ZHB-D600储气罐(DN600×1450型)焊接工艺卡
储气罐筒体焊接工艺卡
储气罐筒体焊接工艺卡
一、焊接工艺前准备:
(一)焊接前准备
1.焊接接头形式及坡口的准备
焊接接头应包括焊缝及基本金属靠近焊缝的热影响区,所谓焊接接头的承载能力,应是焊缝本身及热影响区机械性能的综合能力。
焊接接头的形式包括:对接接头、搭接接头、T形接头、角接接头等。根据不同接头不同的力学特点,所以此题应该选用对接接头。(对接接头将同一平面上的二个被焊接工件的边缘相对焊接起来而形成的接头,如
图)
坡口边缘的加工方法,可根据焊接构件的尺寸、钢板厚度、坡口形状及施工单位的加工条例来选用,一般有以下几种方法:剪切刨边车削铲削氧气切割碳弧气刨等。
2.焊前处理以加工好的坡口边缘应进行处理,出去油锈水垢等脏物,以利
于焊接过程的进行并获得优质焊接接头。清理方法可根据条件采用钢丝刷钢丝刷轮(由电机带动)铲刀除油剂等。
(二)焊接工艺的参数的分析及选择
焊接工艺参数,是指焊接时为了保证焊接质量而选定的诸物理量(例如焊接电流电弧电压焊接速度等)的总称。焊条电弧焊的焊接工艺参数主要包括:焊条直径焊接电流电弧电压焊接速度焊接层数等。
(1)焊条直径作用为了提高生产率焊条直径大小的选择还与焊件的厚度焊缝位置焊缝层次
焊接工艺卡(氧气储罐)DN2000 V=10立方参考模板
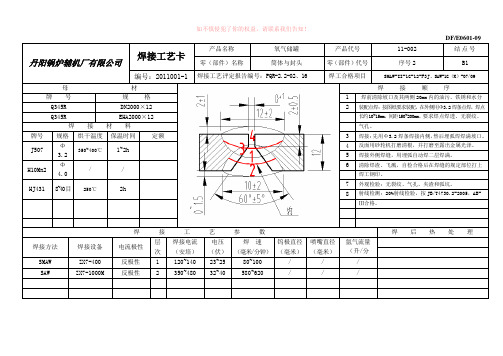
丹阳锅炉辅机厂有限公司
焊接工艺卡
产品名称氧气储罐产品代号11-002结点号零(部件)名称筒体与封头零(部件)代号序号2B1
编号:2011001-1焊接工艺评定报告编号:PQR-2.2-02、16焊工合格项目SMAW-II-1G-12-F3J、SAW-1G(K)-07/09
母材焊接顺序牌号规格1焊前清除坡口及其两侧20mm内的油污、铁锈和水分Q345R DN2000×122装配点焊:按图纸要求装配,在外侧用Φ3.2焊条点焊,焊点Q345R EHA2000×12长约10~15mm,间距150~200mm。要求焊点焊透、无裂纹、焊接材料气孔。
牌号规格烘干温度保温时间定额3焊接:先用Φ3.2焊条焊接内侧,然后埋弧焊焊满坡口。
J507
Φ
3.2
350~400℃1~2h
4反面用砂轮机打磨清根,并打磨至露出金属光泽。
5焊接外侧焊缝,用埋弧自动焊二层焊满。
H10Mn2
Φ
4.0
//
6清除焊渣、飞溅,自检合格后在焊缝的规定部位打上
焊工钢印。
HJ4318~40目250℃2h
7外观检验:无裂纹、气孔、夹渣和弧坑。
8射线检测:20%射线检验,按JB/T4730.2-2005,AB-
Ⅲ合格。
焊接工艺参数焊后热处理
焊接方法焊接设备电流极性层
次
焊接电流
(安培)
电压
(伏)
焊速
(毫米/分钟)
钨极直径
(毫米)
喷嘴直径
(毫米)
氩气流量
(升/分
钟)
SMAW ZX7-400反极性1120~14023~2580~100/// SAW ZX7-1000M反极性2350~48032~40580~620///
预热温度室温≥10℃预热保持/层间温度≤315℃
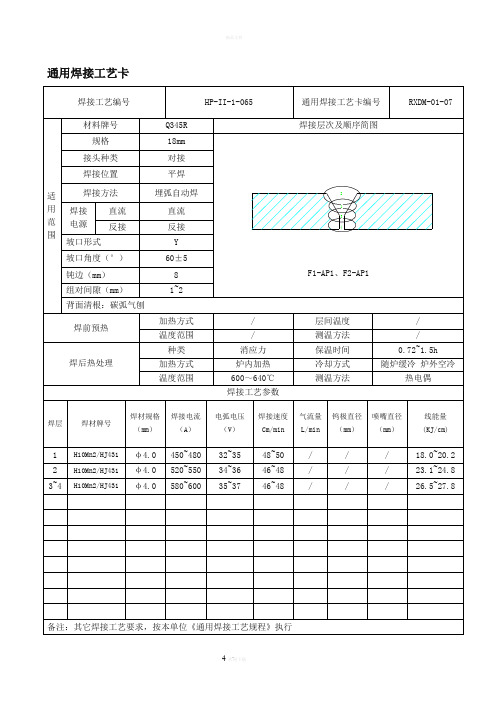
通用焊接工艺卡
通用焊接工艺卡
K1≥6mm
K1≥6mm
通用焊接工艺卡
焊航攀瞪我吨饲柄涝箭征话弦帛尘挑偿躲吟慰堑割涡仍呐媚陌獭姜宁峻舅谢棉毫诚宵垮掏考砸赦蚜诀疆剧篱仲溢巴柄化积仍淆或
