涂料与涂装
涂料基础知识及涂装工艺

涂料基础知识及涂装工艺A1 涂料的组成A2 常用名词/术语B 板材知识C 产品知识D 施工工艺E 弊病F 弊病防治G 用漆量成本核算A1、涂料的组成涂料的组成包括:成膜物质(基料)、颜填料、溶剂、助剂。
一、成膜物质(基料):构成涂料的主要基础,是决定漆漠性质的主要因素,我们现在用的主要是树脂类成膜物质。
二、颜填料:使漆膜呈颜色和遮盖力,同时还可以增强漆膜的机械性质、耐久性及特种功能(防腐防污等)的细微粉末状物质。
颜填料分为着色颜料与体质颜料。
着色颜料:可使涂料显示各种颜色的物质,根据化学成分可分为:无机颜料、有机颜料。
无机颜料(即颜料):用于制造实色漆。
有机颜料(即染料):一般多用于透明本色漆。
体质颜料:又叫填料,指那些不具备有着色力和遮盖力的白色或无色颜料,能提高漆膜的厚度与体质,增强漆膜的耐磨性、耐光性和填充性,以降低成本。
三、溶剂:将其它物质溶解而形成均一相溶液体的物质。
溶剂的特性包括:溶解力、挥发速度、粘度。
溶解力:溶剂对不同的树脂溶解力不一样,对某种树脂溶解力很强,而对另一种树脂溶解力却可能很小,甚至不溶,这便是溶剂对树脂溶解力的相对性、选择性,因此正确选用溶剂必须了解每种成膜物质相应的溶剂品种,否则用错溶剂会造成涂料的混浊、沉淀、析出、失光、甚至报废。
挥发速度:挥发速度是指溶剂从涂层中挥发到空气中的速度。
挥发速度受溶剂沸点、环境温度、有效挥发面积、溶剂本身的表面张力、蒸汽压以及特定涂漆体系的性质等到许多因素影响。
A溶剂挥发快,有利于防止湿涂层的流挂。
B发速度适中,在涂层中继低沸点溶剂之后挥发,利于湿涂层的流平和形成致密膜层。
C溶剂挥发慢,在涂层中最后挥发,利于涂膜流平,并能防止漆膜在低温高湿天气下泛白。
3、溶剂的粘度:溶剂本身的粘度会影响到涂料的粘度、流平性、施工温度等性能。
溶剂的使用:溶剂在涂料生产、施工中起着重要的作用,使成膜物正常的溶解、调整出合适的粘度,保证涂料的流平、润湿、干燥固化等性能达到工艺设计要求。
涂料与涂装参考书目

油漆工工艺学(初级本)_机械工业部机械工人技术培训教材编.pdf油漆工工工艺学(初级本)_1982年08月第1版.pdf油漆工必读_天津市第一机械工业局主编.pdf油漆工_孙兰新李永林等编.pdf油漆车间设备设计_机械工业部第四设计研究院主编.pdf油墨制造工艺_油墨制造工艺》编写组.pdf英汉涂料技术词汇:英汉对照_中国化工学会涂料专业委员会组织编.pdf印刷油墨_周震.pdf印刷油墨、涂料、色漆紫外光和电子束固化配方_英]R·霍尔曼P·奥尔德林著徐茂.pdf 学油漆涂装油漆涂装技师点津_周长庚主编.pdf新型涂装前处理应用手册_伍泽涌卢鸿琏肖泽星编著.pdf新型涂料手册:多彩涂料_赵石林段予忠.pdf新型特种涂料投产指要_化工部科学技术研究总院国家化工技.pdf新型聚氨酯树脂料生产技术与应用_盛茂桂邓桂琴编著.pdf新涂料辞典_松本十九.pdf现代印刷油墨知识与制造法_陈正维.pdf现代涂料与涂装技术_刘国杰主编.pdf现代涂料配方设计_武利民李丹等编著.pdf现代涂料及应用_王世泰王淑仁编.pdf现代涂料工艺新技术_刘国杰.pdf现代涂料的生产及应用_李肇强.pdf西德涂料工业.pdf无机涂料与涂装技术_徐峰编著.pdf涂料与涂法.pdf涂装作业安全技术_上海市化学化工学会上海涂料公司统.pdf涂装技术第二册交通运输工具、机电产品涂装_王锡春何鼎蔡云露.pdf 涂装技术第一册总论_王锡春姜英涛主编.pdf涂装工艺与设备_孙兰新宋文章王善勤等.pdf涂装工艺学_李春渠主编.pdf涂装工实用技术问答_北京市职工技术协会北京市技术交流.pdf涂装病态防治手册_陈民桥编著.pdf涂料助剂--品种和性能手册_钱逢麟竺玉书.pdf涂料助剂大全_美]焦可伯编著王泳厚等译.pdf涂料知识_朱大中编.pdf涂料与涂装技术_王光彬.pdf涂料应用科学与工艺学_刘国杰耿耀宗.pdf涂料新产品与新技术_朱广军等编著.pdf涂料添加剂的制法、配方及开发_陈国权王亦云等译.pdf涂料树脂化学及应用_耿耀宗.pdf涂料树脂合成与配方原理_童身毅吴譬耀编.pdf涂料使用手册_徐秉恺等编著.pdf涂料使用技术第一分册涂料品种_甘肃油漆厂涂料工业研究所.pdf涂料实用生产技术与配方_穆锐.pdf涂料配方与工艺_王善勤孙兰新等编著.pdf涂料配方手册_沈春林主编.pdf涂料配方原理和实例_徐宗器编.pdf涂料流动和颜料分散流变学方法探讨涂料及油墨工艺学第二版_美)T.C.巴顿.pdf 涂料结构学_黄子勋.pdf涂料技术基础_武利民.pdf涂料基础_姜英涛.pdf涂料化学入门_英]G.P.A.特纳著徐宗器等译.pdf涂料化学_洪啸吟冯汉保.pdf涂料和胶粘剂中有毒物质及其监测技术_李建主编.pdf涂料工艺(第三版)(下册)_涂料工艺编委会编2.pdf涂料工艺(第三版)(下册)_涂料工艺编委会编1.pdf涂料工艺(增订本)第二分册_虞兆年.pdf涂料工艺增订本第一分册_陈士杰.pdf涂料工艺增订本第五分册_姜英涛.pdf涂料工艺增订本第三分册_王树强.pdf涂料工艺增订本第六分册_马庆林.pdf涂料工艺第四分册_居滋善主编.pdf涂料工艺第三分册_原燃料化学工业部涂料技术训练班组.pdf涂料工艺(第三版)(上册)_涂料工艺编委会编.pdf涂料工业_北京市油漆厂编.pdf涂料工人必读_中国化工学会涂料学会科普委员会编.pdf涂料工厂设备第三版_苏联]N·A·戈尔洛夫斯基H·A·科.pdf涂料_1972年.pdf特种涂料的制造与应用_胡宁先胡小菁汪锡安.pdf特种涂料_高南华家栋俞善庆夏继余编著.pdf特种功能性涂料_刘国杰.pdf塑料用涂料_邓舜扬李寄陶编.pdf水基涂料--原料选择·配方设计·生产工艺_张兴华.pdf实用铸造耐火涂料_蔡震升戎豫编著.pdf实用油漆涂装技术_刘友朝彭菊花主编.pdf实用油漆涂饰技巧第二版_华人?