优质热镀锌盘条
热镀锌施工工艺及品控要点
热镀锌施工工艺及品控要点1.清洗:首先要对钢材进行清洗,去除钢材表面的油污和杂质。
清洗可以采用浸泡或喷洗的方式,使钢材表面净化。
2.打磨:清洗完毕后,需要对钢材表面进行打磨,去除表面的锈蚀和氧化层,使得锌涂层能够更好地与钢材表面结合。
3.预处理:打磨完毕后,需要对钢材进行预处理。
一般采用酸洗或喷射清理的方法,去除钢材表面的氧化物,增加镀锌的附着力。
4.浸泡:将预处理完的钢材通过吊篮或者滚筒浸入熔融的锌液中。
锌液的温度一般在440°C左右。
5.出锌:浸泡一定时间后,将钢材从锌液中取出,将多余的锌液滴落,然后钢材通过气刀吹干。
6.检验:热镀锌完成后,需要对镀锌层进行检验。
可以采用外观检验、厚度测量、附着力测试等方法,确保镀锌层的质量符合要求。
1.原材料检验:在选择钢材时,要对原材料进行检验,主要包括成分分析、力学性能、表面缺陷等方面的测试。
只有符合要求的钢材才能进行后续的热镀锌施工。
2.检验设备:为了保证热镀锌的质量,需要配备合适的检验设备,包括外观检验仪器、厚度测量仪器、附着力测试仪器等。
同时,检验设备需要定期校准,确保其准确性。
3.生产过程控制:在整个热镀锌施工过程中,要严格控制每个环节的操作过程。
包括清洗、打磨、预处理、浸泡、出锌等各个步骤,都要按照规定的工艺进行操作。
4.工艺参数控制:在热镀锌施工中,有一些关键的工艺参数需要控制,包括浸泡时间、浸泡温度、浸泡速度等。
这些参数对镀层的厚度、均匀性和附着力都有影响,需要严格控制。
5.严格检验要求:对于热镀锌施工完成的产品,要进行严格的检验。
只有符合要求的产品才能出厂,确保产品质量。
6.定期维护:热镀锌设备需要定期维护,保持设备的正常运转。
同时,要对生产过程中的各个环节进行回顾和总结,及时进行改进。
总结:。
国产盘条生产桥梁缆索用镀锌钢丝的研究

Ke wo d 8 B wi o y rs 2 r r d;g la ii g se l r e av n zn t e e;c b e o av n zn wi a l ;h tg la i g;sa i zn i tb l i g i
采 用进 口盘 条 生 产 桥 梁 缆 索 用 镀 锌 钢 丝 存 在 成本 高 、 购周 期 长 等缺 点 。奥盛 九 江 钢 线 钢缆 有 采 限公 司先 后 采 用宝 钢 、 钢 盘条 进 行 桥 梁 缆 索用 镀 沙 锌 钢 丝 的生 产 , 取得 满 意 的效 果 。
Pr d to Re e r h o a v n z ng S e lW i e f r Brdg bl o uc i n s a c fG l a i i t e r o i e Ca e
wih Ho e a e W ie Ro t m m d r d
Yo e g i Zh u Sh n g n W a g Xu z e g u Sh n y o e g e n n h n
游胜 意 周 生根 汪训政
3 20 ) 30 0 ( 盛 九 江 钢 线 钢 缆 有 限公 司 奥
摘 要
介绍 国产盘条生产 桥梁缆索用镀锌钢丝 的工艺技术 、 制造过程 , 分析研究有关技术 要学成分 、 理化性 能及夹杂物含量与进 口盘条 相差不 大 , 通条性 和稳定 性有 待进一 步提高 。严 格控制 表面处 理、 拉拔 、 热镀锌 、 整 、 光 稳定化处理等 工序 , 以生产 出符合 G / 70 - 19 可 B T1 1 1 9 7和法国 N A3 _0 5要求 的产 品。 F 5 一 3 关键词 8 B盘条 ; 2 镀锌钢丝 ; 缆索 ; 热镀锌 ; 稳定化处理 T 364 G 5 . 5 中图分类号
Q BQB 521-2009桥梁缆索镀锌钢丝用盘条(发布稿)

5.7 显微组织 盘条应进行索氏体含量检验,索氏体含量应不小于 90%。盘条不应有影响使用的网状渗碳 体和淬火组织(马氏体和屈氏体区域)。若供方在工艺上有保证,可不作检验。
