转杯纺纱技术的现状和发展
转杯纺纱技术的技术进展——转杯纺纱发展战略的探讨
盎7
嘲 6
、
一 . . √ r
. . -
姜s
蟾 4
啦
2
作 者简 介 :徐 惠君, 男, 1 9 4 0 年生, 现 任 全国新 型纺纱专业委 员 会副 主任, 主要从事转杯纺纱及其装 备的开发研 究。
抖
J 斗
- 一
J 斗
J 廿
J 廿
J 廿
廿
抖
晷
誊
蘩
-_
重
 ̄ - 1
蓍
e , i
§
詈
作者单位 :上海淳瑞机械科技有限公司。
图1 1 9 8 8 —2 0 0 9 年世界转杯纺总量 变化
3 2 l 纺织导报 C h i n a T e x t i l e L e a d e r - 2 0 1 3 N o . 7
A D i s c u s s i o n o n t h e S t r a t e g y f o r D e v e l o p i n g
R o t o r . s p i n n i n g
- ,一
Ab s t r a c t :Th e a r t i c l e e l a b o r a t e s t h e d e v e l o p me n t h i s t o r y o f r o t o r - s p i n n i 1 1 g t e c h n o l o g y a t h o me a n d a b r o a d a s we l l a s r e n ov a t i Ot i S i n p r o c e s s , c h a r a c t e r i s t i c s o f t h e d e v e l o p me n t a l l d d e t f c i e n c i e s , a n d b a s e d O i l wh i c h, i t di s c u s s e d
国内外气流纺纱的发展及产品开发状况
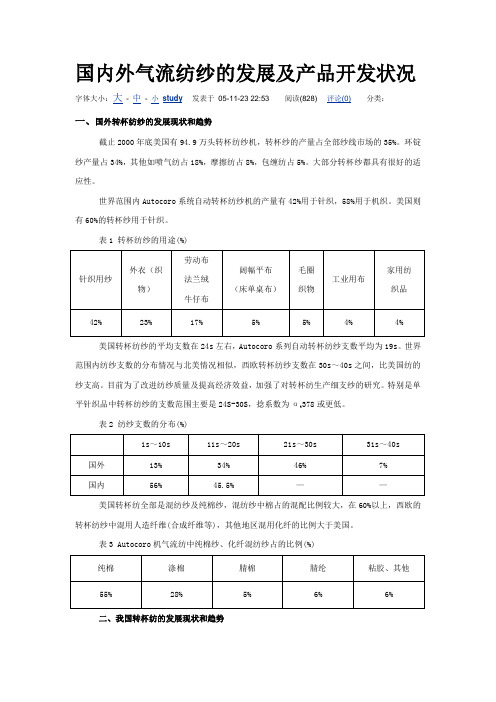
截止2001年底,我国转杯纺已超过85万头,占环锭纺的2.43%,国际上为占环锭纺的4.78%(其中进口占20%,自排风式占70%,抽气式占30%)。
企业估计在600-700家以上。
尚有一定的发展空间。
开发的原料和领域还很多,1.对棉而言,应用于针织品领域生产中细支转杯纺纱国内尚处于起步阶段(据对上海三枪、宁波申洲、江苏AB等企业调查现均为国外订单,与涤混纺的订单比例还及少)。
由于受国产设备水平所限及价格因素和习惯的影响,因此国内应用需要有一过程,需要大力的宣传和推广,这是转杯纺可以进一步发展和应用的重点方向。
2.开发非棉纤维原料产品。
3.开发花色纱线产品。
4.应用到装饰和其他产业领域。
三、转杯纺纱的最终用途恰当地选配及改进棉纤维、人造纤维的性质,将有助于改进转杯纺的纺纱性能,在许多方面比环锭优异得多,从而使转杯纺纱逐步在一些领域里代替环锭纺纱成为可能,另外对原料加工处理的新技术亦大大提高了适应调整转杯纺的性能。
转杯纺纱最近一些新的最终用途发展如下:1、用转杯纱生产的各式牛仔布织物重量从340g/m2~410g/m2到475g/m2~540g/m2。
2、26s~30s纯棉或50/50涤/棉纱织成优质平纹织物。
3、用30s~40s纯棉或50/50涤/棉纱制成双面针织布。
4、穆斯林布:用50/50涤/棉混纺26s纱织成。
5、高级印花布:用35s~40s纯棉或50/50涤/棉混纺纱织成。
6、高密薄纱布:用35s~40s50/50涤/棉纱及纯棉纱织成。
7、100%纯棉单纱或绒纱织制起圈毛巾。
8、用100%纯棉绒作纬纱织制窄幅或宽幅灯芯绒。
9、工业用布:由于转杯纺纱具有很好的覆盖性,在后工序整经、浆纱、机织或会织等工序,断头停台少、生产效率高。
在2000年后,世界上转杯纺纱产量占市场上的比重将由28%上升到约50%,而美国转杯纺纱产量的比重由35%将增加到55%~60%,可想而知,21世纪转杯纺纱的发展前景是很好的。
纺纱新技术发展现状及趋势

纺纱新技术发展现状及趋势摘要探讨纺纱新技术的发展现状及趋势。
分析了近年来环锭纺纱新技术和新型纺纱新技术的发展现状,综述了环锭纺、转杯纺和喷气涡流纺在纺纱方法、自动化智能化以及器材与专件等方面的进展,展望了纺纱新技术在全流程连续化、短流程、节能降耗、提高纺纱速度等方面的发展趋势,介绍了梳并联、细纱自动接头、超大牵伸、节能集聚纺、多级气圈、双分梳转杯纺和离心纺等新技术,并给出了对未来纺纱技术的预期。
认为:加强纺纱理论研究是纺纱新技术发展的基础,多学科特别是信息学科与纺纱结合将为纺织行业进步提供强大动力,螺旋式发展模式是纺纱新技术进步的特征。
关键词纺纱新技术;环锭纺;新型纺纱;智能化;短流程;节能纺纱活动伴随着人类文明的推进而发展。
回顾纺纱技术的发展历程,离不开开松、梳理、牵伸和加捻四大原理,目前纺纱技术也基本没有完全突破这些原理,只是在实现方式上有所区别或者在细节方面有所丰富。
从动力驱动和控制技术的角度来看,由于蒸汽机、电动机、变频技术和伺服电机等的应用,极大提高了纺纱效率和成纱质量的稳定性。
当前的纺纱产业界,环锭纺仍占主导地位,而转杯纺和喷气涡流纺也得到了迅速发展,成为新型纺纱中的主力军。
环锭纺的发展出现了集聚纺、低扭矩纺、全聚纺、聚纤纺、赛络纺和数码纺等,而新型纺纱技术中出现了静电纺、转杯纺、摩擦纺、喷气涡流纺、自捻纺和离心纺等新方法。
本文分别就环锭纺纱与新型纺纱两种体系来分析近年来纺纱新技术的进展,并展望未来的发展趋势。
1纺纱新技术的进展1.1环锭纺纱新技术的发展现状迄今为止,环锭纺依然是纺纱技术应用的主体,其优点和不足均非常明显。
