SMT测温板制作作业规范
测温板制作管理规范

测温板制作管理规范一、引言测温板是一种用于测量物体表面温度的设备,广泛应用于工业生产、医疗卫生等领域。
为了确保测温板的质量和性能,制作管理规范是必不可少的。
本文将从设备选择、制作过程、质量控制等方面,提出测温板制作管理规范,以期提高测温板的制作水平和质量。
二、设备选择1.选择合适的材料:测温板的外壳材料应具有良好的散热性能和耐高温性能,同时要满足环境保护的要求。
2.选择适当的加工设备:测温板的制作需要使用专门的设备进行加工,包括切割、焊接、抛光等工艺。
这些设备应具备高精度和稳定性,以确保制作出的测温板符合要求。
三、制作过程1.设计规范:在进行测温板的制作前,应根据实际需求进行设计,包括外形尺寸、电子元件的布局等。
同时要保证设计符合相关的国家标准和技术要求。
2.材料准备:选择符合要求的材料进行制作,包括外壳材料、电子元件、导线等。
材料应经过严格的检验和测试,确保符合质量要求。
3.加工工艺控制:在加工过程中,应严格按照工艺要求进行操作,包括切割、焊接、抛光等。
加工过程中要注意操作规范,避免对材料和设备造成损伤。
4.组装测试:在制作完成后,进行组装和测试。
组装过程中要保证各部件的安装正确、稳固,接线要牢固,同时要进行严格的功能测试,确保测温板的性能符合要求。
四、质量控制1.质量检验:制作完成后的测温板应进行质量检验,包括外观检查、尺寸测量、功能测试等。
确保测温板的外观无明显瑕疵、尺寸符合要求,功能正常。
2.数据记录:对于每个制作的测温板,应建立相应的记录档案,包括材料使用记录、加工工艺流程记录、质量检验记录等。
这样可以追溯制作过程中的每一步操作,方便追查和排查问题。
3.不合格品管理:若测温板未通过质量检验,应及时进行处理,包括修复、更换或报废等处理方式。
对不合格品应进行分类和记录,分析原因并采取措施避免类似问题再次发生。
五、防静电措施在测温板的制作过程中,应采取相应的防静电措施,以避免静电对电子元件的损坏。
测温板制作规范
SMT測溫板制做規范
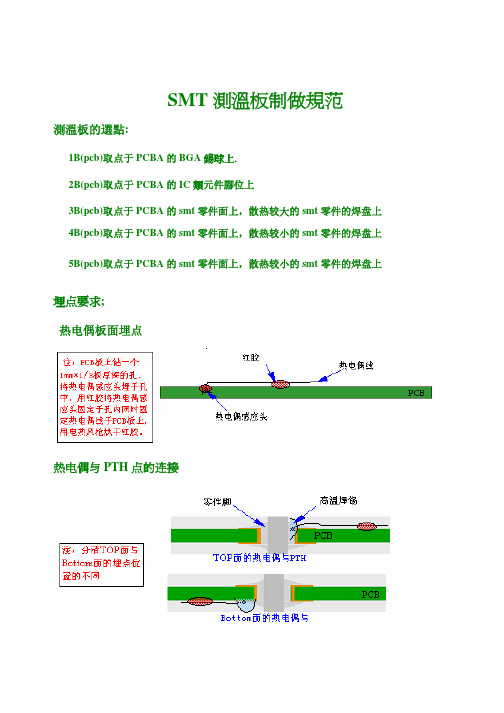
測溫板的選點:
1B(pcb)取点于PCBA的BGA錫球上.
2B(pcb)取点于PCBA的IC類元件腳位上
3B(pcb)取点于PCBA的smt零件面上,散热较大的smt零件的焊盘上 4B(pcb)取点于PCBA的smt零件面上,散热较小的smt零件的焊盘上 5B(pcb)取点于PCBA的smt零件面上,散热较小的smt零件的焊盘上 埋点要求;
热电偶板面埋点
热电偶与PTH点的连接
热电偶与SMT点的连接
热电偶使用注意;
维护/保养;
每一片测温板測完爐溫后,分機種放于对应的柜格中.
