CSB经典案例分析-埃克森美孚石油公司baton rouge炼油厂异丁烷泄漏和火灾事故
埃克森公司原油泄露事件
在危机公关领域,更引人注目的是当危机发生后,公司采取何种应对措施来挽救(或是使事情变得便糟)。
这两种结果的反差是如此之大以至于成功和不成功的危机公关常常成为最好和最差公关案例的代表。
下面是两个危机公关案例,其中之一被称为“80年代美国最差公关案例”,而另一个则是“80年代美国最佳公司案例。
”案例l:埃克森公司原油泄露事件——80 年代美国最差公关案例1989 年3 月24 日,一艘美国埃克森公司的巨型油轮“瓦尔代兹号”在阿拉斯加州威廉太子湾附近触礁,使得800 多万加仑原油泄出,在太子湾海面上形成一条宽约1 公里,长达8 公里多的飘油带。
事故发生地点是一个原本风景如画的地方,盛产鱼类,海豚海豹成群。
事故发生后,礁石上沾满一层黑乎乎的油污,不少鱼类死亡,附近海域的水产业受到很大的损失,纯净的生态环境遭受到破坏。
引起这起事故的埃克森公司却无动于衷。
既不彻底调查事故原因,也不采取及时有效措施清理泄漏的原油,更不向当地政府道歉,至使事故进一步恶化,污染区域愈来愈大。
地方政府、环保组织以及新闻界面对埃克森公司这种置公众利益于不顾的恶劣态度,发起了一场“反埃克森运动”。
这场运动甚至惊动了布什总统,总统派专人前往调查。
此时,埃克森公司油轮泄出的原油已达1000 多万加仑,成为美国历史上最大的一起原油泄露事故。
调查结果表明,造成这起恶性事故的原因是船长玩忽职守,擅离职守。
消息一经传出,舆论为之哗然。
埃克森公司一下子陷入极被动的境地。
公共关系危机出现了埃克森公司是一家规模巨大的公司。
在美国《幸福》杂志, 1990 年4月份所列出的全美500 家最大的公司中,它名列第三位,仅次于通用汽车公司和福特公司。
它的业务范围遍布全世界,在欧美市场大有霸主之势。
但此次出现的公共关系危机,使埃克森公司大受损失。
事故发生在初春,海滩的清理工作十分费力,花重金请来的工人们辛苦劳作,但进展缓慢。
埃克森公司仅为此一项就付出了几百万美元的代价,加上其他的索赔、罚款,埃克森公司的损失达几亿美元。
CSB调查美国巴顿溶剂公司静电火灾爆炸事故案例
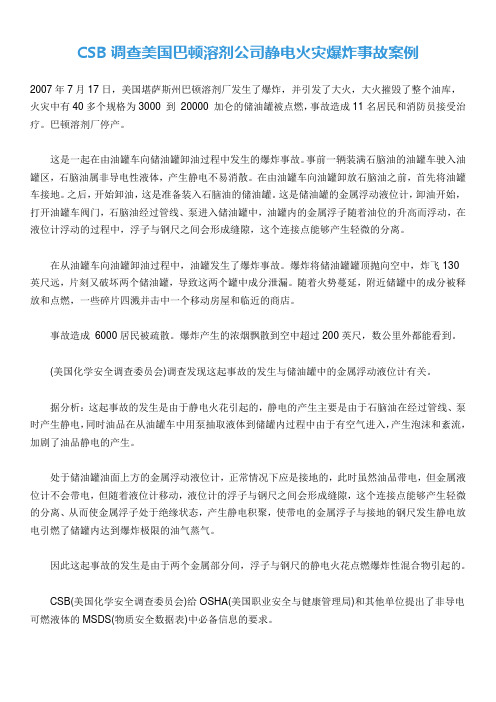
CSB调查美国巴顿溶剂公司静电火灾爆炸事故案例2007年7月17日,美国堪萨斯州巴顿溶剂厂发生了爆炸,并引发了大火,大火摧毁了整个油库,火灾中有40多个规格为3000 到20000 加仑的储油罐被点燃,事故造成11名居民和消防员接受治疗。
巴顿溶剂厂停产。
这是一起在由油罐车向储油罐卸油过程中发生的爆炸事故。
事前一辆装满石脑油的油罐车驶入油罐区,石脑油属非导电性液体,产生静电不易消散。
在由油罐车向油罐卸放石脑油之前,首先将油罐车接地。
之后,开始卸油,这是准备装入石脑油的储油罐。
这是储油罐的金属浮动液位计,卸油开始,打开油罐车阀门,石脑油经过管线、泵进入储油罐中,油罐内的金属浮子随着油位的升高而浮动,在液位计浮动的过程中,浮子与钢尺之间会形成缝隙,这个连接点能够产生轻微的分离。
在从油罐车向油罐卸油过程中,油罐发生了爆炸事故。
爆炸将储油罐罐顶抛向空中,炸飞130英尺远,片刻又破坏两个储油罐,导致这两个罐中成分泄漏。
随着火势蔓延,附近储罐中的成分被释放和点燃,一些碎片四溅并击中一个移动房屋和临近的商店。
事故造成6000居民被疏散。
爆炸产生的浓烟飘散到空中超过200英尺,数公里外都能看到。
(美国化学安全调查委员会)调查发现这起事故的发生与储油罐中的金属浮动液位计有关。
据分析:这起事故的发生是由于静电火花引起的,静电的产生主要是由于石脑油在经过管线、泵时产生静电,同时油品在从油罐车中用泵抽取液体到储罐内过程中由于有空气进入,产生泡沫和紊流,加剧了油品静电的产生。
处于储油罐油面上方的金属浮动液位计,正常情况下应是接地的,此时虽然油品带电,但金属液位计不会带电,但随着液位计移动,液位计的浮子与钢尺之间会形成缝隙,这个连接点能够产生轻微的分离、从而使金属浮子处于绝缘状态,产生静电积聚,使带电的金属浮子与接地的钢尺发生静电放电引燃了储罐内达到爆炸极限的油气蒸气。
因此这起事故的发生是由于两个金属部分间,浮子与钢尺的静电火花点燃爆炸性混合物引起的。
CSB经典案例分析-Delaware炼油厂工艺设备维护作业准备过程中闪火事故
CSB经典案例分析—Delaware炼油厂工艺设备维护作业准备过程中闪火事故唐彬 1 天津市居安企业管理咨询有限公司何琛2 上海于睿商务咨询有限公司关键词:炼油厂、设备维护、闪火、美国化学品安全与危害调查委员会(CSB)摘要本文结合美国化学品安全与危害调查委员会(CSB)对Delaware炼油厂工艺设备维护作业准备过程中发生的闪火事故的调查,梳理闪火事故发生过程,并从技术和管理角度综合分析、总结Delaware炼油厂工艺设备维护作业准备过程中闪火事故发生的原因和机理,并分享CSB调查组对此次事故的总结与启示。
1. 事故简介2015年11月29日,周日,Delaware炼化公司的硫酸烷基化装置处发生闪火,一名操作人员面部和颈部二级烧伤,手腕处三级烧伤。
事故发生时,操作人员正在进行设备维护作业的准备工作,排除和倒空一个位于两个隔离点之间的储罐。
一个单独的切断阀将已净化的储罐与带压、带料的脱丙烷塔(内含烃类化合物)隔离开,操作人员不知道该切断阀在关闭位置发生了泄漏,导致可燃物料从脱丙烷塔发生了回流。
当操作人员打开储罐排凝阀,试图排空储罐内的冷凝水(操作人员误以为只是冷凝水)时,脱丙烷塔内的烃类化合物泄漏进入污水系统,并被点燃,发生闪火。
2. 烷基化装置工艺流程简介炼油厂烷基化装置的工艺原理是,在酸性催化剂(磺酸或者氢氟酸)的作用下,低分子量的碳氢化合物(主要是丙烯和丁烯)与异丁烷反应,转变成更大分子量的具有高辛烷值的侧链烷烃。
Delaware炼油厂烷基化装置接收来自焦化装置和催化裂解装置的丁烯物料,包括2套烷基化反应器区域,每套均有2台平行运行的反应器。