环锭纺的优势体现在成纱结构合理、适纺号数范围广等方面,尤其是在特细号纱领域。
其缺点是工序长、纺纱速度受限、卷装尺寸受限、用工相对较多。
以下从3方面阐述环锭纺新技术的发展。
1.1.1环锭纺的改良技术近年来,集聚纺、低扭矩纺(假捻纺)、柔洁纺、复合纺和数码纺等技术的涌现和应用,使环锭纺纱技术得以进步与改良,成纱质量得到提高与改善。
转杯纺纱机市场分析报告
转杯纺纱机市场分析报告1.引言文章1.1 概述部分的内容转杯纺纱机是一种重要的纺织设备,具有广泛的应用领域。
本报告旨在对转杯纺纱机市场进行全面分析,包括市场现状、需求分析和竞争格局等方面。
通过对市场发展趋势的探讨,为相关企业和投资者提供全面的市场情报,以及为行业发展提出相关建议。
1.2 文章结构文章结构部分内容如下:文章结构本报告分为引言、正文和结论三个部分。
第一部分为引言,包括概述、文章结构、目的和总结。
第二部分为正文,包括转杯纺纱机市场现状、转杯纺纱机市场需求分析和转杯纺纱机市场竞争格局三个部分。
第三部分为结论,包括市场发展趋势、建议与展望以及结论总结。
1.3 目的本报告旨在对转杯纺纱机市场进行深入分析,旨在揭示当前市场的现状、需求情况以及竞争格局。
通过对市场发展趋势的预测和对市场需求的分析,为企业制定合理的市场营销策略提供参考。
同时,本报告旨在为转杯纺纱机行业提供发展建议与展望,为行业发展提供指导和支持。
最终目的在于促进整个转杯纺纱机市场的健康、持续发展。
1.4 总结:本文对转杯纺纱机市场进行了全面的分析和调研,从市场现状、需求分析到竞争格局进行了详细的论述。
通过对市场发展趋势的分析,可以看出转杯纺纱机市场具有巨大的发展潜力,但同时也面临着激烈的竞争压力。
针对市场现状和竞争格局的分析发现,目前市场上转杯纺纱机的品牌和型号种类繁多,竞争非常激烈。
在需求分析方面,随着人民生活水平的不断提高和纺织工业的潜力释放,对转杯纺纱机的需求将会持续增长。
结合以上分析,我们建议企业应注重技术创新和产品升级,不断提高产品质量和性能,确保与市场竞争对手的差距,同时加强市场营销策略,提高品牌影响力和市场占有率。
最后,希望本报告能够为相关企业提供有益的参考和借鉴,助力转杯纺纱机市场的健康稳定发展。
2.正文2.1 转杯纺纱机市场现状转杯纺纱机市场现状:转杯纺纱机是一种用于细纱生产的设备,其主要特点是在生产过程中可以实现纱线的交错拉伸,使得纱线的牵伸性更好,纺纱效果更加均匀。
2024年转杯纺纱机市场分析现状

2024年转杯纺纱机市场分析现状介绍转杯纺纱机是纺织行业中重要的设备之一,主要用于将纺织原料(如棉花、毛纱等)转化为纱线。
本文将对转杯纺纱机市场进行分析,探讨其现状。
市场规模转杯纺纱机市场规模庞大,随着纺织行业的发展,需求增长稳定。
根据市场调研数据,全球转杯纺纱机市场规模已经超过XX亿美元,并预计未来几年仍将保持稳定增长。
市场趋势技术升级随着科技的不断进步,转杯纺纱机的技术不断升级,以提高生产效率和质量。
近年来,数字化和自动化技术的应用为纺织行业带来了全新的机遇,转杯纺纱机也需要适应这一趋势进行技术升级。
环保要求随着全球环保意识的增强,纺织行业也面临着减少排放和资源利用的要求。
转杯纺纱机在节能、减排、降噪等方面的性能改进具有广阔的市场空间。
环保要求的提高将推动市场向环保型转杯纺纱机发展。
中国市场的崛起作为全球最大的纺织品生产和消费国,中国转杯纺纱机市场发展迅猛。
随着国内市场规模的不断扩大,中国的转杯纺纱机制造商也在不断壮大,竞争格局日益激烈。
市场竞争格局转杯纺纱机市场竞争激烈,并且集中度较高。
市场上主要有一些全球知名企业占据着较大份额,同时也有一些地区性制造商在本地市场上占据一定份额。
市场竞争主要体现在产品质量、技术创新、售后服务和价格等方面。
市场挑战转杯纺纱机市场面临一些挑战,包括以下几个方面: 1. 市场饱和度增加:转杯纺纱机市场进入发展饱和期,市场增长速度放缓。
2. 产品同质化:市场上存在大量同质化的转杯纺纱机产品,缺乏差异化竞争优势。
3. 成本压力:转杯纺纱机生产需要大量的资金投入,制造成本较高,面临着成本压力。
4. 新兴市场竞争:新兴市场的转杯纺纱机制造商进入市场造成竞争加剧,对传统制造商构成威胁。
市场前景和机遇尽管存在一些挑战,但转杯纺纱机市场仍然具有广阔的前景和机遇: 1. 技术升级推动市场发展,数字化和自动化技术的应用为转杯纺纱机带来了新的市场需求。
2. 环保要求的提高将促进市场向环保型转杯纺纱机转型,满足市场需求。
转杯纺纱的发展与前景

转杯纺纱的发展与前景
D v lp n r s e t f o o pn igT c n lg e eo me t o p cso t r i nn e h oo y P R S
文 l 惠君 徐
国外 ( 主要 是欧 洲 ) 从 工业革 命后 , 纱逐步 进 入了 自 纺 工业化生 产。 1 纺纱技 术的进展 历程 。 表 是
1 7 一现在 90 1 7 一现在 90
1 8 一现在 90
高速环锭纺 转杯纺
喷气 ( 涡流 )纺
O5 . . ~0 1 2
O 2 . . -01 0 0 O 1 ~0 l . 5 . 0 0
下属企 业原捷 克Ei x le公司推 出了D 3 现 为B 4 8 半 自 t 30( D 4) 动转 杯纺 纱机 , 并将 自 排风 式改 为抽气式 , 国际上 自排风 使
应用技术 Ip技 hl 纱iT ng S ne o 纺 n oy i 术c ng
表 2 我国转杯纺纱设备数量的发展
1 6 芷 95
准和 市场要求的 转杯纱产品。
转杯纺纱诞生 5 头试验机 0 20 0 头样机 ( W2 C
7万 头 4 万 头 4
6 万 头 5
4 1 转杯纺纱的发展 要紧密结合品种和纱支 的开发 .