使用周期:
累计使用60次,该测温板报废,必须重新制作
累计使用不满60次,但做出的曲线不能满足制程要求时, 该测温板也要报废,必须重新制作。
炉温测试板制作及曲线测试规范
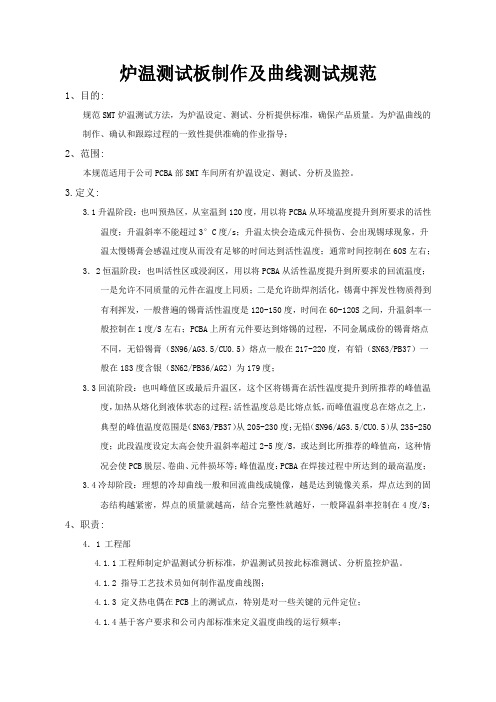
炉温测试板制作及曲线测试规范1、目的:规范SMT炉温测试方法,为炉温设定、测试、分析提供标准,确保产品质量。
为炉温曲线的制作、确认和跟踪过程的一致性提供准确的作业指导;2、范围:本规范适用于公司PCBA部SMT车间所有炉温设定、测试、分析及监控。
3.定义:3.1升温阶段:也叫预热区,从室温到120度,用以将PCBA从环境温度提升到所要求的活性温度;升温斜率不能超过3°C度/s;升温太快会造成元件损伤、会出现锡球现象,升温太慢锡膏会感温过度从而没有足够的时间达到活性温度;通常时间控制在60S左右;3.2恒温阶段:也叫活性区或浸润区,用以将PCBA从活性温度提升到所要求的回流温度;一是允许不同质量的元件在温度上同质;二是允许助焊剂活化,锡膏中挥发性物质得到有利挥发,一般普遍的锡膏活性温度是120-150度,时间在60-120S之间,升温斜率一般控制在1度/S左右;PCBA上所有元件要达到熔锡的过程,不同金属成份的锡膏熔点不同,无铅锡膏(SN96/AG3.5/CU0.5)熔点一般在217-220度,有铅(SN63/PB37)一般在183度含银(SN62/PB36/AG2)为179度;3.3回流阶段:也叫峰值区或最后升温区,这个区将锡膏在活性温度提升到所推荐的峰值温度,加热从熔化到液体状态的过程;活性温度总是比熔点低,而峰值温度总在熔点之上,典型的峰值温度范围是(SN63/PB37)从205-230度;无铅(SN96/AG3.5/CU0.5)从235-250度;此段温度设定太高会使升温斜率超过2-5度/S,或达到比所推荐的峰值高,这种情况会使PCB脱层、卷曲、元件损坏等;峰值温度:PCBA在焊接过程中所达到的最高温度;3.4冷却阶段:理想的冷却曲线一般和回流曲线成镜像,越是达到镜像关系,焊点达到的固态结构越紧密,焊点的质量就越高,结合完整性就越好,一般降温斜率控制在4度/S;4、职责:4.1 工程部4.1.1工程师制定炉温测试分析标准,炉温测试员按此标准测试、分析监控炉温。
SMT制程工艺作业规范(一)
SMT制程工艺作业规范(一)SMT制程工艺作业规范是指在SMT制程中工作人员需要遵守的操作标准和流程规定,是保证SMT生产质量和效率的重要保障。
以下是SMT制程工艺作业规范的相关内容。
一、工作前准备1.检查设备,包括工作台、电脑、气源、线路等,确保全部正常。
2.检查所需原材料和辅料,如贴片元器件、PCB板、胶水、清洁剂等,确保数量和品质符合要求。
3.穿戴工作服及防护用品,如防静电手套、鞋子等,以保证工作过程中不受到静电等因素的影响。
二、SMT制程操作流程1.开启设备电源,并进行相关设置和校准,保证设备正常运转。
如出现设备故障,及时报修或处理。
2.将PCB板放置到工作位,并按照生产程序的要求进行校准和调整,以确保设备运行的精度和稳定性。
3.准备贴片元器件,检查元器件编号、封装和数量是否与生产要求一致,若不符合则交由质检部门处理。
4.进行贴片操作,包括固定PCB板,刷涂胶水,放置元器件,固定和焊接等流程。
操作过程中,需要注意静电防护和操作流程的严谨性。
5.完成贴片操作后,进行清洗、烘干、真空包装等处理,以确保成品的质量和稳定性。
6.工作完成后,对设备进行清洁、检查和关闭,将生产数据反馈至相关部门,以供生产流程的优化和改进。
三、其他注意事项1.在操作过程中,需要遵守相关的安全规定和标准,尤其是在使用化学药品和工具时需要严格遵守相关操作规程。
2.保持工作环境的清洁和整洁,避免操作过程中产生噪声,影响工作效率。
3.及时向上级汇报和提出改进建议,以促进生产效率的提升和质量的改进。
总之,SMT制程工艺作业规范是保证SMT制程正常运行和质量稳定的重要环节。
只有严格遵守相关规定和要求,才能确保生产效率和质量达到最优化水平。
炉温测试板制作及测试作业规范

FS FS/M-SMT-E-009A REV.0-2016.01.08保密级别:内部公开炉温测试板制作及测试作业规范1.0目的为制作炉温测试板和测试炉温提供正确的方法和依据,使SMT炉温板制作及测试作业标准化,确保炉温符合产品品质要求。
2.0范围适用公司SMT回流炉测温板制作及炉温测试作业。
