电力电缆生产工艺流程图
电缆工艺流程图
标记
处数
更改文件号
签字
日期
工艺流程图
产品标准
TICW06-2009
编号 共5页
Q/TC-060-000 第3页
5
v1.0 可编辑可修改
单丝或束丝
检验 云母带
绝缘
检验
交联
对绞
分屏
检验
印字
检验 护套
总屏 检验
总成缆
检验
包装
注: 1、 为关键工序 2、各工序包含自检和互检;
6
入库
3、此工艺流程图也适用矿用通信电缆
Q/TC-060-000 第5页
9
单丝或束丝
检验
绝缘
ห้องสมุดไป่ตู้
云母带
检验
成缆
屏蔽
v1.0 可编辑可修改
入库
包装
检验
印字
护套
检验
注: 1、 为关键工序 2、各工序包含自检和互检;
标记 10
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
v1.0 可编辑可修改
11
Q/TC-060-000 第2页
3
单丝或束丝
检验
绝缘
云母带
交联
检验
v1.0 可编辑可修改
成缆
护套 检验
铠装
内护
检验
印字
注: 1、 为关键工序 2、各工序包含自检和互检;
4
检验
包装
入库
检验 屏蔽
3、此工艺流程图也适用矿用控制电缆
v1.0 可编辑可修改
标记
处数
更改文件号
签字
日期
电线电缆生产过程流程图

聚氯乙烯绝缘无护套电线电缆编号No.制造P移动M存储S检查C
■●▲◆外观尺寸(直径)抗拉强度伸长率电性能(电阻率)重量外观尺寸抗拉强度伸长率电性能(电阻率)重量卷绕试验外观冲击脆化性能20℃时体积电阻率工作温度时体积电阻率介电强度
01-04▲入库
01-05●领料05■烘料:电线料如吸潮,则剂出前应烘干处理50℃10■★挤PVC绝缘预热温度第四段:100±10℃设置温度第一段:140±10℃第二段:150±10℃第三段:160±10℃
编号No.关键控制特性KCC01-01铜导体进货检验(GB/T3953-1983)产品型号227IEC01(BV)450/750V 1.5-6和BLV450/750V 2.5-6操作描述Operation discription编号No.01-02◆◆铝导体进货检验(GB/T3955-1983)产品名称WX/WI-01◆聚氯乙烯(PVC)进货检验(GB/T8815-2008)关銉产品特性KPC
01-03
过程流程图
第 1 页,共 2 页编号No.制造P移动M存储S检查
C
■●▲◆
编号No.关键控制特性KCC操作描述Operation discription编号No.关銉产品特性
KPC
第四段:170±10℃15■冷却过水槽
20■吹干表面干燥、无水珠
25◆☆火检(例行检验)
30■印标志
35■牵引速度900r/h40■收线
45◆确认检验
50■包装
55◆型式试验
60◆关键原材料定期确认检验
注:标“★”为特殊工序;标“☆”为关键工序编制/日期:批准/日期:
第 2 页,共 2 页
电线电缆制造的工艺特征、流程和专用设备
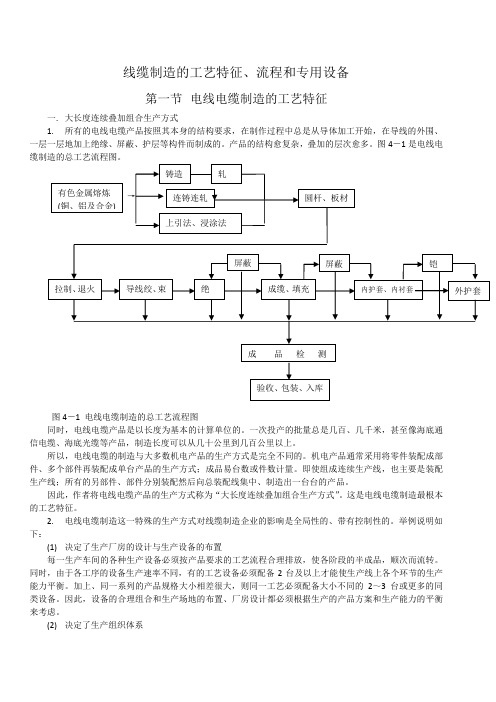
线缆制造的工艺特征、流程和专用设备第一节 电线电缆制造的工艺特征一. 大长度连续叠加组合生产方式1. 所有的电线电缆产品按照其本身的结构要求,在制作过程中总是从导体加工开始,在导线的外围、一层一层地加上绝缘、屏蔽、护层等构件而制成的。
产品的结构愈复杂,叠加的层次愈多。
图4-1是电线电缆制造的总工艺流程图。
→图4-1 电线电缆制造的总工艺流程图同时,电线电缆产品是以长度为基本的计算单位的。
一次投产的批量总是几百、几千米,甚至像海底通信电缆、海底光缆等产品,制造长度可以从几十公里到几百公里以上。