编著.pdf实用油漆施工手册_周长庚主编.pdf实用涂装基础及技巧_曹京宜付大海编著.pdf实用涂料及涂装_山岸寿治著.pdf生漆工艺_龚厚杰编写.pdf乳胶漆译文集_工部涂料科技情报中心站编.pdf日英汉涂料技术词汇_孙承文.pdf染料、涂料(一九八五年第四辑)_上海纺织工业专科学校中国专利局文.pdf 漆工经验介绍(增订三版)_何巨扌著.pdf喷漆施工常识(增订版)_季沛宏编著.pdf喷漆施工常识(性质、用途、规格、检验和施工方法)_季沛鋐编著.pdf木器家具及装饰用漆实用配方100例_梁赞流主编.pdf美术涂料_刘廷栋刘京张林编.pdf聚酰胺_彭治汉施祖培主编.pdf静电涂装_松谷守康谷文也著赖耿阳译著.pdf建筑涂料生产与施工_陆亨荣编.pdf简明涂装工手册_林鸣玉王路路编.pdf家用油漆_刘会元周绍绳.pdf家庭涂装问答_徐峰编著.pdf家具油漆技艺_杨子光钟菊英.pdf技工系列工具书油漆工实用技术手册_朱庆红等编著.pdf工业产品着色与配色技术_张红鸣等编著.pdf高压无气喷涂_上海市化学化工学会上海涂料公司.pdf高级涂装工艺学(高级油漆工适用)_国家机械工业委员会统编.pdf 钢锨电泳涂漆_铁制农具生产技术丛书》编写组编写.pdf粉体涂装_松谷守康谷文也著赖耿阳译著.pdf粉末涂料与涂装技术_南仁植编著.pdf粉末涂料涂装工艺学_陈振发主编.pdf防腐蚀涂料和涂装_虞兆年编著.pdf电镀与油漆工艺手册_瓦依聂尔.pdf带锈涂料与应用_陈民桥编著.pdf带锈涂料的性能及应用(70型)_陈克忠著.pdf常用喷漆工艺_徐庆庆编.pdf最新涂料品种配方和工艺集_谢芳诚刘国杰.pdf专用涂料_战凤昌李悦良.pdf重防腐涂料_李国莱等编著.pdf中国涂料产品标准手册_全国涂料产品标准化分技术委员会编.pdf 中国漆史话_西北林学院王性炎编.pdf油漆制造概说_1974年08月新1版.pdf油漆应用知识问答_本书编写组.pdf油漆手工涂饰技艺_王海松编著.pdf油漆喷涂手册_刘友朝主编.pdf油漆结构学与施工(上册)_天津油漆厂、北京航空学院合编.pdf 油漆工艺_赵明桂编.pdf油漆工业_马庆麟编著.pdf油漆工技巧问答_付大海曹京宜主编.pdf油漆工工艺学(中级本)_中华人民共和国机械工业部统编.pdf 油漆工基本技术_徐庆庆编著.pdf醇酸清漆和磁漆的应用_王锡春译.pdf家具油漆_康宏胡叔樵编著.pdf巧手油漆工_李川生编著.pdf家具油漆技巧_周长庚编.pdf大漆施工经验_杨和永编.pdf冶金工业热喷涂(焊)工艺卡_崔鸿顺编.pdf漆工经验介绍增订四版_何巨才著.pdf实用印刷油墨配方集_美]E.W.弗利克著李忠译.pdf轻工产品涂装技术_韩熙麟姜英涛编.pdf漆工入门_陈晋甫主编.pdf树脂及漆_平野茂著.pdf涂料产品分类命名和型号名称表_1975年09月第1版.pdf国家职业资格培训教材涂装工技师技能高级技师技能_劳动和社会保障部.pdf部颁标准及部颁暂行标准涂料检验方法_1960年07月第1版.pdf油漆工考工试题库_机械电子工业部技术工人教育研究中.pdf《油漆作业通风与废气治理》成果汇编第2分册油漆作业现有防毒设备器材参考图册.pdf 油漆涂饰技艺_周长庚编.pdf纳米复合涂料的制备及应用_姜洪泉.pdf油漆工业手册_程学达.pdf涂料及涂装_石桥正树著.pdf油漆工艺问答_赵明桂编著.pdf油漆配方集锦_王喜昌著.pdf油漆制造法_沈慈辉编.pdf现代木器家具漆生产技术与实用配方_耿耀宗编著.pdf涂装工实用手册_王梓禹.pdf工农技术人员手册油漆工业手册_程学达编.pdf涂装工技能鉴定考核试题库_机械工业职业技能鉴定指导中心编.pdf工业喷漆技术_赵国英编著.pdf油漆的检验与施工_徐步云编著.pdf喷漆技术处理_赵国英编译.pdf苏联油漆工业产品标准和技术条件选编二_茹科娃等合编盛景祥选译.pdf家具涂装(全册)_叶祺源编著.pdf家具生产制作实用教材油漆涂装及工艺流程_瑞丰木业(深圳)有限公司职业技术.pdf 中级涂装工技术_机械工业职业技能鉴定指导中心编.pdf油漆工基本操作技能(初级工适用)_机械电子工业部统编.pdf高级涂装工技术_机械工业职业技能鉴定指导中心编.pdf清漆、熟油与油漆的生产_阿巴什基娜著吴鹏鸣蒋宪清张玑.pdf中等专业学校试用教材涂漆工艺学(上册)_邢贵臣李春渠编.pdf油漆装饰工艺入门_俞磊朱牧编写.pdf涂料制造配方_梁复中编著.pdf精细化学品系列丛书涂料_虞兆年主编.pdf油漆工基本技术_黄瑞先编著.pdf油漆工_中国石油天然气集团公司人事服务中.pdf功能涂料及其应用_童忠良.pdf粉末涂料与涂装技术_陈安迪陈振发主编.pdf建筑涂料一本通_梁秋生编著.pdf油漆涂装技术_金狮等编.pdf油漆工操作技巧_雍传德雍世海编著.pdf涂料使用技术第2分册涂料施工_甘肃油漆厂涂料工业研究所主编.pdf涂料配方原理及应用_王厚编.pdf防腐涂料配方设计与制造技术_刘栋.pdf苏联油漆工业产品标准和技术条件选编一_茹科娃等合编盛景祥选译.pdf油漆技法_傅光远刘国怀编著.pdf实用涂装工手册_司春波主编.pdf水基型喷墨打印墨水_朱谱新.pdf涂料制造和应用概论_W·M·摩根斯著王泳厚陈良恕毛.pdf涂装工中级_中国就业培训技术指导中心.pdf屋面卷材工厂设备_奇基达著何铭羣茅舍等译.pdf涂装工必读_天津市机电工业总公司主编.pdf漆工实用技艺_周长庚主编.pdf丙烯酸树脂防腐蚀涂料及应用_张鹏王兆华编著.pdf实用油漆涂装速查手册_周长庚编.pdf国际涂料应用学术讨论会交流资料集_中国纺织工程学会.pdf有机涂层的性能与评价_美国]菲利克期·康斯坦特著陈士杰.pdf塑料用涂料与涂装_梁增田主编.pdf涂料涂装半生缘:方震文集_方震著.pdf涂装工艺学_张学敏编著.pdf国际涂料应用学术讨论会论文集.pdf成膜物质工艺学(下册)_德林别尔格著沈阳油漆厂等译.pdf现代涂装新技术--静电喷涂_吴祥华等编著.pdf涂料配方_黄玉媛.pdf水性建筑涂料生产技术_陈泽森.pdf涂料配方精选2000-2007_刘栋.pdf成膜物质工艺学(上册)_德林别尔格著沈阳油漆厂等译.pdf涂料工业生产技术经验(一)_化学工业部华北化工设计研究分院编.pdf 油漆制造概说_徐步云许家华合编.pdf氟碳树脂涂料及施工应用_刘国杰夏正斌雷智斌编著.pdf技工学校机械类通用教材油漆工工艺学_劳动人事部培训就业局编.pdf环境友好涂料配方与制造工艺_耿耀宗主编.pdf油漆工入门_周松盛主编.pdf涂料技术名词辞典_黄金仙.pdf涂料使用技术第1分册涂料品种(第2版)_化学工业部涂料工业研究所主编.pdf 实用油漆涂饰技艺_华玉?