焊条消耗计算详解
焊条用量快速计算公式

U 形坡口的 R 值约为 0.6cm,另外该标准并未给出坡口宽度 B 值,可在施工现场测量。
(2)每米焊缝焊条用量为:W=1.7Sb=1.7(bt+S1+S2+S3)(公斤/每米焊缝)。
(3)参照以上方法也可推导出双 U 形坡口、J 形坡口、双 J 形坡口的计算公式。
表示板材的坡口截面积(不包括焊缝余高),那么焊缝的截面积(包括余高)应为 S≈1.2Sb。根据通
用公式 W=1.4S,可推导出:
W≈1.7Sb(gk/m)
式中:Sb 为板材坡口截面积,单位是 cm2。
二、公式说明
焊条的需用量(公斤/每米焊缝),与母材、焊条类型、坡口型式、焊接电源、焊条金属回收率、
操作人员的焊接习惯等很多因素有关,以上公式只用于现场施工时估算焊条用量。操作者可在以上公
2
式的基础上,结合现场实际,适当调整公式中的系数(如角焊缝公式 W=0.7K 中的 0.7 和其他焊缝公
式 W=1.7Sb 中的 1.7)。
三、坡口截面尺寸计算公式
以下是常用的并且截面形状具有代表性的坡口截面尺寸的计算方法,其他类型的坡口也可以参
照使用。为了便于心算或快算,所有坡口尺寸单位采用 cm,面积单位采用 cm2。
c.也可以通过测量坡口宽度 B 和坡口深度 h 值计算 Sb2,此时 Sb2=0.5Bh。
d.所以 V 形坡口的总面积为:
2
2
Sb=Sb1+Sb2=bt+(t-c) tan 2 或 Sb=bt+0.5Bh(cm )
(2)V 形坡口焊条用量为 W=1.7Sb=1.7[bt+(t-c)2tan 2 ]或 W=1.7(bt+0.5Bh)(公斤/每米焊
焊丝 焊条 使用量计算
焊接材料需求量计算
1、计算公式:W=AXρXLX1/ηX1.2。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;1.2余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢7.8;Cr-Ni不锈钢7.9;Cr-Ni-Mo不锈钢8.0;镍及镍合金8.9。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。
焊条计算
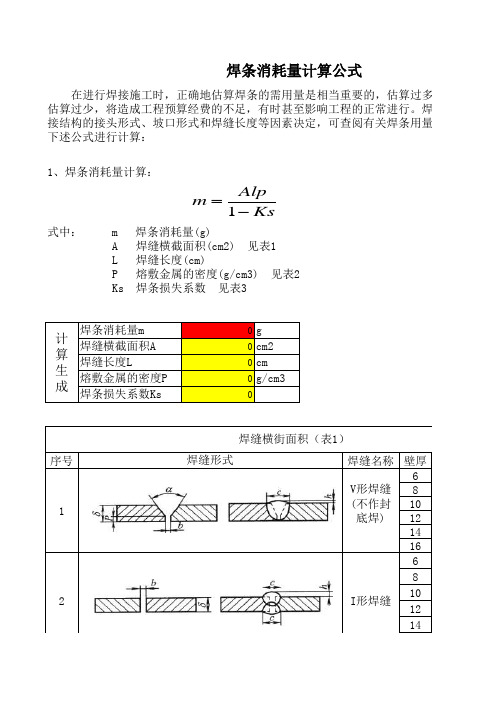
焊条计算油漆计算油漆的每平方米的用量是0.2千克,一升油漆重1.2-1.3千克一张无齿锯片能切割60-90根20*60*2MM的矩形管,(※切割断面的面积※和切割锯数)在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库积压:估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。
焊条的消耗量主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,可查阅有关焊条用量定额手册等,也可按下述公式进行计算:1) 焊条消耗量通常按下式计算:m=alp/1 — K S式中 m ——焊条消耗量 (g) ;A ——焊缝横截面积 (cm2) ;J——焊缝长度 (cm) ;p——熔敷金属的密度 (g/cm3) ;K s——焊条损失系数,见表 3 — 17。
上式中的焊缝横截面积 A 可按表 3 — 16中的公式进行计算。
2) 非铁粉型焊条消耗量也可按下式计算:sm=alp/K n * (1+K b)式中 m——焊条消耗量 (g) ;A ——焊缝横截面积(cm2),见表3—16 :l——焊缝长度 (cm) ;p——熔敷金属的密度 (g/cm3) :K b——药皮质量系数,见表 3 — 18 :K n——金属由焊条到焊缝的转熔系数(包括因烧损、飞溅及焊条头在内的损失 ),见表 3-19 。
