000高斯磁棒是一种强磁力棒,广泛应用于工业领域中的除铁、磁选和物料净化等工艺过程。
根据不同应用场景和需求,12000高斯磁棒有多种规格可供选择,以下为您详细介绍:一、直径规格1.直径30mm:适用于较小的物料管道或需要较高磁力的场合。
2.直径40mm:适用于一般规模的物料管道,具有较高的磁力。
3.直径50mm:适用于大流量物料管道,提供强大的磁力。
4.直径60mm:适用于特殊场合,如大型磁选设备等。
二、长度规格1.长度500mm:适用于一般规模的磁选设备,提供较好的除铁效果。
2.长度1000mm:适用于较长物料管道,提高磁选效率。
3.长度1500mm:适用于特殊场合,如大型磁选设备等。
三、磁力强度1.12000高斯:标准磁力强度,适用于一般除铁和磁选场合。
2.15000高斯:较高磁力,适用于特殊要求的场合。
3.18000高斯:超高磁力,适用于极高要求的场合。
四、表面材质1. SS304:不锈钢材质,具有良好的耐腐蚀性和抗氧化性。
2. SS316:不锈钢材质,具有更好的耐腐蚀性和抗氧化性,适用于高温、高压等特殊环境。
五、工作温度1.80℃:常规工作温度,适用于一般场合。
2.100℃、120℃、150℃、180℃、200℃、250℃、300℃:高温规格,适用于特殊高温环境。
六、端面设计1.螺纹孔:便于安装和固定。
2.螺杆:提供更高的磁力,适用于特殊场合。
3.吊环:便于悬挂和搬运。
4.圆柱:通用设计,适用于多种场合。
5.锥形尖头:特殊设计,适用于特定环境。
七、其他要求1.定制尺寸:根据实际应用场景,定制合适的尺寸和形状。
2.表面处理:镜面抛光、拉丝抛光,提高磁棒的美观度。
3.清理方式:常规型、套管易清洗型,方便清理吸附的铁杂质。
4.附件选择:把手、导流棒、导流板、易清洗套管等,满足不同工况需求。
综上所述,12000高斯磁棒根据直径、长度、磁力强度、表面材质、工作温度、端面设计和其他要求等多种规格,可满足不同场合的应用需求。
CNC加工中心中几组常用指令的区别及编程技巧

注意:使用镜像指令后必须用M23进行取消,以免影响后面的程序。在G90模式下,使用镜像或取消指令,都要回到工件坐标系原点才能使用。否则,数控系统无法计算后面的运动轨迹,会出现乱走刀现象。这时必须实行手动原点 复归操作予Biblioteka 解决。主轴转向不随着镜像指令变化。
图1 镜像时刀补、顺逆变化
G82X100.0Y100.0Z-20.0R5.0F200X2.0; 钻孔(2.0,100.0)至孔底不会暂停。
2. M00、M01、M02和M30的区别与联系
M00为程序无条件暂停指令。程序执行到此进给停止,主轴停转。重新启动程序,必须先回? 絁OG状态下,按下CW(主轴正转)启动主轴,接着返回AUTO状态下,按下START键才能启动程序。
G90G54G00X0Y0Z100.0;
G00G90G54X0Y0Z100.0;
以上各项均在PMC-10V20(FANUC SYSTEM)加工中心上运行通过。在实际应用中,只有深刻理解各种指令的用法和编程规律。
8.其他
程序段顺序号,用地址N表示。一般数控装置本身存储器空间有限(64K),为了节省存储空间,程序段顺序号都省略不要。N只表示程序段标号,可以方便查找编辑程序,对加工过程不起任何作用,顺序号可以递增也可递减,也不要求数值有连续性。但在使用某些循环指令,跳转指令,调用子程序及镜像指令时不可以省略。
CNC加工中心中几组常用指令的区别及编程技巧.txt
数控技术G代码M代码全机器详解
FANUC数控G代码,常用M代码:代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制标准G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点) G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给标准功能详解G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