编著.pdf粉末涂料与涂装实用技术问答_南仁植编著.pdf中国涂料手册_温元凯主编.pdf铁艺油漆工艺指导大全_李宗炳编.pdf有机涂料配方学_许道立译.pdf涂装技术第三册建筑、石油化工、轻工产品涂装_徐小洪王泳厚姜英涛主编.pdf油漆检验法(油漆材料及涂膜的试验方法)_C·B·亚库博维奇著天津市油漆颜.pdf 解说涂料学增补改订版_日本)三原一幸著.pdf油漆工技能手册_俞磊主编.pdf高固体分涂料_李桂林编.pdf现代水性涂料工艺·配方·应用_耿耀宗主编.pdf涂料、涂层、颜料、溶剂及其原材料标准(第一册)_化工部标准化研究所译编.pdf 涂料、涂层、颜料、溶剂及其原材料标准(第二册)_化工部标准化研究所译编.pdf 涂料调制与配色技术_孙道兴2.pdf有机涂料科学和技术_美]Zeno W.威克斯等著经桴良.姜英.pdf实用涂料手册_徐秉恺徐赢钰虞红强编著.pdf喷丸(砂)、喷涂技术及装备_周良编著.pdf油漆涂装技术1000问_俞磊周永祥编.pdf普通油漆工艺学_化学工业部油漆技术训练班编.pdf涂料调制与配色技术_孙道兴1.pdf防水涂料配方设计与制造技术_沈春林.pdf英汉·汉英涂料技术词汇_谢凯成主编.pdf涂料与涂装疵病分析_陈素平.pdf防腐蚀涂料与涂装_高瑾.pdf家具涂料与涂饰工艺_王双科.pdf活页技术资料第15号交流电泳涂漆_第一机械工业部情报所编.pdf全国工业交通展览会建筑工业馆技术资料石棉布油毡与麻布油毡_北京油毡厂张树培编.pdf油漆工作先进经验_全国铁路先进生产者代表会议选编.pdf工农生产知识便览油漆调制法_张四维编.pdf电泳涂漆工艺总结_第一机械工业部情报所编.pdf皮鞋油简易制造法_华东化学厂编.pdf鉴定材料一Ⅱ拒水型亲水复合聚硅氧烷整理剂的研究_1991年12月.pdf油印油墨制造_上海油墨厂编.pdf酚醛清漆试验研究报告_北京化工研究院沈阳分院编.pdf漆布和油布的制造_吴国贞主编.pdf热喷漆_天津油漆颜料总厂编.pdf耐腐蚀材料阿尔扎米特油灰与冷硬性清漆_斯米尔诺夫等著.pdf油漆工基本知识_徐庆庆编.pdf中级涂装工艺学(中级油漆工适用)_国家机械委技工培训教材编审组编.pdf 油毡及油布_小林良之助著.pdf苏联油漆工业产品标准和技术条件选编Ⅲ_苏联]A ·茹科娃B ·伊沃宁合.pdf 油漆实用技术_高圣志编著.pdf初级涂装工艺学(初级油漆工适用)_国家机械委技工培训教材编审组编.pdf。
涂料及涂装工艺
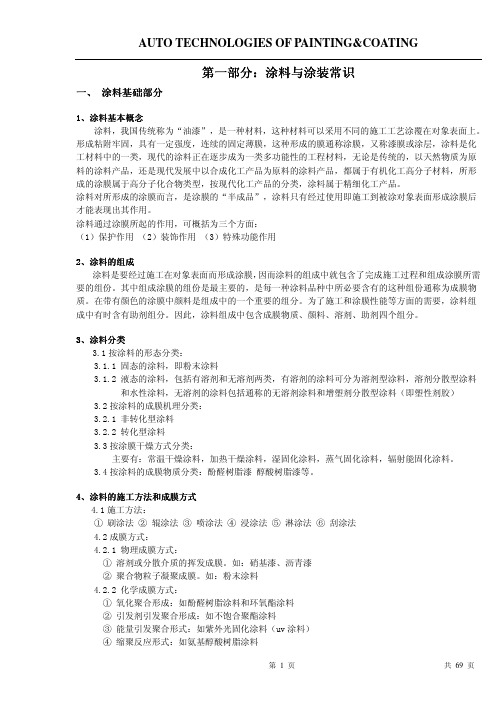
第一节 涂料的基本知识
一、涂料作用
1.保护作用----在表面形成一层硬膜,能把空气,水分,阳 光等隔离。延长使用寿命。
2.装饰作用----通过色彩,纹理,光泽实现。 3.特殊作用----绝缘漆,防锈漆,示温涂料,伪装涂料,防雷
达涂料。
阻湿性涂料:如石蜡、蜂蜡、聚乙烯醇乳剂和聚乙烯乳 剂等;
阻气性涂料:如森柏尔保鲜剂等; 乙烯生成抑制涂料:如AOA(氨基氧乙酸)等。 (2)按性能分类: 疏水性涂料和水溶性涂料
(3)常用涂料的分类:
我国以成膜物质分类,表3-25。
2.涂料的命名和型号: • (1)命名原则:涂料全名=颜料或颜色名称+成膜物质名称+基本
用。 – (5)施工设备和环境保护。
• 2.涂装施工方法。 • 3.涂装工艺管理。
– 是实施所制定工艺,达到涂装目的和质量的重要条件。
• 三、涂装工艺与程序
• (一)涂装工艺 – 包括漆前表面处理,涂装施工方法和涂膜的干燥三大步骤。
• 1.涂前表面处理: – 去除污物如油污,铁锈,氧化皮,灰尘,型砂,焊渣等。关系到附 着力和使用寿命,影响质量。
名称。如:红醇酸磁漆,锌黄酚醛防锈漆。 • (2)基本名称代号,见表3-26。 • 00--13基本品种;14--19美术漆;20--29轻工用漆;30--39绝缘
漆;40--49船舶漆;50--59防锈漆。 • (3)涂料的型号
• C01-1:醇酸树脂清漆; H04-1:环氧树脂磁漆。 • (4)辅助材料型号: • X---稀释剂;F---防潮剂;G---催干剂;T---脱漆剂;H---固化剂。
(二)应用: 在化工、电子、兵器、航天、机械。
第三节 涂装技术
一、涂装特点
防腐蚀涂料与涂装PPT课件
2、溶剂、分散剂:
挥发 污染、浪费资源
挥发速度、及挥发速度 与高分子树脂特性(固 化、链段运动能力等 ) 的匹配性
涂膜性能 *
绿色涂料: 固体粉末涂料;液态无溶剂涂料;*----重防腐涂料 低污染的水分散性(或水溶性)涂料。
第7页/共132页
涂料的基本组成及各组分的作用
2、溶剂、分散剂:
各种低污染涂料固休分含量比较表( % )
电剂、紫外光吸收剂---。
第9页/共132页
涂料的基本组成及各组分的作用
4、颜填料:
不含有固体颜料、填料的涂层呈透明状,称为清漆
颜料体积浓度(PVC):颜填料体积占干膜总体积的百分比。 临界颜料体积浓度(CPVC):当刚好有足够的成膜物提供颜填料表面一 个完整 的吸附层,并填满紧密堆积的固体颗粒间隙的PVC
PVC ≤ CPVC
第10页/共132页
第11页/共132页
涂料的基本组成及各组分的作用
➢ 种类:
着色颜料:钛白、锶黄、酞青蓝、甲苯胺红、石墨、炭黑、华蓝等; 体质颜料(也称填料):碳酸钙、磷酸钙、云母、硫酸钡、滑石粉、
硅藻土等,体积颜料常用来调节涂料的PVC,以增强漆膜的机械强 度、附着力;调节抗水、气、腐蚀介质的渗透性和光泽等; 功能颜料:是具有特征功能的颜料,如防锈蚀颜料、防污颜料、阻 燃颜料、导电颜料等。功能颜料价格高昂,故其用量以满足功能要 求为度。
接触角《90o
第23页/共132页
涂膜附着机理及附着力影响因素
一、 涂膜附着机理
*1.机械嵌合作用: 涂料渗透到基材表面小沟和孔隙中, 固化后就象许多小 钩似地把涂料和被粘物连在一起 .