表 3-19 焊条损失系数 K s一根φ3.2×350焊条焊60mm长的角焊缝,焊角高6mm,31根/KG,;φ4×400焊条焊95mm长的角焊缝,焊角高6mm,17根/KG。
发表于 2007-3-9 15:24一般是按算出来的理论有胶量*20%控制用胶普通玻璃幕墙是一平方半支耐候胶左右,焊条一般没有明确的算法用看设计发表于 2007-4-14 11:50我基本上是算胶缝长度,然后再算支数发表于 2007-4-22 19:18592ML的密封胶能打16的胶缝7.4米(包含损耗)。
按体积换算把,310的、、、、、、发表于 2007-4-29 07:59我认为焊条的提料应该是按照理论的焊缝宽高计算得出,再根据有经验的焊工,对于什么样的焊缝,一支焊条能焊多长的实际用量。
焊材消耗定额标准

焊材消耗定额标准HBPC-CHB-0011.本标准适合于手工电弧焊、氩弧焊、气体保护焊、自动埋弧焊。
2.制定本标准的依据和参考资料相应的焊缝标准、焊接工艺规程及生产实际情况。
3.附表中给出各种坡口形式的熔焊金属重量,具体焊接材料由相应的焊接工艺指定。
4.计算公式熔焊金属重量公式见附表焊条消耗定额(Kg)=熔焊金属重量×1.7焊丝消耗定额(Kg)=熔焊金属重量×1.04埋弧自动焊焊剂定额(Kg)=焊丝消耗定额×1.75.附表F=δ×b+2/3B×C附表2单面不开坡口带垫板对接焊缝附表3单面不开坡口有底对接焊缝F=δ×b+4/3B×C附表4双面对称X型坡口对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×CF=δ×b+(δ-p)/2×tg(α/2)+2/3B×C 附表6双边V型坡口有底对接焊缝F=δ×b+δ×tg(α/2)+2/3B×CF=δ×b+δ×tg(α/2)+2/3B×C附表8双面不开坡口埋弧自动焊对接焊缝F=δ×b+4/3B×C附表9双边V型坡口埋弧自动焊对接焊缝F=δ×b+(δ-10)/2×tg(α/2)+4/3×(E+4) 附表10对称X型坡口埋弧自动焊对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×C附表11无坡口单面角焊缝F=K/2+K×h 注:无坡口双面角焊缝按两条焊缝计算附表12有坡口单面角焊缝附表13水冷壁(光管+扁钢)纵向焊缝焊材消耗定额标准附表14管子对接V型坡口熔焊金属计算表。
焊条(焊丝)需要量计算方法及焊条单重参考表
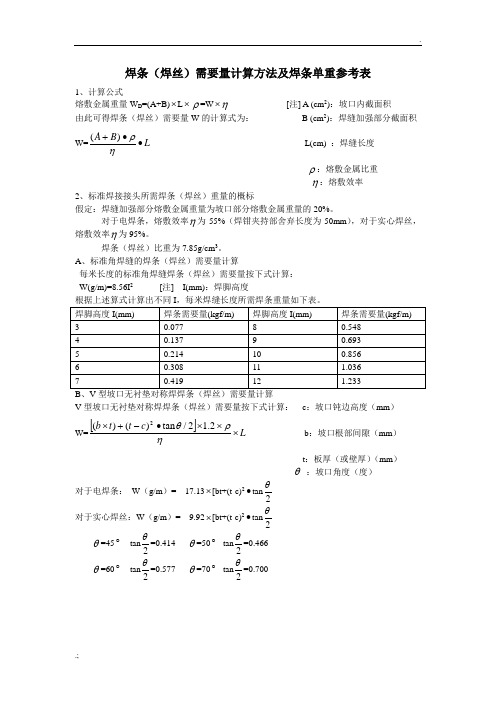
..;焊条(焊丝)需要量计算方法及焊条单重参考表1、计算公式熔敷金属重量W D =(A+B)⨯L ⨯ρ=W ⨯η [注] A (cm 2):坡口内截面积由此可得焊条(焊丝)需要量W 的计算式为: B (cm 2):焊缝加强部分截面积 W=L B A ••+ηρ)( L(cm) :焊缝长度ρ:熔敷金属比重 η:熔敷效率2、标准焊接接头所需焊条(焊丝)重量的概标假定:焊缝加强部分熔敷金属重量为坡口部分熔敷金属重量的20%。
对于电焊条,熔敷效率η为55%(焊钳夹持部舍弃长度为50mm ),对于实心焊丝,熔敷效率η为95%。
焊条(焊丝)比重为7.85g/cm 3。
A 、标准角焊缝的焊条(焊丝)需要量计算每米长度的标准角焊缝焊条(焊丝)需要量按下式计算: W(g/m)=8.56I 2 [注] I(mm):焊脚高度根据上述算式计算出不同I ,每米焊缝长度所需焊条重量如下表。