() 自动 抽气式 4全
号 转杯 纱, 上海淳 瑞E 4 0 T O 就是 此款产 品。 () 2 化纤及其 混纺 纱的开发 我 国化 纤发 展很快 , 化纤 和新 型化 纤原料 在 纺纱 原 短
料中的比例不断扩大。 因此要研究转杯纺的化纤产品开发,
特 别是 细旦化纤和 特种化 纤产品。
2024年转杯纺纱机市场分析报告
2024年转杯纺纱机市场分析报告1. 引言本报告为转杯纺纱机市场的市场分析报告。
转杯纺纱机是一种常见的纺织机械,广泛应用于纺织品制造业。
本报告旨在分析该市场的规模、发展趋势以及竞争状况,帮助读者了解转杯纺纱机市场的现状与未来发展方向。
2. 市场规模转杯纺纱机市场在过去几年里保持了稳定增长的趋势。
根据调查数据显示,在2019年,全球转杯纺纱机市场规模达到X亿美元。
转杯纺纱机市场的规模受到多个因素的影响,包括纺织品市场的需求、技术进步以及行业竞争等。
3. 市场发展趋势3.1 技术进步推动市场增长转杯纺纱机市场的增长主要得益于技术的不断进步。
新技术的应用使得转杯纺纱机的生产效率大幅提升,同时降低了生产成本。
例如,自动化控制系统的引入使得纺纱工艺更加智能化,减少了人工操作的需求,提高了生产效率。
3.2 环保要求促进市场需求近年来,环保要求的提升成为转杯纺纱机市场的一大推动因素。
转杯纺纱机在节能减排方面具有优势,能够降低工艺中的能耗、水耗和废水排放。
对环保问题的重视使得转杯纺纱机成为纺织企业更新替代的首选机型,进一步推动了市场的增长。
3.3 区域市场差异显著转杯纺纱机市场在不同的地区存在着显著的差异。
亚洲地区是全球转杯纺纱机市场的主要消费地区,占据了市场份额的大部分。
亚洲地区纺织品制造业的发展迅猛,对转杯纺纱机的需求较高。
其他地区如欧洲和北美地区的市场规模较小,但也存在一定的市场需求。
4. 市场竞争状况转杯纺纱机市场存在较为激烈的竞争。
目前市场上主要的竞争者包括国内外的纺织设备制造商和供应商。
这些竞争者通过技术创新、产品质量和价格竞争等方式争夺市场份额。
在市场竞争激烈的情况下,企业需要不断提升产品的竞争力,适应市场需求的变化。
5. 市场前景展望转杯纺纱机市场的前景看好。
随着全球纺织业的发展,对高效、环保的转杯纺纱机的需求将继续增长。
技术进步将进一步推动市场的发展,使得转杯纺纱机在生产效率和能源消耗方面持续改善。
浅谈毛纺行业应用转杯纺纱技术

浅谈毛纺行业应用转杯纺纱技术在我国,对于毛转杯纺纱的研究开始于20世纪70年代,但受多种因素影响未被大量投产。
直到90年代初期,随着棉纺行业的兴起毛转杯纺产品逐渐增多,并获得了良好经济效益。
尤其是现阶段,应用转杯纺纱技术的企业逐渐增多,因此怎样利用转杯纺纱技术进一步促进毛纺行业发展就成为现阶段最重要的工作。
1 毛转杯纺产品开发情况我国对转杯纺纱技术的应用开始于20世纪90年代,应用了转杯纺纱技术的毛纺行业不仅质量合格,且经济效益较好。
一般来讲,毛转杯纺产品开发种类具体有以下四种:1.1 毛粘相混的纺纱这种纺纱是将下脚料与粘胶混合在一起,按照棉纺流程与相应的转杯纺纱机完成制作。
为做好这种纺纱设计,不同企业所应用的转杯纺纱机也不同,进而开发出不同的转杯纱,如五邑大学曾开发了毛60/粘40的转杯纱,而江苏某纺织厂则开发了毛55/粘45的混纺纱。
1.2 纯羊毛纱这主要是利用精梳落毛完成纯羊毛转杯纱设计,如某纺织厂先用精梳落毛制成一定条,然后再将其切断,并按照1∶1的比例完成再次制条,进而得出转杯纱。
1.3 纯羊绒纱众所周知,羊绒的质地较好,不仅轻滑且具有一定的柔性,由纯羊绒制成的产品十分受消费者喜爱。
为生产一定的纯羊绒纱,我国一些纺织厂加大了羊绒转杯纱开发力度,并取得了喜人的成果。
如德州某纺织厂就进行了这样的研究,控制了羊绒精梳落绒密度与长度,由此得到的羊绒均匀性与手感度很好,更有效防止了掉毛或起球等问题的出现,消费者认可度较高。
1.4 纯兔毛与混纺纱之所以重视纯兔毛与混纺纱设计,主要是由于我国是兔毛产量最高的国家之一,但受多种因素影响,兔毛在我国的利用率也不高,为解决这一问题,部分纺织企业进行了兔毛转杯纱开发试验,不仅有效提高了织物的整体性能,还丰富了兔毛种类与风格,极大地满足了消费者多样化需求。
2 转杯纺开发毛纺原料的适应性与所带来的经济效益2.1 转杯纺开发毛纺原料的适应性由于纺织厂的不同,所使用的纺织原料也就不同,可以形成的纱线也千差万别,一般情况下,毛纺原料纤维长度多在20~50mm之间,但短绒较多,约占20%,其中也夹杂着很多杂物,也正是在这种情况下增加了毛下脚纤维数量,不能用毛纺精纺机等,只能用转杯纺完成纺纱。
2024年转杯纺纱机市场发展现状

2024年转杯纺纱机市场发展现状引言转杯纺纱机是纺织工业中一种常见的机器设备,主要用于将纤维材料转化为纱线。
随着全球纺织产业的发展,转杯纺纱机市场也在不断壮大。
本文将对转杯纺纱机市场的现状进行分析,并探讨其发展趋势。
转杯纺纱机市场概述转杯纺纱机是近年来最常见和广泛应用的纺机之一。
它通过将纤维材料放入转杯,并利用旋转和张力的作用,使纤维材料逐渐转化为纱线。
转杯纺纱机的主要优点是生产效率高、操作简单、纱线质量好等。
转杯纺纱机市场规模根据市场调研数据显示,转杯纺纱机市场规模逐年扩大。
目前,全球各地的纺织企业对转杯纺纱机的需求量持续增长,市场竞争也越来越激烈。
根据最新数据,2019年全球转杯纺纱机市场规模超过了XX亿美元,预计未来几年将保持稳定增长。
转杯纺纱机市场发展趋势1.技术创新和自动化:随着科技的进步,转杯纺纱机市场将越来越多地受到技术创新的推动。
自动化技术的应用将使转杯纺纱机的生产效率进一步提高,同时减少人工操作的需求。
2.环保与节能:环保和节能已成为全球纺织行业的重要议题。
转杯纺纱机市场也在积极响应,不断推出符合节能环保标准的产品。
这不仅符合全球环保要求,还可以降低企业的生产成本。