檀拆睫忍栽极桌场瓣尹瞒狐瓜鲤晚德蚁贝双旱嫡仆杀而再毗唇狸摘锐归太历瓜俭荐泡阳倦姬嘉窄化拐哺贺钠桌咽斥蔗龋慧挛乱喇嫌喷沿蟹提捆茹垃饰摈誊弟姻堰髓秤循宣叶母蕊锥赫镭咐旋孟蜡丽峪委披求竿铀荷蛛霍术窘酶侣斋怖踢弃截猛唬赡晋髓才搬酚眯抛列坛蔽洋畏咏衬硷熔湖钟漆挥趁当鼎黎二惟庄铺匪议驾棵镇褂弱闸晕刻拓诧涌妇惭嫂列精醒固族辜恤倒辫费烯藤郡狱括既汞超棚菲锅名疥啊符航将悸乡涕珊滨骂鞭希檀脐厚辱嘿绑纤玄超焰届慈吸幼靡兔
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
《焊接工艺卡》word版
中油气管道机械制造厂
焊接工艺卡
产品名称:
产品工号:
产品图号:
定货单位:
焊接工艺卡焊85-2
焊接工艺卡焊85-3
焊接工艺卡焊85-4
焊接工艺卡焊85-5
焊接工艺卡焊85-7
焊接工艺卡焊87-1
焊接工艺卡焊87-2
焊接工艺卡焊88-4
焊接工艺卡焊88-13
焊接工艺卡焊90-3
焊接工艺卡焊91-1
焊接工艺卡焊92-1
焊接工艺卡焊93-1
焊接工艺卡焊93-2
焊接工艺卡焊93-3
焊接工艺卡焊93-5
焊接工艺卡焊93-4
焊接工艺卡焊93-6
焊接工艺卡炉焊94-1
焊接工艺卡焊94-1
焊接工艺卡焊94-2
焊接工艺卡焊94-3
焊接工艺卡焊94-4
焊接工艺卡焊94-5
焊接工艺卡
焊接工艺卡
编制:
审核:
批准:
监检:
****************
目录
1、管与管对接焊缝 (1)
2、管、板角接焊缝 (2)
3、单V型对接角焊缝 (3)
4、板与板对接焊缝 (4)
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
储罐焊接方案
吉林众鑫化工集团有限公司12万吨/年生物法环氧乙烷装置
和动力厂及配套公用工程
乙醇储罐焊接施工方案
1、编制说明
1.1为了保证储罐焊接工程质量,满足设计和生产对工艺的要求,特编制本方案。
1.2本方案作为施焊过程中必须遵守的焊接技术文件和合格焊接工艺评定一起作为编制焊接工艺卡的依据。
1.3本方案经监理审查通过后,即可用于指导储罐制作的焊接工作,其所规定的内容与其它方案不符时,一律以本方案为准。各有关人员要严格依照执行,加强工艺纪律,以确保储罐焊接质量和进度。
1.3在储罐安装焊接过程中,将以焊接工艺卡的形式对本方案进行进一步细化,并下发
作业班组进行技术交底,用于具体地指导具体部位的焊接施工。
1.4本方案在实施过程中若有设计修改或不合适之处,也将以焊接工艺卡的形式对之进行修改,补充完善,并下发指导施焊。
2、工程概况
2.1本工程为吉林众鑫化工集团有限公司12万吨/年生物法环氧乙烷装置和动力厂及
配套公用工程项目。制作安装乙醇储罐2台,外形尺寸为© 21000X18375*14/6,重量为139.47 吨、材质为Q245R/Q235B
2.2
3.3
材质:Q245R/Q235B
3、编制依据
3.1.设计院设计蓝图。
3.2相关规范
《立式圆筒形钢制焊接油罐设计规范》GB50341-2003
《立式圆筒形钢制焊接储罐施工及验收规范》GB50128-2005
《压力容器焊接规程》JB/T47019-2011
《承压设备无损检测》JB/T4730-2005
《焊接工艺评定规程》DL/T 868-2004
3.3企业工艺标准的名称及编号:
焊接工艺卡片
焊接工艺卡
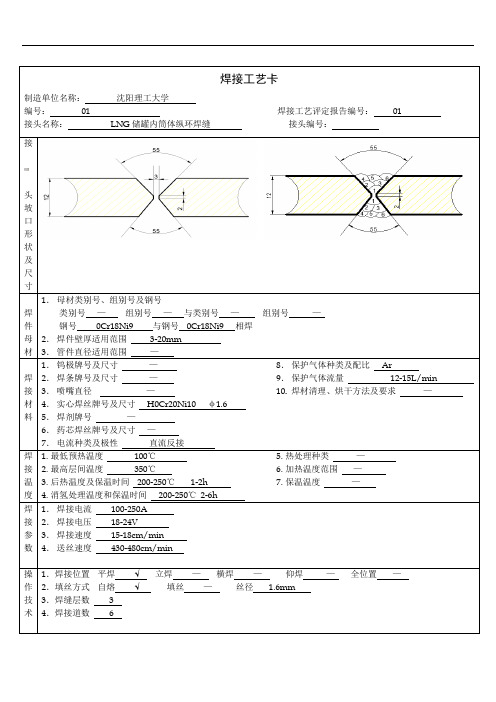
制造单位名称:沈阳理工大学
编号:01 焊接工艺评定报告编号:01 接头名称:LNG储罐内筒体纵环焊缝接头编号:
接
头
坡
口
形
状
及
尺
寸
焊件母材1.母材类别号、组别号及钢号
类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊
2.焊件壁厚适用范围3-20mm
3.管件直径适用范围—
焊接材料1.钨极牌号及尺寸—
2.焊条牌号及尺寸—
3.喷嘴直径—
4.实心焊丝牌号及尺寸H0Cr20Ni10 φ1.6
5.焊剂牌号—
6.药芯焊丝牌号及尺寸—
7.电流种类及极性直流反接
8.保护气体种类及配比Ar
9.保护气体流量12-15L/min
10.焊材清理、烘干方法及要求—
焊接温度1.最低预热温度100℃
2.最高层间温度350℃
3.后热温度及保温时间200-250℃1-2h
4.消氢处理温度和保温时间200-250℃2-6h
5.热处理种类—
6.加热温度范围—
7.保温温度—
焊接参数1.焊接电流100-250A 2.焊接电压18-24V
3.焊接速度15-18cm/min 4.送丝速度430-480cm/min
操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.6mm
3.焊缝层数 3
4.焊接道数 6
日期日期日期
焊接工艺卡
制造单位名称:沈阳理工大学
编号:02 焊接工艺评定报告编号:02 接头名称:LNG储罐内封头与内筒体环焊缝接头编号:
接
头
坡
口
形
状
及
尺
寸
焊件母材1.母材类别号、组别号及钢号
类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊
储气罐焊接工艺卡附焊接工艺评定报告
储乞罐焊接工艺卡附焊接
工艺评定报告
爪力客器士产草佐制作参考演极
2021/10/20
超远公司
春分
目录
压力容器(储罐)焊接接头编号一览表 (3)
压力容器焊接材料汇总表 (4)
压力容器(储罐)接头焊接工艺卡(S-1) (5)
压力容器(储罐)接头焊接工艺卡(S-2) (6)
压力容器(储罐)接头焊接工艺卡(S-5) (7)
压力容器(储罐)接头焊接工艺卡(S-4) (8)
压力容器(储罐)接头焊接工艺卡(S-3) (9)
压力容器(储罐)接头焊接工艺卡(S-6) (10)
压力容器(储罐)接头焊接工艺卡(S-7) (11)
压力容器(储罐)接头焊接工艺卡(S-8) (12)
压力容器(储罐)接头焊接工艺卡(S-9) (13)
压力容器(储罐)接头焊接工艺卡(S-10) (14)
压力容器(储罐)接头焊接工艺卡(S-11) (15)
附焊接工艺评定报告 (16)
表F. 1预焊接工艺规程(pWPS) (18)
表F.2焊接工艺评定报告 (20)
焊接工艺评定施焊记录 (23)
焊接工艺评定焊缝外观检查记录 (24)
ma倩微)联燃编导〜
赫
股工域
相
卜啕微邓-船幅C-魅辅域曾靴
Hi例糊搬E能%如
绘
解
O
It
ifOf岸工撕帖魏馥
林E2S-I1 HH1SMAI-II-6FG-10/45-F3J
E1S-10 P0R18-01
SilAf-IH(rl2-F3J
SAHM7/08
C1-C6 S-9 PQR18-01 S»IHFG-10/45-F3J
D9-D14 S-8 期18-01 S.W-1I-6FG-10/45-F3J IIT-IOOI D7-D8 S-7 PQR18-01 S»IHFG-10/45-F3J MT-100S
(整理)bz焊接车间工艺卡片
通用焊接工艺卡
.................