第24页/共132页
涂膜附着机理及附着力影响因素
涂料产品的分类命名和型号知识讲义

涂装线示例
第二节 粘结与粘涂一、粘结 粘结或粘合-用胶粘剂将各种材料或制件连接成为一个牢固整体的方法。1、粘结剂的组成 粘结剂又称粘合剂,俗称胶。它由基料、固化剂、填料和辅助材料配合而成。2、粘结剂的分类 按照不同的分类标准,粘结剂有不同的类型。粘结剂具体分类如图7.2所示
六、涂装工艺 使涂料在被涂的表面形成涂膜的全部工艺过程成为涂装工艺。具体的涂装工艺主要根据工件的材质、形状、使用要求、涂装用工具、涂装时的环境、生产成本等加以合理选用。涂装工艺的一般工序是:涂前表面处理→涂布→干燥固化涂前表面处理:清洗、粗化等; 涂布:手工涂布;喷涂法、静电涂布法、电泳涂布 法、粉末涂布法、辊涂法等等。 干燥固化:即成膜机理。见下页。
三、 常用堆焊材料与堆焊方法1. 常用堆焊材料 常用堆焊材料有铁基、镍基、钴基、碳化钨基和铜基等。 (1) 铁基堆焊合金1) 低合金钢堆焊材料 ① 珠光体类的堆焊材料 ② 马氏体类堆焊材料 2) 中、高合金钢及合金铸铁堆焊材料 ① 高速钢及热作工具钢、冷作工具钢堆 焊材料 ② 高锰钢及铬锰钢堆焊材料 ③ 高铬钢及铬镍钢堆焊材料 ④ 合金铸铁堆焊材料
目前表面处理方法很多,最常用的有:①溶剂(包括水)擦洗;②溶剂脱脂和蒸汽脱脂;③机械打毛,如,摩擦、喷砂、喷丸等;④化学清洗和腐蚀;⑤脱脂、机械粗化和化学处理联合使用。
三、 主要粘结剂及其应用1、主要粘结剂:(老课本上的英语印刷错误!)1)环氧树脂粘结剂(epoxy adhesive)2)酚醛树脂粘结剂 (phenolic resin adhesive)3)脲醛树脂粘结剂 (urea resin adhesive)4)聚氨酯粘结剂 (polyurethane adhesive)5)聚酰亚胺粘结剂(polyimide adhesive)6)厌氧粘结剂(anaerobic adhesive)7)氰基丙烯酸胶粘剂(cyanoacrylate adhesive)8)橡胶型胶粘剂(rubber adhesive)9)聚硫橡胶密封胶(polysulfide rubber adhesive)10 压敏胶粘剂(pressure sensitive adhesive)11)光敏胶粘剂(photosensitive adhesive)12)无机胶粘剂(inorganic adhesive)(各种胶粘剂的具体组成、性能、用途等请参见课本P116-118)
涂料与涂装技术

储存期限
注意涂料的保质期,过期涂料应进行质量检测, 合格后方可使用。
运输安全
在运输过程中应避免碰撞和倾倒,防止涂料泄漏 和污染。
涂料的稀释与调配
01
02
03
稀释剂选择
根据涂料的类型和涂装要 求选择合适的稀释剂,控 制稀释比例。
调配比例
按照涂料生产商提供的调 配比例进行稀释与调配, 保证涂装效果和质量。
搅拌均匀
在稀释与调配过程中应充 分搅拌,确保涂料均匀混 合,避免出现色差和沉淀 。
04 涂装工艺与方法
涂装前的表面处理
表面清洁
去除表面污渍、油渍、锈 迹等杂质,确保表面干净 、干燥、无尘。
表面粗糙化
通过喷砂、打磨、酸洗等 方式增加表面粗糙度,提 高涂层附着力。
表面预处理
根据涂装要求,对表面进 行磷化、氧化、钝化等预 处理,以提高涂层附着力 和耐腐蚀性。
涂装技术的发展趋势
环保化
随着环保意识的提高,低VOC、无 毒无害的环保涂料和涂装技术越来越 受到重视。
高性能化
高性能的涂料和涂装技术能够提供更 好的保护和装饰效果,满足各种复杂 环境和使用条件的需求。
智能化
智能涂装技术能够实现自动化、智能 化涂装,提高生产效率和的不断拓展,对涂装技 术的多功能性要求越来越高,如导电 、自清洁、抗菌等特殊功能。
涂料的干燥与固化
总结词
涂料的干燥与固化
详细描述
涂料的干燥是指涂料从液态变为固态的过程,通常分为物理干燥和化学干燥。物理干燥 是指溶剂的挥发,而化学干燥则涉及到成膜物质交联聚合的过程。固化是涂料在干燥过 程中或干燥后,通过化学反应使成膜物质分子间结合更加紧密的过程。涂料的干燥和固
油漆基础知识培训

塑胶漆常用溶剂的基本特性
25
常用溶剂对ABS/PS底材的侵蚀作用
26
塑胶漆开油水的组成
脂肪烃溶剂(白电油):
10-20 wt.%
芳烃溶剂(甲苯、二甲苯): 10-20 wt.%
醇类溶剂(IPA、乙醇) : 30-60 wt.%
酯类溶剂(乙酸乙酯、乙酸丁酯) : 10-25 wt.%
比重:在规定的湿度下,物体的单位体积质量。目的为控制产品包装容器中固定容积 的质量。
固体份:即固含量,涂料中施工后留下成为 漆膜的部分,它含量的高低对形成的涂膜 质量和涂料的使用价值有直接关系。
细度:漆内颜填料颗粒粗细或分散均匀程度的指标,用海格曼刮板细度计测量。 粘度:是液体分子间相互作用而产生的阻碍分子相对运动能力的量度,也表示液体流
清漆----光油+天那水(调整粘度) 色漆----光油+着色剂+天那水(调整粘度)
20
施工注意事项
尽量选用配套的天那水稀释施工 按照供应商提供的建议开油 被喷涂工件表面应洁净,建议用洗面水清洗 定期排除压缩空气气管中冷凝的水分 抗油剂、消泡剂等助剂尽量少加 施工场地保持清洁,无尘埃
调漆工作流程(一)
1、 调漆前根据挂件顺序及数量确认需调油漆的量,先查看剩余油漆是否和
现用油漆 相符。再察看油漆存放卡,确认配制时间、配制人、黏度等相关要求,如
果配制时间超过3天,或有其它不确定因素,则用小壶枪进行验证,验证合格,方可
使用。开始生产时,先用上班所余符合条件的油漆。
2、 需重新调配新漆,则查看原漆桶,先用生产日期早的再用生产日期靠后
18
塑胶漆的配方原理
清漆----树脂+溶剂(+助剂) 色漆----树脂+溶剂+着色剂+助剂
涂料涂装基础知识培训

涂料涂装基础知识培训一、概述涂料涂装是现代工业生产和日常生活中不可或缺的工艺技术,广泛应用于各个领域。
涂料涂装基础知识培训旨在帮助学员了解涂料涂装的基本原理、涂料种类、涂装工艺、涂装设备、涂装质量控制等方面的知识,提高涂料涂装技能,为涂料涂装行业的发展做出贡献。
二、涂料种类及性能1. 按照化学成分分类,涂料可分为有机涂料、无机涂料和复合涂料。
2. 按照固化方式分类,涂料可分为挥发干燥型涂料、氧化干燥型涂料、催化干燥型涂料、紫外线固化涂料等。
3. 按照涂装方式分类,涂料可分为刷涂涂料、喷涂涂料、浸涂涂料、电泳涂料等。
4. 按照应用领域分类,涂料可分为建筑涂料、工业涂料、船舶涂料、汽车涂料等。
三、涂料涂装工艺1. 表面处理:表面处理是涂料涂装的基础,包括清洁、除油、除锈、打磨、填充等步骤。
表面处理质量直接影响到涂料涂装的质量。
2. 底漆涂装:底漆是涂料涂装的第一层,主要起到防锈、防腐、增强附着力的作用。
底漆涂装要均匀、完整,确保涂装质量。
3. 面漆涂装:面漆是涂料涂装的表面层,具有装饰和保护作用。
面漆涂装要光滑、均匀、色泽一致,达到良好的外观效果。
4. 遮盖力:遮盖力是涂料涂装的重要指标,指涂料遮盖底色的能力。
遮盖力强的涂料可以减少涂装次数,提高涂装效率。
5. 涂膜厚度:涂膜厚度是涂料涂装的关键参数,涂膜厚度适中可以提高涂层的耐腐蚀性、耐磨性等性能。