运行温度越低时,反应生成的烷基化物质量越高。
丙烷和多余的异丁烷循环经过反应器,冷却反应过程,然后冷凝,并被输送回烷基化反应器。
少量的丙烷和多余的异丁烷循环物料进入脱丙烷塔,脱丙烷塔通过除去多余的丙烷以维持装置内最佳的丙烷浓度。
在进入脱丙烷塔之前,烷基化反应器丙烷物料通过碱洗系统除去微量的二氧化硫,以降低对设备和管线造成的腐蚀风险。
危险化学品泄漏事故的实例典型分析
地点
时间
原因
火灾和爆炸概 况
伤亡
投入灭火力量
灭火战术技 术措施
太仓化肥厂液 化气罐
1978年3月4 日20时45分
槽车拉断 液相管, 气体大量 泄漏
气体喷出后4分 钟遇明火爆 炸,40分钟后 储罐爆炸
死6人, 伤55人
当地消防力量
保持稳定型 火炬燃烧, 冷却储罐, 待残气不多 时灭火
2020/1/17
32
地点
时间
原因
伤亡
出动警力
灭火战术技术措施
厦门市石 油山储罐 区码头
2001年8月26日 11时30分
一条长500米、 口径100毫米 的管道因腐 蚀裂缝
9辆消防车
警戒、禁火;停止液化气船输气, 关闭管道两端阀门;出喷雾水枪 稀释;用棉被捆绑管道,再用堵 漏器具将棉被和管道捆绑起来
2020/1/17
13
3、造就事故的主要原因
1892年,荷兰从天然气里分离出液化 甲烷,为石油气液化奠定了基础。1903年, 德国生产出液化石油气,应用于生产和生 活。自从液化石油气诞生以后,火灾爆炸 事故后就伴随而来。
2020/1/17
14
据统计,仅1973年日本全国就发生液 化石油气火灾爆炸事故932起,其中居民家 584起。1965年,我国一些大中城市开始推 广液化石油气,火灾爆炸事故也不断发生, 据南京市资料统计,仅80年代居民使用的 液化气钢瓶火灾的起数,就占全市火灾总 数的10-14%。
炸或烧损
死12人 伤30人
西安消防部队
2020/1/17
12
2、液化石油气泄漏爆炸危害严重
液化石油气泄漏爆炸伤亡很大。上述16起案 例中,共死亡619人,伤7200人。这是液化石油 气典型的危害特征,前事之师,不可忘却,这对 消防部队处置类似事故,永远是常鸣的警钟,也 当然是难以抹却的阴影,是指挥员必须十分重视 的问题。
CSB经典案例分析-美国Tosco Avon炼油厂火灾事故

CSB经典案例分析—美国ToscoAvon炼油厂火灾事故唐彬 1 天津市居安企业管理咨询有限公司何琛2 上海于睿商务咨询有限公司关键词:炼油厂、石脑油泄漏、火灾、美国化学品安全与危害调查委员会(CSB)摘要本文结合美国化学品安全与危害调查委员会(CSB)对美国Tosco Avon炼油厂石脑油管线泄漏并导致火灾事故的调查,从技术和管理角度深刻分析总结火灾事故发生的经过和原因,以及CSB调查组提出的建议。
1. 事故简介1999年2月10日,美国加利福尼亚州Tosco Avon炼油厂原油处理装置蒸馏塔上部的石脑油管线弯管处出现一个针孔泄漏点,Tosco人员立即关闭4个阀门试图隔离管线,装置保持运行。
根据后续检测发现,石脑油管线出现大面积腐蚀减薄现象,决定更换大部分石脑油管线。
但是经过多次尝试,工作人员均未成功隔离并排空石脑油管线。
2月23日,Tosco维修主管指挥工作人员采用气锯切割石脑油管线。
第二次切割时,石脑油开始泄漏,维修主管指挥人员打开法兰排空管线,排空过程中石脑油突然从第一次切割位置的管线开口端泄漏出来,石脑油接触到蒸馏塔高温表面后被点燃,火焰迅速吞噬了蒸馏塔结构和附近工作人员,造成4人死亡,1人严重受伤。
2. Tosco Avon炼油厂2.1公司简介Avon炼油厂位于美国加利福尼亚州康特拉科斯塔县马丁内斯附近,占地约9.3km2,该炼油厂已运行80多年。
Avon炼油厂主要产品是发动机燃料,例如汽油和柴油。
Tosco公司从1976年开始负责管理Avon炼油厂,直到2000年被Ultramar DiamondShamrock收购,并改名为Golden Eagle炼油厂。
Tosco公司是当时美国国内最大的石油产品精炼厂,共管理着国内7个炼油厂。
2.2 原油蒸馏塔和石脑油系统Avon炼油厂工艺把原油精炼为发动机燃料,其他产品还包括丙烷、丁烷和燃料油。
原油处理装置最初于1946年设计和建造,经过几次重大设备改建。
重大安全事故案例分析资料
重大安全事故案例分析主要内容:案例一、博帕尔化学品泄漏事故案例二、BP德克萨斯炼油厂爆炸事故案例三、吉化“11.13”特大爆炸事故案例四、重庆市开县气矿井喷事故案例五、美国羟胺蒸馏装置爆炸事故案例六、长滩天然气工厂爆炸事故案例七、休斯顿化工区爆炸事故案例八、Piper舢曲既海上平台沉没事故案例九、英国邦斯菲尔德油库爆炸火灾事故案例十、重庆天原化工“4.16”氯气泄漏爆炸事故案例一、博帕尔化学品泄漏事故1984年12月3日发生在印度博帕尔的甲基异氰酸酯(methyl isocyanate,简称MIC)泄漏事故,是迄今为止最严重的工业安全事故。
有报道指出,当地80万人口中有约20万人暴露于有毒气体中,并且在事故发生后的两天内,约有5000人死亡,最终总的死亡人数可能有2万人,另外有6万余人需要接受长期治疗。
事故现场图片一、事故经过如图1所示,在事故发生的当天下午,维修人员在清洗工艺管道上的过滤器。
在用水反向冲洗过滤器之前,没有按照作业程序要求“关闭工艺管道上的阀门,并在“隔离法兰”处安装盲板”,且在开始这些工作之前,维修人员没有按需要申请并获得作业许可证。
图1 博帕尔(Bhopal)MIC储存系统的工艺流程简图12月3日凌晨00时15分,储罐内压力迅速升高,有人在工艺区内发现了泄漏出的MIC。
于是,一名操作人员前往现场查看,他听到储罐内发出隆隆声,并感受到来自储罐的辐射热,他立即尝试启动洗涤器,但没有成功。
凌晨00时45分,储罐超压、安全阀起跳,随即大量MIC 泄漏到周围环境中。
在2h内,约25tMIC进入大气中,工厂下风向8km内的区域都暴露在泄漏的化学品中,短时间内造成周围居民大量伤亡。
