TM-TGN15砂边
国际工程DT466B DT466C DTI466C砂渣泥板与宽板(C3轴)应用说明书

APPLICATION: Combines: Late 1480, Early 1660, Early 1680; Cotton Pickers: Early 1844;Tractors: Late 5488, 7288, 7488; Trucks 1985-1988; Wheel Loaders: Dresser 540;QTY ITEM # DESCRIPTION LETTERED ITEMSINCLUDED IN KIT1 941122 Underhaul Kit U 1 942114 Rering Kit R1 944122 In-Frame Kit I1 944267 In-Frame Kit (4 Ring Piston Option) I1 945122 Out-of-Frame Kit O 1 945267 Out-of-Frame Kit (4 Ring Piston Option) O6 6 6 6 6 6 6 1 141187 141188 141189 141191 141192 141168 141169 141214 Sleeve & Piston Assembly (Narrow Gap Ring) Sleeve & Piston Assembly, B Series (Wide Gap Ring) Sleeve & Piston Assembly (Hi-Ring Upgrade-Narrow Gap) Sleeve & Piston Assembly (Hi-Ring Upgrade-Wide Gap) Sleeve & Piston Assembly (4 Ring Piston Option) Cylinder Liner (Includes O-Rings)Cylinder Liner O-Ring PackageCylinder Liner Shim Package, 8 AssortedO O II6 6 6 6 6 141183 141184 141193 141194 141195 Piston Ring Set, Narrow Gap Ring (1/4" Oil Ring) Piston Ring Set, B Series-Wide Gap Ring (1/4" Oil Ring) Piston Ring Set, Hi-Ring-Narrow Gap (5/32" Oil Ring)Piston Ring Set, Hi-Ring-Wide Gap (5/32" Oil Ring)Piston Ring Set (4 Ring Piston Option)R6 6 6 6 241122 241123 241124 241125 STD Rod Bearing (Wide For Late C3 Crank Cast #) .010 Rod Bearing (Wide For Late C3 Crank Cast #).020 Rod Bearing (Wide For Late C3 Crank Cast #).030 Rod Bearing (Wide For Late C3 Crank Cast #)O O I I R U1 1 1 1 1 241126 241127 241128 241129 241131 STD Main Bearing Set (Wide For Late C3 Crank Cast #) .010 Main Bearing Set (Wide For Late C3 Crank Cast #).020 Main Bearing Set (Wide For Late C3 Crank Cast #).030 Main Bearing Set (Wide For Late C3 Crank,STD Thrust).030 Main Bearing Set (Wide Brgs w/.012 Oversize Thrust)O O I I R U 1 1 1 341115 341118 341535 Head Gasket Set In-Frame Gasket Set (Includes Pan Gasket Set)Valve Cover GasketO O I I R1 1 341116 341326 Crankcase Gasket Set Timing Cover GasketO O1 1 341117 341119 Pan Gasket Set Pan GasketI I R U1 1 1 341121 341122 341123 Front Crank Seal Kit Rear Crank Seal Kit Rear Crank Seal Kit (Double Lip for Wet Flywheel Housings)O O O O6 1 241132 241133 Piston Pin Bushing Cam Bearing Set12 1 1 741112 741113 741122 Rod Bolt Head Bolt Kit w/WashersIdler Gear BoltO I R UAPPLICATION: Combines: Late 1480, Early 1660, Early 1680; Cotton Pickers: Early 1844;Tractors: Late 5488, 7288, 7488; Trucks 1985-1988; Wheel Loaders: Dresser 540;QTY ITEM # DESCRIPTION LETTERED ITEMSINCLUDED IN KIT1 949513 Cam Kit w/1.125" Dia Tappets C 1 949514 Cam Kit w/Gear & Thrust Plate (1.125" Dia Tappets) C1 949311 Basic Valve Kit B1 949111 Valve Train Kit V1 1 12 541111 541112 541114 Camshaft Camshaft With Gear & Thrust Plate Tappet (1.125" Dia) C C CC 6 441111 Exhaust Valve V B6 441112 Intake Valve V B12 441113 Valve Guide (1) V B12 441114 Valve Spring V B12 441115 Valve Rotator V24 441116 Valve Keeper (Half) V B6 441117 Exhaust Valve Seat6 441119 Exhaust Valve Seat (.015 Shorter for Milled Heads)6 441118 Intake Valve Seat6 441121 Intake Valve Seat (.015 Shorter for Milled Heads)12 441122 Rocker Arm1 441123 Rocker Arm Shaft6 441124 Rocker Arm Stand w/Oil Jet1 541115 Cam Timing Gear1 541116 Crank Timing Gear1 541117 Idler Gear1 541118 Idler Gear Bearing12 541119 Push Rod1 641111 New Oil Pump (1" Rotor) Thru #4667751 641117 New Oil Pump (1 1/4" Rotor) After #466775 1 641118 Rebuilt Oil Pump (1 1/4" Rotor) After #4667751 641113 Oil Pump Drive Spline1 641114 Oil Cooler (New) Thru #5172501 641115 Oil Cooler (Rebuilt) Thru #5172501 641119 Oil Cooler (New) After #5172501 641121 Oil Cooler (Rebuilt) After #51725012 641127 Piston Cooling Oil Jet1 641116 Lube Pressure Regulator Valve1 741124 Crankshaft1 741116 Damper Pulley (1422, 1480, 1660, 1680, 5488, 7288, 7488)1 741125 Viscous Damper (Trucks) 677781C911 741126 Viscous Damper (Trucks) 1808800C13 741117 Plug, Oil Galley1 841158 New Water Pump, Ag Equipment1 841159 New Water Pump, Conventional Cab Trucks1 841142 Thermostat (180 Degree)1 841144 Block Heater1 841145 Bypass Hose6 841146 Brass Nozzle Sleeve(1)For .002 Oversize Guide Use 441454 or .005 Oversize Guide Use 441455。
舞钢Cr-Mo系列钢15CrMoR,1.25Cr-0.5Mo,2.25Cr-1Mo-0.25v,12Cr2Mo1R,12Cr2Mo1R(H)

舞钢Cr-Mo系列钢15CrMoR、14Cr1MoR、1.25Cr-0.5Mo、2.25Cr-1Mo-0.25v、12Cr2Mo1R、12Cr2Mo1R(H)、SA387Gr12、SA387Gr11、SA387Gr22舞阳钢铁公司、舞阳钢厂Cr-Mo钢的研发历程1988年以来,舞钢公司在国内率先进行各类Cr-Mo钢板的研制和生产,1991年中国石化总公司发展部和冶金部科技公司联合立项“国产2.25Cr-1Mo钢板焊结构临氢重整反应器的研制”科技开发项目,舞钢按项目要求成功研制出用于制造热壁加氢反应器的2.25Cr-1Mo特厚钢板,制造完毕的加氢设备于1955年6也运往齐鲁石化胜利炼油厂,投产后经479天的工业考核证明,完全可以用国产板代替进口钢板制造此类反应器,1997年通过成果鉴定,在临氢设备上逐步推广使用,就此打开了临氢设备用Cr-Mo钢板国产化的新局面。
随着舞钢设备的改造和完善,主要是大型钢锭、电渣重熔冶炼一级热处理设备的扩建和改造,舞钢形成了15CrMoR、1.25Cr-0.5Mo、2.25Cr-1Mo-0.25v等Cr-Mo系列压力容器板,耐高温耐腐蚀的Cr-Mo钢板生产稳定化,合同量逐年增加。
在大单重、大厚度压力容器板开发方面,舞钢公司借助设计院的力量,不短创新,占据国内第一位,进入生产临氢Cr-Mo宽厚板国际上屈指可数的生产厂家方阵,在大单重高韧性技术指标方面不断填补国际空白,领先国际水平。
1993年,国内首次临氢2.25Cr-1Mo钢板(54/60/92)研发成功。
2002年,92/105两个规格的特厚临氢2.25Cr-1Mo成功研发。
2006年,137mm12Cr2Mo1R(H)2008年,150mm12Cr2Mo1R(H)2010年,162mm12Cr2Mo1R2010年,198mm12Cr2Mo1R2011年,256mm/60T临氢12Cr2Mo1R试制成功,大厚度大单重取得突破,创造世界记录。
标准件代号汇总表