所以,电线电缆的制造与大多数机电产品的生产方式是完全不同的。
机电产品通常采用将零件装配成部件、多个部件再装配成单台产品的生产方式;成品易台数或件数计量。
即使组成连续生产线,也主要是装配生产线;所有的另部件、部件分别装配然后向总装配线集中、制造出一台台的产品。
因此,作者将电线电缆产品的生产方式称为“大长度连续叠加组合生产方式”。
这是电线电缆制造最根本的工艺特征。
2. 电线电缆制造这一特殊的生产方式对线缆制造企业的影响是全局性的、带有控制性的。
举例说明如下:(1) 决定了生产厂房的设计与生产设备的布置每一生产车间的各种生产设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次而流转。
同时,由于各工序的设备生产速率不同,有的工艺设备必须配备2台及以上才能使生产线上各个环节的生产能力平衡。
加上、同一系列的产品规格大小相差很大,则同一工艺必须配备大小不同的 2~3台或更多的同类设备。
因此,设备的合理组合和生产场地的布置、厂房设计都必须根据生产的产品方案和生产能力的平衡来考虑。
(2) 决定了生产组织体系有色金属熔炼 (铜、铝及合金) 铸造轧连铸连轧 上引法、浸涂法圆杆、板材拉制、退火 导线绞、束绝成缆、填充内护套、内衬套外护套屏蔽屏蔽铠成 品 检 测验收、包装、入库以制造一条长度为1公里,2400对的市内通信电缆缆芯为例:2400对绝缘线芯有4800芯(暂不计规定的备用线对),没2根绝缘线芯要绞成“线对”,每25个线对绞成一个“基本单位”;每4个基本单位再绞成一个“单位”;2400对绝缘线芯构成24个“单位”,再一起绞合成“缆芯”。
电线电缆工艺流程图
电线电缆工艺流程图电线电缆工艺流程图电线电缆是一种用于导电和传输电能的装置,广泛应用于电力系统、通信系统和各种电气设备中。
其制造过程涉及多个环节,包括原材料选择、线芯制造、绝缘处理、编织护套以及最终的成品检测等。
下面是一个典型的电线电缆工艺流程图。
1. 原材料选择:首先需要根据电线电缆的用途和要求选择合适的原材料。
主要包括铜或铝等导电材料、绝缘材料、编织材料以及护套材料等。
2. 线芯制造:根据电缆的导电性能要求,将选定的导电材料进行加工处理。
在这一步骤中,通常采用挤压或拉拔的方法制造出所需的导线芯。
3. 绝缘处理:将线芯进行绝缘处理,以防止电流泄漏或短路等问题。
常见的绝缘材料有聚乙烯、聚氯乙烯等。
绝缘处理的方式包括涂覆、挤压或浸漆等。
4. 编织护套:将绝缘处理后的线芯覆盖一层编织材料,以提供机械保护和电磁干扰屏蔽。
编织材料通常采用金属丝或合成纤维制成。
5. 护套处理:将编织护套覆盖一层护套材料,以进一步保护电缆不受外界环境的侵蚀。
护套材料通常有聚氯乙烯、聚丙烯等。
护套可以是单层或多层结构。
6. 成品检测:对成品电线电缆进行各项测试和检验,以确保其质量满足相关的标准和要求。
常见的测试项目包括导电性能、绝缘强度、耐热性等。
7. 包装和贮存:将合格的电线电缆进行包装,通常采用卷曲或捆扎的方式。
在贮存和运输过程中,需要注意防潮、防晒和防尘。
以上就是典型的电线电缆工艺流程图。
每个环节都非常重要,任何一个环节出现问题都可能导致成品电线电缆的质量不符合标准。
因此,在整个制造过程中要严格按照工艺流程执行,确保生产出优质的电线电缆产品。
同时,不断改进和创新工艺和技术,提高产品的质量和竞争力。
电线电缆生产工艺流程和概述

电线电缆制造流程概述电线电缆的制造与大多数机电产品的生产方式是完全不同的。
机电产品通常采用将另件装配成部件,多个部件再装配成单台产品,产品以台数或件数计量。