事故发生后,应急反应系统没有有效运转,当地医院不知道泄漏的是什么气体,对泄漏气体可能造成的后果及急救措施也毫不了解。
二、事故原因1、管理原因(1)工厂位置不合适。
工厂建造在城市近郊,离火车站只有1km,距工厂3km范围内有两家医院。
有毒气体泄漏安全事故案例及分析优选稿

有毒气体泄漏安全事故案例及分析集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-有毒气体泄漏安全事故案例及分析例1.有毒气体泄露导致安全事故2009年6月27日上午,某药业集团有限公司制药厂发生一起一氧化碳中毒事件,造成两名职工死亡。
该公司是专门生产抗生素的医药公司,上班实行两班倒,每班12人。
27日上午,值班长和组员像往常一样来到九号固液分离震动筛前,将发酵好的磨料倒入压力机进行冷处理,两人分别在罐中和罐外操作,罐外员工发现罐中员工昏倒,立即进入罐内试图施救,不料,自己也昏倒在罐中,后经查明系一氧化碳中毒。
例2.氨气泄漏事故2012年9月8日上午,某食品集团有限公司发生一起氨气中毒事故,目前已有20余人出现中毒迹象,被送往医院治疗。
有一名患者严重已转至哈尔滨治疗,其他患者病情平稳。
据了解,本次爆炸是由于该公司在维修冷库中的管道时发生断裂,导致氨气泄漏。
例3.印度博帕尔农药厂甲基异氰酸脂(MIC)泄漏事故。
1984年12月19日深夜11时,美国设在印度的博帕尔农药厂的由于240加仑水被错误地倒入45吨甲基异氰酸脂(MIC)储罐内,使罐内温度突然升高至38度,压力从5磅升至355磅。
维修工试图手工操作来减压,但因罐内压力太大而未成功。
3日零时56分,一股浓烈、酸辣的乳白气体(剧毒物甲基异氰酸脂)从一个出现裂缝的安全阀泄漏出来,四处扩散,120名工人纷纷逃离,只有1名工长在孤军作战中死亡。
整个事故造成2500多人死亡,12.5万人受害,30万人撤离,印度方面估计损失20亿美元。
事故的教训是:1)对剧毒物甲基异氰酸脂泄漏防护措施不当。
泄漏后长达3个小时没发出报警;2)厂址选择不当。
处在密集居民区,有1.2万人居住在距工厂只隔一条马路的地方;3)雇员缺乏必要的安全常识。
甲基异氰酸脂沸点在39℃~44℃,而事故时罐温达到38℃;此时自动安全阀失灵;洗涤器正在检修,不能经洗涤器排放气体;临时接通软管排放气体燃烧,但持软管者临阵脱逃,只有一个工长坚持工作,但其中毒失去点火能力。
CSB经典案例分析-埃克森美孚公司Torrance炼油厂静电除尘器爆炸事故
CSB经典案例分析—埃克森美孚公司Torrance炼油厂静电除尘器爆炸事故唐彬 1 天津市居安企业管理咨询有限公司何琛2 上海于睿商务咨询有限公司关键词:炼油厂、静电除尘器、爆炸、美国化学品安全与危害调查委员会(CSB)摘要本文结合美国化学品安全与危害调查委员会(CSB)对埃克森美孚公司Torrance炼油厂静电除尘器爆炸事故的调查,梳理静电除尘器爆炸事故的发生过程,并从技术和管理角度综合分析、总结导致埃克森美孚公司Torrance炼油厂静电除尘器爆炸事故发生的原因和机理,分享CSB调查组对此次事故的总结与启示。
1. 事故简介2015年2月18日,星期三,位于美国加利福尼亚州的埃克森美孚公司Torrance炼油厂的静电除尘器发生爆炸事故。
事故发生时,埃克森美孚公司正在试图隔离设备进行维护作业,维护活动的准备工作导致出现压力偏离,造成油气通过工艺流程回流进入静电除尘器,并在静电除尘器内点燃,发生爆炸。
事故中涉及的静电除尘器是流化催化裂化装置(Fluid Catalytic Cracking Unit,FCC)中的一个污染物控制设备,使用带电板除去再生器烟气中催化剂颗粒,以满足再生器烟气排入大气的环境要求。
带电板能够产生火花,形成了潜在的点火源。
2. 炼油厂背景2.1 埃克森美孚公司埃克森美孚公司成立于1999年11月30日,由美孚石油和埃克森石油合并而成。
埃克森美孚公司在美国拥有5家炼油厂,总生产能力约1,857,500桶/天。
埃克森美孚公司还从事石油和天然气勘探、钻井、原油运输和石化产品(包括汽油)销售等业务,埃克森美孚公司的化学品分公司生产多种产品,包括合成橡胶、增塑剂和催化剂等。
2016年,埃克森美孚公司财报收入为2260亿美元,净利润为78亿美元。
2.2 Torrance炼油厂Torrance炼油厂属于埃克森美孚公司生产规模较小的炼油厂,在加利福尼亚州南部、亚利桑那州和内华达州每天销售约1893万升的低排放汽油。
石化行业典型事故案例分析
中国石油化工股份有限公司青岛安全工程研究院
由于喷出的油气量比较大,油气从放空罐顶部的放 空管喷出(放空管直接排大气,高度34.4米左右), 大量汽油流向罐周围并迅速气化。在第一次小的爆炸 后,在13:20发生大爆炸。由于放空罐附近的临时活 动房(为另一套检修装置服务)内仍有很多人,在油 气大量喷出并迅速气化的情况下也没有组织疏散,导 致事故伤亡人数大大增加。
中国石油化工股份有限公司青岛安全工程研究院
(2)稀释与覆盖:
向有害物蒸气云喷射雾状水或能抑制物性的中和介质, 加速气体溶解稀释和沉降落地。
对于可燃物,可以采用隔绝和覆盖窒息,破坏燃烧条 件。
对于液体泄漏,为降低物料向大气中的蒸发速度,根 据物料的相对密度及饱和蒸气压大小确定用干粉中止链 式反应、泡沫(或抗溶性泡沫)或其他覆盖物品覆盖外 泄的物料,在其表面形成覆盖层,抑制其蒸发。
中国石油化工中股国份石有化限公青司岛青安岛全安工全程工程研研究究院院
石化行业典型事故案例分析
中国石油化工股份有限公司青岛安全工程研究院 2009.7
QDRISE © 2009 版权所有 No.2009-PPT-XXX
中国石油化工中股国份石有化限公青司岛青安岛全安工全程工程研研究究院院
主要内容: 1、石化行业已发生的典型事故分析 2、事故应急处置的原则和方法 3、如何展开事故调查 4、如何预防事故发生
中国石油化工股份有限公司青岛安全工程研究院