1.半圆头内六角............................................................... 12.92.滚子......................................................................... C31-13.涨紧套....................................................................... C40-24.尼龙困扎带................................................................ D91-15.管接头......................................................................D96-46.电器接头...................................................................D96-57.水管..........................................................................G11-18.直角管接头...............................................................G13-19.单面管夹...................................................................G31-110.喉箍........................................................................G31-711.封口管螺母.............................................................G34-212.外六角油塞.............................................................G38-213.D8.8-10.9S内六角油塞...........................................G38-414.g内六角油塞......................................................GB38-4A15.D8.8-10.9S 起子口油塞..........................................G38-516.组合垫圈................................................................G52-217.铜垫圈....................................................................G52-518.扩口式管接头空心螺栓...........................................G91-119.扩口式管接头密合垫...............................................G91-220.扩口式管接头管套..................................................G91-321.扩口式锥管螺纹直通管接头....................................G92-122.内六角螺钉....................................................GB70-76/8623.地脚螺栓...........................................................GB799-8624.GB83-76/86 方头圆柱球面螺钉...............................J22-125.大园头螺钉............................................................GB83326.g开口垫圈.............................................................GB85127.带孔销...................................................................GB88028.GB6170-86 螺母......................................................J11-129.GB6172-86 外六角扁螺母.......................................J11-230.GB56-86 外六角厚螺母...........................................J11-331.GB923-86 盖型螺母.................................................J13-232.GB812-86 圆螺母....................................................J14-433.GB5782/5783-86 外六角螺钉...................................J21-134.g 镶条螺钉............................................................J21-1135.GB67-76/86 开槽半圆头螺钉...................................J21-436.GB68-76/86 开槽沉头螺钉.......................................J21-637.GB65-76/86 开槽柱头螺钉.......................................J21-838.GB70-76/86 内六角螺钉........................................J21-939.GB83-76/86 方头圆柱球面螺钉...............................J22-140.GB79-76/86 内六柱端紧钉.....................................J22-1041.GB78-76/86 内六角凹端紧定螺钉..........................J22-1242.GB85-76/86 方头紧定螺钉.......................................J22-243.GB73-76/86 