5.8 表面质量 5.8.1 盘条表面应光滑,不得有裂纹、折叠、结疤、耳子等对使用有害的缺陷。允许有压 痕及局部的凸块、凹坑、划痕、麻面,但其深度或高度(从实际尺寸算起)应不大于 0.10mm。 5.8.2 盘条应将头尾有害缺陷部分切除,其截面不应有缩孔、分层及夹杂。 5.8.3 氧化铁皮 盘条表面氧化铁皮重量应不大于 7kg/t,若供方在工艺上有保证,可不作检验。 5.9 特殊要求 根据需方要求,经供需双方协议,可进行晶粒度、弯曲试验、冷顶锻试验或其他项目的检验,
法)
GB/T 6394-2002 金属平均晶粒度测定法
GB/T 8170-2008 数值修约规则与极限数值的表示和判定
GB/T 10561-2005 钢中非金属夹杂物含量的测定 标准评级图显微检验法
GB/T 13298-1991 金属显微组织检验方法
GB/T 20066-2006 钢和铁 化学成分测定用试样的取样和制样方法
GB/T 223
钢铁及合金化学分析方法
GB/T 224-2008
钢的脱碳层深度测定法
GB/T 228-2002
金属材料 室温拉伸试验方法
GB/T 232-1999
金属材料 弯曲试验方法
GB/T 2975-1998 钢及钢产品 力学性能试验取样位置及试样制备
GB/T 4336-2002 碳素钢和中低合金钢 火花源原子发射光谱分析方法(常规
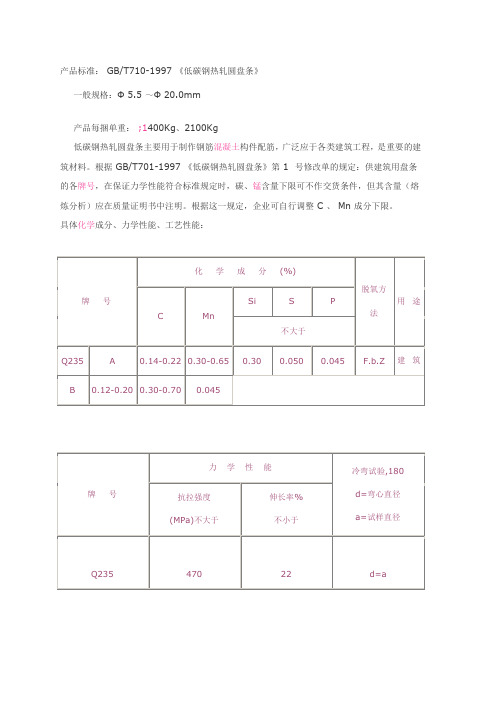
抗拉强度 Rm,MPa 1180~1270 1170~1260
断后伸长率 A,% ≥8 ≥8
断面收缩率 Z,% ≥30 ≥30
钢铁制品的热镀锌标准
钢铁制品的热镀锌标准1. 范围1.1此标准适用于由轧制件、锻件、铸件及各类型材加工而成的产品的热镀锌。
1.2 此标准适用于各类加工件和非加工件,例如,钢结构件,组合件,镀锌前已弯曲或焊接的大型管件,以及由无涂层的钢丝制造而成的线制品。
此标准也同样适用于镀锌前组合于一体的大型锻、铸件。
备注1 —此标准适用于在A123-78和A386-78两标准中提及的产品。
1.3 此标准不适用于线材、管子、钢板的特定区域内或连续线状,以及厚度小于0.0299in [0.76mm]的钢板。
1.4 用离心机分离或要除去过量锌的金属构件(如螺钉及其他攻丝紧固件,铸件,轧制件,锻件和冲压件)的镀锌操作按照标准A153 / A153M 执行。
1.5 组合支撑件的镀锌要求已包含在本标准中。
单一支撑件的镀锌按标准A767 / A767M 执行。
1.6 此标准适用于英制单位(如A123)或国际公制单位(如A123M)的订单。
英制单位和国际公制单位未必完全等同。
此标准中SI制单位均在括号中说明。
每种单位体系都可独立使用。
如果订单为SI制单位,所有的测试和检验都应使用相应的公制单位。
订单确定后,以上信息都应向电镀工说明。
2. 参考文件2.1 ASTM 标准A 47/A 47M 铁素体可锻铸铁铸件标准A 90/A 90M 钢铁制品上锌及锌合金镀层的含量的测试方法A 143 防止镀锌钢结构件脆化的安全措施实验和检测脆性程序的实验A 153/A 153 M 金属构件的镀锌标准A 384/A 384 M 防止镀锌钢组合件变形的安全措施实验A385 高质量镀锌涂层实验A 767/A 767 M 混凝土用钢筋的镀锌标准A 780 镀锌修复区域实验A 902 金属性镀层产品的术语B 6 镀锌标准B 487 对通过精密测量得来的断面金属及氧化镀层厚度尺寸进行测试的方法B 602 金属性及无机涂层的品质测试方法E 376 磁场及涡流实验3. 术语(见图示1)3.1 定义3.1.1 以下术语和定义适用于本标准。
BQB501-2003(盘条尺寸、外形、重量及允许偏差)
宝山钢铁股份有限公司企业标准Q/BQB 501-2003 盘条尺寸、外形、重量及允许偏差代替 Q/BQB 501-19981 范围本标准规定了盘条尺寸、外形、重量及允许偏差。
本标准适用于宝山钢铁股份有限公司生产的直径为5mm~26mm各类钢的盘条。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170数值修约规则3 分类与代号普通精度 A级较高精度 B级高级精度 C级4 尺寸、外形及允许偏差4.1盘条的公称直径和横截面积应符合表1的规定。
4.2盘条直径允许偏差和不圆度应符合表1相应精度的规定。
不圆度是指盘条同一截面上的最大直径与最小直径之差。