中国石油化工股份有限公司青岛安全工程研究院
中国石油化工股份有限公司青岛安全工程研究院
特色CSB经典事故剖析

特色CSB经典事故剖析特色CSB经典事故剖析Giant炼油厂火灾爆炸事故给我们的启示期号:TS05X 2015-XX-XX关键词管线打开、能量隔离、上锁挂牌、泄露、火灾、爆炸事故、美国化学品安全与危害调查委员会(CSB)。
摘要本文结合美国化学品安全与危害调查委员会对美国Giant炼油厂物料泄露导致火灾爆炸事故的分析,从管线打开、能量隔离以及上锁挂牌方面深刻分析产生爆炸事故的原因,并提出改进措施。
1. 介绍化工生产基本要素包括人力、设备、物料等,但有时机器与设备会危害到维修或保养人员,这是因为当进行维修作业时,可能有意外的设备启动、能量导通或者设备储存的能量释放。
当实施并遵守适当的管线打开、上锁、挂牌程序,成为控制潜在危害能量计划的一部分时,这些伤亡是可以避免的。
据美国职业健康安全管理部门统计,有效的管线打开、上锁挂牌程序每年可以预防120起死亡事故。
本文通过美国化学品安全与危害调查委员会(CSB)对美国Giant炼油厂物料泄露导致火灾爆炸事故的分析,提出了管线打开时能量隔离的重要性,并阐述了上锁挂牌的关键步骤。
2. Giant炼油厂火灾爆炸事故经过2004年4月8日,在新墨西哥州詹姆斯敦市,Giant炼油厂突然发生物料泄露,导致火灾和爆炸。
事故导致六名员工受伤,并造成全厂员工以及附近的旅游中心和车站的人员全部疏散。
炼油烷基化单元的设备和支撑结构损坏,并造成了1300万美元的损失,整套装置直到第四季度才恢复。
因为此事故造成的破坏严重,美国化学品安全与危害调查委员会(CSB)调查了这个事故,在此分享一些经验教训,希望防止类似的事故再次发生。
2.1 炼油厂烷基化单元生产工艺Giant 炼油厂位于新墨西哥州,盖洛普市东部27.4km,每天处理22000桶原油。
该炼油厂是由其在1982年购买。
这起事故发生在炼油厂的氢氟酸(HF)催化烷基化装置。
氢氟酸是一种有害、有毒、腐蚀性的化合物,在烷基化工艺中被用作催化剂。
埃克森美孚炼油厂2015年事故被认定是缺乏足够的安全管理所致

埃克森美孚炼油厂2015年事故被认定是缺乏足够的安全管理所致ExxonMobil lacked adequate process safety at refineryBy Jeff Johnson, special to C&ENHydrocarbon leakage and inadequate process safety management led to an explosion at this California refinery, CSB says.CSB称,油气泄漏和工艺安全管理的不足导致了加利福尼亚炼油厂的爆炸。
Credit: CSB美国化学安全委员会称风险管理的漏洞导致了爆炸美国化学安全委员会(CSB)在报告中提到,基本工艺安全管理的错误(所有美国炼油厂的一些共同现象)导致了位于加利福利亚托伦斯的埃克森美孚炼油厂2015年事故的发生。
CSB主席Vanessa Allen Sutherland说,埃克森美孚炼油厂缺乏恰当的风险管理制度,这意味着“工人们基本上是盲目地在运行每个工艺单元。
”事故造成四名工人受伤,无人重伤。
爆炸造成碎片横飞,一些盛装氢氟酸(HF)的桶从天而降。
许多炼油厂在烷基化的工艺中都在使用剧毒的氢氟酸。
爆炸发生在静电除尘器上,这是炼油厂空气污染控制系统的一部分。
CSB确认,未被检测到的碳氢化合物通过流体催化裂解装置的管道发生回流,并在除尘器中被点燃。
报告称,在事故发生时,埃克森美孚炼油厂已经关闭该裂解装置,计划对其进行维修,但是埃克森美孚炼油厂并没有将其与其他设备有效隔离。
CSB说,埃克森美孚炼油厂缺乏可以标志油气泄漏的碳氢化合物检测设备。
CSB补充道,这种检测设备的缺乏是一个全行业问题。
事故关停了炼油厂,削减了一年多的产量。
事故还加剧了附近约15万居民的担忧。
在美国,约150家炼油厂中的近三分之一都在使用氢氟酸。
即使在极低浓度下,它也会造成人员伤害或致命。
埃克森石油泄漏事件

埃克森石油泄漏事件第七章沟通案例研究埃克森公司的黑色星期五在公关实务的发展史上,很少有像1989年的埃克森公司(Exxon Corporation)的沟通案例那样糟糕的了。
这家公司的公关人员对于沟通问题的处理极具争议,而且让埃克森公司在全球声名狼藉。
同时,这个案例在公关业也造成了深远的影响。
1989年3月24日上午8:30,耶稣受难日(复活节前的星期五)。
世界上最大的公司之一的埃克森公司的董事长兼首席执行官劳伦斯(LawrenceG.Rawl)正在自家的厨房里品尝着咖啡,这时电话响了起来。
“发生什么事了?是发动机坏了还是方向舵坏了?”莱尔向打来电话的人问道。
“发生的事”就是埃克森公司的油船搁浅了,而且黏稠的原油正流入位于啊拉斯加州伐耳迪兹港外的威廉王子海峡那冰冷的水中。
不仅是莱尔和他的公司,对于环境来说也是一样,都将面临美国历史上最严重的一次环境污染灾难。
这起令人痛心的事情经过媒体报道,传遍了整个美国。
后来,埃克森的一艘300米(987英尺)长的油船——埃克森伐尔迪兹号——在伐尔迪兹港西南方25英里处触礁并发生泄漏,后经证实当时该船由一位酒醉的船长驾驶。
这个有史以来北美最大的漏油事件致使相当于26万桶的原油渗漏到海水中,从而污染了3367平方公里(1300平方英里)的水域,破坏了将近965.4里(600英里)长海岸线的海水环境,引起4000只啊拉斯加水獭死亡。
这个灾难性实践也使埃克森公司的名字列入了“公关名人堂”的黑名单。
埃克森在沟通上的进退两难境遇可概括分为5个方面。
去还是不去埃克森和高级管理层首先面临的问题是:在“耶稣受难日漏油事件”的相关新闻传开之后,董事长该不该飞到威廉王子海峡去表示公司的关切。