开槽平端紧定螺钉...............................J22-344.GB71-76/86 开槽锥端紧定螺钉...............................J22-445.GB75-76/86 开槽柱端紧定螺钉...............................J22-546.GB72-76/86 开槽锥端定位螺钉...............................J22-647.GB835-88 滚花平端螺钉.........................................J22-848.GB78-76/86 内六角锥端紧定螺钉............................J22-949.GB899-76/86 双头螺柱............................................J23-150.GB799-86 十字盘头螺钉.........................................J24-151.GB818-86 十字盘头螺钉.........................................J24-152.GB819-86 十字沉头螺钉.........................................J24-253.GB77-76/86 内六角平端紧定螺钉............................J26-154.GB37-76/86 T型槽螺钉............................................J29-155.GB825-76/86 吊环螺钉............................................J29-356.GB1096-79 普通平键...............................................J31-157.GB1098-76/86 半圆键..............................................J33-158.GB117-86 圆锥销....................................................J41-159.GB117-86 内螺纹圆锥销.........................................J41-260.GB119-86 圆柱销....................................................J44-161.GB119-86 内螺纹圆柱销.........................................J44-262.GB879-76/86 弹性圆柱销........................................J44-463.GB91-76/86 开口销.................................................J44-964.GB97-76/86 平垫圈.................................................J51-165.GB96-76/86 大垫圈.................................................J51-366.GB96-76/86 球面垫圈..............................................J53-167.GB850/76/86 锥面垫圈............................................J53-268.GB93-76/86 弹簧垫圈.............................................J54-169.GB858-76/86 螺母止动垫圈.....................................J55-170.GB854-76/86 单耳止动垫圈.....................................J55-371.GB894-86 轴用弹性挡圈.........................................J62-272.GB893-86 孔用弹性挡圈.........................................J62-373.GB893-86 孔用钢丝挡圈.........................................J62-374.GB305-86 轴承止动环............................................J63-375.GB891-86 螺钉紧固轴端挡圈..................................J64-176.GB885-86 锁钉锁紧挡圈.........................................J65-177.GB827-86 标牌铆钉.................................................J83-178.GB2521-86 凸轮定位钉........................................JB252179.带肩螺母............................................................Q71-1-3280.带肩螺杆............................................................Q71-1-3381.定位套...............................................................Q71-1-3482.销子........................................................................Z64-3。
宁夏钢铁(集团)有限责任公司_企业报告(业主版)
中标单位
中标金额(万元) 公告时间
湖北夏森电力有限 公司