3.0权责3.1SMT工程部3.1.1负责本规范文件制定及完善,并严格按此规范进行操作。
3.1.2负责根据生产需求制作对应机型的测试板及炉温测试。
3.1.3负责炉温测板的报废评估及炉温曲线优化,保证产品质量。
3.3品质部3.3.1负责监督炉温测试板的制作确认及使用寿命监控。
3.3.2负责监督每日炉温测试及温度曲线确认检查。
4.0程序4.1测试点的位置选取原则4.1.1测试点位置选取,手机主板要求选取6个测试点,需注意感温线的接线端正负不可接反。
4.1.2结合PCB板元件的温度特性,一般选取的点需要覆盖大中小执容量的元件。
4.1.3依照PCB板元件组件的分布,选点需平均分配覆盖PC板面区域。
4.2测试点选取类型4.2.1BGA类元件正中央底(如图1“●”标示),从PCB板背面打孔把探头埋入BGA底部。
4.2.2QFN类元件元件正中央接地焊盘(如图2“●”标示)从PCB板背面打孔把探头埋入元件底部或四边的引脚焊盘。
4.3.3USB、耳机、卡座和屏蔽盖类大热容量元件容易冷焊的元件都需要测试点,如下图“●”标示。
屏蔽盖CHIP类元件4.3测温线的制作4.3.1采用镍铬-镍铝热电偶感温线。
4.3.2每根感温线的长度为20-30cm,最长不超过30cm.4.3.3测温线测点端接头分开后,必须用点焊机熔接成一个结点,不允许用扭绞方式,测试点不能出现交叉的现象。
如下图示4.3.4测试线另一端连接测温头,镍铬端(有条细红线缠绕)接测温头的正极,另一根接测温头的负极(如图示)4.4测温点的制作方法4.4.1BGA元件从元件的背面打孔,将感温线穿过孔,将测温线穿过钻孔把探头埋在BGA元件底部,然后用红胶对BGA元件四边进行固定,并封堵钻孔。
SMTReflow测温板及注意事项讲解

页次3/9 4.4 BGA(>=27mm):BGA中心点pad, BGA中心锡球, BGA表面三点必选4.5 CPU Socket: corner点,lever点,inner点4.6Connector 之焊脚页次4/94.7 QFP 之焊脚五、热电偶安装方法:5.1 BGA类测温点制作方法5.1.1在BGA PAD上先涂一层助焊剂﹐用吸锡线吸去多余的锡.5.1.2将0.5mm的钻头对准小坑中心,将此pad钻成通孔.5.1.3清除钻孔内的残留物,在钻孔的第一面贴上kapton防焊胶.页次5/95.1.4将热电偶从钻孔的底面插入钻孔内,确认两根金属线没有接触短路到.用防焊胶带固定住热电偶线.5.1.5翻转PCB观察热电偶TIP高度,在做PAD点时热电偶TIP应接触到第一面的防焊胶带.5.1.6量测Solder ball点,安装TC tip应高于pad 0.15~0.25mm.15-0.25mm页次6/95.1.7施加少量的环氧树脂胶,用热风枪烘干固定(热风枪的温度小于350℃).Φ﹤6mm5.1.8对应的Solder ball要铣掉一个深度为0.2-0.35的槽,以利于测温头的放置.BGA Solder ball測溫頭放置區.0.2-0.355.1.9 CUP Socket: corner点,lever点,inner点(参照5.1.1-5.1.1.8)5.1.10要在BGA, CPU Socket PAD上先涂一层助焊剂﹐再用rework 的方式将零件置于PCB上5.1.12 量测BGA表面温度时,应在零件表面中心上钻一小孔,深度以热电偶页次7/9 的几何尺寸大小为准,然后将热电偶tip固定在小孔内﹐施加少量的环氧树脂胶,用热风枪烘干固定.ψ0.4-0.5mmBGA BODY 測溫頭放置區,深度約0.4-0.5mm.Φ﹤6mm5.2.1 Connector 之焊脚,QFP 之焊脚:较好的方法是使用高温焊锡,焊点尽量最小。
516-炉温测试板管理-------
文件编号日期工序机种版本作业顺序及方法工程名一、目的:规范SMT测温板的制作方法、明确SMT炉温测试板的使用寿命;二、范围:适用于公司SMT所有炉温测试板;三、测温板制作内容:1:技术员根据转线通知,选择相对应的炉温测试板进行炉温测试;相关报表:1、炉温测试板使用寿命统计表 2、温度测试板台账使用工具:测温板 测温线批准:审核:制 作:李强5:测试板上各条线焊接固定后插上测试仪器测试:让各条线紧固,下载曲线检查各线是否7:在测试板上贴上耐高温计数条码格,每测试一次在条码格内“√”,并在炉温测试板使用寿命统计表上登记好测试次数。