G代码组及其含义详解

精品--代码组及其含义“模态代码” 和 “一般” 代码“模态代码” 的功能在它被执行后会继续维持,而 “一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
G 代码 组别解释 G00 1 定位 (快速移动) G01 直线切削 G02 顺时针切圆弧 G03 逆时针切圆弧 G04 0 暂停 G17 2 XY 面赋值 G18 XZ 面赋值 G19 YZ 面赋值 G28 0 机床返回原点G30 机床返回第2和第3原点 *G40 7 取消刀具直径偏移 G41 刀具直径左偏移 G42 刀具直径右偏移 *G43 8 刀具长度 + 方向偏移 *G44 刀具长度 - 方向偏移 G49 取消刀具长度偏移 *G53 14 机床坐标系选择 G54 工件坐标系1选择 G55 工件坐标系2选择 G56 工件坐标系3选择 G57 工件坐标系4选择 G58 工件坐标系5选择 G59 工件坐标系6选择 G73 9 高速深孔钻削循环 G74 左螺旋切削循环 G76 精镗孔循环 *G80 取消固定循环 G81 中心钻循环 G82 反镗孔循环 G83 深孔钻削循环 G84 右螺旋切削循环 G85 镗孔循环 G86 镗孔循环 G87 反向镗孔循环 G88 镗孔循环 G89 镗孔循环 *G90 3 使用绝对值命令 G91使用增量值命令G920设置工件坐标系*G9810固定循环返回起始点*G99返回固定循环R点代码解释G00定位1. 格式G00 X_ Y_ Z_这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
5180高斯计

5100 系列高斯计(替代旧型号5000系列高斯计)说明F.W.BELL公司是世界上最著名的生产高斯计/磁场计,霍尔电流传感器的专业生产厂商,具有五十多年的生产经验,产品具有极好的品质。
公司严格执行ISO9001的生产标准,生产的十多种产品不但有极高的性能价格比,而且有完善的售后服务保证。
有的产品十多年前随生产线配套进入中国,至今仍然可靠使用。
2004年, F.W.BELL公司在世界上高斯计的市场占有率为46%。
5100系列手持式高斯计替代了以前的5000系列手持式高斯计。
5100系列手持式高斯计是基于霍尔效应的磁场强度测量仪表的最新进展,是目前唯一采用DSP设计的手持式高斯计。
最大量程0-30KG,最小基本误差1%。
特点包括自动零点,自动量程,极大值/极小值/最大值保持,相对模式等。
所有的型号均可以选择高斯或特斯拉读数。
5180带模拟输出(±3V)及USB通信接口。
所有型号均按ISO9001标准生产,并通过CE认证。
特性·数据记录功能·唯一采用DSP设计的手持式高斯计·0.1 G 分辨率·单位可选择高斯,特斯拉,A/M·高精度·2倍于竞争对手的响应频率·模拟量输出及USB接口·轻便手持式·自动零点/自动量程·极大值/极小值保持·高性能价格比·真有效值测量应用·直流/交流电机测试·磁体测量及分类·磁场分布测试·扬声器品质控制·工具剩磁测量·实验室应用·无损探伤应用·发电厂/变电站干扰磁场测量技术参数一般信息探头和附件附件:YA-111 Zero Gauss Chamber (for axial, transverse and low-field probes)PSRD-5 AC Adapter, +5VDC Regulated Output, 110V AC Input, DomesticPSRI-5 AC Adapter, +5VDC Regulated Output, 220VAC Input, Switching, International 注意:产品技术参数以使用手册为准,如有改变恕不另行通知。
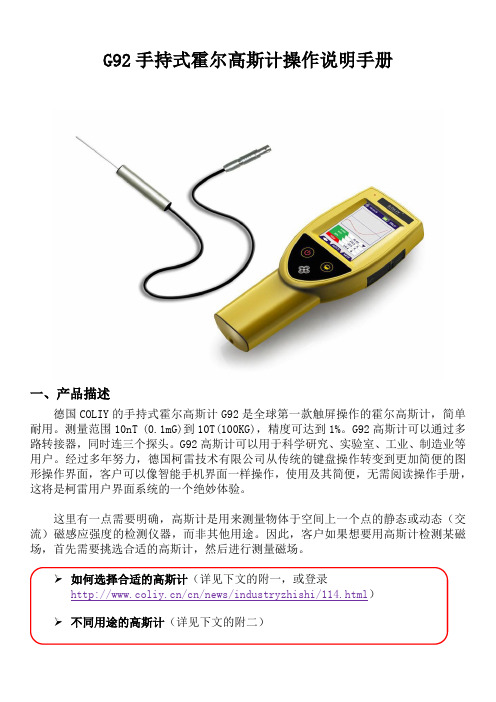
G92手持式霍尔高斯计操作说明手册
[Auto Zero]进行清零,3 秒后进入测量界面(如图 4)
图4 图4
图5
-4-
iv) 按菜单键
,进入主菜单页面,按
,进入设置界面(见图 5)进行设置