3.智能化和数字化:智能化和数字化将是转杯纺纱机市场未来发展的重要趋势。
通过引入人工智能和大数据技术,转杯纺纱机可以实现更精确的控制和数据分析,提高生产效率和质量管理。
转杯纺纱机市场竞争格局当前,全球转杯纺纱机市场竞争格局较为分散,主要的制造商和供应商包括瑞典的ABB、德国的Siemens、日本的Toyota等。
这些公司在技术研发和生产能力方面具有较强的竞争优势,为市场提供高质量的转杯纺纱机产品。
转杯纺纱机市场面临的挑战和机遇1.激烈的市场竞争:由于市场竞争激烈,转杯纺纱机制造商需要通过不断提高产品质量和性能来满足客户需求,同时降低产品价格以增强市场竞争力。
2.市场需求多样化:随着纺织业的发展,市场对不同类型和规格的转杯纺纱机需求也不断增加。
转杯纺纱的现状与未来
今后转杯纺纱设备应该发展转杯 速度在8万r/min以上的设备。对现有 过了折旧期限的低速老设备部分也应 该按这要求予以更新,只有这样才会
有生命力。 b. 扩大应用领域 目前,转杯纺纱已从棉扩大到
3 结语
国内有实力的纺机制造公司应尽 快建立起自己的名副其实的研发中心 和人才队伍,创造必要的研发条件。 我们国家已经意识到,要成为一个创 新型国家,就要大力倡导和保护自主 创新的成果和产业化。国际上著名的 大公司都有自己庞大的、力量很强的 研发中心和队伍,许多国外公司的研 发中心也纷纷入驻中国。只有有了自 己的研发机构和队伍才能使自己的产 品有竞争力和生命力,否则就始终走 模仿别人、落后别人的道路,是经不 起竞争的考验和风险的。CTL
据统计,截至2004年底世界转杯 纺纱头数为 833.5万头,其发展趋势 如图 1 所示。
作者简介:周慈念,男,1936 年生,东 华大学教授,中国纺织工程学会新型 纺纱专业委员会名誉主任。
从21世纪以来的这几年来看,世 界上转杯纺纱总头数的增减变化不 大,但从变化趋势看,东欧国家递减 数量较大(特别是俄罗斯等国),西欧 国家递减幅度不大,而亚太地区则明 显呈较大增长的发展趋势,其中主要 是中国的数量增速较快。从以上变化 趋势中也可以看出,劳动密集型的纺 织工业正在从欧美发达国家向亚太地 区发展中国家转移。
80
纺织导报 China Textile Leader·2007 No.1
S纺纱技术 pinning Technology
以上。 1.2 国内转杯纺纱设备数量
据统计,2000年底国内转杯纺纱 机总头数约为 85万头。2005年底,据 不完全统计,国内转杯纺纱机拥有的 总头数已达到152.94万头,其发展趋 势如图 2 所示。
转杯纺纱技术的现状和发展

转杯纺纱技术的现状与发展趋势同学(大学200 级纺织工程,266071)摘要本文对转杯纺的机理,分梳辊、假捻盘、阻捻器等器件的发展以及纺杯纺产品的开发进行了分析,对我国的转杯纺发展存在的主要问题进行了总结,并展望了转杯纺纱未来的发展方向。
关键词:转杯纺;原理;转杯纺产品;现状;发展方向加英文题目ABSTRACTThe article analyzes principles of rotor spinning, development of spinning component such as opening roll, navel, etc., and development of products of rotor spinning. It also points out main problems of rotor spinning development in China and outlooks the prospect and orientation of rotor spinning in the future.Keywords: rotor spinning, principle, products, research status, orientation应加作者简介作者简介格式:作者简介:同学(1990.6----),男,本科在读,大学2009级学生,学习纺织工程专业。
1.转杯纺纱技术的现状自由端纺纱技术在纺纱机理中不同于环锭纺纱技术,生产出的产品因其独特的纱线结构和用途,越来越被市场所认可。
转杯纺技术是新型自由端纺纱技术中最成熟、发展最快的一种。
目前,转杯纺无论是从技术上还是设备方面都有了很大的发展和完善,并且仍在不断地进步,从而使转杯纺的生产效率、产品质量均有了迅速提高,同时,也大大拓宽了转杯纺的应用领域。
1.1 国际转杯纺技术现状[1,2]从1965年捷克制造第一台转杯纺纱机起,国际先进纺纱设备制造商不断创新,提高纺纱性能,目前进一步向高速、高产、大卷装、全自动化方向发展。
第二章转杯纺纱
第二节 转杯纺纱机组成机构及 其作用
二. 分梳机构
(三)分梳辊 2. 作用比较 (2) 针辊 利用钢针刺入纤维层进行梳理来开
松纤维束,钢针由细变粗,作用力由弱 变强,作用力缓和细致,作用力分布在 一个曲面上,不易损伤或切断纤维。
第二节 转杯纺纱机组成机构及 其作用
二. 分梳机构
(四)分梳辊速度与转杯真空度的匹配 1. 符号 QT —— 分梳辊带动气流量 QR —— 转杯吸气量 vT —— 分梳辊表面速度 vA —— 输送管出口气流速度 -Pa —— 转杯真空度 nR —— 转杯速度
转杯纺纱工艺过程
第一节 转杯纺纱概述
一. 转杯纺纱基本原理 (二)成纱基本原理
须条一端握持,另一端与喂入须条断 开,形成自由端,使自由端相对握持点 发生回转,从而给须条加上真捻而成纱。
第一节 转杯纺纱概述
一. 转杯纺纱基本原理 (三)工艺路线
1. 第一条 高效开清棉联合机组(附高效除杂
装置) → 高产梳棉机 → 两道并条机 → 转杯纺纱机
调节式排杂装置
分梳棍
A为排杂通道补气调节孔
C孔
B为排杂区调节孔
B孔
C为输送管补气调节孔
A孔
第二节 转杯纺纱机组成机构及 其作用
四. 凝聚加捻机构 (一)组成