四:测温板使用寿命管理油性笔写于测试板上,按编号顺序对应放置便于管理使用。
3:炉温测试板寿命临近终止时,炉温测试员应提前制作同型号规格的测温板。
作好记录。
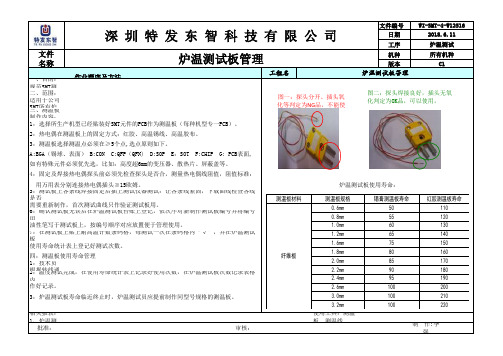
2:温度测试完成,在使用寿命统计表上记录好使用次数,在炉温测试板次数记录表格内C1炉温测试板管理WI-SMT-4-W125162018.6.11炉温测试所有机种炉温测试板使用寿命:用万用表分别连接热电偶插头≦15欧姆。
需要重新制作,首次测试曲线只作验证测试板用。
6:确认测试板无误后在炉温测试板台账上登记,依次序对新制作测试板编号并将编号用1:选择所生产机型已经贴装好SMT元件的PCB作为测温板(每种机型专一PCB)。
文件名称深 圳 特 发 东 智 科 技 有 限 公 司炉温测试板管理4:固定及焊接热电偶探头前必须先检查探头是否合,测量热电偶线阻值,阻值标准:A:BGA(锡球、表面) B:CON C:QFP(QFN) D:SOP E:SOT F:CHIP G: PCB表面,如有特殊元件必须优先选,比如:高度超6mm的变压器、散热片、屏蔽盖等。
2:热电偶在测温板上的固定方式:红胶、高温锡线、高温胶布。
3:测温板选择测温点必须在≥5个点,选点原则如下。
图二:探头焊接良好,插头无氧化判定为OK 品,可以使用。
图一:探头分开、插头氧化等判定为NG 品,不能使110120753.2mm 1301.0mm 1.2mm 14015050556065纤维板1.8mm2.0mm 0.6mm 0.8mm 1.6mm3.0mm 测温板材料锡膏测温板寿命测温板规格红胶测温板寿命2.2mm 2.4mm 2.6mm 80859095100160170180190200210220100100。
SMT作业规范

SMT作业规范SMT(表面贴装技术)是现代电子制造中的一项重要技术,随着电子产品的普及和更新换代,SMT技术已经成为现代电子制造中最重要的技术之一。
与此同时,为了确保电子产品的质量和性能,SMT作业规范也变得越来越重要。
本文将对SMT作业规范进行分析,从产品安装到质量监控的全过程,探讨如何确保SMT产品的质量和性能。
一、工具和设备的准备在进行SMT作业之前,必须对所需的各种工具和设备进行逐一检查,以确保它们的正常工作状态。
例如,针对SMT贴片机,应该检查气压和电源是否正常,不同尺寸的送料、送料轮和气垫是否匹配,工作台区域是否干净,并且确保正确设置工作参数。
此外,对于所有的工具和设备,还应该定期进行维护和保养,避免故障和损坏。
二、贴片材料的规范SMT贴片材料包括贴片元件、电容、电阻和其他金属元件等,这些贴片材料必须符合一定的规范。
首先,要确保贴片元件与原始电路板的要求完全匹配,比如尺寸和高度等。
而且,各种贴片元件的电性能也必须符合要求,例如电容的电容值、电感的电感值、电阻的电阻值等。
如果贴片材料不符合规范,将会对产品性能产生影响。
三、工艺流程的规范SMT作业的工艺流程对于确保产品质量至关重要。
工艺流程包括送料、贴片、焊接和检测等一系列工序,必须根据产品的要求进行规范和执行。
在SMT贴片时,必须严格控制排布和手工操作等环节,避免出现失误和漏贴。
在焊接工序中,必须确保焊料的温度和保温时间都符合要求,以确保焊点的可靠性和稳定性。
四、质量监控的措施为了确保SMT作业的质量和性能,必须借助各种工具和设备进行质量监控。
质量监控措施包括人工视检、自动光学检查、X光检测和有机印刷等。
必须对这些质量监控措施进行规范和执行,比如定期进行设备校准和保养,并根据产品需求进行各项测试和检测,确保产品质量达标。
总结SMT作业规范是现代电子制造中至关重要的一环,贯穿了整个电子产品生产的全过程。
在贴片材料、工具设备、工艺流程和质量监控等各个环节,都需要严格按照规范进行操作,以确保产品质量和性能。
SMT Reflow测温板及注意事项