美国联合碳化物公司(Union Carbide)在印度博帕尔地区的子公司发生恶性爆炸事件后,这家公司的总裁瓦伦•安德森(Warren Anderson)就采取了亲临现场以示关注的做法。
这也是啊什兰石油公司(Ashland Oil’s)的董事长约翰R.霍尔(John R.Hall)在他的公司于1989年稍早时发生石油渗透事件时的对策。
重油泄漏火灾事故分析报告

重油泄漏火灾事故分析报告1. 事故背景2019年9月15日,某炼油厂的重油储罐发生泄漏,导致火灾事故。
该炼油厂是一家规模较大的化工企业,主要生产重油和燃料油。
事故发生后,造成了设备损坏、环境污染和人员伤亡,给企业和周边社会造成了巨大损失。
2. 事故描述据事故现场监控记录显示,事故发生时,重油储罐内部压力突然升高,并且开始渗漏,随后泄漏的重油在高温环境下迅速气化并引发火灾。
火灾蔓延迅速,燃烧时发出刺耳的爆炸声,厂区内部附近的建筑物和车辆被燃烧损毁。
同时,大量浓烟开始向周围环境扩散,影响了附近居民和农田。
3. 事故原因分析3.1 设备老化经过初步调查,重油储罐的泄漏起源于设备老化。
该储罐已经使用了20年以上,内部涂层和密封结构存在着严重的腐蚀和磨损,导致了储罐内部的泄漏。
之前的设备检修记录显示,虽然进行了一些维护,但并没有对储罐的结构和材料进行彻底的检查和更换。
3.2 设备操作不当事故发生时,储罐的操作人员在泄漏发生后未能及时进行应急处置,导致泄漏情况得不到有效控制,最终引发了火灾。
在事故前,操作人员对储罐内部的液位和压力没有进行及时的监测和调整,未能意识到储罐可能发生泄漏的风险。
3.3 安全管理不善炼油厂的安全管理制度存在一定的漏洞,对设备老化的监控和维护不够到位,没有形成有效的定期检查和维修机制。
此外,事故发生后,企业的应急预案和演练并不充分,导致应对突发事故的能力不足。
4. 事故影响4.1 设备损坏事故发生后,重油储罐和附近的设备和管道遭受了严重破坏,需要重建和更换。
而且,由于火灾中的油气燃烧,导致周边环境大量污染,需要进行大规模的清理和恢复工作。
4.2 环境污染由于泄漏的重油在火灾中燃烧,释放了大量的有毒气体和污染物,对周边的土壤和水源造成了严重的污染。
4.3 人员伤亡火灾发生后,有数十名工人被困在火场内,部分工人遭受了不同程度的烧伤,在医院接受了治疗,也有一些工人因为受不了事故的影响,患上了严重的心理疾病。
石油石化行业安全事故案例分析

2.原因分析 ( 1) 直接原因是从铁路罐车经油泵 往储罐(B 罐) 卸轻柴油时, 由于操作工 开错阀门, 使轻柴油进入了满载的石脑 油 A 罐, 导致石脑油从罐顶大量溢出 ( 约 637 立方米) , 溢 出 的 石 脑 油 及 其 油 气在扩散过程中遇到明火, 产生第一次 爆炸和燃烧, 继而引起罐区内乙烯罐等 其他罐的爆炸和燃烧。 ( 2) 安全设施上存在问题。该大型 危化品储存区的重要储罐没有必要的 液位报警连锁系统; 可燃气体检测报警 器 数 量 不 够 、位 置 不 合 理 ; 关 键 阀 门 无 信号回讯功能; 消防泵配备不合理( 在 电源不可靠情况下, 柴油消防泵应 100%备用) 。 ( 3) 企 业 安 全 教 育 不 够 , 从 业 人 员 的安全意识淡薄, 敬业精神与责任心不 强, 导致出现不应有的操作失误。 3.事故教训 ( 1) 应 加 强 应 急 管 理 , 提 高 应 急 处 理能力。由于事发时间为周末, 事故发 生后, 企业一片混乱, 丧失了事故初期 必要的自救功能, 致使事故扩大。 ( 2) 危化品储存区应完善安全防护 技 术 措 施 。一 是 在 设 计 上 应 有 防 止 误 操 作的安全技术措施; 二是在出现操作失 误的情况下, 应有及时发现与信息反馈 的安全警示技术设施。 ( 3) 应 完 善 安 全 管 理 体 系 , 落 实 各 项 安 全 生 产 管 理 制 度 。从 开 始 卸 轻 柴 油 到发生大爆炸, 历时 1 小 时 40 分 , 在 这 期间, 只要能切断“多米 诺 骨 牌 ”事 故 链 中的任何一个环节, 都能有效地制止这 次事故的发生。遗憾的是, 由于该企业 在安全管理体系上的不健全, 对企业内 各个关键环节不能实施有效的安全监 控与检查, 最终酿成了此次悲剧的发 生。■
易燃易爆液体泄漏安全事故案例及分析
易燃易爆液体泄漏安全事故案例及分析集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-易燃易爆液体泄漏安全事故案例及分析例1.某石化公司炼油厂油罐燃烧事故10月21日18时15分,某石化公司炼油厂油品分厂半成品车间无铅汽油罐区发生空间爆炸,引起罐区地面及310号油罐起火。
经156辆消防车、1323名消防人员17小时扑救,大火于22日11时扑灭。
事故操作工、拖拉机驾驶员2人死亡,直接损失38.96万元。
事故的教训是:1)误操作导致油品泄漏。
操作工在对310号油罐进行加剂循环调和作业时,本应打开310罐的副出线主控制阀,却错开了311号罐的副出线主控制阀,导致311罐装满的汽油泵入310罐并外溢,在罐区内外大面积扩散,形成爆炸气体;2)安全系统报警没注意。
310罐油品外溢后,曾发生声光、计算机报警,都被操作员忽视;3)交接班没到现场。
操作员在15时15分发生操作错误,16时并没有按规定到现场进行交接班,错过了发现泄漏的时机;4)拖拉机进厂没被制止。
拖拉机进入一级防火防爆区,严重违反安全规定;拖拉机防火安全帽形如虚设,不能起到阻火作用;5)消防设计、审查、施工、验收管理混乱,有些隐患长期得不到整改,半固定的泡沫灭火线底阀未装,延误了救火时机。
例2.某化工厂油罐爆炸事故6月27日21时,某化工厂操作工开错阀门,将本应卸入B罐的轻质柴油错误地罐到已经满载石脑油的A罐中,导致大量石脑油溢出,挥发形成可燃性气体,遇火引起A罐爆炸,并引起乙烯罐的爆炸和整个罐区的大火。
事故造成9人死亡,39人受伤,20多个1000~10000米3装有多种化工物料的球罐被毁。
直接损失高达3亿多元。