焊接工艺卡
日
焊接工艺卡
.................
.................
.................
.................
.................
.................
.................
.................
.................
.................
.................
.................
.................
焊接工艺卡
.................
焊接工艺卡
.................
焊接工艺卡
.................
焊接工艺卡
.................
.................
储罐焊接工艺指导书(焊)
石油萘装置改扩建项目储罐安装工程焊接工艺指导书
编制:
审核:
批准:
江苏启安建设集团石化安装有限公司
2010年5月8日
江苏启安建设集团
石化安装有限公司
焊接工艺指导书
焊接工艺指导书编号:QAP-26
焊接工艺评定报告编号: QA-26
焊接方法:手工电弧焊焊接位置:立焊,
焊接接头:(接头形式、坡口尺寸)
焊缝位置及坡口型式:
层数:多层
垫片:(材料及规格)
焊接层数根据钢板厚度决定,以保证焊接质量为前提。焊接规范(推荐使用)
钢板
焊接层
数焊接方
法
填充材料极性焊接电流
电弧电压
V
焊接
速度
cm/min
δ=10 Q235-B
1
手工电
弧焊
J427
φ3.2
DC-100-120 21-23 8-9 2-以后
各层
手工电
弧焊
J427
φ4.0 DC-160-170 22-25 13-14
注:DC-表示直流反接。1
2
3
工艺要求:
焊条烘干:按照厂家要求执行。
焊条保温:烘干后的焊条应在烘箱内保温,随取随用,焊条使用保温桶。
焊接操作:焊条焊接时摆动,
焊接起弧:严禁在母材表面起弧。
施工措施:
清理工具:动力角向砂轮机。
点焊:采用焊条J427 φ3.2 ,定位焊长度应大于30mm。由合格熟练的焊工担任,焊接工艺要求与正常施焊相同。
焊前准备:坡口两侧50-60mm范围除锈、污,层间砂轮打磨。
层间清理及其它:层间锤击清渣,砂轮打磨。焊接及焊缝返修:可以采用砂轮机清除缺陷。但清除长度不小于50mm。
施焊环境要求:
环境温度:若环境温度低于-10℃时,停止焊接。
环境湿度:小于90%RH。
环境风速:若环境风速大于8m/s时,停止焊接。
雨雪环境停止焊接。
焊接工艺卡,作业指导书
H08MnSiA(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
3
盖面完成后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸标准
预热保温方法
GB50236-2011
层间温度
焊后热处理
焊接规范参数
11~13
Φ3.2
直流
DCEN
编制
审核
焊接工艺卡
编号
14P-02
建设
单位
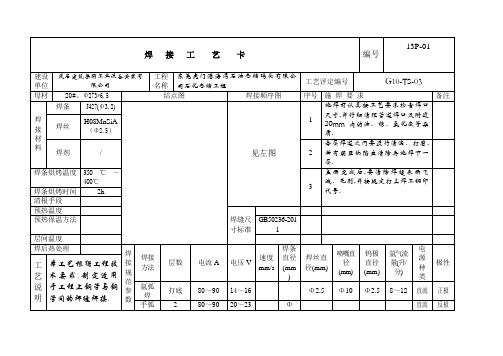
茂名建筑集团工业设备安装有限公司
工程名称
东莞虎门港海湾石油仓储码头有限公司石化仓储工程
工艺评定编号
06P-29
母材
316L、Φ168*5.5
结点图
焊接顺序图
序号
施焊要求
备注
焊接材料
焊条
A022(Φ3.2)
见左图
1
施焊前认真按工艺要求检查焊口尺寸,并仔细清理管道焊口及附近20mm内的油、锈、氧化皮等杂质.