页次3/9 4.4 BGA(>=27mm):BGA中心点pad, BGA中心锡球, BGA表面三点必选4.5 CPU Socket: corner点,lever点,inner点4.6Connector 之焊脚页次4/94.7 QFP 之焊脚五、热电偶安装方法:5.1 BGA类测温点制作方法5.1.1在BGA PAD上先涂一层助焊剂﹐用吸锡线吸去多余的锡.5.1.2将0.5mm的钻头对准小坑中心,将此pad钻成通孔.5.1.3清除钻孔内的残留物,在钻孔的第一面贴上kapton防焊胶.页次5/95.1.4将热电偶从钻孔的底面插入钻孔内,确认两根金属线没有接触短路到.用防焊胶带固定住热电偶线.5.1.5翻转PCB观察热电偶TIP高度,在做PAD点时热电偶TIP应接触到第一面的防焊胶带.5.1.6量测Solder ball点,安装TC tip应高于pad 0.15~0.25mm.15-0.25mm页次6/95.1.7施加少量的环氧树脂胶,用热风枪烘干固定(热风枪的温度小于350℃).Φ﹤6mm5.1.8对应的Solder ball要铣掉一个深度为0.2-0.35的槽,以利于测温头的放置.BGA Solder ball測溫頭放置區.0.2-0.355.1.9 CUP Socket: corner点,lever点,inner点(参照5.1.1-5.1.1.8)5.1.10要在BGA, CPU Socket PAD上先涂一层助焊剂﹐再用rework 的方式将零件置于PCB上5.1.12 量测BGA表面温度时,应在零件表面中心上钻一小孔,深度以热电偶页次7/9 的几何尺寸大小为准,然后将热电偶tip固定在小孔内﹐施加少量的环氧树脂胶,用热风枪烘干固定.ψ0.4-0.5mmBGA BODY 測溫頭放置區,深度約0.4-0.5mm.Φ﹤6mm5.2.1 Connector 之焊脚,QFP 之焊脚:较好的方法是使用高温焊锡,焊点尽量最小。
炉温测试板制作及测试作业规范

炉温测试板制作及测试作业规范1.0目的为制作炉温测试板和测试炉温提供正确的方法和依据,使SMT炉温板制作及测试作业标准化,确保炉温符合产品品质要求。
2.0 范围适用公司SMT回流炉测温板制作及炉温测试作业。
3.0 权责3.1 SMT工程部3.1.1负责本规范文件制定及完善,并严格按此规范进行操作。
3.1.2负责根据生产需求制作对应机型的测试板及炉温测试。
3.1.3负责炉温测板的报废评估及炉温曲线优化,保证产品质量。
3.3 品质部3.3.1负责监督炉温测试板的制作确认及使用寿命监控。
3.3.2负责监督每日炉温测试及温度曲线确认检查。
4.0 程序4.1测试点的位置选取原则4.1.1测试点位置选取,手机主板要求选取6个测试点,需注意感温线的接线端正负不可接反。
4.1.2结合PCB板元件的温度特性,一般选取的点需要覆盖大中小执容量的元件。
4.1.3依照PCB板元件组件的分布,选点需平均分配覆盖PC板面区域。
4.2测试点选取类型4.2.1 BGA类元件正中央底(如图1“●”标示),从PCB板背面打孔把探头埋入BGA底部。
4.2.2QFN类元件元件正中央接地焊盘(如图2“●”标示)从PCB板背面打孔把探头埋入元件底部或四边的引脚焊盘。
4.3.3USB、耳机、卡座和屏蔽盖类大热容量元件容易冷焊的元件都需要测试点,如下图“●”标示。
4.3 测温线的制作4.3.1采用镍铬-镍铝热电偶感温线。
4.3.2每根感温线的长度为20-30cm,最长不超过30cm.4.3.3测温线测点端接头分开后,必须用点焊机熔接成一个结点,不允许用扭绞方式,测试点不能出现交叉的现象。
如下图示4.3.4测试线另一端连接测温头,镍铬端(有条细红线缠绕)接测温头的正极,另一根接测温头的负极(如图示)CHIP 类元件 屏蔽盖4.4测温点的制作方法4.4.1BGA元件从元件的背面打孔,将感温线穿过孔,将测温线穿过钻孔把探头埋在BGA元件底部,然后用红胶对BGA元件四边进行固定,并封堵钻孔。
SMT测温板制作要求

一、目的本规范规定炉温曲线的测试周期、测试方法等,以通过定期的、正确的炉温曲线测试确定最佳的曲线参数,最终保证PCB 装配最佳、稳定质量,提高生产效率和产品直通率,解决工程人员的测试问题,为企业优化生产,创造更多利润。
二、定义1、回流曲线在使用焊膏工艺方式中,通过固定在PCB 表面的热电偶及数据采集器测试出 PCB 在回流焊炉中时间与温度的可视数据集合,根据焊膏供应商推荐的曲线,对不同产品通过适当调整温度设置及传输链的速度所得到的最佳的一组炉温设置参数。
2、固化曲线在使用点胶或印胶工艺方式中,通过固定在PCB 表面的热电偶及数据采集器测试出 PCB 在固化炉中时间与温度的可视数据集合,根据焊膏供应商推荐的曲线,对不同产品通过适当调整温度设置及传输链的速度所得到的最佳的一组炉温设置参数。
3、基本产品指在一个产品系列中作为基本型的产品,该系列的其它产品都在此基础上进行贴装状态更改或对印制板进行少量的改版,一般情况下一个产品系列同一功能的印制板其图号仅在版本号上进行区分。