4.3 精度级别应在合同中注明。
未注明者,按A级精度执行。
4.4 根据需方要求,经供需双方协议,可供应表1规定以外其他尺寸的盘条。
5 重量5.1 盘条以实际重量交货。
盘条的理论重量参考表1的规定。
5.2 每盘由一整根盘条组成。
盘重一般应为1900kg~2400kg。
允许每交货批有10%的盘数(不足两盘的允许有两盘)的盘重小于1900kg,但不小于1000kg。
5.3 根据需方要求,经供需双方协议,亦可供应其他盘重的盘条。
6 盘卷尺寸盘卷外形的参考尺寸见表2。
宝山钢铁股份有限公司2003-06-04发布 2003-12-15实施表2内径外径高度卷取方向2400mm(最大)逆时针方向850mm 1250mm7 标记示例按Q/BQB 512供货,用SWRH82B轧成的直径为12.5mm,B级精度的盘条,其标记为:盘条 SWRH82B-12.5-B-Q/BQB 5128 检验部位检验取样部位距盘卷端部最小距离应符合表3的规定。
表3 mm直径距盘卷端部最小距离5.0~6.5 5000>6.5~12.5 4000>12.5~18.0 3000>18.0~22.0 2000>22.0~26.0 15009 数值修约数值修约方法应符合GB/T 8170的规定。
热镀锌和热浸镀锌钢材标准
热镀锌和热浸镀锌钢材标准1. 引言1.1 什么是热镀锌和热浸镀锌热镀锌和热浸镀锌是钢材表面处理的一种方法,通过在钢材表面涂覆一层锌来防止钢材氧化和腐蚀。
热镀锌是将钢材浸泡在熔化的锌液中,使锌与钢材表面形成一层金属锌涂层的工艺。
而热浸镀锌是将钢材经过清洗、酸洗等处理后,再与熔融的锌液接触,形成金属锌与钢材表面的化学反应,使锌覆盖在钢材表面。
热镀锌和热浸镀锌的主要作用是防止钢材氧化、腐蚀,延长钢材的使用寿命。
热镀锌和热浸镀锌还可以提高钢材的耐腐蚀性能,增强钢材的抗拉伸性能,使钢材更加耐用,适用于各种恶劣环境下的使用。
热镀锌和热浸镀锌是钢材表面处理的重要方法,可以有效防止钢材氧化、腐蚀,提高钢材的使用寿命和性能。
在钢材行业中具有广泛的应用。
1.2 热镀锌和热浸镀锌的应用热镀锌和热浸镀锌是常见的防腐蚀处理方法,在钢铁行业中具有广泛的应用。
热镀锌和热浸镀锌的应用可以追溯到很早以前,其主要目的是为了延长钢材的使用寿命并提高其耐腐蚀性能。
在建筑行业中,热镀锌和热浸镀锌的应用非常常见。
用于建筑结构的钢材经过热镀锌或热浸镀锌处理后,可以有效抵抗大气中的腐蚀物质,延长建筑物的寿命。
热镀锌和热浸镀锌的钢材在户外使用时也能保持较好的外观,不易生锈,因此在园林景观和城市雕塑等领域也有广泛的应用。
除建筑行业外,热镀锌和热浸镀锌的钢材还被广泛运用于汽车制造、管道输送、桥梁建设等领域。
这些行业对钢材的耐腐蚀性能要求较高,因此热镀锌和热浸镀锌的应用也相对广泛。
热镀锌和热浸镀锌的应用范围非常广泛,在各个行业中都有重要的地位。
其优良的防腐蚀性能和长期的保护效果,使其成为钢材防腐处理中不可或缺的一环。
2. 正文2.1 热镀锌钢材标准介绍热镀锌钢材标准是指对热镀锌钢材的生产、检验和使用过程中的要求和规范进行统一规定,以确保产品质量和安全性。
热镀锌钢材标准主要包括以下几个方面:1. 钢材质量要求:热镀锌钢材的质量主要受到原材料、生产工艺和热镀锌技术等因素的影响。
盘条

/盘条(定义及用途)steel wire rod(s) 盘条也叫线材,通常指成盘的小直径圆钢。
盘条的直径在5-19毫米范围内(通常为6-9毫米),其下限值是热轧钢材断面的最小尺寸。
盘条的品种很多。
碳素钢盘条中的低碳钢盘条俗称软线,中、高碳钢盘条俗称硬线。
盘条主要供作拉丝的坯料,也可直接用作建筑材料和加工成机械零件。
不锈钢盘条用于制造不锈钢丝、不锈钢弹簧钢丝、不锈顶锻钢丝和不锈钢丝绳用钢丝。
随着生产技术的进步,已出现方形、盘条六角形、扇形和其他异形断面的盘条;直径的上限已扩大到38毫米;盘重从原来的40-60公斤已增加到3000公斤。
由于轧后热处理新工艺的开发,盘条表面的氧化铁皮明显减薄,组织性能也得到很大的改善。
盘条就是直径比较小的圆钢,商品形态是卷成盘供货,在工地上常见的有直径6、8、10、12 毫米的,以低碳钢居多,一般不用于钢筋混凝土结构的主筋,多用于制钢筋套,还有小直径的用于砖混结构中的“砖配筋”。
