半成品、成品报废统计表(月度)-V1.0
月度产品报废率表格(可自行编辑)
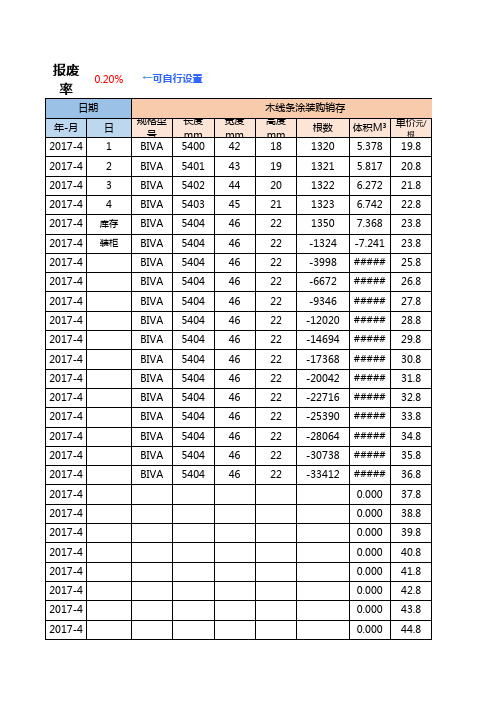
2017-4 2017-4 2017-4 2017-4 2017-4
此列可输入 库存, 装柜, 生产日期 库存与生产 输入根数为正 装柜则为负
0.000 0.000 0.000 0.000 0.00
备注:本模板由天狼君制作完成,里面所有的数据都可以修改的,请放心使用本模板。
负数表示贵
使用本模板。
根数 1320 1321 1322 1323 1350 -1324 -3998 -6672 -9346 -12020 -14694 -17368 -20042 -22716 -25390 -28064 -30738 -33412
体积M³ 单价元/根 5.378 5.817 6.272 6.742 7.368 -7.241 ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 19.8 20.8 21.8 22.8 23.8 23.8 25.8 26.8 27.8 28.8 29.8 30.8 31.8 32.8 33.8 34.8 35.8 36.8 37.8 38.8 39.8 40.8 41.8 42.8 43.8 44.8
200
与涂装差价
体积 5.378 11.195 17.467 24.209 31.577 24.336 2.472 -34.016 -85.128 -150.864 -231.223 -326.206 -435.813 -560.043 -698.897 -852.375
金额 26083.7 53505.6 82267.5 ###### ###### ###### 9777.7 ###### ###### ###### ###### ###### ###### ###### ###### ######
生产报工流程操作说明v1.0

2.双击工序,在弹出的窗口中,选择要加工的工序,如上图所示,选中取回,系统自动加
载刚刚选中的工序,然后输入良品数量和不良品数量,以及不良品产生的原因,还要输入报工人员,制单人员以及审核人员,保存即可,如下图所示:
3.生产车间报工结束后,将这张单据通过消息发送的方式或者电话通知的方式反馈给生产
部负责人。
2.2系统内生产部职责
1.生产负责人接收到生产车间报工的产品,到现场对产品进行审核检查,然后登入系统里,
找到对应的报工单进行审核打印及签字,如下图所示:
2.当生产负责人复核后,在报工单下面的复核人员处会自动生成复核人员,如下图所示:
3.一个工单的其它工序报工过程与上述大致相同,半成品到最后一道工序完成做办理入
库,入库流程请参照“生产领料、退料、入库流程操作说明v1.0”。
铝模板生产统计表样V1.0

5430MM 4700MM
合计 型号
0
0
0
0
0 合 计(KG/块)
开料(半 成品)
本日完工(KG/块)
完工入库 昨日结存(KG/块)
合计 名 称 焊接(成 品) 型号 本日完工(KG/块) 完工入库 昨日结存(KG/块) 合 计(KG/块)
合计 名 称 不合格品 型号 不合格品
名 称 不合格品
加班工时 人数 工时
待料
班长:
报表
日期: 合 计(KG/支) 2013年 03 月 01 日 耗 用 当日结存(KG/支) 本日耗用(KG/支)
0 合 计(KG/块)
0
0
0
0
出库 本日领用(KG/块)
当日结存(KG/块)
合 计(KG/块)
出库 本日出库(KG/块)
当日结存(KG/块)
出库
当日结存(KG/块)
生产日报表
报送部门: 物资部 项目 名 称 型号 本日领入(KG/支) 领 入 昨日结存(KG/支) 合 计(KG/支)
毛料
TS-001 TS-001 TS-001 TS-002 TS-003 TS-004 TS-005 TS-006 TS-007 TS-008 TS-009 TS-010 TS-011 TS-012 TS-013 TS-014 TS-015 TS-016 TS-017 TS-018 TS-019 TS-020 TS-021 TS-022 TS-023 TS-024 TS-025 TS-026 TS-027 TS-028 TS-029 TS-030 TS-031
型号
本日完工(KG/块)
昨日结存(KG/块)
合 计(KG/块)
合计 名 称 废料 合计 定额工时 开料 人数 工时 型号 本月完工(KG/块) 废料入库 上月结存(KG/块) 合 计(KG/块)
检验通用标准V1.0
检验通用标准1.目的为确保各检验环节符合公司要求,建立适当的检验标准,使质检人员有章可循,确保物料、生产过程、成品质量稳定,达到质量控制的目的。
2.范围本程序适用于本公司品质对进料,生产过程、成品的检验。
3.职责3.1仓库负责物料和成品的接收及物料的送检。
3.2品质负责物料进料检验、制程巡检及成品检验。
3.3生产负责成品的送检。
4.定义4.1缺陷产品不满足或者不符合预期规定和要求或被赋予的质量特性,按其严重性分关键缺陷(A 类)、重要缺陷(B类)、一般缺陷(C类)4.1.2关键缺陷(Critical):危机人体安全、财产、产品主要工作和性能有关的缺陷,如产品漏电,电池鼓包、死机等。
4.1.3重要缺陷(Major):非关键缺陷,预见到不会产生事故或影响可使用性。
不能完全按照规定的用途使用。
4.1.4一般缺陷(Minor):不影响使用,只是外观缺陷,如:外观有划伤、色差、缺料(不是组装的关键部位)、毛刺等。
4.2外观定义4.2.1一级面:在使用过程中,可以可以直接看到的产品外观。
4.2.2二级面:在使用过程中,用户需要变更角度才可以看到的产品外观。
如:侧面、开盖后直视面4.2.3三级面:在使用过程中,用户需要简单的操作后才可以看到的产品外观,如产产品底部和后面。
4.2.4四级面:产品拆机后才能看到的零件表面,或者组装后看不到的零件表面。
4.3不良现象4.3.1毛边:机械冲压或切割后未处理好,导致加工件边缘或分型面处有金属毛刺产生。
4.3.2划伤:加工或包装、运输过程中保护不当导致产品表面出现划伤、削伤4.3.3变形:加工调校不当或材料本身内应力问题,或者存储、运输过程保护不当,导致生产表面、边缘形变(不满足图纸要求)。
4.3.4色差:产品表面颜色与产品设计(标准样品)颜色有差异。
5.检验要求5.1检验条件5.1.1检验环境光源:光照度达800LUX~1200LUX。
5.1.2被视物表面与眼睛的距离:25cm~35cm。