4、派生产品指由于设计贴装状态更改、或印制板在原有基础上进行少量的改版所生成的其所改动的 CHIP 类器件数量未超过 50 只、同时没有对外形尺寸大于□20mm×20mm 的 IC 器件(不包括 BGA、CSP 等特殊封装的器件)的数量进行调整的产品。
5、全新产品指产品公司全新开发、设计贴装状态更改或印制板在原有基础上改版时所生成的其所改动的CHIP 类器件数量超过50 只、或对外形尺寸大于□20mm×20mm 的 IC 器件的数量进行调整的产品。
凡状态更改中增加或减少了 BGA、CSP 等特殊封装的器件的产品均视为全新产品。
6、测试样板指用来测试炉温的实装板,严格来说,该板必须贴装有与用来测试的生产状态基本一致的元器件三、回流焊炉温测试点的选取测试点的选取一般最少三个部位,代表PCB组件上温度变化的测试点(能反映PCB组件上高、中低温部位的温度变化); 般情况下,高温度部位在PCB与传送方向相垂直的元件边缘中心处,低温度在PCB 靠近中心部位的大型元件半田端子处(PLCC.QFP等),另外对耐热性差部品表面要有测试点,以及客户的特定要求。
(完整版)测温板制作管理规范

文件编号JH-GL-GC-050编制宋官武批准1.目的快速制作出正确和符合制程需要的测温板,预防因测温板失效而模拟不到真实的profile温度,提高温度模拟测试的成功率,确保测温板的有效利用及保证产品品质。
2.范围适用于本公司SMT回流焊温度测量管控。
3.术语无。
4.职责工程部:工程部负责产品profile测量,测温板的制作/维护、曲线的管理,profile标准的制定,profile 的检查,优化和审批。
生产部:负责反馈不良状況给工程,以便及时改善炉溫。
质管部:负责定期监控炉温设置状况,保证制程稳定。
5.程序5.1测温板的申请与制作要求:5.1.1 试样产品由研发提供样品、工程制作测温板。
5.1.2 客户有要求按客户要求制作;在客户没有特别要求的情况下可选用导热胶,红胶或高温锡丝作为测温点固定材料。
5.1.3 测温线的种类为:Type K Ni-Cr合金vs. Ni-Al合金 -200℃ ~ 1250℃,直径≤0.254mm。
5.1.4 测温点制作,焊接大小为测温点高度≤2.5mm,长宽≤5mm。
5.1.5 引脚类元件测温点必须平贴PCB板,与元件引脚相连,如下图一5.1.6 若有BGA类元件测温点必须紧贴在所取的焊点上,如下图二图一图二文件编号JH-GL-GC-050编制宋官武批准5.1.7 测温点的标示位置需与profile图显示位置一致。
5.1.8 测温点做好后,要等导热胶或红胶完全烘干后才能使用,且在烘干过程中不可碰到测温板和测温线,避免测温线头与测温点之间松脱,影响导热效果。
5.1.9 测温线不可断裂,不可将两根导线扭在一起。
如下图:5.1.10 导线与插头连接,将导线依据板子尺寸大小选择长度,拨去绝缘皮约6mm用丝刀固定连接到插头上,红色连接到负极,黄色连接到正极,不可接反,如下图所示:5.1.11高温胶带应该固定热电偶绝缘外皮部分,不应该盖住热电偶探头,5.1.12 红胶用于填充孔和绑定热电偶线,但不可过多(直径≤5mm)以至于影响温度测量的准确性。
SMT测温板制作作业规范
S M T测温板制作作业规范Prepared on 21 November 2021
1.目的:
制定测温板制作标准规范,供相关人员进行学习或作为制作测温板的依据。
2.制作流程:
BGA表面及内部焊点:在BGA底部钻孔,直至BGA锡球处,用红胶将线端焊点固定在BGA的锡球上,然后用热风枪吹干(线端焊点要恰好完全被包在锡球或点胶中)。
(图一)
LED元件表面& PCB板表面:测温线粘贴高温胶带(或用红胶固定但胶量不宜过多)(图二、三)
2. 3 CHIP&IC焊点:将测温线的测温头紧贴在IC之PIN或Chip之PAD上,用红胶固定。
(图四)
电解电容元件:将测温线的测温头用红胶固定在元件顶端表面。
(图五)
使用治具基板测温基板制作:在大开口和小开口处选取PCB板表面各一个点,用红胶固定。
3.测温线整理:
布线:
将测温线布置中测温板上,并用高温胶带固定。
.(图六)
3.1.1布置测温线时注意:
A.测温线从最近的通孔穿过布置在PCB的同一面。
(布线原理:测温时测温线必须布置
在PCB上表面)
B.布线时,测温线引出方向必须与PCB板的流向相反。
(图七).