\
2022-08-23
宁夏华通力达电力 机电设备有限公司
\
2022-02-25
宝胜(宁夏)线缆科 技有限公司
\
2022-08-30
甘肃电星电子科技 有限公司
\
2022-03-09
*按近 1 年项目金额排序,最多展示前 10 记录。
(3)专用设备修理(14)
\
2022-03-14
TOP6 施耐德备件询价函
南京科麦罗电气科 技有限公司
\
2022-02-19
本报告于 2023 年 02 月 16 日 生成
4/23
重点项目
项目名称
TOP7 10KV 高压开口互感器询价函
TOP8 轴流风机采购计划
TOP9 高压电缆采购计划
TOP10 工控机/UPS 电源询价函
目录
企业基本信息 .................................................................................................................................1 一、采购需求 .................................................................................................................................1
1.2 需求趋势
近 3 月(2022-12~2023-02):
近 1 年(2022-03~2023-02):
本报告于 2023 年 02 月 16 日 生成
15crmo材料标准
15crmo材料标准
15CrMo是一种合金结构钢,主要用于制造要求耐高温、耐腐蚀的零件。
其标准包括以下方面:
1. 化学成分:根据不同的标准,15CrMo的化学成分略有差异。
例如,根据国标和欧标,碳含量为%,硅含量为%,锰含量为%,磷含量≤%,硫含量≤%,铬含量为%,钼含量为%。
2. 机械性能:在常温下,15CrMo的抗拉强度σb(MPa)为,屈服强度
σs(MPa)为235,延伸率δ5(%)为21,缩颈率ψ(%)为55,冲击韧性
AKV(J)为78。
3. 焊接性:根据焊接材料的化学成分和力学性能,可以选择合适的焊接材料和工艺参数。
例如,可以使用ER80S-B2L、E8018-B2、E309Mo-16等焊
接材料进行焊接。
在焊前准备方面,需要将坡口内外及坡口边缘50mm范
围内打磨至露出金属光泽,然后用丙酮清洗干净。
试件应采用水平固定位置,对口间隙为4mm,采用手工钨极氩弧焊沿园周均匀点焊六处,每处点固长
度应不小于20mm。
以上信息仅供参考,建议查阅专业金属书籍获取更全面和准确的信息。
15CrMo钢板 15crmo合金钢板

15CrMo钢板*聊城市舜冶金属制品有限公司详细介绍及现货库存表15CrMo钢板系珠光体组织耐热钢,在高温下具有较高的热强性(δb ≥440MPa)和抗氧化性,并具有一定的抗氢腐蚀能力。
由于钢中含有较高含量的Cr、C和其它合金元素,钢材的淬硬倾向较明显,焊接性差。
是用钢水浇注,冷却后压制而成的平板状钢材。
钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。
钢板按厚度分,薄钢板<4毫米(最薄0.2毫米),厚钢板4~60毫米,特厚钢板60~115毫米。
钢板按轧制分,分热轧和冷轧。
薄板的宽度为500~1500毫米;厚的宽度为600~3000毫米。
薄板按钢种分,有普通钢、优质钢、合金钢、弹簧钢、不锈钢、工具钢、耐热钢、轴承钢、硅钢和工业纯铁薄板等;按专业用途分,有油桶用板、搪瓷用板、防弹用板等;按表面涂镀层分,有镀锌薄板、镀锡薄板、厚钢板的钢种大体上和薄钢板相同。
在品各方面,除了桥梁钢板、锅炉钢板、汽车制造钢板、压力容器钢板和多层高压容器钢板等品种纯属厚板外,有些品种的钢板如汽车大梁钢板(厚2.5~10毫米)、花纹钢板(厚2.5~8毫米)、不锈钢板、耐热钢板等品种是同薄板交叉的。
另,钢板还有材质一说,并不是所有的钢板都是一样的,材质不一样,其钢板所用到的地方,也不一样。
性能合金钢随着科学技术和工业的发展,对材料提出了更高的要求,如更高的强度,抗高温、高压、低温,耐腐蚀、磨损以及其它特殊物理、化学性能的要求,碳钢已不能完全满足要求。
碳钢的在性能上主要有以下几方面的不足:(1)淬透性低。
一般情况下,碳钢水淬的最大淬透直径只有10mm-20mm。
(2) 强度和屈强比较低。
如普通碳钢Q235钢的σs为235MPa,而低合金结构钢16Mn的σs则为360MPa以上。
40钢的σs /σb仅为0.43, 远低于合金钢。
(3) 回火稳定性差。
由于回火稳定性差,碳钢在进行调质处理时,为了保证较高的强度需采用较低的回火温度,这样钢的韧性就偏低;为了保证较好的韧性,采用高的回火温度时强度又偏低,所以碳钢的综合机械性能水平不高。
风电塔筒涂装工艺
项目风电塔筒(不包含基础环)涂装工艺Coating Process公司Revision Date/ R1 Rev.123 Signature. /Approved设计DESIGNED 校对CHECKED 审核EXAMINED 批准APPROV AL目录概述 (3)1.缩写和标准引用 (4)1.1缩写 (4)1.2引用标准 (4)2.涂料配套方案 (6)2.1 缩写 (6)2.2 塔筒本体 (6)2.3 塔筒顶法兰MF1面 (6)2.4 其他法兰面 (7)2.5法兰螺栓孔 (7)2.6 法兰孔内侧端面的说明和涂装示意图 (7)2.7 门板和门框涂装说明 (8)2.8 砂箱板、油槽板、钟摆涂装说明 (8)2.9 法兰内端面 (9)2.10 筒体内不锈钢和镀锌件 (9)2.11 门铰链部位 (9)2.12干膜厚度标准 (9)2.13光泽度要求 (10)2.14涂装注意事项 (10)3.涂装前的表面处理 (11)4.油漆施工 (13)4.1组装后筒体的表面处理 (13)4.2 油漆涂装 (13)5.法兰底漆保护用工装 (25)6.现场修补 (26)7.综述 (28)8.安全施工措施 (30)概述本文是根据有限公司的实际生产工艺流程,制订的风塔内表面和外表面油漆涂装的要求和施工指导。
本指导仅适用于牌油漆的施工。