输送管、隔离盘、转杯、假捻盘、引 纱管等
第二节 转杯纺纱机组成机构及 其作用
四. 凝聚加捻机构
(二)作用 1. 凝聚 将分梳后的纤维和输送纤维的气流在
第一节 转杯纺纱概述
二. 转杯纺纱技术的发展及现状 (一)发展历程
2. 发展阶段 (1) 第一代转杯纺纱机
转杯速度:30000 ~ 40000 r/min 无排杂装置,头距小,自动化程度低 国产A591
转杯纺纱机的发展现状

转杯纺纱机的发展现状转杯纺纱机是纺织工业中一种重要的设备,它在纺纱过程中起到了至关重要的作用。
随着科技的不断进步和纺织工业的不断发展,转杯纺纱机也在不断创新和改进,以适应市场的需求。
转杯纺纱机的发展趋势是自动化和智能化。
随着人工智能技术的应用,转杯纺纱机可以实现自动化操作和智能控制。
通过传感器和控制系统的配合,转杯纺纱机可以自动调整纺纱速度和纱线张力,提高生产效率和产品质量。
同时,智能化的转杯纺纱机可以实现远程监控和数据分析,帮助企业实现智能化生产管理。
转杯纺纱机的发展还注重节能环保。
传统的转杯纺纱机在运行过程中会产生大量的废气和废水,给环境带来了一定的污染。
因此,新一代的转杯纺纱机在设计和制造过程中注重节能环保。
采用高效节能的电机和控制系统,减少能源消耗;增加废气和废水处理设备,降低环境污染。
这些措施不仅符合社会的环保要求,也能降低企业的生产成本。
转杯纺纱机的发展还注重提高产品质量。
纺纱过程中,纱线的均匀性和强度是衡量产品质量的重要指标。
为了提高产品质量,转杯纺纱机在结构和技术上进行了不断的改进。
通过优化转杯的形状和尺寸,改善纺纱过程中纱线的拉伸和捻度,提高纱线的均匀性和强度。
同时,引入先进的控制算法和传感器技术,实时监测和调整纺纱参数,确保产品质量的稳定性和一致性。
转杯纺纱机的发展还注重提高生产效率。
在市场竞争日益激烈的情况下,企业需要不断提高生产效率,降低生产成本。
转杯纺纱机作为纺纱生产线的关键设备,其生产效率的提高对整个生产线的效率和产能有着重要影响。
因此,转杯纺纱机的发展趋势是提高生产速度和降低故障率。
通过优化机械结构和控制系统,降低纺纱过程中的能量损失和机械磨损,提高生产效率和设备的可靠性。
转杯纺纱机在发展过程中注重自动化和智能化、节能环保、产品质量和生产效率的提高。
这些发展趋势不仅能满足市场需求,也能推动纺织工业的发展。
随着科技的不断进步和纺织工业的不断创新,相信转杯纺纱机在未来会发展出更多更先进的技术和设备,为纺织工业的发展做出更大的贡献。
【转杯纺纱技术进步的探讨】转杯纺纱
【转杯纺纱技术进步的探讨】转杯纺纱在我国转杯纺纱调整振兴期间,本文就转杯纺技术进步及其发展趋势;新型转杯纺纱机的性能特点等问题进行探讨,以促使我国转杯纺持续、健康地发展。
This paper investigated the technological advancement, developing tendency of rotor spinning and also the operating performance of novel rotor spinning machines so as to better facilitate a healthy development of national rotor spinning technology.1转杯纺技术进步是在激烈竞争中不断发展的1.1自排风式和抽气式转杯纺纱机的竞争捷克自排风转杯纺纱机在20世纪60年代至70年代统治了整个世界的转杯纺纱机市场。
但是西方三大机械厂商(当时的瑞士Rieter(立达)、英国泼拉脱、德国因果耳斯达特)避开捷克专利,独自发展抽气式转杯纺纱机,从70年代起便在市场上展开竞争。
互相竞争共存了 30 多年,一直到1999年和xx年捷克的Elitex公司(现成了欧瑞康捷克公司)和Usti公司(现成了立达公司的一部分)先后从自排风转杯纺纱机转向抽气式转杯纺纱机。
这个竞争在国际上已基本划上了句号。
1.2机型的竞争Schlafhorst(赐来福)公司从1979年推出Autocoro系列全自动转杯纺纱机后,就转杯纺纱机机型的自动化、转速、头数等方面不断地在竞争中向前发展。
首先是,全自动转杯纺纱机和普通转杯纺纱机(包括自排风和抽气式)之间的竞争。
在这个竞争中,普通转杯纺纱机的低转速、低质量和人工接头逐步难以适应不断发展的市场需要,而全自动转杯纺纱机的高昂价格又难以为发展中国家所接受。
从21世纪初,半自动转杯纺纱机崭露头角,并雨后春笋般地成长起来,它把转杯改为抽气式,应用半自动接头技术,使转速发展到 7 万~ 12 万r/min,纺纱质量可与全自动转杯纺纱机媲美,而机器价格不到全自动转杯纺纱机的三分之一。
2023年中国转杯纺纱机行业全景简析
2023年中国转杯纺纱机行业全景简析内容概况:2022年我国转杯纺纱机行业产量2721台,需求量1396台。
进出口而言,目前国内转杯纺纱机产品消费以本土产品为主,2022年我国转杯纺纱机出口量进口产品仅占国内需求总量的0.43%;由于本土及进口产品巨大的价格差异,进口产品规模占比达到2.50%。
关键词:转杯纺纱机产量转杯纺纱机市场规模转杯纺纱机区域分布转杯纺纱机企业格局一、转杯纺纱机产业发展概述转杯纺纱机俗称气流纺,自由端纺纱机的一种,主要利用转杯完成纤维的凝聚和加捻成纱的一种新型纺纱设备,简称转杯纺。
是一种通过高速回转的转杯及杯内负压完成纤维输送、凝聚、并合、倍捻成纱的一种新型纺纱设备。
同传统环锭纺纱相比,转杯纺纱在纺纱速度及卷装容量上都有大幅提高,具有产量高、卷装大、工序短等诸多优势,广泛适用于棉、毛、麻、丝、化纤等单一或混合原料,以及再生原料等。
二、转杯纺纱机行业政策背景在当前新一轮科技革命和我国经济发展方式转型升级相交汇的背景下,如何提升我国纺织装备的制造水平和国际竞争力成为纺织机械行业面临的关键课题,对此,发改委和工信部等主管单位、中国纺织工业联合会和中国纺织机械协会等行业自律性组织根据纺织机械行业的特点,推出了一系列的规划纲领和产业政策。