盘条在使用前需要用钢筋调直机调直下料,同时也在机器中去除氧化锈皮,也在反复的弯曲拉伸中,强度有一定的提高。
没有调直机的小型工地,使用卷扬机拉直盘条,如果是直接拉是不可取的,容易产生太大的塑性变形,应该一端用滑轮重锤,以控制拉力。
高线(定义及用途)高线(高速线材)是线材的一种,通常指用“高速无扭轧机”轧制的盘条,常见的普通低碳钢无扭控冷、热轧盘条(ZBH4403-88)及优质碳素钢无扭控冷、热轧盘条(ZBH44002-88)。
高线的轧制速度在80-160米/秒,每根重量(盘重)在1.8-2.5吨,尺寸公差精度高(可达到0.02mm),在轧制过程中可通过调整工艺参数(特别是在冷却线上)来保证产品的不同要求。
高线与普线、半高线(准高线)的区别1、高线、普线与半高线的区别主要在于生产轧制速度与接头数量。
高线的制速度较高,通常在80-160米/秒,单盘内仅为单根切无接头,相较普线具有生产节奏快、盘重较大(最大盘重可达2500kg)、包装通常比较紧匝、漂亮。
《高强度大桥缆索钢丝用热轧盘条》行业标准

《高强度大桥缆索钢丝用热轧盘条》行业标准编制说明一、任务来源《高强度大桥缆索钢丝用盘条国产化攻关》课题,为国家科技部科技支持项目《高强度大桥缆索的研究及国产化》项目中的子课题之一,其中《桥梁缆索高强度钢丝用热轧盘条》行业标准,是《高强度大桥缆索钢丝用盘条国产化攻关》项目的研究内容之一,通过该课题的研究成果及产业化,制定一项桥梁缆索用高强度度钢丝盘条的行业标准,通过制定该项标准,填补我国没有大桥缆索高强度钢丝用盘条的国家标准的空白,使国内钢铁行业有一个统一的生产和验收的技术依据,同时提高我国高强度钢丝用热轧盘条的生产技术水平及产业化的规模,扩大中国大桥缆索的生产技术,进而扩大中国制造的大桥缆索在世界各国桥梁建设中的市场占有率。
根据工业和信息化部工信厅[2009]104号文《关于印发2009年第一批工业行业标准制修订计划的通知》、SAC/TC183 全国钢标委 [2009]15号文《关于下达全国钢标委2009年第一批行业标准制修订项目计划的通知》的要求,由江阴兴澄特种钢铁有限公司、冶金工业信息标准研究院负责制订《高强度大桥缆索钢丝用热轧盘条》行业标准。
二、国内外桥梁缆索用盘条技术发展现状目前国内外桥梁缆索技术发展具几个发展趋势:随着桥梁跨经的增大,桥梁缆索材料向高强度和超高强度发展;桥梁缆索的使用寿命要求提高;桥梁缆索的抗风雨振性能要求提高桥梁使用安全性和可靠性要求更高。
桥梁缆索用镀锌钢丝是大桥的主要受力构件,其技术性能指标要求很高,过去一直以高价从国外进口,1994年以后,江阴华新钢缆、上海申佳、江西九江等企业相继投产,广东虎门大桥悬索用普通松驰镀锌钢丝,被江阴华新钢缆与德国联合中标,由此填补了此类产品国内生产的空白,结束了我国长期依赖进口的局面。
抗拉强度是主缆钢丝的重要指标,湖北宜昌大桥、江苏江阴大桥的主缆钢丝的抗拉强度都是1600Mpa, 随着大桥跨经的增加,为减少主缆索重量,国际上以提高钢丝的抗拉强度为发展趋势,明石海峡大桥主缆钢丝的抗拉强度提高到1760Mpa,重庆鹅公岩大桥、江苏润杨大桥的主缆钢丝的强度为1670Mpa,广西柳州红光大桥、浙江舟山西堠门大桥主缆索钢丝强度提高到1770Mpa,目前已经建成的苏通大桥主跨度达到1088米,主缆索钢丝强度要求达到1770Mpa以上。
宝钢热镀锌标准介绍

宝钢热镀锌标准介绍
宝钢热镀锌标准是指宝山钢铁集团有限公司生产的热镀锌产品符合的规范和标准。
以下是宝钢热镀锌标准的一般介绍:
1. 材料要求:宝钢热镀锌产品通常使用碳素结构钢、冷轧钢板和热轧钢板作为基材,且其化学成分和机械性能需符合国家标准。
2. 镀层质量:宝钢热镀锌产品的镀层应具有良好的附着力、均匀的厚度和一定的耐蚀性。
镀层的锌含量和锌铁合金含量需要满足相关规定。
3. 尺寸和形状:宝钢热镀锌产品的尺寸和形状应符合国家标准,常见的规格包括厚度、宽度和长度等。
4. 表面状态:宝钢热镀锌产品的表面应平整、光滑,不应有皱纹、皮下气泡、氧化皮等缺陷。
5. 包装和标识:宝钢热镀锌产品在包装和标识上应符合国家标准和客户需求,以确保产品在运输和使用过程中的完好性和方便识别。