其中,Unit Setting 指单位设置,有 G,T,A/m 三种选择; Alarm Function 指报警阀值设置,可以设置在测量数据高于或者低于某个数值时,可以报警提醒用户; Relative Function 指相对模式,可以设置屏幕显示相对于某个值的差值; Frequency Setting 指频率设置,有直流 DC 和交流 AC 两种选择; 20us Peak Mode 指 20 微秒峰值采样模式,只有 G100 和 G92 高斯计具有这个功能,可选。 Max_Min Auto Reset 指最大值、最小值重置设置 Range 指量程设置,有自动量程选择,300G、3KG 和 3T 三个量程档选择
台式 1
G203
霍尔传感器
台式 3
G401
霍尔传感器
台式 1
G403
霍尔传感器
台式 3
G501
霍尔传感器
台式 1
GMR50 GMR 传感器 手持式 1
GF601 磁通门传感器 手持式 1
GF603 磁通门传感器 手持式 3
GF703 磁通门传感器 手持式 3
精度 2.0% 1.0%
1.0%
0.8% 0.25% 0.5% 0.05% 0.05% 0.01% 1.0% 0.5% 0.5% 0.5%
- 11 -
A, 使用前,先确定该探头的使用量程是否适合当前的测量环境,如弱磁场探 头请勿用于测量强磁环境,普通探头也不适合用于测量弱磁场环境;
B, 在插探头时,要对准主机的插口,探头插头上的红色标记指向仪的背面(插 口小缝),在拔出探头时,请勿使用蛮力强制拔出,应水平拔出;
数控编程的常规知识

G00 快速移动G01 直线插补G02 顺时针圆弧插补G03 逆时针圆弧插补G04 暂停,精确停止G17 选择XY平面G18 选择ZX平面G19 选择YZ平面G20 英制G21 公制G28 返回参考点G40 取消刀具半径补偿G41 刀具半径左补偿G42 刀具半径右补偿G43 刀具长度正向补偿G44 刀具长度负向补偿G49 取消刀具长度补偿G54---G59 工件坐标系G73 深孔转削固定循环G74 反螺纹攻丝固定循环G76 精镗固定循环G80 取消固定循环G81 钻削固定循环G82 钻削固定循环G83 深孔钻削固定循环G84 攻丝固定循环G85 镗削固定循环G86 镗削固定循环G87 反镗固定循环G88 镗削固定循环G89 镗削固定循环G90 绝对指令编程G91 增量指令编程G98 固定循环返回初始点G99 固定循环返回R点附表<2>指令功能备注M00 程序停止M01 有条件停止M02 程序结束M03 主轴正转M04 主轴反转M05 主轴停止M06 换刀M08 冷却液开M09 冷却液关M30 程序结束并返回程序头M98 调用子程序M99 子程序结束返回/重复执行[post] TH5632D加工中心机床实训简介一、机床参数、操作系统及加工范围<1> 机床参数工作台工作台外形尺寸 1000mm×320mm 工作台Y轴行程 400mm 工作台最大载荷 500kg 工作台Z轴行程 470mm工作台X轴行程 750mm主轴主轴端面到工作台面最短距离 180—650mm主轴锥孔 BT40主轴转速(高速/低速) (45-4500/22.5-2250)/转/分刀库刀库容量 20把最大刀具尺寸(直径/长度) φ80/300mm选刀方式任意刀具平均质量 80Kg[page]进给速度X、Y、Z轴进给速度 1-4000mm/minX、Z轴进给速度 15m/minZ轴进给速度 10m/min位置精度X轴定位精度 0.032mmY、Z轴定位精度 0.022mm重复定位精度 0.018mm<2> 操作系统:BEIJING-FANUC Series 0-MD< 3 >加工范围根据加工中心的特点最适合加工的零件包括:1) 品种多批量小或新产品试制的零件。
加工中心常用的G代码和M指令

加工中心常用的G代码和M指令在现代机械加工领域,加工中心凭借其高精度、高效率和高自动化程度成为了不可或缺的重要设备。
而要熟练操作加工中心,掌握其常用的 G 代码和 M 指令是关键。
G 代码是准备功能指令,用于指定机床的运动方式和加工动作。
下面我们来详细了解一些常见的 G 代码。