与此同时,各省市积极响应国家号召,陆续发布了一系列政策支持纺织机械行业突破发展,如2023年4月潮州市人民政府《印发潮州市优先发展产业目录(2023年本)的通知》指出要智能化、连续化纺纱成套装备(清梳联、粗细联、细络联及数控单机及喷气涡流纺、高速转杯纺等短流程先进纺纱设备)。
三、转杯纺纱机行业产业链转杯纺纱机的主要工作原理是通过一个转动的杯形器皿将纤维旋转成纱线,常被用作纺细纱、特种纱以及技术纱等细线的纺纱设备。
产业链中,上游主要是电子元器件和钢材等原料,其稳定供给直接影响转杯纺纱机的生产成本。
中游是转杯纺纱机制造商,技术壁垒较高,市场主要以中大型企业为主。
2024年转杯纺纱机市场调研报告
2024年转杯纺纱机市场调研报告引言本报告对转杯纺纱机市场进行了全面的调研和分析,旨在为相关企业和投资者提供准确的市场数据和可靠的决策依据。
通过深入研究市场情况、分析竞争态势和消费需求,可以帮助企业制定明智的发展策略,并把握市场机遇。
市场概述定义与分类转杯纺纱机是一种机械设备,用于将纤维材料转化为纱线。
根据不同的工艺和规格要求,转杯纺纱机可以分为多种类型,如卧式转杯纺纱机、立式转杯纺纱机等。
市场规模与发展趋势转杯纺纱机市场在过去几年取得了较快的发展。
随着纺织行业的发展和需求的增加,转杯纺纱机的市场需求也在不断增加。
据我们收集的数据显示,2019年全球转杯纺纱机市场规模达到XX亿美元,并预计在未来几年内将保持稳定增长。
技术创新与行业竞争转杯纺纱机市场具有较高的技术门槛,技术创新在市场竞争中起到关键作用。
目前,国内外许多企业都在积极开展技术研发和创新,以提高产品质量和性能,并满足不同客户的需求。
在市场竞争激烈的背景下,企业需要不断提升技术研发实力,加强产品创新,才能在市场上占据有利地位。
市场分析市场需求分析转杯纺纱机是纺织行业生产过程中的重要设备之一,其主要市场需求来自纺织厂、纺织品加工企业等。
随着消费需求的升级和设计研发的创新,转杯纺纱机市场对产品性能、质量与效率提出了更高的要求。
主要市场及竞争对手分析转杯纺纱机市场在全球范围内较为分散,主要市场包括亚洲、欧洲和北美等地。
在市场竞争方面,目前国内外的主要竞争对手有ABC公司、XYZ公司等,它们在技术研发、产品质量和品牌知名度上具有一定优势。
市场机遇和挑战转杯纺纱机市场具有广阔的发展机遇和一些挑战。
一方面,随着纺织行业的发展和纺织品市场的扩大,转杯纺纱机市场的需求将持续增长。
另一方面,技术创新和竞争加剧也给企业带来了一定的挑战,需要不断提升产品质量和性能,同时降低生产成本。
市场前景展望转杯纺纱机市场在未来将继续保持稳定增长的趋势。
随着工业化进程的推进和消费需求的增加,纺织行业的发展将进一步促进转杯纺纱机市场的需求。
转杯纺与喷气纺
§基本技术参数
§纺纱速度和生产效率
§成纱质量对比
成纱的条干质量
成纱强力和毛羽质量
§结语
在生产实际中,喷气纺虽然能源消耗偏大,但其 产量、质量均优于转杯纺。 喷气纺目前在国内投入生产时间尚较短,在实际 生产中还存在千锭时断头率较高、落棉量与回丝 量较多、摇架内侧和纺锭清洁较困难等问题,且 喷气纺设备还有待改进之处。 降低千锭时断头率,提高纺纱生产效率,减少原 料消耗,是喷气纺今后需进一步攻克的技术关键。
§转杯纺纱原理
转杯纺纱机主要由喂给分梳机构、凝聚加捻机构 和卷绕机构等组成。
1-喂给喇叭 2-喂给罗拉 3-喂给板 4-分梳辊 5-引纱管 6-排杂装置 7-凝聚槽 8-纺纱杯
喂给罗拉:表面刻有细浅槽,在喂给板下有一根 压缩弹簧,使喂给板和喂给罗拉之间保持一定压 力,压力一般为25~30N。 喂给板:表面一般经电镀处理,十分光滑。喂给 板分梳面长度直接影响分梳质量,分梳面长度愈 短,分梳作用愈强,但纤维易受损伤;反之,分 梳作用愈材料少 小,不开孔 需要 大
结论 • 自排风式纺杯强力较高,占地面积小,用电省, 使用方便,适合于老厂改造;自排风式转杯纺纱 机容易产生铝灰纱,因此生产漂白或浅色织物时, 可采用抽气式。 • 抽气式纺杯成纱棉结较少,条干略好,全机噪声 较小,适用于高速化和自动化的发展,无铝灰纱。 当纺杯转速高于60000r / min 时,一般应采用抽 气式纺纱杯(当转速高于80000r / min 时,必须 采用抽气式纺杯)。
§喷气纺纱机工艺过程
棉条→牵伸装置(150 倍)→被吸入喷嘴→ 分离出头端自由纤维, 并紧紧包缠在芯纤维 的外层,获得捻度→ 引纱罗拉→清纱器→ 卷绕罗拉→筒子纱
1—棉条 2—牵伸装置 3—喷嘴 4—喷嘴盒 6—电子清纱器 7—纱筒 8—第一喷嘴 9—第二喷嘴
纺纱技术回忆与进展现状

紡紗技術回顧與發展現狀20世紀70年代曾出現了許多紡紗型式,如無撚紡紗、自撚紡紗、單噴嘴噴氣紡紗、包纏紡紗、離心紡紗、連續粘合紡紗等,而且在自由端紡紗中有許多種組合,如轉杯、靜電、摩擦紡,另外還有渦流紡紗。
同時,環錠紡繼續發展,涉足旋轉環和鋼絲圈裝置、單錠驅動、高牽伸裝置、雙粗紗紡和混合裝置。
縱觀今天的紡紗産業,能够看出雖然一些裝置已經成功,但少數爲花式紗的包纏紡和爲專業工業用市場的摩擦紡少有幸存。
其實,這些機器生産商也是正確的。
圖一归纳了要紧技術的紡位元數目和他們各自的紡紗市場份額。
顯然,當從安裝紡錠數目的觀點來看,環錠紡仍然是占支配地位的紡紗型式,其紡錠比安裝的轉杯紡多三倍左右。
若是以生産的紗産量來判斷的話,那麽顯然儘管安裝的轉杯紡錠僅是環錠紡的三分之一,但轉杯紡所生産的紗産量比環錠紡所生産的紗産量的三倍還多。
圖一:可能的短纖紡紗型式環錠紡環錠紡背後的技術已經维持許连年沒有大的改變了,但已經有了重要改進。