宝钢热镀锌标准的具体内容可以根据不同产品和客户需求来制定,以上介绍仅为一般性概述。
热镀锌圆钢执行标准
热镀锌圆钢执行标准热镀锌圆钢是一种常见的金属材料,具有防腐蚀、耐磨损和强度高的特点,广泛应用于建筑、机械制造、桥梁建设等领域。
为了确保热镀锌圆钢的质量和使用效果,制定了一系列的执行标准,以规范生产和使用过程。
首先,热镀锌圆钢的执行标准主要包括国家标准、行业标准和企业标准。
国家标准是由国家标准化管理委员会制定和发布的,具有法律效力,适用于全国范围内的生产和使用。
行业标准是由相关行业协会或组织制定的,用于规范特定行业的生产和使用,具有一定的约束力。
企业标准是企业自行制定的,适用于该企业内部的生产和使用。
其次,热镀锌圆钢的执行标准主要涉及材料、化学成分、机械性能、表面质量、尺寸偏差、包装标识等方面。
材料和化学成分是热镀锌圆钢执行标准的基础,对材料的成分和性能进行严格的要求,以确保产品的质量稳定和可靠性。
机械性能是指热镀锌圆钢在受力作用下的性能表现,包括抗拉强度、屈服强度、延伸率等指标,对产品的使用性能起着决定性的作用。
表面质量是热镀锌圆钢执行标准中的重要内容,要求产品表面光洁度高、无氧化皮、无瑕疵和变形等缺陷。
尺寸偏差是指热镀锌圆钢在生产过程中的尺寸偏差要符合国家标准规定,以保证产品的尺寸精度和一致性。
包装标识是指热镀锌圆钢在包装和标识方面要符合相关标准要求,以确保产品的安全运输和正确使用。
最后,热镀锌圆钢的执行标准对于生产企业和使用单位来说都具有重要意义。
对于生产企业来说,执行标准是生产的依据和质量控制的重要手段,只有严格执行标准要求,才能生产出高质量的产品,赢得市场和客户的信任。
对于使用单位来说,执行标准是产品选型和使用的重要参考依据,只有选择符合标准要求的产品,才能确保工程质量和使用效果。
综上所述,热镀锌圆钢执行标准是保障产品质量和使用效果的重要保障,只有严格执行标准要求,才能生产出高质量的产品,确保工程质量和使用效果。
希望生产企业和使用单位都能重视执行标准,共同为推动热镀锌圆钢行业的健康发展做出贡献。
斜拉索用高强度锌铝合金镀层钢丝用盘条技术研究

第46卷 第5期金 属 制 品2020年10月 Vol 46 No 5MetalProductsOctober2020 doi:10.3969/j.issn.1003-4226.2020.05.008斜拉索用高强度锌铝合金镀层钢丝用盘条技术研究朱晓雄, 王志刚, 陈建峰, 章 盛, 肖国豪(江苏东纲金属制品有限公司, 江苏 无锡 214445)摘要:依托武汉青山长江大桥,并基于高碳钢盘条水浴冷却技术(EDC),系统开展了大跨度斜拉桥斜拉索用1860MPa级高强度锌铝合金镀层钢丝的技术开发和国产化应用。
通过对在线水浴处理(EDC)、斯太尔摩风冷处理(DP)和在线盐浴处理(DLP)盘条及生产的钢丝开展技术研究和生产实践,采用国产水浴处理盘条开发出了斜拉索用 7mm1860MPa高强度锌铝合金镀层钢丝,其扭转性能≥12次,替代了进口盘条,并实现了6000t钢丝在大桥斜拉索上的应用。
关键词:斜拉索;锌铝合金镀层钢丝;盘条;EDC工艺;扭转中图分类号:TG356.4+5 文献标识码:ATechnicalresearchofwirerodforhighstrengthzincaluminumalloycoatedsteelwireforstaycableZhuXiaoxiong,WangZhigang,ChenJianfeng,ZhangSheng,XiaoGuohao(JiangsuTokyoRopeCo.,Ltd.,Wuxi214445,China)Abstract:BasedontheQingshanYangtzeRiverBridgeinWuhanandEDCtechnologyofhighcarbonsteelwirerod,thetechnicaldevelopmentanddomesticapplicationof1860MPagradehighstrengthzincaluminumalloycoatedsteelwireforlong spancable