涂膜厚度过薄或过厚都会影响涂装质量。
四、涂料涂装设备1. 涂装前处理设备:包括清洗设备、除锈设备、打磨设备等。
2. 涂装设备:包括刷涂设备、喷涂设备、浸涂设备、电泳涂装设备等。
3. 烘干设备:用于加快涂料干燥速度,提高涂装效率。
烘干设备有热风烘干、红外线烘干、紫外线烘干等类型。
4. 辅助设备:包括涂料调配设备、输送设备、过滤设备、安全防护设备等。
五、涂料涂装质量控制1. 涂料质量检验:对涂料进行质量检验,确保涂料符合国家标准和客户要求。
2. 涂装过程控制:严格控制涂装过程中的各个环节,确保涂装质量稳定。
涂装工艺知识简介

• 1.1 涂料和涂装的概念
涂料:在中国传统名称为油漆。所谓涂料是涂覆在被保 护或被装饰的物体表面,并能与被涂物形成牢固附着的 连续薄膜,通常是以树脂、或油、或乳液为主,添加或 不添加颜料、填料,添加相应助剂,用有机溶剂或水配 制而成的粘稠液体。 涂装:所谓涂装即指对金属和非金属表面覆盖保护层或 装饰层,将涂料均匀地涂布在基体表面并使之形成一层 连续、致密涂膜的工艺。
电泳涂装
薄膜型
按一次泳涂膜厚中Leabharlann 膜型阴极厚膜型
电
泳
有铅型
底
漆
无铅型
按环保要求
节能型
低废气排放
电泳涂装
• 电泳涂装是一个极为复杂的电化学反应过程,其中至少包括电泳、电沉积、
电渗、电解四个过程。
-
H+ 电泳槽液
+
R-OH-
R-NHCOO-
电解
电泳
电沉积
电渗
阳极: 2H2O-4e—O2+4H+
阴极: 2H2O+2e-—2OH-+H2 R-NH++OH-——R-N+H2O
(12).按基料的种类分类:可分为有机涂料、无机涂料、有机—无机复合涂料。有机涂料由于其使用的溶剂 不同,又分为有机溶剂型涂料和有机水性(包括水乳型和水溶型)涂料两类;
(13).按装饰效果分类:可分为:1.表面平整光滑的平面涂料(俗称平涂),这是最为常见的一种施工方式; 2.表面呈砂粒状装饰效果的砂壁状涂料,如真石漆;3.形成凹凸花纹立体装饰效果的复层涂料,如浮雕;
• 前处理输送方式 RoDip-3与摆杆输送链的对比
• PVC喷涂线
• 密封胶涂于车身须防止水渗入的部位。主要功能是防止焊缝渗水透气、 提高车身的耐腐蚀性和密封性。密封胶烘干后应具有弹性和良好的附 着里,使其受振动时不开裂或脱落。
涂装工艺知识

喷枪运行方式:包括喷枪对被涂物表面的角度和喷 枪运行速度。应保持喷枪与被涂物面成直角,平行运行, 喷枪移动速度一般为30~60cm/s。
喷雾图样搭接:图样前后搭接幅度应保持一定,一 般为1/4~1/3。
§3 电泳涂装
薄膜型
按一次泳涂膜厚
中厚膜型
阴
极
厚膜型
电
泳
有铅型
底
漆
无铅型
按环保要求
节能型
低废气排放
§3 电泳漆膜弊病及形成因素
现象
条痕 磷化渣 花斑 机械颗粒 油渍 底材粗糙度 滴水电导高
导致涂膜弊病
电泳条痕 电泳粗糙、颗粒 电泳花斑 电泳颗粒 电泳缩孔、针孔、花斑 电泳粗糙、桔皮 电泳粗糙,影响槽液稳定
2.0
250
345
260
1.5-2
喷
25cm
2.5
350
430
280
枪 重力式
1.5
3.5
180
285
230
2.0
250
390
290
1.5-2
2.5
350
485
330
我们一般所说喷幅的宽度是指从枪口向外 15-20cm 的距离处气雾的宽度,一般适用喷幅为 80-120cm 。
§3 喷枪操作
G、喷枪的注意事项
电泳涂装转化。
* 80年代中期,美、德、日等开发厚膜型阴极电泳涂料。 * 90年代末,顺应环保法规要求的无铅电泳涂料相继投入应用。 *目前,阴极电泳涂料已发展到第六代。
§3 电泳涂装
涂料及涂装技术

涂料及涂装技术涂料,即习惯上所称的油漆,是一类化工材料。
将它们涂覆于物体表面上。
形成粘结牢固具有一定机械强度、一层或多层复合的固态薄膜,习惯称它为涂膜、或涂层、或漆膜。
涂膜的作用主要有两方面:( 1 ) 保护功能。
在物体表面涂覆的涂层能够阻止或延缓各种腐蚀环境因素对金属材料的腐蚀、木材的腐朽、混凝土的风化侵蚀等等。
( 2 )装饰功能。
在物体表面形成五光十色、绚丽多彩的外观,起到美化环境、增强视觉效应的作用。
除这两方面的功能外,随着科技进步和社会发展。
一些能提供特殊功能的涂料愈来愈显示出它们的重要性。
如电绝缘、电磁波屏蔽、防静电和导电的电性能功能涂料、军事装备的伪装涂料、各类结构材料的阻燃涂料、船舶和海洋结构的防污涂料等等。
在各类防腐蚀技术和措施中,采用涂料防腐蚀是一种最为简单而且很有效的方法。
应用广泛。
据日本防腐蚀技术协会的一份调查报告统计,采用表面涂装的费用约占全部防腐蚀费用的62.5 %。
人类使用涂料的历史可以追溯到史前。
我国自古沿用生漆保护埋在土壤中的棺木,距今已有七千年之久。
随着社会的进步和技术的发展,作为涂料中基料的树脂也有了很大改进。
工业革命时代采用亚麻油、红丹漆等,第一次世界大战时期已大量应用硝酸纤维素漆,第二次大战后则出现了许多新型的涂料,如磷化底漆、氯化橡胶漆、氯乙烯/醋酸乙烯共聚体涂料。
在50年代发展了环氧对提高防腐蚀涂料的富锌底漆和丙烯酸涂料,树脂和聚氨酯树脂,性能起了很大的作用。
60年代出现了阳极电沉积漆,环氧涂料和聚氨酯涂料在船舶工业中的应用已趋成熟。
7 0年代出现了阴极电泳漆,其防腐蚀性大大超过阳极电泳漆的,有机锡自抛光船舶防污漆开始应用,表现出良好的经济效益和使用性能。
80年代阴极电泳漆在大部分汽车厂已相继普及,重防腐涂料配套涂料已广泛应用于海洋石油、石油化工、滨海电厂等。
在工业日新月异迅速发展的同时,人们开始更加关心自己的家园——地球的环境保护,重视涂料的溶剂对大气的污染,各种重金属颜料对人类,以至整个生物圈的毒性和影响,积极研制和发展了粉末涂料、水性涂料和高固体分涂料。
涂料涂装常见问题及解决措施

过期的涂料不能使用,因为其性能会下降。
按照说明书正确使用涂料
使用前应详细阅读涂料使用说明书,按照规定的比例和方法进行稀 释和调配。
涂装表面缺陷问题解决措施
表面预处理
01
对涂装表面进行清洁、打磨等预处理,以去除油脂、污垢、水
分等杂质,提高涂层的附着力和外观质量。
控制涂装厚度
02
涂装时应控制涂层的厚度,避免过厚或过薄,以确保涂层的平
涂装时应控制涂层的厚度 ,避免过厚或过薄,以确 保涂层的附着力和稳定性 。
04 涂料涂装案例分析
案例一:建筑外墙涂料涂装问题解决方案
01 02
涂料脱落
建筑外墙涂料涂装中,由于墙体表面处理不当,涂层与基层粘结不牢, 易导致涂料脱落。解决方法:加强墙体表面处理,确保基层平整、清洁 、无油污,使用粘结力强的涂料品种。
展望
绿色环保
未来的涂料涂装行业将更加注重 环保,研发低VOC、低污染的环 保型涂料将成为行业发展的主要
趋势。
高性能材料
随着科技的不断进步,高性能材料 将成为涂料涂装行业的重要发展方 向,如高耐候、高防腐、高装饰性 涂料等。
智能化涂装
利用先进的智能化技术,实现涂装 过程的自动化、数字化、智能化, 提高涂装效率和涂装质量。
THANKS FOR WATCHING
感谢您的观看
漆面起泡
汽车涂料涂装后,由于底材处理不当或涂层间附着力不足,易导致漆面起泡。解决方法: 加强底材处理,使用除锈剂清除锈迹、油污等,选用附着力强的涂料品种。