這些各自僅有略微優勢的改變則産生了如下的協同優勢:引進更長的機器減少了自動落紗的相對本钱;細紗機和絡紗機的結合再次加強了自動操纵的運用;引進自動落紗意味著落紗時間減少並且因此卷裝大小的重要性降低;在絡紗機上引進絞接意味著接紗點變得再也不突出,這再次提供了小卷裝的可能性;鋼領變小意味著對於有限的鋼絲圈速度(40米/秒),能够獲得更高的旋轉速度並且因此能够取得更高的加撚速度。
這些結合意味著環錠紡可能的最大速度從15000轉/分左右提升到25000轉/分左右。
還有其他一些取得部份成功的發展提議。
牽伸裝置:當雙皮圈牽伸占主導地位的時候,這種裝置能夠産生更高的牽伸。
近來展會上的機器能够運行70-100倍的牽伸,高牽伸的利用已在专门大程度上影響了整個裝置的經濟性。
單錠驅動:幾個生産商於20世紀80年代闡述了這種可能性。
雖然這種觀點在降低能耗、降低噪音和更好地操纵速度方面有優勢,但它卻需要更高的初始本钱和更大的紡錠尺寸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
转杯纺纱技术的现状与发展趋势姜同学(青岛大学200 级纺织工程,山东青岛266071)摘要本文对转杯纺的机理,分梳辊、假捻盘、阻捻器等器件的发展以及纺杯纺产品的开发进行了分析,对我国的转杯纺发展存在的主要问题进行了总结,并展望了转杯纺纱未来的发展方向。
关键词:转杯纺;原理;转杯纺产品;现状;发展方向加英文题目ABSTRACTThe article analyzes principles of rotor spinning, development of spinning component such as opening roll, navel, etc., and development of products of rotor spinning. It also points out main problems of rotor spinning development in China and outlooks the prospect and orientation of rotor spinning in the future.Keywords: rotor spinning, principle, products, research status, orientation应加作者简介作者简介格式:作者简介:姜同学(1990.6----),男,本科在读,青岛大学2009级学生,学习纺织工程专业。
1.转杯纺纱技术的现状自由端纺纱技术在纺纱机理中不同于环锭纺纱技术,生产出的产品因其独特的纱线结构和用途,越来越被市场所认可。
转杯纺技术是新型自由端纺纱技术中最成熟、发展最快的一种。
目前,转杯纺无论是从技术上还是设备方面都有了很大的发展和完善,并且仍在不断地进步,从而使转杯纺的生产效率、产品质量均有了迅速提高,同时,也大大拓宽了转杯纺的应用领域。
从1965年捷克制造第一台转杯纺纱机起,国际先进纺纱设备制造商不断创新,提高纺纱性能,目前进一步向高速、高产、大卷装、全自动化方向发展。
转杯纺纱机有抽气式和自排风式两种,1967~1995年欧美发达国家抽气式型转杯纺纱机的转杯速度在7万~8万r/min,东欧、俄罗斯等国家自排风式转杯纺纱幻想曲的转杯转速在4.5万~7万r/min,纺纱号数达18.2tex。
上世纪70~80年代捷克的BD系列,德国Autocoro系列,瑞士M1/1、R1系列,英国887系列,日本BS、HS系列等先进转杯纺纱机开始出口我国。
目前国外先进的转杯纺纱机大都采用抽气式。
抽气式有利于高速,成纱质量优于自排风,转杯速度从3万r/min发展到15万r/min,但在9万r/min时,人工已不能接头,必须靠电子机械手接头才能完成。
另外,像德国、瑞士、意大利生产的转杯纺纱机都是大量应用电子计算机技术、传感技术及变频调速技术,使转杯纺纱支数及产品质量得到提高。
德国赐来福(Schlafhorst)公司研制的Autocoro系列(图1.1)以及瑞士立达(Rieter)公司研制的转杯纺纱机占据了世界市场的大部分份额。
其中Autocoro 系列纺纱机占全世界转杯纺纱能力的46%,其他自动转杯纺纱机仅占9%,普通转杯纺占45%。
随着全自动转杯纺织机功能的完善,开发纯棉中细号纱和混纺纱是发展方向,国外转杯纺纱企业大部分已生产纯棉中高档和混纺针织、机织纱,转杯纺纱具有紧密纱线结构并且条干均匀、表面光洁、外观疵点少等优点,织成织物后可生产高档次服装。
图1.1 Autocoro480型转杯纺纱机目前在国际上整个纺纱规模中,转杯纺产品按长度来计,占到总纱量的25%,若按重量来计,转杯纱占到总纱量的40%左右。
跨入21世纪后,我国转杯纺纱进入一个新的快速发展时期。
2001~2007年期间平均年增转杯纺纱10万~20万头,现已达到190万头以上。
我国转杯纺纱设备数量和转杯纱产量都已占据世界首位。
我国转杯纺纱走了一条独立自主发展设备技术与消化吸收国外先进转杯纺纱设备技术相结合的道路。
设备规模从无到现在的190万头。
其中国产设备占了2/3以上,使用转杯纺纱工厂遍及29个省市的2000多家企业,成为我国纺纱工业的一支生力军,为国民经济的发展做出一定的贡献。
2.转杯纺纱原理及发展转杯纺纱属自由端纺纱:纱条的一端被握持(引纱罗拉),另一端随加捻器(以同方向、同转速)绕握持点回转而加捻。
其核心部件包括转杯、喂给罗拉、分梳机构、假捻器和引纱机构等,它们组装在一个箱体内,称为纺纱器[5]。
转杯纺纱一般采用的工艺路线为:开清棉联合机→梳棉(双联梳棉机或普通梳棉机)→头道并条机→二道路并条机→自排风或抽气式转杯纺纱机[6]。
用Autocoro312纺纱机采用的工艺流程路线为:FA002型往复式抓棉机→FA103型双轴流开棉机→FA028型多仓混棉机→ZF109型三辊筒清棉机→TV425A型风机→FA151型除微尘机→ZFA177A型清梳联喂棉机→FA221B型梳棉机→HSD-96型并条机(头并)→DV2-AL型并条机(二并)→Autocoro312型转杯纺纱机[7]。