电线电缆是以长度为基本计量单位.所有电线电缆都是从导体加工开始,在导体的外围一层一层地加上绝缘,屏蔽,,成缆,护层等而制成电线电缆产品.产品结构越复杂,叠加的层次就越多.ﻫ一,电线电缆产品制造的工艺特性:ﻫ1.大长度连续叠加组合生产方式大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到:(1)生产工艺流程和设备布置ﻫ生产车间的各种设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次流转.设备配置要考虑生产效率不同而进行生产能力的平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡.从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑.(2)生产组织管理ﻫ生产组织管理必须科学合理,周密准确,严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货.特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废.反之,如果某个单元长度过长,则必须锯去造成浪费.(3)质量管理大长度连续叠加组合的生产方式,使生产过程中任何一个环节,瞬时发生一点问题,就会影响整根电缆质量。
质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。
因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件; 电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的.事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。
它无法拆开重装。
ﻫ电线电缆的质量管理,必须贯串整个生产过程.质量管理检查部门要对整个生产过程巡回检查,操作人自检,上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。
低压电缆工艺流程图

JL/CL LC 01—2007额定电压0.6/1kV 乙丙绝缘船用电力电缆工艺流程图: CEF 、CEV 系列注:绝缘工序为质量控制点。
表示工序检验JL/CL LC 02—2007额定电压0.6/1kV 乙丙绝缘船用电力电缆生产工艺流程图: CEPF 、CEPJ /SC 、NSC 系列JL/CL LC 03-2007 额定电压0。
6/1kV交联聚乙烯绝缘船用电力电缆生产工艺流程图:CJV/DA、SA、NA系列82 92注:绝缘表示工序检验JL/CL LC 04—2007额定电压0.6/1kV 交联聚乙烯绝缘船用电力电缆工艺流程图:(CJPJ /SC 、NSC 系列)注:绝缘工序为质量控制点. 表示工序检验JL/CL LC 05-2007额定电压0。
6/1kV 交联聚乙烯绝缘船用电力电缆工艺流程图:(CJPF /SC 、NSC 系列)注:绝缘工序为质量控制点。
表示工序检验JL/CL LC 06—2007额定电压0。
6/1kV 聚氯乙烯绝缘船用电线工艺流程图: (CBV 、CBVR 系列)注:绝缘工序为质量控制点。
示工序检验JL/CL LC 07-2007额定电压0.6/1kV 交联聚乙烯绝缘船用电线工艺流程图: (CBYJ 、CBYJR 系列)注:绝缘工序为质量控制点。
示工序检验JL/CL LC 08—2007船用控制及仪表回路用电缆工艺流程图: (CHEF 、CHEV /DA 、SA 、NA 系列)注:绝缘工序为质量控制点。