漆面龟裂
汽车长时间使用后,由于紫外线照射、温度变化等因素,易导致漆面龟裂。解决方法:选 用耐紫外线、抗老化性能好的涂料品种,定期保养汽车表面。
涂装手册
AUTO TECHNOLOGIES OF PAINTING&COATING
5.6.1、涂层有良好的柔韧性、附着力和物理机械性能; 5.6.2、用醇酸树脂在配制的各种色漆过程中,对颜料、填料等有较好的润湿和分散性; 5.6.3、涂层应用于室外时,具有较好的耐大气性和保光性; 5.6.4、涂层色泽鲜艳、丰满; 5.6.5、具有耐水性和耐热性; 5.6.6、可与其他多种合成树脂涂料底面配套或联合使用; 5.6.7、施工方便,能刷、能滚、能喷(某些产品还能静电喷涂)。 醇酸树脂涂料可以与其他多种合成树脂共缩聚或冷混制成各种不同用途的涂料。醇酸漆与其他合成树脂 漆比较,其耐候性远远超过环氧树脂漆和沥青漆,售价低于丙烯酸漆,其施工性能比聚氨酯漆更方便。 醇酸漆是一种应用范围较广的产品,可用于耐天然大气和工业大气的防腐蚀。我国《工业建筑防腐设计 规范》规定:可用在腐蚀轻微的酸性介质作用下涂饰。广泛应用在钢结构建筑物、管道、机械、设备、 仪表、桥梁、轻工产品以及家俱的涂装防护。 5.7 硝基漆 以硝酸纤维素为主要成膜物质,再拼加合成树脂等制成的涂料称为硝基漆。硝基漆的特点是干燥速 度快,涂膜光泽较好,坚硬耐磨,可以打蜡上光,便于修饰。在硝基的组成材料中溶剂的比例很大,干 燥快。硝基漆的固体含量较低(一般只有 20%左右) ,因而每道施涂得到的涂膜很薄,必须施涂多次,漆 膜的耐水性、耐久性、耐溶剂性和耐化学腐蚀性不够好。这种漆要消耗大量溶剂,不经济,在生产和涂 装过程中对操作人员的健康有危害。但这类漆具有良好的施工性和可修补性,所以在市场上仍有较大的 销售量。 6. 涂料科学基本理论简介 涂料科学基本理论简介 从 80 年代起,涂料技术已经发展成为一门科学。它综合了多门学科,包括聚合物化学、有机化学、无机 化学、分析化学、电化学、表面与胶体化学、流变学、色彩物理学、化学工程、腐蚀、粘接、材料科学、 微生物学、光化学和物理学等学科内容。 1988 年美国 Southern Missis.sippi 大学 R.B.Seymour 教授发表了一篇题为“涂料科学技术的最新 进展(Recent Advances in Coatings Science。 TechnoIogy)’12]。他也同样写道,油漆制造是人 类最古老一门应用技术,而现在,生产的涂料已是无处不在和人皆知之。R.B.Seymour 认为,涂料技术 通过多年的努力,如 M.Wismer 等人取得的成就,已经成为一门科学。这里,我们应该值得提到,就在 那个年代出版了代表涂料科学理论的几本著作,有 T.C.Patton 的“涂料流动与颜料分散(Paint Flow and PigmentDispcersion,Sec. Ed, 1979 ) ”, R. W. Tess 的“应用聚合物科学 (Applied Polymer Science, Sec. Edi. 1985), S. Paul 的“表面涂料科学与技术(Surface Coatings Science and Technology, 1985)”,G.D.Parfitt 和 A.V.Patsis 的“有机涂料—科学与技术(Organic Coatings-Science and Technogy。1986)”。从这里可以看出,通过六十、七十年代诸多涂料专家和科学家的贡献,以及涂料 工业的发展和对社会的贡献,涂料技术已经成为一门科学。这些涂料专家和科学家中,我们可以列举几 位,如有 Baker 公司的 T.C.Patton,Dow 化学公司的 N.Sarkar,PPG 公司的 M.Wismer 和 R.E.Smith,
白车身涂装工艺演示文稿
§2 涂装工艺 前处理输送方式
RoDip-3与摆杆输送链的对比
§2 涂装工艺
漆前表面处理
目的是清除被涂件表面的所有异物,提供适合涂装要求的良好基底。
前处理方式和工艺的选择应根据实际情况合理选择。 根据污物形式和程度选择(油污类型、有无生锈) 根据工件使用环境选择 根据涂料特性选择 根据工件材质选择 1.脱脂
1960年,英国的卜内门公司与里兰公司共同研制成功阳极电泳涂 料。
1963年,福特公司建立了世界上第一条完整的电泳涂装线。
1969年,美国在电泳涂装线上成功引入超滤技术。 1971年,第一代阴极电泳漆在通用汽车公司投入使用。 1976年,第二代阴极电泳漆在通用公司成功应用。 日本和英国1977年由美国引进技术后,其汽车涂装从78-79年向
为电泳。 -
H+ 电泳槽液
+
R-OH-
R-NHCOO-
电解
电泳
电沉积
阳极: 2H2O-4e—O2+4H+ 阴极: 2H2O+2e-—2OH-+H2 R-NH++OH-——R-N+H2O
§2 涂装工艺
电泳涂装
涂装简介介绍

主要包括空气喷涂、无气喷涂、刷涂等,具体方法应根据涂料类型 和涂装要求选择。
涂装的干燥与固化工艺
01
干燥和固化的重要性
干燥和固化是保证涂层性能的重要环节,它决定了涂层的硬度和耐候性
等性能。
02
干燥和固化的方法
根据涂料类型和涂装要求,可以选择自然干燥、烘烤干燥、紫外线固化
等。
03
干燥和固化的质量控制
涂料涂装
涂料是一种液态或粉末状的涂装材料,具有干燥快、附着力强等特 点。涂料涂装广泛应用于电器、建筑等领域。
彩绘涂装
彩绘是一种采用颜料或染料在物体表面进行绘画的涂装方法。彩绘涂 装能够创作出精美的图案和色彩,广泛应用于文化、艺术等领域。
按涂装目的分类
防护涂装
防护涂装的主要目的是保护物体 表面免受环境因素的影响,如腐 蚀、磨损等。防护涂装广泛应用 于汽车、家具、电器等领域。
的影响。
军事领域
02
涂装可以保护军事设备,如坦克、战斗机等,提高其隐蔽性和
作战能力。
艺术领域
03
涂装可以创作出各种艺术作品,如画作、雕塑等,展示独特的
艺术魅力。
05
CATALOGUE
涂装的工艺流程与技术
涂装前的表面处理工艺
1 2 3
表面处理的重要性
表面处理是涂装工艺的第一步,它决定了涂层与 基材之间的附着力,以及涂层的平整度和外观效 果。
古代涂装不仅具有实用价值,还常与宗教、文化等密切相关。如古 埃及人用金箔装饰陵墓,古希腊人用彩绘装饰陶器和建筑等。
技艺的传承
古代涂装技艺多通过口传手授的方式传承,至中世纪后期,开始有 书籍记载涂装工艺。
近代涂装的发展
01
涂料与涂装的定义

现
场
要
求
工 材管 艺 料理
涂装四度
德为首业更兴
二.涂装在汽车内外饰领域的应用
德为首业更兴
塑料件涂装工艺
外饰件
1.保险杠
内饰件
1.仪表台表面
2.边梁
2.门板
3.裙边(轮眉) 3.气囊盖
4.后视镜罩 4.边柱
5.门把手
5.CD机面板
6.轮毂盖
6. 门边扶手开 关
①
⑥③
② ④⑤
②
④
⑤
① ③⑥ 德为首业更兴
四种基本 成份
添加剂
成膜物质 溶剂
颜料
1.成膜物质是油漆的主体成分,其作用是使颜料保持明亮状态 ,使之坚固耐久并能粘附在物体表面。
2.颜料是油漆中两种不挥发物质之一,它赋于面漆色彩和耐久性, 同时使油漆具有遮盖力,并提高强度和附着力,改变光泽,改善流动性和涂装性能。