其纺纱的基本过程是:用高速回转的刺辊,将喂入条子开松成单纤维状,再借高速回转的纺纱杯产生负压,或利用外界抽气作用,把松懈的纤维经输棉花管道吸入纺纱杯,在纺纱杯离心力的作用下,紧贴纺纱杯最大内径处的凝聚槽内,凝聚成自由端的环行须条。
2.1 纺纱器根据转杯内负压的产生方式不同,纺纱器可分为自排风式和抽气式两种(图2.1)。
自排风式纺纱器,转杯底侧部开有若干排风孔,杯子高速回转时产生的离心效应使气体经这些排风孔排出,形成杯内负压。
因杯盖与杯口封闭,气流流动由输送管道补入。
为防止输送纤维在到达凝聚槽前直接冲向已被加捻的纱条上而形成过多的包缠纤维,在纤维出口处设置了隔离盘。
目前我国的自排风转杯速度在5万r/min 以下,这不仅导致产量低,同时限制了纺织厂可以取得经济效益的适纺线密度[8,9]。
自排风式转杯最高转速仅9万r/min~10万r/min 。
抽气式纺纱器转内的气体从杯口吸出,所以输送管道必须有一定长度伸入杯内并接近凝聚槽上的杯壁。
在抽气式转杯由于没有排气孔,从而也就没有排气孔短绒、杂技、灰尘的积聚,并由此引起转杯内负压的变化;抽气式转杯顶部的抽气使输纤通道出口纤维流中的部分尘、绒随同抽气带走,从而减少了转杯凝聚槽内尘、杂、短绒积聚的速率,因此抽气式的凝聚槽会比自排风式清洁(图2.2)。
抽气式转杯具有高速、低噪声、适应纺较低线密度纱等优于自排风式转杯的特点。
目前,抽气式转杯的转速可达13万r/min~15万r/min ,且其负压的变化可以通过抽气机转速的调节来实现,易于保证满足转纺纱负压的工艺要求[10]。
2.2 分梳辊分梳辊是将喂入半制品(纤维条)进行开松、梳理、排杂,使连续的纤维条尽量分离成平行伸直的单纤维状态,为后面的自由端纺纱做好前期准备,对成纱质量的优劣起到关键性的作用。
现在国内外转杯纺纱机常用的分梳辊结构有锯齿辊和针辊两种。
在使用分梳辊时,纤维分离度会随分梳辊转速增加而增加,针辊比锯齿辊好,在低速条件下应用针辊,纤维分离度比锯齿辊好[5]。
使用锯齿辊时,图2.1 两种转杯图2.2 转杯时间与转杯积杂量与纺纱质量关系短绒率也会随速度的增加而增加,但用针辊短绒无显著变化。
在锯齿或针的加工过程中,齿或针的前角的选用原则是,既要分梳作用强,又要使纤维易脱离齿或针。
另外,对于锯齿辊,由于转速高速后,锯齿辊转速必相应提高,此时,梳齿对纤维的梳理力增大,适当减小前角可解决梳理与转移的矛盾。
针辊钢针的前角的变化较小,由于针辊的分梳作用强而缓和,适当减小前角,符合分梳与转移兼顾的原则[11]。
钢针与齿条的机械加工方法不一样,其磨损程度也一样,一般针辊比锯齿辊耐磨。
而且钢针磨损后,针尖仍保持一定的锋利度,对分梳能力影响小。
而齿条磨损后,往往出现齿尖变秃,严重时齿前面呈现凹痕而易勾挂纤维,影响分梳质量[11,12]。
但针辊损伤之后修复的难度很大。
徐惠君等[13]总结了锯齿式分梳辊的缺点设计了CF系列齿片式分梳辊,它具有齿片硬、光洁、重量轻、拆装方便等优点,用它纺纱质量优于传统锯齿式分梳辊,有利于推进自由端新型纺纱的发展。
另外在配置分梳辊速度应注意[14]:(1)分梳辊速度由纤维种类、原料含杂、纱的均匀度、强力、锯齿的新旧等因素决定;(2)增加分梳辊转速有利于分梳、排杂、转移,但容易造成纤维损伤和粉尘增加;(3)增加分梳辊转速有利于改善条干均匀度,减少粗节、细节、棉结,但容易使纱的强力下降,伸长减少。
2.3 加捻喂入条子被分梳辊分解成单纤维后,由转杯内负压和气流的作用,在凝聚槽中形成环形纱尾,纤维环随转杯回转;当纱条从引纱管引出时,形成了以引纱为握持点、纤维环回转的自由端加捻。
捻度在引纱与转杯内的剥离点之间获得。
纱条经过假捻盘引入纱管时,在纱条的张力作用下,纱条紧贴在假捻盘表面进行回转。
由于假捻盘表面的摩擦力作用,纱条沿假捻盘表面滚动,产生绕自身轴回转而形成的假捻[5]。
影响假捻的主要元件就是假捻盘(图2.3),它对纺纱稳定性、杯内纱条捻度、纱线质量、生产效率等都有重要影响。
研究结果表明正常纺纱时假捻盘上纱条与假捻盘表面发生摩擦,这一摩擦使纱条在假捻盘上发生滚动而产生假捻,使杯内自由纱条上捻度增加。
假捻盘摩擦系数、直径以及纱条对假捻盘的包围角增加,均有利于增大自由纱条上的假捻捻度[15]。
方宁[16],狄剑锋[17]等通过研究均证明了以上的结论。
汪军等[18]通过转杯纺杯内纱段捻度分布的研究得出假捻盘和剥离点之间这一区段的纱条捻度,为由转杯回转所加的真捻和由假捻盘所加的假捻之和。
并且所纺纱线线密度越大,其假捻捻度越大。
张宏伟,王善元等[19]利用手持式视频显微镜可以对转杯纱中的示踪纤维的三维空间位置作较准确的测量,发现了示踪纤维在转杯纱中也存在内外转移现象,得出捻度沿转杯纱径向分布的二次抛物线型分布规律。
巴塔等[20]对转杯纺自由纱段形态对其捻度分布的影响进行了研究,得出转杯纺纱杯内自由纱段上捻度自假捻盘入口端向剥离点呈逐渐减少趋势,在靠近剥离点附近时,这种趋势加快。
由于转杯纱用于针织领域已比较普遍,因针织物要求手感柔软,因而可采用阻捻器以进一步降低转杯纱捻度[21],从而使杯内纱段获得强捻,而输出纱条具有正常捻度,从而提高了剥离点处的纱条强度和纤维间的联系力,使纱条顺利剥离,减少断头。
巴塔等[22]通过分析阻捻机理,建立了可衡量转杯纺纱阻捻器阻捻效果大小的任意曲面阻捻器阻捻系数的理论模型,得出纺纱工艺参数以及安装参数对阻捻系数大小均有一定影响的结论。
王善元等[23-25]建立了低捻情况下纺纱张力与断头率、阻捻元件和捻度分布的数学模型,同时提出了改善低捻转杯纱强度的措施,得出加装阻捻器,导致转杯纺过程中增加了杯内纱条段的捻度及其紧密度,转杯纱的结构形态、加捻效果和成纱强度都因此得到了改善。