C.布线时尽量避开元件,使测温线紧贴在PCB表面。
图一、BGA类测温线安装
热电偶线贴敷高温胶带(或用红胶固定,但胶量不宜过多)
图二、LED元件表面测温
线安装
图三、PCB表面测温线安
装
图四、CHIP&IC焊点测温线安
装
图五、电解电容焊点测温线安
装
小开口
大开口
托盘治具。
测温板制作规范范文

测温板制作规范范文测温板是一种用于测量温度的工具,广泛应用于医疗、工业、科研等领域。
制作测温板需要遵守一定的规范,以确保其准确度和可靠性。
以下是关于测温板制作规范的一些建议,供参考。
一、材料选择1.温度传感器材料应具有良好的导热性能,如铜或铜合金。
2.外壳材料应具有良好的耐高温性能,同时具有一定的绝缘性能,如不锈钢或陶瓷。
二、设计要求1.测温板设计应考虑到实际使用场景的要求,如形状、大小、厚度等。
2.测温板表面应平整、光滑,以确保温度传感器与被测物体充分接触,提高测温的准确性。
3.温度传感器的布置应均匀,避免局部温度测量不准确的问题。
三、制造工艺1.制作过程中应严格控制制作温度,以确保温度传感器的准确性。
2.温度传感器的安装应牢固可靠,避免松动或脱落。
3.制作过程应注意防止不必要的机械损伤,避免影响测温板的正常使用。
四、校准与质量控制1.制作完成后,测温板应进行校准,以确保其准确度。
2.校准应定期进行,并记录相关数据。
五、使用与维护1.测温板在使用前应进行预热,以达到稳定的工作状态。
2.使用时应遵守操作规程,避免不正确的操作导致测温不准确。
3.测温板应定期进行检查和维护,确保其正常工作状态。
六、存储与包装1.测温板应存放在干燥、温度适宜的环境中,以保证其性能不受损。
2.包装应严密,防潮、防震、防吸湿,以确保测温板的完好性。
在制作测温板的过程中,以上规范应作为参考,在实际操作中,还应根据具体需求进行调整。
同时,制作测温板的人员应具备一定的专业知识和技能,以保证测温板的质量和准确度。
只有制作符合规范的测温板,才能满足实际应用需求,提供准确有效的温度测量结果。
测温板制作管理规范

文件编号JH-GL-GC-050编制宋官武批准1.目的快速制作出正确和符合制程需要的测温板,预防因测温板失效而模拟不到真实的profile 温度,提高温度模拟测试的成功率,确保测温板的有效利用及保证产品品质。
2.范围适用于本公司SMT 回流焊温度测量管控。
3.术语无。
4.职责工程部:工程部负责产品profile 测量,测温板的制作/维护、曲线的管理,profile 标准的制定,profile的检查,优化和审批。
生产部:负责反馈不良状況给工程,以便及时改善炉溫。
质管部:负责定期监控炉温设置状况,保证制程稳定。
5.程序5.1测温板的申请与制作要求:5.1.1 试样产品由研发提供样品、工程制作测温板。
5.1.2 客户有要求按客户要求制作;在客户没有特别要求的情况下可选用导热胶,红胶或高温锡丝作为测温点固定材料。
5.1.3 测温线的种类为:Type K Ni-Cr 合金vs. Ni-Al 合金 -200℃ ~ 1250℃,直径≤0.254mm 。
5.1.4 测温点制作,焊接大小为测温点高度≤2.5mm,长宽≤5mm。
5.1.5 引脚类元件测温点必须平贴PCB 板,与元件引脚相连,如下图一 5.1.6 若有BGA 类元件测温点必须紧贴在所取的焊点上,如下图二图一 图二文件编号JH-GL-GC-050编制宋官武批准5.1.7 测温点的标示位置需与profile图显示位置一致。
5.1.8 测温点做好后,要等导热胶或红胶完全烘干后才能使用,且在烘干过程中不可碰到测温板和测温线,避免测温线头与测温点之间松脱,影响导热效果。
5.1.9 测温线不可断裂,不可将两根导线扭在一起。
如下图:5.1.10 导线与插头连接,将导线依据板子尺寸大小选择长度,拨去绝缘皮约6mm用丝刀固定连接到插头上,红色连接到负极,黄色连接到正极,不可接反,如下图所示:5.1.11高温胶带应该固定热电偶绝缘外皮部分,不应该盖住热电偶探头,5.1.12 红胶用于填充孔和绑定热电偶线,但不可过多(直径≤5mm)以至于影响温度测量的准确性。
SMT测温板制作作业规范

C:在测温线拐角处及从通孔穿出时,必须加以固定。(图九、图十一)
D:点胶间距不得超过3cm。
3.3烘烤固化:
将已点完胶的测温板用热风枪烘干固化或放入烤箱进行烘烤(烤箱设定条件为120度15min)。
3.4高温胶带保护测温线:
A.、测温线靠板边易折弯的部份用高温胶带缠绕(防止长时间弯曲致内部线路接触不良或断裂,图十二)。
4.测温线检查:
4.1检验方法:用制做好的测温板实际进行测量。
A、温度曲线平缓无明显震荡现象(图十五),判定为OK.
B、曲线漂浮不定,震荡明显(图十六),判定为NG.