3.溶剂是油漆中的挥发成分,它的主要作用是能够充分溶解漆膜中的树脂, 使油漆能正常涂抹。优质的溶剂能 改善面漆的涂抹性能和漆膜特性, 增强光泽,减小油漆网纹,从而减少抛光工作量,同时也有助于更精确地配色。
德为首业更兴
烘干
• 喷涂好的保险杠经流平后,需进入固化炉进行固 化处理。涂料的烘烤固化是油漆的一个熔融、化 学反应过程,它使涂膜变硬、耐摩擦,是涂装工 艺中重要的一个环节。完全的烘烤包括烘烤时间 和温度,它将决定涂膜的性能和特性。烘烤不足 可导致涂膜厚度不均匀、附着力差、耐候性差、 强度和硬度下降;烘烤过度轻则涂膜失色,重则 涂膜焦化,机械强度严重下降。
ABB
我司现用涂装工艺设备
线外 三司我 。饰 喷为司
件 机两打现 生 器烤造使 产 人工的用 厂 火艺无扬 较 陷,尘洲 实 处地涂琼 用 理面装花 先 设链车涂 进 备自间装 的 是动。设 生 国输采备 产 内送用公
涂料和涂装复习答案
1.涂装和涂料的定义是什么?涂料涂装的目的是什么?涂料的主要作用是什么?答:涂料是一类流体状态或粉末状态的物质,把它涂布与物体表面上,经过自然或人工的方法干燥固化形成一层薄膜,均匀地覆盖和良好地附着在物体表面上,具有防护和装饰的作用。
涂装是指将涂料涂布到清洁的被涂表面上经过干燥形成漆膜的工艺,由漆前表面处理,涂料涂布,涂料干燥三个基本工序组成。
目的:1.被涂物的表面预处理:其目的是是被底材和漆膜的粘结创造一个良好的条件,同时还能提高和改善漆膜的性能。
2.涂布:用不同的方法工具和设备将涂料均匀地涂覆在被涂物件表面。
3.漆膜干燥:将涂在被涂物件表面的湿涂膜固化成为连接的干涂膜。
涂料的主要作用:1.装饰作用 2.保护作用 3.标志作用 4.特殊作用2.涂料由哪几部分组成,各起什么作用?答:1.主要成膜物质:涂料要成为黏附于物体表面的薄膜,须有粘结剂,粘结剂就是涂料的主要成膜物质。
2.颜料:颜料的主要目的是赋予涂料颜色和遮盖力,也就是使漆膜有颜色和不透明。
颜料还起到提高涂料力学性能,改善涂料流变性,增强涂料的防锈保护效果,降低涂料成本的功能。
某些特定功能如防腐蚀,导电,阻燃等。
3.溶剂:溶剂是用来溶解或分散主要成膜物质使它成为流体的。
4.助剂:主要用于显著改善涂料生产加工,存储,涂布,成膜过程中某些方面性能。
3.常见的挥发性涂料有哪几类,各有什么特色?涂料中常用的卤化物有哪几类?答:一.纤维素聚合物:工业上纤维素主要来源是木材和棉花。
纤维素本身不溶解于水和有机溶剂中,但经过各种化学处理后取得的衍生物能在一定的溶剂中溶解,并在工业上得到广泛应用。
二.卤化聚合物:卤化聚合物的透水性低,可用于防腐蚀面漆,有的在聚烯烃塑料中有足够的可溶性,使它们能能用于聚烯烃塑料表面,为面漆提供附着力。
三.热塑性丙烯酸酯:平均分子量高的热塑性丙烯酸树脂保光性好,耐大气老化性能十分优越。
卤化物种类:1.溶液型热塑性氯化聚合物2.聚氯乙烯塑溶胶3.氟化聚合物4.油基涂料的干燥机理是什么?油度的长短读涂料性能有什么影响?催干剂和抗结皮剂各起什么作用?答:干燥机理的三个阶段:1.导入期,天然抗氧化剂被消耗;2.快速氧化期,伴随着增重10%氧分子与脂肪酸中双键附近碳原子上活泼的氢反应生成过氧氢基团;3.复杂的自催化反应,消耗过氧化氢基团,产生自由基引发双键聚合并交联成膜。
《家具涂料与涂装》课件

05
家具涂装的环保与安 全
环保型家具涂料的选用
选用低VOC、低甲醛的涂料
01
为了减少对环境的污染,应优先选择那些VOC和甲醛含量较低
的涂料。
避免使用含重金属的涂料
02
重金属会对人体和环境造成危害,应避免使用含有铅、汞、镉
等重金属的涂料。
考虑生物降解性
03
选择那些能够被微生物分解的涂料,这样在废弃后度 变化的涂料,确保长期
使用效果。
易清洁性
选择容易清洁的涂料, 方便日常维护。
家具涂料的配套使用
01
02
03
04
底漆与面漆
正确使用底漆和面漆,确保涂 层附着力和美观度。
颜色搭配
根据家具风格和室内设计,选 择合适的颜色搭配。
涂层厚度
控制涂层厚度,避免过薄或过 厚导致的问题。
涂装工艺
采用合适的涂装工艺,如刷涂 、喷涂等,提高施工效率。
家具涂料的施工注意事项
施工环境
确保施工环境干燥、清洁、无 尘,避免潮湿和污染。
工具选择
选择合适的涂装工具,如刷子 、喷枪等,确保涂层均匀。
涂层保护
在涂装过程中,保护好未涂装 的区域,避免交叉污染。
干燥与保养
遵循涂料干燥时间和保养要求 ,确保涂层质量和使用寿命。
环境的负担。
涂装过程中的安全防护
佩戴口罩和手套
在涂装过程中,应佩戴N95或更高级 别口罩,以及耐腐蚀的手套,以防止 吸入有害气体和接触有害物质。
保持通风
注意防火防爆
涂装过程中使用的有机溶剂属于易燃 易爆物品,应避免火源并按照规定存 放。
涂装时应保持室内通风良好,以降低 室内有害气体浓度。
废弃涂料的处理与回收
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(4)电渗 刚沉积的涂膜疏松多孔,含水量很高。
电极反应产生的离子(H+或OH-)通 过这种膜外移,在漆膜表面与树脂反 应,生成新的沉积膜。
同时,漆膜内部的水与离子一起从涂 膜中渗出,使涂膜脱水,形成致密的 漆膜(含水5~15%)。
这种湿膜就可直接进行烘烤。
电泳涂装设备一般由电泳槽、槽液循 环过滤系统、超滤(UF)装置、电极和 极液循环系统、调温系统、直流电源、 涂料补给装置、电泳后的清洗装置等 组成。
旋风布袋二级回收器。
摩擦静电喷涂
枪体使用强电阴性材料(如聚四氟乙 烯等)制造。在压缩空气推动下,粉 末与枪体及输粉管的内壁摩擦,枪体 产生负电荷,粉末带上正电荷,飞向 并吸附于工件表面。枪体的负电荷通 过接地电极引出。解决了法拉第屏蔽 效应,但荷电量一般比电晕喷枪的少, 且需要严格控制粉末粒径。
搅拌装置多采用循环泵循环。
用隔膜电极除去中和剂和用超滤装置 排除低分子量成分、无机离子等 。
溶剂主要是水,涂料利用率高达95%, 涂层覆盖性、厚度均匀性好 。
易自动化流水线生产 。
设备投资大,费用高 ;生产管理要求 高;
粉末涂料
把固态高分子熔融,将颜料和其他组 分分散在其中,冷却并粉碎制备的。
粉末涂装
薄粉末涂层用静电喷涂法施工。
保护性的厚膜用流化床,静电流化床 和火焰喷涂等热熔施工方法。
粉末高压静电喷涂原理
粉末从喷粉枪头喷出,通过电离空气区 获得负电荷,飞向接地工件。
因为粉末的绝缘电阻很高(体积电阻为 109~1013Ωcm),最初到达工件的粉末 通过导电的工件把电荷释放出去,而随 后到达的带电粉末由于有最初粉末层的 阻挡,电荷不能立即减少,正负电荷的 吸引使带电粉末附着在工件上。
很细粒子受空气流动的影响很大,在 料斗和供给线上不能正确流动,涂布 效率不高。
细粒径且粒径分布较狭粉末的涂层平 整性最高。
装饰性涂层一般较薄,而防腐性能要求 高,则需要涂膜厚。
喷涂太厚,涂膜容易出现麻点和流挂现 象,可采用工件加热后再喷涂的方法。
厚涂膜一般采用火焰喷涂法、流化床法。
粉末静电喷涂的主要设备
水稀释涂料
水稀释丙烯酸涂料由丙烯酸或甲基丙 烯酸、丙烯酸羟烷基酯等共聚制成, 用六甲氧甲基三聚氰胺交联固化 (140℃左右)。