B 、V 型坡口无衬垫对称焊焊条(焊丝)需要量计算V 型坡口无衬垫对称焊焊条(焊丝)需要量按下式计算: c :坡口钝边高度(mm )W=[]L c t t b ⨯⨯⨯•-+⨯ηρθ2.12/tan )()(2b :坡口根部间隙(mm )t :板厚(或壁厚)(mm ) θ :坡口角度(度)对于电焊条: W (g/m )= 17.13⨯[bt+(t-c)2•tan2θ 对于实心焊丝:W (g/m )= 9.92⨯[bt+(t-c)2•tan 2θθ=45 tan 2θ=0.414 θ=50 tan 2θ=0.466θ=60 tan 2θ=0.577 θ=70 tan 2θ=0.700。
焊材消耗量计算方法
(
2、带极堆焊焊剂 一种焊剂=
二种焊剂=
3、机加工复层焊条=4过度层焊材
三、每Kg焊材根数
1、焊条碳钢:Ф30~31根/Kg 不锈钢 31根/Kg
Ф18根/Kg 不锈钢19根/Kg
Ф12根/Kg
2、氩弧焊丝:每盒:5KgФ:28根/KgФ:26根/Kg
Ф:26根/KgФ堆焊每盘:20Kg
3、气保焊焊丝:药芯Ф堆焊每盘:
(
实芯Ф堆焊每盘:20Kg
4、埋弧焊焊丝每盘:20Kg
5、带极堆焊:哈焊所每盘:35~40Kg
大钢每盘:35~40Kg
进口每盘:35~40Kg
焊材消耗量计算方法
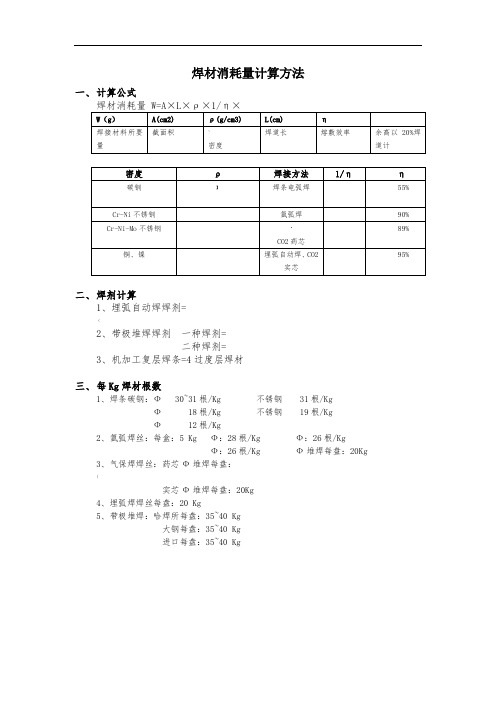
一、计算公式
焊材消耗量W=A×L×ρ×1/η×
W(g)
A(cm2)
ρ(g/cm3)
L(cm)
η
焊接材料所要量
截面积
~
密度
焊道长
熔敷效率
余高以20%焊道计
密度
ρ
焊接方法
1/η
η
碳钢
】
焊条电弧焊
55%
Cr-Ni不锈钢
氩弧焊
90%
Cr-Ni-Mo不锈钢
·
CO2药芯
89%
铜、镍
埋弧自动焊、CO2实芯
焊丝焊条使用量计算

焊接材料需求量计算
1、计算公式:W=AXρXLX1/η。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢;Cr-Ni不锈钢;Cr-Ni-Mo不锈钢;镍及镍合金。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。
焊条消耗量计算
在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库 估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。焊条的消耗量主 接结构的接头形式、坡口形式和焊缝长度等因素决定,可查阅有关焊条用量定额手册等, 下述公式进行计算:
1、焊条消耗量计算:
m Alp 1 Ks
/cm3
1.714 2.565 4.274 5.321
紫铜 8.96
E5015 (J507)
0.44
,估算过多,将造成仓库积压; 常进行。焊条的消耗量主要由焊 关焊条用量定额手册等,也可按
焊缝截面积A(cm2) 0.512 0.779 1.034 1.51 2.148 2.647 0.77 1.12 1.27 1.64 1.93
2.24 5.156 5.693 6.215 6.764 7.379
焊缝形式
焊缝名称 壁厚 6
V形焊缝 8 (不作封 10
底焊) 12 14 16 6
8
I形焊缝 10 12Leabharlann 142I形焊缝
16
28
30
32
34
36
3
X形焊缝 38
40
42
46
48
50
5
6
7
8
10
12
14
15
16
单边钝边V 18
4
形角焊缝 20
22
24
26
28
30
32
34
36
38
40
10
12
K形T字接 14
式中:
m 焊条消耗量(g) A 焊缝横截面积(cm2) 见表1 L 焊缝长度(cm) P 熔敷金属的密度(g/cm3) 见表2 Ks 焊条损失系数 见表3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B1=b+6 S1=δ b+(δ p)2×tga/2+2/3B×e+2/3B1×e F1=[1/2δ 2×b+(δ -p)2×( 2δ +p) /3×tga/2+2/3B×e(δ +2/5e) -4/15B1×e2]