示工序检验JL/CL LC 09—2007船用控制及仪表回路用电缆工艺流程图: (CHEPJ /SC,NSC 系列)注:绝缘工序为质量控制点。
示工序检验JL/CL LC 010—2007船用控制及仪表回路用电缆工艺流程图: (CHEPF /SC ,NSC 系列)注:绝缘工序为质量控制点。
示工序检验JL/CL LC 011-2007 船用控制及仪表回路用电缆工艺流程图:(CHVV/DA、SA、NA系列)NA808282 80、82CHVV 、CHVVP注:绝缘工序为质量控制点。
[技术相关]电力电缆生产工艺流程图
![[技术相关]电力电缆生产工艺流程图](https://img.taocdn.com/s3/m/23b9843c182e453610661ed9ad51f01dc28157ed.png)
[技术相关]电力电缆生产工艺流程图1、非铠装型低压电力电缆
2、铠装型低压电力电缆
3 、低压变频电力电缆
4、耐火非铠装电力电缆
5、耐火铠装电力电缆
6、高压非铠装电力电缆
7、高压铠装电力电缆
*2021亚洲电力电工暨智能电网展览会
广州国际电线电缆及附件展览会
2021年展会预计规模达40000平方米,吸引海内外展商600余家,由南方电网数字传媒科技有限公司及广州博优会展服务有限公司联合打造,同期举办亚洲电力高峰论坛,另外展会同期设有南网科技
成果及职工创新展区,将进一步依托南方电网的庞大资源,打造中国能源市场的“电力璀璨之星”。
亚洲电力展指导单位:
中国南方电网责任有限公司
亚洲电力展主办单位:
南方电网数字传媒科技有限公司
广州博优会展服务有限公司
亚洲电力展支持单位:
南方电网超高压输电公司
南方电网调峰调频发电公司
广东电网有限责任公司
广西电网有限责任公司
云南电网有限责任公司
贵州电网有限责任公司
海南电网有限责任公司
广州供电局有限公司
深圳供电局有限公司
南方电网科学研究院有限责任公司
南方电网综合能源有限公司
南方电网国际有限责任公司
亚洲电力展协办单位:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.
整理文档
1 非铠装型低压电力电缆
2 铠装型低压电力电缆
外购规格单线
进厂检验
导电线芯
直流电阻试验
绝缘挤出
出厂试验
电缆标识
复绕出厂检验
包 装
缆芯绞合、包带及填充
绝缘电阻试验
挤包外护套
外购规格单线
导电线芯
直流电阻试验
绝缘挤出
挤包外护套
钢带铠装
电缆标识
出厂电压试验
成缆绞合、包带 内 衬 层
进厂检验
绝缘电阻试验
复绕出厂检验
成品包装
.
整理文档
3 低压变频电力电缆
4 耐火非铠装电力电缆
5 耐火铠装电力电缆
外购规格单线
导电线芯
直流电阻试验
绝缘挤出
挤包外护套
电缆标识
出厂电压试验
成缆绞合、包带
总 屏 蔽 层
进厂检验
绝缘电阻试验
复绕出厂检验
成品包装
进厂检验
绞制导电
直流电阻试验
绕包耐火层
挤包绝缘层 成品包装 挤包外护套 复绕出厂检验 出厂电压试验 绝缘线芯成缆、填充、包带
进厂检验
绞制导电
直流电阻试验
绕包耐火层
挤包绝缘层
出厂电压试验 内衬层 挤包外护套 铠装层 绝缘线芯成缆、填充、包带 复绕出厂检验
成品包装
.
整理文档
6 高压非铠装电力电缆
7 高压铠装电力电缆
外购规格单线
导电线芯
直流电阻试验
出厂电压试验
电缆标识
复绕出厂检验
成品包装
金属屏蔽 挤包外护套
进厂检验
成缆绞合、包带
内外屏绝缘三层共挤
外购规格单线
导电线芯
直流电阻试验
挤包外护套
铠装层 电缆标识 出厂电压试验
金属屏蔽 挤包内衬层
进厂检验
成缆绞合、包带
内外屏绝缘三层共挤
复绕出厂检验
成品包装