stayedbridgearesystematicallycarriedout.ThroughtechnicalresearchandproductionpracticeofthreedifferentwirerodstreatedbyEDC,DPandDLPanditsproductionwire,thediameter7mm1860MPahighstrengthzincaluminumalloycoatedsteelwireforstaycableisdevelopedbyusingdomesticEDCwirerod.Itstorsionpropertyismorethan12times,whichreplacesimportedwirerod,applicationofabout6000tsteelwiretostaycableisrealized.Keywords:staycable;zincaluminumalloycoatedsteelwire;wirerod;EDCprocess;torsion 斜拉桥(cablestayedbridge)作为一种自锚式拉索体系,具有桥型美观、跨越能力大、结构重量小、节约材料等特点,是大跨度桥梁的主要桥型之一。
热镀锌圆钢执行标准
热镀锌圆钢执行标准
热镀锌圆钢是一种经过热镀锌处理的圆形钢材,主要用于建筑、桥梁、道路、机械制造等领域,具有防腐、耐腐蚀、耐磨等优点。
热镀锌圆钢的执行标准主要包括以下几个方面。
一、钢材牌号和化学成分
热镀锌圆钢的牌号和化学成分应符合国家标准GB/T 700。
二、尺寸和允许偏差
三、机械性能
四、表面质量
热镀锌圆钢的表面质量应符合国家标准GB/T 9787。
表面应平整,无裂纹、皱褶、麻点等缺陷,热镀锌层应牢固、平整、均匀,无脱落、剥落、气泡、皱褶等现象。
五、包装和标志
热镀锌圆钢应采用捆扎、支撑支架、防震材料等保护措施,以防止钢材在运输和储存过程中受到损坏。
同时,在钢材上应注明牌号、尺寸、质量等基础信息,以保证产品的可追溯性和质量控制。
总之,热镀锌圆钢的执行标准是为了保证其在生产、运输、储存、使用等全过程中的质量稳定性和安全可靠性。
为了保障社会经济的健康发展,需要遵守这些执行标准,才能生产出高品质的热镀锌圆钢产品,更好地满足市场需求。
钢材知识盘条
钢材知识盘条线材主要用作钢筋混凝土的配筋和焊接结构件或再加工(如拨丝,制订等)原料。
按钢材分配目录,线材包括普通低碳钢絷轧盘条,电焊盘条,爆破线用盘条,调质螺纹盘条,优质盘条。
用途较广泛的线材主要是普通低碳钢热轧盘条,也称普通线材,它是由Q195、Q215、Q235普通碳素钢热轧而成,公称直径为5.5-14.0MM,一般轧成每盘重量在100-200KG,现在多采用无扭高速线材轧机上轧制并在轧制后采取控制冷却,直径为5.5-22.0MM最大盘重可达2500KG。
普通线材主要用于建筑、拉丝、包装、焊条及制造螺栓、螺帽、铆钉等。
优质线材,只供应优质碳素结构钢热轧盘条。
如08F、10、35MN、50MN、65、75MN 等。
用作钢丝等金属制品的原料及其它结构件,其它优质钢轧制的线材。
习惯上8MM以上列入优质型材,8MM以下列入金属制品。
线材是用量很大的钢材品种之一。
轧制后可直接用于钢筋凝土的配筋和焊接结构件,也可经再加工使用。
例如,经拉拔成各种规格钢丝,再捻制成钢丝绳、编织成钢丝网和缠绕成型及热处理成弹簧;经热、冷锻打成铆钉和冷锻及滚压成螺栓、螺钉等;经切削成热处理制成机械零件或工具等。
线材一般用普通碳素钢和优质碳素钢制成。
按照钢材分配目录和用途不同,线材包括普通低碳钢热轧圆盘条、优质碳素钢盘条、碳素焊条盘条、调质螺纹盘条、制钢丝绳用盘条、琴钢丝用盘条以及不锈钢盘条等。
1.普通低碳钢热轧圆盘条(GB701-65),普通低碳钢热轧圆盘条由低碳普通碳素结构钢或屈服点较低的碳素结构钢轧制而成,是线材品种中用量最大、使用最广泛的盘条,故又称普通线材,简称普线。
主要用途:普线主要用于建筑钢筋混凝土结构作配筋用,也可冷拔拉制成钢丝,作捆扎等用。
2.普通低碳钢无扭控冷、热轧盘条(ZBH4403-88),无扭控冷、热轧盘条由无扭高速线材轧机轧制后采取控制冷却制成,材质与普线相同,但无扭控冷、热轧盘条具有尺寸精度高、表面质量好、较高的力学性能等优点。