B2=b+10 S2=δ b+(δ p)2×tga/2+2/3B×e+2/3B2×e +9/2×π F=[1/2δ 2×b+(δ -p)2×( 2δ +p) /3×tga/2+2/3B×e(δ +2/5e)
焊条消耗计 算
中石化第十建设有限公司 2013年3月26日
一、焊条的规格、熔敷率及单根重量
1、焊条的规格 焊条直径(焊芯直径)通常分为:Φ 1.6mm、Φ 2.0mm、 Φ 2.5mm、Φ 3.2mm、Φ 4.0mm、Φ 5.0mm、Φ 5.8mm、Φ 6.0mm 、Φ 8.0mm、Φ 10mm、Φ 12mm等几种,单根焊条长度一般在 250-450mm之间。 铝及铝合金焊条只有Φ 3.2mm、Φ 4.0mm、Φ 5.0mm、 Φ 6.0mm四种规格,其长度为:345mm、350mm、355mm; 铜及铜合金焊条只有Φ 2.5mm、Φ 3.2mm、Φ 4.0mm、 Φ 5.0mm、Φ 6.0mm五种规格,第一种长度为300mm,其余均为 350mm。
二、常用焊丝的规格及熔敷率
1、实芯焊丝 实芯焊丝是经过热轧线材经拉丝加工而成的。为了防止 焊丝生锈,除不锈钢焊丝以外,一般表面须进行镀铜处理。 ①埋弧焊用实芯焊丝 埋弧焊一般采用粗焊丝,常用的焊丝规格包括:Φ 1.6mm 、Φ 2.0mm、Φ 2.4mm、Φ 2.8mm、Φ 3.0mm、Φ 3.2mm、Φ 4.0mm 、Φ 4.8mm、Φ 5.0mm、Φ 5.6mm、Φ 6.0mm、Φ 6.8mm等,焊接 时的熔敷率在95%-98%。 ②气保护焊用实芯焊丝 气保护焊一般采用细焊丝,常用的焊丝规格包括: Φ 0.9mm、Φ 1.0mm、Φ 1.2mm、Φ 1.6mm、Φ 2.0mm、Φ 2.4mm、 Φ 3.2mm、Φ 4.0mm、Φ 4.8 mm等,焊接时的熔敷率在90%-95% 。
α
δ
α
18
X型坡 口 (气电 立焊)
e
δ
β
β
e
δ
S=δ ×4+h12×tgα /2+(δ -h1 )2×tgβ /2+4/3×24×e
h1
h1
序号
名称
坡口形式
焊缝形式
计算公式
B=b+δ ×tgβ +5 B1=b+6 S1=δ b+δ 2/2×tgβ +2/3B×e+2 /3B1×e B2=b+10 S2=δ b+δ 2/2×tgβ +2/3B×e+9 /4π +9/2(π /2-β )+2/3B2×e
焊缝形式
计算公式
B= b+6 S=δ b+2/3B×e F=[1/2δ 2+2/3B×e(δ +2/5e)]/ S
4
I形 坡口
b
B
d
e
B1=b+6 S1=δ b+2/3B×e+2/3B1×e
B1
B2=b+10 S2=δ b+2/3B×e+2/3B2×e+9/2 π
B2
序号
名称
坡口形式
焊缝形式
计算公式
2、焊条的熔敷率 焊条的焊接损失包括: 焊条剩头损失,通常为焊条重量的10-15%; 燃烧及飞溅损失为5-10%; 形成熔渣损失为18-35%。 焊条的损失系数K=0.33-0.6。所以,通常一根焊条的熔 敷率在40%-67%之间。
3、单根焊条的重量 根据不同的牌号、成份、规格,不同生产厂家出产的单 根焊条的重量是有差距的。一般情况下,一包5公斤350mm长 焊条, Φ 3.2mm焊条在150根左右,单根重量在30g左右; Φ 4.0mm焊条在90-95根之间,单根重量在52-55g之间; Φ 5.0mm焊条在60-65根之间,单根重量在73-83g之间。
C
C
P
d
序号
名称
坡口形式
焊缝形式
计算公式
2/3δ
2/3δ
21
2/3双 Y形坡 口
α
δ
B1
e
b β
B2
e
δ
Thank you!