G00 快速定位指令,使刀具以最快的速度移动到指定位置。
这个指令常用于刀具在加工前的快速接近和加工完成后的快速退刀。
G01 直线插补指令,用于让刀具沿着直线轨迹移动。
通过指定终点坐标和进给速度,机床能够精确地实现直线加工。
G02 和 G03 分别是顺时针圆弧插补和逆时针圆弧插补指令。
在进行圆弧加工时,我们需要指定圆弧的起点、终点、圆心坐标或半径,以及进给速度,从而控制刀具沿着圆弧轨迹运动。
G04 是暂停指令,可用于在加工过程中需要短暂停留的情况,比如让刀具在某个位置停留一段时间,以保证加工质量。
G17、G18、G19 分别用于选择不同的平面,即 XY 平面、XZ 平面和 YZ 平面。
G20 和 G21 则是用于设定单位,G20 表示英制单位,G21 表示公制单位。
G28 是返回参考点指令,它能让刀具自动返回机床设定的参考点位置。
G40、G41、G42 分别是刀具半径补偿取消、左补偿和右补偿指令。
在加工轮廓时,使用刀具半径补偿可以简化编程,提高加工精度。
G43 和 G44 是刀具长度补偿指令,用于补偿刀具长度的差异,确保加工深度的准确性。
M 指令是辅助功能指令,主要用于控制机床的各种辅助动作。
M00 是程序暂停指令,当程序执行到 M00 时,机床会暂停运行,直到按下启动按钮才继续执行。
M03 表示主轴正转,M04 表示主轴反转,M05 则是主轴停止转动。
M06 是换刀指令,用于在加工过程中更换刀具。
M08 和 M09 分别是冷却液开和冷却液关指令,控制冷却液的喷射和停止。
M30 是程序结束指令,当程序执行到 M30 时,机床会自动复位,并返回程序开头。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
G925180
产地、品牌德国COLIY美国F.W.BELL 量程0.1mG-100KG1mG-30KG
分辨率(dgt)
0.1mG(量程10G,低场探头)
0.1G(0<磁场强度<1KG)
1G(1KG<磁场强度<10KG)
10G(10KG<磁场强度<100KG)
1mG(量程1G,低场探头)
0.1G(0<磁场强度<300G)
1G(300G<磁场强度<3KG)
10G(3KG<磁场强度<30KG)
DC精度±(1%rdg±3dgt)±1% F.S
可测频率范围
DC-30KHz
(DC、10Hz-1KHz、1KHz-30KHz)
DC-25KHz
(DC、AC)
功能
操作系统图标触摸(智能手机操作系统)键控系统
自动量程
有
(也可选手动量程:300G,3KG,30KG)
有
(也可选手动量程:300G,3KG,
30KG)
自动校零有有
相对功能
有
(具有设置相对值和当前相对功能)
有
(通过方向键来调整相对值大小)
最大值/最小值
有
(最大值和最小值可在同一个界面或
单独显示,可设置最值刷新时间间隔)
有
(必须在手动量程模式中测量,不
可在自动量程中测量)
峰值显示功能无
绝对最大值/最小值有无
报警功能
有
(可设置临界值上限或下限)
无
数据存储与查看功能
有
(可截屏存储,可在高斯计主机或连接
电脑后,在上位机软件上查看,可以设
置存储时间及记录周期等)
无
时间日期显示功能
有
(可自行设置当前时间日期等)
无
时域图显示功能有无
极性显示功能
有
(探杆红色标记那端与磁铁N极接触,
磁场强度值是正数)
无
模拟输出对应相应的量程档,±3V对应相应的量程档,±3V
显示单位G,T,A/m G,T,A/m
下一次校准时间提醒有无
显示屏 3.2英寸彩色触摸LCD屏黑白液晶屏
电源4500mAH锂电池/电源适配器4节AA碱性电池/电源适配器通信接口USB USB
上位机软件
有
(可显示最值,频率,时域图,查看已
保存数据、下载等)
有
(显示界面跟主机界面一致)
可搭配探头低场探头(分辨率0.1mG)、径向探头、
轴向探头、超薄探头、高温探头、宽量
程探头、带温度补偿功能的探头等
低场探头(分辨率1mG)、径向探头、
轴向探头、超薄探头
便捷好用,性价比高、功能强大、有上位机软件
单维霍尔高斯计G92与5180的异同点。