事故的教训是:1)安全教育不够,从业人员的安全意识淡薄,敬业精神与责任心不强,导致操作失误;2)安全设施存在问题。
设备在设计没有防止误操作的技术措施;在发生误操作时,缺乏及时发现和信息反馈的技术设施;3)安全管理不力。
公共危机管理

埃克森公司
埃克森公司没有在第一时间彻查事故原因,也没有立即采 取行动向公众承诺原油泄漏可以在5个小时内得到控制, 然而事实是事故发生两天后还未见公司采取根本措施。虽 然声称雇佣了13000多人参与清污,也在第一时间设置了 隔油栅,但清污效果甚微。并且为了快速去除油污,使用 过度的计量,导致了更多的鱼类死亡。在使用燃烧去除超 多百万桶的原油产生了有毒的烟雾,使得周围的居民产生 了不良反应。
三副卡曾斯只有三年工龄,无驾驶 证,他驾船纯属非法。看见冰山时, 为了避开冰山,下令右转急弯,此 时邮轮发生剧烈碰撞而颠簸,接着 他又下令向左转弯,但无济于事, 邮轮不听使唤,此时油轮已撞在航 道以东六公里的布莱暗礁上。
危机中
Alyeska集团
Alyeska集团是国际负责清除工作的指定集团,事前约定 任何漏油必须在五个小时内开始处理。漏油初期,埃克 森就联系了专家开始清除,理应在数小时之内到达现场
天气情况
在事件发生的第三天,海上刮起了强风,吹断了拦油 索及加速了溢油的散布,破坏了刮除作业且使得工作 更为复杂。
政府
政府介入过晚,漏油事件发生在3月24号,但是政府一 直到四月中上旬,布什总统才做出决定:美国联邦政 府和军队将直接介入威廉王子湾的清污工作。
危机后
环境
原油泄漏后,直到2001年时,在海湾的沙滩上挖一个洞,还是很快就会被渗出的油污填满。对环境生态污染持续 影响大。有报告称,当地的生态环境至少需要20年才能够恢复。
对环境造成了极大的破坏,大约250000只候
03
鸟、2500只海獭、12只河獭、300只麻斑海豹、
247只秃鹫、22头逆戟鲸死亡,还有数十亿鲑
从埃克森公司油轮漏油事件看企业危机管理
从埃克森公司油轮漏油事件看企业危机管理
李奎武
【期刊名称】《北京石油管理干部学院学报》
【年(卷),期】2013(020)002
【摘要】企业在生产经营中面临着多种危机,无论哪种危机发生,都有可能给企业带来致命的打击.埃克森公司油轮漏油事件说明,危机无时不在,危机管理迫在眉睫,企业危机管理不再仅仅局限于处理突发性事件,而应注重充分挖掘企业管理的深层次原因,预防危机,减少危机的发生,降低危机给企业带来的损失.
【总页数】3页(P57-59)
【作者】李奎武
【作者单位】吉林油田分公司保卫部
【正文语种】中文
【相关文献】
1.埃克森美孚以优质产品和专业技术团队服务于中国客户——访埃克森美孚(中国)投资有限公司副总经理岳春阳
2.探讨企业危机化解之道——以“埃克森瓦尔迪兹号漏油事件”为例
3.看英国BP石油公司如何应对墨西哥湾漏油事件——基于BP 公司2010年度财报的分析
4.从丰田公司召回事件看企业危机管理
5.“海皇”号超级油轮漏油事件
因版权原因,仅展示原文概要,查看原文内容请购买。
CSB调查美国巴顿溶剂公司静电火灾爆炸事故案例
CSB调查美国巴顿溶剂公司静电火灾爆炸事故案例2007年7月17日,美国堪萨斯州巴顿溶剂厂发生了爆炸,并引发了大火,大火摧毁了整个油库,火灾中有40多个规格为3000 到20000 加仑的储油罐被点燃,事故造成11名居民和消防员接受治疗。
巴顿溶剂厂停产。
这是一起在由油罐车向储油罐卸油过程中发生的爆炸事故。
事前一辆装满石脑油的油罐车驶入油罐区,石脑油属非导电性液体,产生静电不易消散。
在由油罐车向油罐卸放石脑油之前,首先将油罐车接地。
之后,开始卸油,这是准备装入石脑油的储油罐。
这是储油罐的金属浮动液位计,卸油开始,打开油罐车阀门,石脑油经过管线、泵进入储油罐中,油罐内的金属浮子随着油位的升高而浮动,在液位计浮动的过程中,浮子与钢尺之间会形成缝隙,这个连接点能够产生轻微的分离。
在从油罐车向油罐卸油过程中,油罐发生了爆炸事故。
爆炸将储油罐罐顶抛向空中,炸飞130英尺远,片刻又破坏两个储油罐,导致这两个罐中成分泄漏。
随着火势蔓延,附近储罐中的成分被释放和点燃,一些碎片四溅并击中一个移动房屋和临近的商店。
事故造成6000居民被疏散。
爆炸产生的浓烟飘散到空中超过200英尺,数公里外都能看到。
(美国化学安全调查委员会)调查发现这起事故的发生与储油罐中的金属浮动液位计有关。
据分析:这起事故的发生是由于静电火花引起的,静电的产生主要是由于石脑油在经过管线、泵时产生静电,同时油品在从油罐车中用泵抽取液体到储罐内过程中由于有空气进入,产生泡沫和紊流,加剧了油品静电的产生。
处于储油罐油面上方的金属浮动液位计,正常情况下应是接地的,此时虽然油品带电,但金属液位计不会带电,但随着液位计移动,液位计的浮子与钢尺之间会形成缝隙,这个连接点能够产生轻微的分离、从而使金属浮子处于绝缘状态,产生静电积聚,使带电的金属浮子与接地的钢尺发生静电放电引燃了储罐内达到爆炸极限的油气蒸气。
因此这起事故的发生是由于两个金属部分间,浮子与钢尺的静电火花点燃爆炸性混合物引起的。
CSB经典案例分析-自由工业公司化学品储罐泄漏污染公共水事故(2016-10期)

CSB经典案例分析—自由工业公司化学品储罐泄漏污染公共水事故唐彬 1 天津市居安企业管理咨询有限公司何琛2 上海于睿商务咨询有限公司关键词:储罐泄漏、化学品、完整性管理、美国化学品安全与危害调查委员会(CSB)摘要本文结合美国化学品安全与危害调查委员会对自由工业公司化学品储罐泄漏污染公共水事故的调查分析,从储罐失效和泄漏化学品流入埃尔克河两方面剖析造成公共水污染的原因,从储罐完整性管理角度探讨提高储罐安全管理水平的方法。
1.介绍2014年1月9日,美国西弗吉尼亚州环境保护局监察员来到位于该州首府查尔斯顿的自由工业公司化学品储存和集输设施地点,调查公众举报的该区域出现的化学品异味事件。
监察员发现罐区396地上储罐中的化学品正在泄漏,泄漏的化学品为甲基环己烷-甲醇原料和聚乙二醇醚的混合物,实验室分析确定主要成分是甲基环己烷-甲醇原料。