优质碳素钢热轧盘条标准

优质碳素钢热轧盘条标准
优质碳素钢热轧盘条的标准可以根据不同国家和地区的相关标准来确定。
以下是一些常见的标准:
1. GB/T 700-2006《碳素结构钢》:这是中国国家标准,规定
了一系列优质碳素结构钢的化学成分、机械性能和技术要求。
2. ASTM A36:这是美国ASTM国际标准,适用于碳素结构钢的热轧盘条,并规定了化学成分和机械性能要求。
3. EN 10025-2:这是欧洲标准,用于非合金结构钢的热轧盘条,包括化学成分和机械性能的要求。
4. JIS G3101:这是日本标准,规定了热轧的未合金结构钢的
化学成分、机械性能和技术要求。
此外,根据使用场景和要求的不同,还可以有其他标准和规范,如船级社规范、API规范等。
最终选择何种标准应根据实际情
况来定。
低碳钢热扎圆盘条
1 分类及代号盘条按用途分类,其代号如下:1.1 供拉丝用盘条,其代号为L;1.2 供建筑和其他一般用途用盘条,其代号为J。
2 牌号表示方法2.1 牌号组成及含义低碳钢热轧圆盘条的牌号表示方法与碳素结构钢基本相同,只是质量等级中没有D级钢,脱氧方法没有特殊镇静钢(TZ)。
2.2 牌号举例(略)3 尺寸、外形及允许偏差(参见GB/T 14981—94)3.1 盘条的横截面积应符合下表的规定。
盘条直径允许偏差和不圆度4 重量盘条重量组别按下表的规定。
钢材种类字体大小:大| 中| 小2007-07-03 14:19 - 阅读:646 - 评论:1钢材种类牌号规格产地热轧及酸洗SPHC、SPHD、SPHE、SS400、Q235A/B、B510L厚度0.75-12.0mm 宽度0.1-1.88m,长度按需求制定宝钢, 邯钢、鞍钢、本钢及进口等冷轧ST12-ST16、SPCC-SPCE 等厚度0.35-4.0mm,宽度0.1-1.85m,长度按需制定宝钢, 邯钢、鞍钢、本钢及进口等中厚板SS400、Q235、Q345、A3等厚度8-120mm 宽度0.1-2.8m, 长度按需求制定宝钢、邯钢、鞍钢、本钢及进口等热镀锌(有锌花、无锌花)ST01Z-ST07Z、SGHC、SGCC、DC51D+Z—DC560+Z厚度0.15-4.0mm宽度0.1-1.8m, 长度按需求制定宝钢, 邯钢、鞍钢、本钢及进口等电工钢B50A、470-1300厚度0.45-0.6mm 宽度0.1-1.85m,长度按需求制定宝钢, 邯钢、鞍钢、本钢及进口等电镀锌及耐指纹SECC-SECE、SECCN2、SBCCN5 厚度0.15-4.0mm 宽度0.1-1.85m,长度按需求制定宝钢, 邯钢、鞍钢、本钢及进口等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
优质碳素钢热轧盘条(JIS)
前言
本标准按GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》给出的规则起草。
本标准代替Q/ASB 324-2008《优质碳素钢热轧盘条(JIS)》。
本标准与Q/ASB 324-2008相比,主要变化如下:
——增加了订货内容;
——扩展了可供规格范围;
——修改了盘条直径允许偏差和不圆度的规定;
——修改了盘条交货重量;
——修改了脱碳层的规定;
——修改了表面质量要求;
——修改了包装、标志与质量证明书的规定。
本标准由鞍钢股份有限公司产品制造部提出。
本标准由鞍山钢铁集团公司科技质量部归口。
本标准起草单位:鞍钢股份有限公司产品制造部、鞍钢股份有限公司线材厂。
本标准主要起草人:郭秀莉、孙文东、赵长兴、代文科。
本标准标准水平等级标记为:Q/ASB 324-2011 Y。
本标准历次版本发布情况为:Q/ASB 324-2001、Q/ASB 324-2004、Q/ASB 324-2008。
优质碳素钢热轧盘条(JIS)
1
范围
本标准规定了优质碳素钢盘条的订货内容、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书。
本标准适用于鞍钢股份有限公司按JIS G 3505、JIS G 3506生产的优质碳素钢热轧盘条。