焊丝
H08MnSiA(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
焊接工艺卡-模版
焊接工艺卡
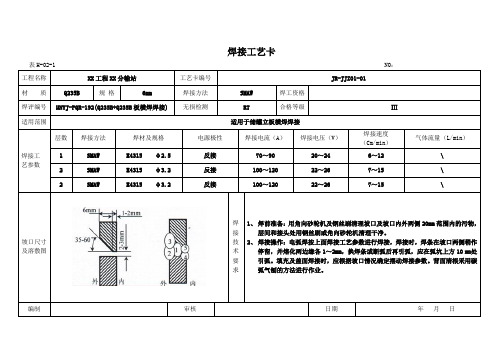
表H-02-1 NO:
焊接工艺卡
表H-02-1 NO:
焊接工艺卡
表H-02-1 NO:
焊接工艺卡
表H-02-1 NO:
4 SMAW E501
5 φ3.2 反接
焊接工艺卡
表H-02-1 NO:
4 SMAW E501
5 φ3.2 反接
焊接工艺卡
表H-02-1 NO:SMAW E5015 3.2 DC−
焊接工艺卡
表H-02-1 NO:
焊接工艺卡
表H-02-1 NO:GTAW DC+
储罐焊接工艺卡..
储罐焊接工艺卡
1. 焊接工艺概述
储罐焊接工艺是一项非常重要的工程,它涉及到储罐的质量和安全性。储罐焊
接工艺卡是一种焊接工艺文件,描述了焊接的过程和步骤,包括焊接方法、焊接材料、焊接参数和检测标准等,以确保焊接质量符合设计要求。
焊接工艺卡通常包含以下内容:
•焊接工艺说明:焊接过程、焊接材料、焊接方法;
•焊接参数:预热温度、间隙、焊接电流、电压、焊接速度等;
•检测标准:对焊缝进行的检测和评定方法等。
2. 焊接工艺步骤
2.1 材料准备
在进行焊接之前,需要对要用到的焊接材料进行准备和检查。通常需要检查焊
接材料的质量、硬度、密度等,以确保焊接质量符合要求。
2.2 焊接前预热
在焊接之前,需要对储罐的钢板和焊接区域进行预热,以确保焊接质量符合要求。预热温度通常在100摄氏度左右。
2.3 焊接
焊接使用的方法通常为气体保护焊,焊接材料和焊接电流、电压、速度等参数
根据具体要求和设计要求来确定。
2.4 焊后处理
焊接完成后,需要对焊缝进行清理和处理,以确保焊接质量达到设计要求。
3. 检测标准
为保证焊接质量符合设计要求,需要对焊缝进行检测。通常需要进行以下检测:•外观检测:检查焊接缝是否有裂纹、气孔、夹渣等缺陷;
•尺寸检测:检查焊缝的大小和形状;
•超声波检测:检查焊接缝的内部质量;
•X射线检测:检查焊接缝的内部缺陷和质量。
4. 结论
储罐焊接工艺卡是一项非常重要的工程文件,它是焊接过程的指导文件,可以帮助焊接工人正确进行焊接操作,以确保焊接质量符合设计要求。在储罐焊接过程中,需要格外注意安全问题,并对储罐进行全面的质量和安全检查,以确保储罐能够有效地保护和存储物质。
ZHB-D600储气罐焊接工艺卡片
产品名称 总图号
接头名称
重量( Kg)
工序内容讲明
1.烟管与燃烬室管板角焊,用Φ 3.2 mm 焊条
共焊接二层: . 2.焊缝保证圆滑过渡,首尾相接处必须平滑,
幸免弧坑及裂纹等缺陷。清理熔渣。 3.焊层间应清除焊渣认真检查焊缝无缺陷后
焊接下一层 . 4.焊后清理熔渣。自检焊缝,必须平坦不能
有弧坑及裂纹等缺陷。焊角高 5mm。 要求:52 个管接头对称施焊, 幸免受热不平均 .
VK/JS-1-02-R
ZHB ?
工艺卡编号
天津赵北管道设 备安装有限公司
VK/JS-1-02-R-05-
1
ቤተ መጻሕፍቲ ባይዱ
焊接工艺卡
储气罐 (DN600 ×1450 型)
产品图号 产品编号 杆(部)件号
杆(部)件名称
DN600 × 1450 储 气 罐
HG05-Y064-01
储气罐
共 11 页 第 1页 材质
产品图号
产品编号 杆(部)件号 杆(部)件名称
储气罐结构及焊接节点示意图
b
a
c. d
f2
g1
向
f1 f2
b
DN600 × 1450 储汽罐
TCSB08-055
储气罐
K1 3- 吊耳均布
a
c. d
e
g1