化学品从位于396储罐底板上的2个小孔泄漏出来,化学品渗流进入396储罐周围的碎石和土壤中,由于最初设计用于控制储罐泄漏事故的防火堤存在的裂缝以及年久失修导致的孔洞,使得化学品通过防火堤流入河流。
调查还发现,泄漏的部分化学品从位于邻近储罐底部的地下涵洞进入了河流。
在环境保护局督促下,自由工业公司立刻采取措施控制泄漏,回收泄漏化学品,防止发生进一步污染。
然而,大约37.9m3的甲基环己烷-甲醇原料已经渗流进入周围的土壤和埃尔克河中,并随河流向下游流到美国西弗吉尼亚州公共水处理站的入口,大约位于自由工业公司下游2.4km处。
由于公共水处理站设备不能除去水中全部的甲基环己烷-甲醇原料,导致集输系统中的饮用水被污染。
当晚,公共水公司向93000个客户(涉及大约300000名居民)发布了“禁止使用”的通知,造成大范围的商业、学校和公共部门停业。
当地医院急诊部门接收大量出现恶心、皮疹、呕吐、腹痛和腹泻症状的病人,公共安全部门建议居民在接下来的4~9天内限制饮用自来水和洗澡。
部分居民表示即使按照要求对管道进行冲洗,泄漏事件后的几个星期后饮用水中仍然存在明显异味。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CSB经典案例分析—埃克森美孚石油公司Baton Rouge炼油厂异丁烷泄漏和火灾事故唐彬天津市居安企业管理咨询有限公司中国石油和化学工业协会培训中心关键词:炼油厂、异丁烷、泄漏、火灾、美国化学品安全与危害调查委员会(CSB)摘要本文结合美国化学品安全与危害调查委员会(CSB)对美埃克森美孚石油公司Baton Rouge炼油厂异丁烷泄漏和火灾事故的调查,详细梳理操作人员拆除旋塞阀齿轮箱过程中造成异丁烷泄漏和火灾的背景、过程及后果,并从技术和管理角度综合分析、总结导致事故的各方面原因,并分享CSB调查组针对此次事故提出的改善建议和措施。
1. 事故简介2016年11月22日,位于美国路易斯安那州Baton Rouge的埃克森美孚石油公司炼油厂(简称“Baton Rouge炼油厂”)内,硫酸烷基化装置(使用硫酸作为催化剂,把异丁烷和烯烃转化成汽油)发生一起异丁烷泄漏和火灾事故,造成4名工作人员严重受伤。
事故发生时,操作人员正在从一个旋塞阀上拆除出现故障的齿轮箱,他卸掉了阀门承压部件(称作“顶盖”)上的关键螺栓,当他试图使用管钳拧开旋塞阀时,阀门突然脱离,导致异丁烷泄漏,形成可燃气云。
异丁烷泄漏后不到30s,可燃气云遇到点火源引发火灾,导致没能及时撤离的4名工作人员严重烧伤。
图1:事故现场图2. 异丁烷泄漏和火灾事故发生过程2016年11月22日下午,Baton Rouge炼油厂硫酸烷基化装置的2名操作人员正在准备对异丁烷设备进行维护作业。
作为准备工作的一部分,操作人员需要调整阀门状态,启动备用的异丁烷输送泵,如图2所示。
为了启用备用泵,操作人员需要打开备用泵上游的入口旋塞阀。
Baton Rouge炼油厂硫酸烷基化装置中使用了很多这种类型的直角回转式旋塞阀,包括异丁烷输送泵的入口阀。
图2:烷基化装置异丁烷泄漏位置流程简图这种旋塞阀不经常使用,通常手动操作,操作人员需要转动连接齿轮箱的手轮打开或者关闭阀门,如图3所示。
手轮旋转把阀杆调整到打开或者关闭位置,一个支架通过螺栓把齿轮箱和阀体连接在一起。
事故发生当天的下午,一名操作人员试图通过连接阀门的手轮打开备用泵入口的旋塞阀,但是齿轮箱出现故障,不能正常动作,虽然转动手轮,阀门仍然没有打开。
图3:事故中涉及的旋塞阀示意图一名操作人员拆除了齿轮箱总成,以便他能使用管钳旋转阀杆,从而打开阀门。
对于Baton Rouge炼油厂硫酸烷基化装置的操作人员来说,从旋塞阀上拆除故障的齿轮箱是一种习惯做法。
为了拆除齿轮箱,操作人员卸掉了用于连接齿轮箱支架和阀体的4个垂直螺栓。
但是,这4个螺栓还起着固定阀门顶盖(阀门承压部件)的重要作用。
需要注意的是,通过卸掉2个水平螺栓可以安全地从支架上拆除齿轮箱,但是这2个水平螺栓还在原处,如图4所示。
图4:齿轮箱拆除方式对比然后一名操作人员负责使用管钳旋转阀杆,打开阀门,另一名操作人员在旁边监护。
由于固定阀门顶盖的4个垂直螺栓被卸掉了,造成关键的阀门部件不能再被有效固定。
当操作人员旋转阀杆时,旋塞阀出现松动并发生脱离,带压的异丁烷(压力约0.14MPa,温度约7.2℃)从阀体中泄漏出来,迅速形成白色的可燃气云。
泄漏事件发生后,现场操作人员向装置区域内的其他人员呼喊,包括位于脚手架上的作业人员,提醒他们立即疏散。
其中一名操作人员通过对讲机向内操报告,让他紧急关停装置。
埃克森美孚石油公司估计事故中大约有900kg异丁烷泄漏到大气中。
根据现场监控录像,可能是一台距离泄漏位置约20m的带电焊机点燃了可燃气云。
火灾造成1名埃克森美孚石油公司员工和泄漏位置附近的3名承包商三级烧伤。
应急人员隔离了泄漏点,约25min后扑灭了火灾。
3. 异丁烷泄漏和火灾事故分析Baton Rouge炼油厂安全管理系统存在的一系列缺陷,造成旋塞阀齿轮箱和旋塞阀承压顶盖以错误的方式被拆卸,最终导致异丁烷的泄漏和火灾。
这些缺陷包括:●没有识别和正确处理老式旋塞阀设计和齿轮箱可靠性问题;●未进行人为因素评估,识别老式旋塞阀设计和可靠性问题,以及阀门操作和维护相关的潜在风险;●没有制定书面的操作规程,详细说明从旋塞阀上拆除齿轮箱的具体步骤,实现安全地打开或者关闭阀门;●关于如何安全地拆卸不同类型的旋塞阀齿轮箱,以及这类作业相关的潜在风险,没有对作业人员进行培训;●在没有制定详细的操作程序和安全作业培训的情况下,企业允许操作人员拆除出现故障的旋塞阀齿轮箱。
3.1 旋塞阀齿轮箱可靠性Baton Rouge炼油厂烷基化装置使用的这些旋塞阀,操作起来比较困难。
即使在低压条件下,旋塞阀的工作扭矩也很大。
实际上,Baton Rouge炼油厂烷基化装置操作人员告诉CSB调查组,他们在操作齿轮箱时遇到过很多问题,例如手轮空转或者卡住。