树脂在有机溶剂中聚合,然后加胺成 盐,可用水稀释,形成稳定的分散体。
水稀释性树脂在水稀释过程中有两个 异常现象: pH值异常;粘度异常。
即使中和羧酸所用胺的用量低于理论 值,体系的pH值仍大于7(一般为8.5~ 9.5)。
流化床涂装
浸渍槽底部是一块多孔板。压缩空气通过 多孔板吹起粉末悬浮。
工件先加热,后进槽。悬浮粉末碰到工件 并熔融在工件表面。涂层为热绝缘层,表 面温度足够低时,粉末就不再粘附。工件 需进入另一烘房,彻底熔融成膜。
常用于热塑性涂料施工,如涂覆小电机的 绝缘涂层和防腐涂层 。
火焰喷涂
火焰喷枪将粉末通过火焰,停留到刚 刚熔化,然后喷向工件。火焰除加热 粉末外,还加热底材到高于聚合物熔 融温度。但操作时须小心平衡火焰温 度、停留时间等。
最常用的是自乳化法:在聚氨酯分子 骨架上引入离子中心,然后用中和剂 中和后,进行分散,在水分散过程中 不用乳化剂,树脂自动分散于水中。
H2N(CH2)2NH(CH2)2SO3-Na+
CH3OH CH3 C COOH
CH3OH
水性醇酸树脂中包括醇酸乳液和水稀 释醇酸树脂。
最有价值的是醇酸丙烯酸杂化乳液
聚合物中加入增塑剂,可以降低 MFFT 。因为不挥发性增塑剂永久地 降低漆膜的Tg,大多数乳胶漆使用挥 发性增塑剂,又被称作成膜助剂 。
成膜助剂溶解在聚合物粒子中,使漆 膜在较低温度时凝聚。
在成膜后,成膜助剂缓慢地从漆膜中 扩散并蒸发。
即使使用成膜溶剂,需要形成良好的 漆膜还存在一个最低温度限制(通常 2℃)。
当粉末层达到一定的厚度时,由于同 性相斥就不再继续增加厚度,得到厚 度均匀一致的漆膜。
未附着在底材的粉末粒子(过喷)回收, 通常和新的粉末拼混再利用。
吸附在工件表面的粉末经加热后,就 能熔融固化成涂膜。粉末堆积密度越 高,烘烤时漆膜内的气泡就越少。
施工膜厚为30~60μm,粉末的粒径 20~60μm最好。
电泳涂装
电泳涂料几乎都是热固性的,需要加热 烘烤固化。
电泳涂料分为阳极和阴极电泳涂料。
阳极电沉积涂料的树脂中含有羧基,品 种有纯酚醛、环氧酯、聚丁二烯等。
阴极电泳涂料树脂中含有大量的胺基, 氨基具有抑制腐蚀的作用。
工件是阴极,电泳时金属底材不被溶 解
阴极电泳漆膜的防腐能力比阳极的高 3~4倍。
第六章
水性涂料包括水溶性涂料、水稀释性 涂料和乳胶漆。
目前最重要的是水稀释性涂料和乳胶 漆。
一般用成膜物的粒子尺寸范围界定: 粒径在0.001μm(1nm)以下者,是水
溶性涂料;
粒径在0.1μm以上者,称为乳胶漆;
粒径介于二者之间(1~100nm)的, 称为水稀释涂料,也简称为水分散体和 微乳胶,在胶体的尺寸范围。
供粉器给喷枪提供连续、均匀、定量 的粉流。目前常用的粉泵(见图), 也称为文丘里射流泵。
喷粉柜又称粉末喷涂室。
喷粉柜中的风速要求既不能将附着在 工件上的粉末层吹掉,也不能让粉末 从喷粉室飞扬出来,以0.5m/s左右为 宜。
工件的上粉率大约为50~70%,其余 的粉末飞扬在空中或散落在喷涂室底 部。
水稀释涂料最重要应用是电泳涂料。
乳胶漆
乳胶漆分子量很高,无需交联即可提 供极佳的机械性能。
乳胶的粘度与分子量无关,可用相对 较高的固含量来施工。
制备乳胶漆先要乳液聚合合成要求的 乳液。
乳液聚合是用乳化剂把单体是乳化于 水中,用水溶性自由基引发的聚合。
甲基丙烯酸甲酯和丙烯酸丁酯是不溶 于水的单体,加入水中分成两层,搅 拌分散成悬浮体系。
乳胶漆成膜时需要粒子发生凝聚,粒子 内和粒子间的聚合物分子相互扩散,跨 越粒子边界缠卷,才能形成高强度的漆 膜。
一个乳液发生足够凝聚形成连续漆膜的 最低温度,叫做最低成膜温度(MFFT或 MFT)。
MFFT是将样品放在有温度梯度的金属 条上测量的,干燥后连续透明薄膜和 白垩化部分明显形成时,测量二者分 界处的温度即为最低成膜温度。
以粉末状态涂装,然后加热熔融流平, 固化成膜。
粉末涂层目前广泛用于家电行业。
热塑性粉末涂料中应用较广的是聚乙 烯和聚氯乙烯。
缺点:
生产时难于粉碎成细粒度,仅能施工 为较厚的涂膜。
与金属的附着力差,需要涂底漆或用 改性树脂来改进。
熔融时粘稠,流动和流平性不好。
因此使用的主要是热固性粉末涂料。
水稀释 性丙烯 酸树脂 粘度的 对数值 随浓度 发生变 化的曲 线
水稀释丙烯酸涂料主要用于装饰性面 漆,取代溶剂型涂料。
环氧接技丙烯酸水分散体涂料不但已 成功地用于铝罐头内壁涂装,而且还 能用于其他金属表面的底漆,以及 ABS树脂、聚烯烃、聚酯和尼龙等塑 料表面涂装。
水稀释性聚氨酯中最重要的是20世纪 60年代后期发展起来的阴极电泳涂料。
1环氧粉末涂料
交联剂双氰胺粉末,145~165℃能使 环氧树脂在30分钟内固化。
芳香改性双氰胺更易溶于环氧树脂, 降低固化温度 。
机械性能非常优越,但耐候性不好。
N CN
H2N C NH2
双氰胺
NH NH H2N C NH C NH S R
改性双氰胺
2聚酯
端羧基聚酯,用于环氧/聚酯粉末涂料 中,是目前应用最为广泛的一种。
火焰喷涂可现场施工,可施工到不导 电底材上,如混凝土、木材和塑料。 涂层不需进一步烘烤。
一次涂装便可得到厚度为l00~300 µm 的涂层,涂料利用率高达95%以上。
不用有机溶剂,节省资源;烘房很少 补充新空气 ,节省能源 。
投资成本高 ;换色 不易;涂层装饰性 有限;可利用的原料范围较小
在表面活性剂和去离子水存在下,长 油度醇酸树脂,调整pH使偏碱性,搅 拌均匀,加入单体制成预乳液。然后, 进行自由基聚合,醇酸接枝在丙烯酸 聚合物上。
水稀释环氧树脂涂料 ,包括环氧酯 和 环氧–胺类。
采用电泳、喷涂、辊涂或淋涂施工时, 固含量约20~30NVV。
晾干时需要控制空气湿度。
易起泡和爆孔,湿漆膜在进入烘道前晾 干时间更长,需低温加热。
高压静电发生器
枪内供电将高压静电发生器微型化, 置于枪内。
枪外供电将高压静电发生器放在枪体 外面,高压通过金属电缆输送到喷枪 内的放电针上。
内带电喷枪的外电场强度较小,法拉 第屏蔽效应也小,当喷粉量较大时, 尤其是喷涂形状复杂,带有凹角的工 件时,应采用内带电式喷枪。
外带电式喷枪的电场强度较大,涂覆 效率较高,应用范围较广,适用性也 强。
加入乳化剂,如十二烷基硫酸钠,搅 拌下可得到比悬浮体更细的乳液。
因有乳化剂分子包围,分散了的单体 不易碰撞结合,就形成稳定乳液。
用于乳液聚合的主要引发剂是水溶性 的过硫酸盐,尤其是过硫酸铵。
表面活性剂也防止乳胶在贮存时胶凝。
工业上应用最多的是丙烯酸酯乳液和 醋酸乙烯乳液。
同醋酸乙烯乳液相比,丙烯酸乳液对 颜料的粘结力大,耐水性、耐碱性、 耐光性比较好,施工性良好,而且弹 性、延伸性能好,特别适于作墙面用 乳胶漆。
耐腐蚀性。
H+ + RCOO- = RCOOH
Fe2+ + 2RCOO- = ( RCOO)2 Fe
阴极电泳涂料槽液中的pH为5.5~6.5, 电解时电极表面pH上升到12 。
铵在水中的溶解度很大,而有机胺的 则很小 ,使电泳来的铵离子析出 。
沉积漆膜较厚的地方导电性下降,沉 积速率大幅度下降,而漆膜较薄处则 继续沉积,最后整个电泳涂层的厚度 基本均匀一致 。
电泳涂装原理