5测温板制作注意事项:
a.测温点的选取和制作规则必须依据《SMT炉温测试作业规范》和《SMT测温板制作作业规范》。
b.测温接头编号应该与基板上测定点的编号一一对应。
c.测温板制作完成后使用万用表确认是否导通。
d.测温板作成时间,确认人标注于基板上。测量次数为50次,超过50次需报废处理,重新制作。
e.测温板制作完成后应到机器上测试一遍,确认结果是否达到指示书标准。
f.测量炉温结束后需打印该机种炉温曲线经工程师进行审核后方可流在BGA底部钻孔,直至BGA锡球处,用红胶将线端焊点固定在BGA的锡球上,然后用热风枪吹干(线端焊点要恰好完全被包在锡球或点胶中)。(图一)
2.2LED元件表面&PCB板表面:测温线粘贴高温胶带(或用红胶固定但胶量不宜过多)(图二、三)
2.3CHIP&IC焊点:将测温线的测温头紧贴在IC之PIN或Chip之PAD上,用红胶固定。(图四)
2.4电解电容元件:将测温线的测温头用红胶固定在元件顶端表面。(图五)
2.5使用治具基板测温基板制作:在大开口和小开口处选取PCB板表面各一个点,用红胶固定。
SMT炉温测试板制作及测试规范081125

4.5测温板制作方法4.5.1BGA元件,到BGA室用BGA Rework System Lift BGA, 在BGA正中央底部钻孔,将测温线穿过钻孔,并用高温锡固焊在PCB PAD上, 然后用BGA Rework SystemPlace BGA, 照X-RAY以确定焊接状态,最后用红胶固定BGA四个角并封堵钻孔。
4.5.2 用红胶加固BGA四个角以及底部钻孔处的测温线。
4.5.3 针对QFP组件,用少量的高温锡丝将Thermal Couple焊接在QFP零件脚与pad 接触的区域, 焊点应完全把热电偶的测温点裹住,而不要让它一部分曝露在外面;在保证测温点裹住的前提下应尽量使焊接点小。
然后点上红胶来固定测温线,一根测温线上红胶固定点数量至少2个固定点。
第一个固定点在离测温点的0.5CM处,第二个固定点在离测温点2CM处。
严禁将红胶覆盖测温点部分。
如下图:T Information Is Confidential And Proprietary To Quanta And Shall Not Be Reproduce d Or Otherwise Disclosed This Information Is Confidential And Proprietary To Quanta And Shall Not Be Reproduced Or Otherwise Disclosed To Anyone Other Than Quanta Employees Without Written Permission From Quanta Computer Inc.4.5.4 针对最大零件的零件脚,用少量的高温锡丝将Thermal Couple焊接在最大零件零件脚与Pad接触的区域。
4.5.5 测温点所对应的组件编号,位置要和测温头一一对应。
其中:编号和位置标注在PCB上,测温头上可仅标注数字对应。
如图:4.5.6 为防止测温线松动,用高温胶把热电偶测试线整齐固定在测温板上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 .目的:
制定测温板制作标准规范,供相关人员进行学习或作为制作测温板的依据。
2.制作流程:
2.1 BGA表面及内部焊点:在BGA底部钻孔,直至BGA锡球处,用红胶将线端焊点固定在BGA的锡球上,然
后用热风枪吹干(线端焊点要恰好完全被包在锡球或点胶中)。
(图一)
热电偶线贴敷高温胶带(或用红胶固定,但胶量不宜过多)
图一、BGA类测温线安装
2.2 LED元件表面& PCB板表面:测温线粘贴高温胶带(或用红胶固定但胶量不宜过多)(图二、三)
图三、PCB表面测温线安装
安装
2. 3 CHIP&IC 焊点:将测温线的测温头紧贴在IC之PIN或Chip之PAD上,用红胶固定。
(图四)
图四、CHIP&IC焊点测温线安装
2.4电解电容元件:将测温线的测温头用红胶固定在元件顶端表面。
(图五)
3.2点胶固定:
用红胶将布好的测温线固定在 PCE 板上。
3.2.1固定测温线时注意:
A :测温线一定要接触 PC
B 以免点胶固定时测温线高跷)。
(图八)
B :点胶量以覆盖测温线本体为原則。
图五、电解电容焊点测温线安装
2.5使用治具基板测温基板制作:在大开口和小开口处选取 PCB 板表面各一个点,用红胶固定。
托盘治具
3.1布线:
将测温线布置中测温板上,并用高温胶带固定。
•(图六)
3.1.1布置测温线时注意:
A. 测温线从最近的通孔穿过布置在 PCB 的同一面。
(布线原理:测温时测温线必须布置在
B. 布线时,测温线引出方向必须与 PCB 板的流向相反。
(图七).
C. 布线时尽量避开元件,使测温线紧贴在PCB 表面。
PCB 上表面)
J 测棍线樂理方向
图七、布线示意图 3 •测温线整理:
图六、高温胶带粘贴
3.5 整理后整体外观要求:
A :理线后出板时与流向相反。
B
:离线横平竖直。
C
:测温线过PCB 孔布置于同一面。
3.3烘烤固化:
将已点完胶的测温板用热风枪烘干固化或放入烤箱进行烘烤
3.4高温胶带保护测温线:
(烤箱设定条件为 120 度 15min )。
A. 、测温线靠板边易折弯的部份用高温胶带缠绕 (防止长时间弯曲
B 、将延伸到PCB 板外面的测温线统一用高温胶带扎起來
,每隔2~3cm 扎一次(图十三)。
C 、连接测温仪处离测温头
4~6cm 处用高温胶带将测温线缠起来,并将测温插头按照编号排列並用高温胶
图八、布线外观 图九、穿孔后测温线点胶 图十、点胶固定测温线测温线 图十一、点胶固定拐角处
带固定.(图十
四)。
图十二
图十三 图十四
4.测温线检查:
4.1检验方法:用制做好的测温板实际进行测量。
A 、温度曲线平缓无明显震荡现象 (图十五),判定为0K.
5测温板制作注意事项: a. 测温点的选取和制作规则必须依据《 SMT 炉温测试作业规范》和《SMT 测9温板制作作业规范》 b. 测温接头编号应该与基板上测定点的编号一一对应。
c. 测温板制作完成后使用万用表确认是否导通。
d. 测温板作成时间,确认人标注于基板上。
测量次数为
50次,超过50次需报废处理,重新制作。
e. 测温板制作完成后应到机器上测试一遍 ,确认结果是否达到指示书标准。
f.
测量炉温结束后需打印该机种炉温曲线经工程师进行审核后方可流板。
图十六、测试曲线NG B 、曲线漂浮不定,震荡明显(图十六),判定为NG.
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求。