一名工作人员称这种现象是存在已久的常见问题。
另一名操作人员解释道,旋塞阀本身运行没有问题,齿轮箱存在严重的可靠性问题,例如齿轮脱离或者断裂。
在讨论齿轮箱可靠性问题的发生频率时,操作人员说,类似问题发生的次数之多,足以让操作人员认为旋塞阀齿轮箱出现故障是一种正常现象。
3.2 设备设计和人为因素分析(1)旋塞阀设计Baton Rouge炼油厂烷基化装置的15个旋塞阀,其齿轮箱支架均是使用相同型式的4个垂直螺栓,把旋塞阀承压顶盖和阀体固定在一起,如图3所示。
但是,这种齿轮箱(30多年前的设计)可以通过卸下那2个水平螺栓而拆除,不影响关键的承压顶盖螺栓。
根据API 599 Metal Plug Valves – Flanged, Threaded,and Welding Ends(金属插入式阀门-法兰式,螺纹式和对焊式),具备安装致动器或齿轮操作功能的阀门,操作过程应能达到不拆除任何(承压)部件(例如阀体螺栓、阀盖螺栓、法兰螺栓、填料螺栓、阀杆螺母等)的要求。
此次事故中涉及的旋塞阀齿轮箱满足标准要求,因为可以在不拆除任何承压部件的情况下拆除齿轮箱。
操作人员本可以卸掉连接支架和齿轮箱的那2个水平螺栓(如图5中黄色箭头所示),而不应该卸掉固定旋塞阀承压顶盖的4个垂直螺栓。
图5:事故涉及的旋塞阀的齿轮箱支架实图CSB调查组了解到,此类旋塞阀的生产商(Durco)于1984年对旋塞阀的设计进行了升级和更新,齿轮箱支架可以通过不同类型的螺栓连接与阀门固定在一起,不同于固定承压顶盖和阀体的螺栓连接方式。
Baton Rouge炼油厂烷基化装置中约97%的旋塞阀都是这种较新型的Durco旋塞阀设计。
旋塞阀设计改善后,齿轮箱支架就不可能与承压顶盖连接在一起,从而防止此类事故发生。
控制等级的有效执行对于降低风险和预防重大事故至关重要。
控制等级是一种评估安全保护措施(提供有效的风险降低)的方法。
虽然Baton Rouge炼油厂使用的老式旋塞阀设计满足API 599的要求,从控制等级的概念上来看,将这些老式旋塞阀设计进行升级更新属于高级别的控制措施,可能就会避免此次事故的发生。
这种老式设计忽视了API针对改善人为绩效的安全指南提出的一个重要原则:使人方便做正确的事,不方便做错误的事。
尽管这样,采取其他类型的控制措施,例如书面的操作规程和作业培训等,虽然在控制等级上较低,但对于预防类似事故的发生也很重要。
(2)设备设计的良好实践作为一个重要的设备设计文献,Don Norman博士编写的《The Design of Everyday Things (设计心理学)》已被CCPS初版的多本专业书籍引用,这些书籍为化工行业提共了重要的安全指导和参考,包括:●Guidelines for Preventing Human Error in Process Safety(过程安全人为错误预防指南)●Guidelines for Investigating Chemical Process Incidents(化工过程事故调查指南)●Plant Guidelines for Technical Management of Chemical Process Safety(化工过程安全的技术管理指南).在《设计心理学》一书中,Don Norman详细分析了三里岛核电站事故,描述了一次简单机械故障的错误判断如何导致了反应器破坏和美国核电工业的暂停。
他还提到,外界舆论的责备主要集中在操作人员身上,认为人为失误是造成事故的直接原因,但是事故调查委员会发现该核电装置控制室的设计存在很多问题,人员发生操作失误是必然的。
在这本书中,Don Norman解释了人与设备配合时为什么会发生问题和不期望的后果。
他说,设计要考虑设备如何工作、如何被控制以及人与技术之间互动的本质。
有很多原因会造成人机互动的缺陷,包括设备设计者对人的行为的不充分理解。
Don Norman还特别强调了如果设备设计没有充分考虑设备如何使用的话,可能带来的潜在问题和风险。
人们通常会把设备设计缺陷造成的问题归咎于人为失误。
在CCPS出版的《Human Factors Methods for Improving Performance in the Process Industries(过程工业领域改善绩效的人为因素方法)》中,提倡事故调查应避免把事故原因归咎于个人,而应该试图弄清楚导致事故发生的潜在原因,而潜在原因的根源通常是设计问题,包括:●设备设计;●作业设计;●作业环境设计。
人们通常习惯性认为人为失误是造成工业事故的共同原因,Don Norman反对这种观点,他还进一步强调了好的设计对于预防事故的重要性,他认为:人为失误通常是设计缺陷造成的,应称之为系统失误。
犯错是人类本性的一部分,系统设计时应该考虑到这一方面。
Baton Rouge炼油厂烷基化装置火灾事故涉及的老式旋塞阀缺少固定齿轮箱的专用连接点,设计者只提供了承压顶盖的连接点,同时被用于固定齿轮箱的支架。
正如此次事故的发生,拆卸支架可能导致高度危险物料的意外失控泄漏。
齿轮箱支架被固定在承压顶盖上,设计者在支架上预留了连接齿轮箱的额外连接点。
对于阀门设计者来说,这看起来是一个完美的、合理的设计;但是对于操作人员来说,当为了打开阀门需要拆掉出现故障的齿轮箱时,支架看起来就像是齿轮箱本身的一部分。
同时受到其他因素的影响,例如烷基化装置中这种设计的阀门很少、缺少培训和书面的操作规程,事故风险进一步增加了。
烷基化装置更多采用的这种新式旋塞阀是一种更好的设计。
设计考虑了拆除齿轮箱总成时可能存在的危险化学品物料泄漏的风险,设计者额外提供了用于固定齿轮箱支架的4个连接点,而且连接位置不在承压部件上,如图6所示。
采用这种新式设计的旋塞阀,如果作业人员完全拆除齿轮箱及其支架,管线内化学品物料也不会泄漏。
图6:新式旋塞阀设计示意图因此,CSB调查组认为,设备设计缺陷是导致此次事故的一个重要因素。