2
规范性引用文件
下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222 钢的成品化学成分允许偏差
GB/T 223 钢铁及合金化学分析方法
GB/T 224 钢的脱碳层深度测定法
GB/T 228 金属材料室温拉伸试验方法
GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备
GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)
GB/T 6394 金属平均晶粒度测定方法
GB/T 10561 钢中非金属夹杂物含量的测定标准评级图显微检验法
GB/T 13298 金属显微组织检验方法
GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法
Q/ASB 146 钢及钢产品化学成分、物理性能及工艺参数数值精度的确定原则
Q/ASB 323 盘条包装、标志和质量证明书
3
分类和代号
盘条按牌号区别如表1所示。
4
订货内容
1
Q/ASB 324—2011
订货时,用户须在合同或订单中提供以下信息:
a) 产品名称;
b) 标准编号;
c) 牌号;
d) 尺寸规格;
e) 数量;
f) 特殊要求。
5
5.1
5.1.1
5.1.2
尺寸、外形、重量及允许偏差
尺寸及外形允许偏差
盘条直径允许偏差及不圆度应符合表 2 的规定。
精度级别应在合同中注明,未注明者 1#线按 A 级精度执行,2#线按 B 级精度执行。
5.2
交货重量
5.2.1 盘条按实际重量交货。
5.2.2 每盘应由一根盘条组成,每盘盘条的重量应不小于 1000 ㎏。
允许每批有 5%的盘数(不足 2 盘的允许有 2 盘)小于 1000kg 但大于 800kg。
6
技术要求
牌号及化学成分
6.1
6.1.1 盘条用钢的牌号及化学成分(熔炼分析)应符合表 3、表 4 的规定。
盘条的成分与熔炼成分的允许偏差应符合 GB/T 222 的规定。
6.1.2
6.2
残余元素Ni≤0.20%、Cr≤0.20%、Cu≤0.20%,当供方能保证时可不作分析。
交货状态
盘条以热轧状态交货。
3
Q/ASB 324—2011
6.3
脱碳层
牌号为SWRH62A及SWRH62A以上牌号的盘条应进行脱碳层深度检验,盘条一边总脱碳层(铁素体+过
渡层)的深度A级精度不大于盘条公称直径的2.0%,B级精度不大于盘条公称直径的1.5%。
精度级别应在合同中注明,未注明者按A级精度执行。
6.4
显微组织
SWRH42A及以上牌号的盘条应进行索氏体化处理,不得有马氏体和贝氏体等淬火组织,供方工艺保
证时可不作分析。
6.5
表面质量
6.5.1 盘条表面应光滑,不得有裂纹、折叠、耳子、结疤、缩孔、分层及夹杂等有害缺陷。
允许有局
部的压痕、凸块、划痕、麻面,其深度或高度(从实际尺寸算起)应不大于 0.10mm。
6.5.2 盘条应将头尾有害缺陷部分切除。
6.6
特殊要求
根据需方要求,经供需双方协商,可进行以下检验:
a) 拉伸试验测量抗拉强度、下屈服强度和断后伸长率,其值由供需双方协商。
b) 晶粒度和非金属夹杂物检验,其级别由供需双方协商。
7
试验方法
每批盘条的检验项目、取样数量、取样方法和试验方法应符合表5的规定。
8
8.1
检验规则
组批
盘条应成批验收。
每批应由同一牌号、同一炉号、同一规格组成。
8.2
4
取样数量
Q/ASB 324—2011
盘条各项检验的取样数量应符合表5的规定。
8.3
复验与判定规则
盘条任何检验如有一项试验结果不符合要求,除将该不合格盘条剔除外,从同一批中再任取双倍数
量的试样进行该不合格项目的复验。
复验结果(包括该项试验所包括的任一指标)即使有一个指标不合格,则整批不得交货。
但供方可对该批中未检验的盘条逐盘进行检验,合格者亦可交货。
8.4
数值修约
除非在合同或订单中另有规定,当需要评定试验结果是否符合规定值,所给出性能和化学成分试验
结果应修约,其修约方法应按Q/ASB 146的规定进行。
9
包装、标志和质量证明书
盘条的包装、标志和质量证明书应符合Q/ASB 323的规定。