B
e
b
19
单边 V形 坡口
b
B1(B2)
d
B
e
d
B埋=b+(δ -p) ×tgβ +5 S埋=δ b+1/2(δ -p) 2×tgβ +2/3B×e+2/3B埋 ×e+9/2×π
B埋
b
b
20
带钝 边单 边V 形 坡口
d
P
e
d
b=c+(δ -P) δ +5 S1=3δ +(δ P)2/2×tgβ +2/3b×e
序号
名称
坡形式
焊缝形式
计算公式
B=b+2R+2(δ -P-R)×tgβ +4 S=δ b+1/2π R2+2R(δ -PR)+(δ -P-R)2×tgβ +2/3B×e
B
e
F=[1/2δ 2+1/2π R2×(R4R/3π +P)+2R×(δ -PR)×(δ +P+R)/2+(δ -PR)2×(2δ +P+R)/3×tgβ +2/3B ×e(δ +2/5e)]/S
β
3
b
B1
p
带钝 边U 形 坡口
R
B1=b+6 S1=δ b+1/2π R2+2R(δ -PR)+(δ -PR)2×tgβ +2/3B×e+2/3B1×e
d
B2=b+10 S2=δ b+1/2π R2+2R(δ -PR)+(δ -PR)2×tgβ +2/3Be+2/3B2e+9/2π
B2
序号
名称
坡口形式
P
B
序号
名称
坡口形式
α b
焊缝形式
计算公式
B
8
双Y 型 坡口 带钝 边
α
B
B=b+(δ -P)×tgα /2+4 S1=δ b+1/2(δ P)2×tgα /2+4/3Be S1=δ b+1/2(δ P)2×tgα /2+4/3Be +9×(π -α /2)
P
δ P
δ
e
h
S=δ b+1/4(δ P)2×tgα +4/3c×h
d
5
V型带 垫板 坡口
β
b
β
B
e
B=b+2×δ ×tgβ +4 S=δ b+δ 2×tgβ +2/3B×e
a
B
6
Y型带 垫板 坡口
e
p
d
b
B=b+2×(δ -P)×tgα /2+4 S=δ b+(δ P)2×tgα /2+2/3B×e
B
7
双U 型 坡口 带钝 边
b
δ
e
β
B=b+2R+2[(δ -P)/2-R]×tgβ +4 S1=δ b+π R2+4R[(δ -P)/2R]+2[(δ -P)/2R]2×tgβ +4/3B×e S2=δ b+π R2+4R[(δ -P)/2R]+2[(δ -P)/2R]2×tgβ +4/3B×e+9/2π
三、常用金属材料的比重
低碳钢的密度ρ =7.8g/cm3; 合金钢和不锈钢ρ =7.88g/cm3; 铝及铝合金的密度ρ =2.7g/cm3; 铜的密度ρ =8.94g/cm3; 黄铜的密度ρ =8.43g/cm3; 镁的密度ρ =1.74g/cm3; 钛的密度ρ =4.54g/cm3; 锆的密度ρ =6.51g/mm3。
四、焊材消耗计算
序号 名称 坡口形式 焊缝形式 计算公式
B=b+2×(δ -p)×tga/2+4 S=δ b+(δ 2 p) ×tga/2+2/3B×e F=[1/2δ 2×b+(δ -p)2×( 2δ +p) /3×tga/2+2/3B×e(δ +2/5e) ]
焊 缝 计 算 公 式
1
Y形 坡口
2
VY形 坡口
a
H
β
b
B1=b+6 S1=δ b+(δ -H)2×tgβ +(Hp)2×tga/2+2(δ -H)×(Hp)×tga/2+2/3B×e+2/3B1×e
p
d
B1
B2
B2=b+10 S2=δ b+(δ -H)2×tgβ +(Hp)2×tga/2+2(δ -H)×(Hp)×tga/2+2/3B×e+2/3B2×e+9 /2π F2=[1/2δ 2×b+(H-p)2×(2H+p )/3×tga/2+(δ -H)×(Hp)×(δ +H)/2×tga/2+(δ H)2×(2δ +H) /3×tgβ +2/3B×e(δ +2/5×e)+ 18-4/15 B2×e]/S2