1.缩写和标准引用1.1缩写DFT 干膜厚度WFT 湿膜厚度SSPC 钢结构涂装委员会ISO 国际标准化组织NACE 国家腐蚀工程师协会1.2引用标准ISO 12944 钢结构保护涂层NACE NO5 高压淡水冲洗的清洁标准ISO 8501-1:1988 涂装钢材表面锈蚀等级和除锈等级ISO 8502-3 表面清洁度测试评估-准备涂漆的钢材表面灰尘评估-压敏胶带法ISO 8503-2:1995 表面粗糙度比较样板抛(喷)丸、喷砂加工表面GB6484 铸钢丸GB6485 铸钢砂GB/T13312 钢铁件涂装前除油程度检验方法(验油试纸法)JB/Z350 高压无气喷涂典型工艺GB1764 漆膜厚度测定法GB7692 涂装作业安全规程涂漆前处理工艺安全GB6514 涂装作业安全规程涂漆工艺安全SSPC SP1 溶剂清洗SSPC SP10 近白级喷射清理SSPC PA 2 干膜厚度测量方法ISO 2808 漆膜厚度测量法ISO 4628 附着力拉开测试法2.涂料配套方案2.1 缩写Hempadur 17360(19830灰红色)环氧富锌底漆Hempadur 45880(12170浅灰色)环氧中间漆Hempathane 55100(17980 RAL9018)聚氨酯面漆Hempadur 15700(19840金属灰色)无机富锌底漆2.2 塔筒本体2.2.1 塔筒的外表面(RAL9018)涂层产品名称干膜厚度min(um)底漆Hempadur 17360 50中间漆Hempadur 45880 160面漆Hempathane 55100 40干膜总厚度2502.2.2 塔筒的内表面涂层产品名称干膜厚度min(um) 底漆Hempadur 17360 50面漆Hempadur 45880 125干膜总厚度1752.3 塔筒顶法兰MF1面涂层产品名称干膜厚度min(um) 无机富锌漆Hempadur 15700 70干膜总厚度702.4 其他法兰面涂层产品名称干膜厚度min(um) 环氧富锌漆Hempadur 17360 70干膜总厚度702.5法兰螺栓孔涂层产品名称干膜厚度min(um) 环氧富锌漆Hempadur 17360 70面漆Hempadur 45880 125干膜总厚度1952.6 法兰孔内侧端面的说明和涂装示意图注意:法兰孔的内侧如图示箭头所指端面,在法兰孔和法兰内端面做完底漆后,在做后道漆之前就要底漆保护工装用堵头和相应规格的垫片装配后卡在法兰孔内,再涂装面漆。
15crmo钢板标准
15crmo钢板标准15CrMo钢板是一种常用的合金结构钢板,其标准是GB/T 3077-2015《合金结构钢技术条件》。
该标准规定了15CrMo钢板的化学成分、机械性能、热处理工艺等技术要求,是生产和使用15CrMo钢板的重要依据。
首先,15CrMo钢板的化学成分是十分关键的。
根据标准规定,15CrMo钢板的化学成分要求,碳(C)含量在0.12-0.18%,硅(Si)含量在0.17-0.37%,锰(Mn)含量在0.40-0.70%,磷(P)含量不超过0.035%,硫(S)含量不超过0.035%,铬(Cr)含量在0.80-1.10%,钼(Mo)含量在0.40-0.55%。
这些化学成分的控制对于15CrMo钢板的性能具有重要影响,确保了其在高温高压环境下的优异性能。
其次,15CrMo钢板的机械性能也是制定标准时考虑的重点。
标准规定了15CrMo钢板的拉伸强度、屈服强度、延伸率、冲击功等机械性能指标。
在使用15CrMo钢板时,可以根据这些指标来评估其适用性,确保在各种工程应用中能够发挥稳定可靠的作用。
另外,15CrMo钢板的热处理工艺也在标准中进行了详细规定。
热处理工艺对于15CrMo钢板的组织结构和性能具有重要影响,通过适当的热处理工艺,可以调控15CrMo钢板的硬度、强度、韧性等性能,满足不同工程应用的要求。
总的来说,15CrMo钢板标准GB/T 3077-2015的制定,为15CrMo钢板的生产、加工和使用提供了重要的依据。
遵循这一标准,可以确保15CrMo钢板具有稳定的化学成分和优异的机械性能,为各种工程领域的应用提供坚实的保障。
最后,作为15CrMo钢板的文档创作者,我们应当深入学习和理解15CrMo钢板标准,不断提升专业水平,为15CrMo钢板的生产和应用贡献自己的力量。
同时,也要积极参与标准的修订和完善工作,为我国合金结构钢行业的发展贡献自己的智慧和力量。
希望本文所述内容对15CrMo钢板的相关工作者有所帮助,谢谢阅读!。
15crmn
15crmn介绍:是中国国家标准规定的一种合金结构钢的牌号。
统一数字代号:A22152。
标准:GB/T 3077-1988化学成分质量分数(%):碳 C :0.12~0.18硅 Si:0.17~0.37锰 Mn:1.10~1.40硫 S :允许残余含量≤0.035磷 P :允许残余含量≤0.035铬 Cr:0.40~0.70镍 Ni:允许残余含量≤0.030铜 Cu:允许残余含量≤0.030【试样毛坯尺寸】15mm【热处理】淬火加热温度(℃):880;冷却剂:油回火加热温度(℃):200;冷却剂:水、空【力学性能】抗拉强度σb (MPa):≥785(80)屈服强度σs (MPa):≥590(60)伸长率δ5 (%):≥12断面收缩率ψ (%):≥50冲击功 Akv (J):≥47冲击韧性值αkv (J/cm2):≥59(6)布氏硬度(HBS100/3000)(退火或高温回火状态):≦179属淬透性较好的渗碳钢。
表面硬度高,耐磨性好。
可用于代替15CrMo[2]。
用于制造齿轮、蜗轮、塑料模子、汽轮机油封和汽轴套等15crmn模具钢材特钢知识:15crmn 是什么材料?解答:合金结构钢15crmn 热处理硬度?解答: HRC咨询特宝金属15crmn 出厂状态解答: HB咨询特宝15crmn 产地厂家解答:东北特钢、宝钢、长城特钢15crmn 板材规格有?解答:板材、锻板、板块、板料15crmn 圆棒规格有?解答:圆棒、圆钢、圆料、锻圆15crmn 销售公司?解答:特宝金属15crmn 热处理现货?解答:容易加工15crmn 性能说明?解答:有一定的韧性15crmn 特性说明?解答:塑性和耐磨性15crmn 应用范围?解答:模具生产\配件等js-tebao15crmn 热处理工艺?解答:真空热处理、深冷回火15crmn 应用范围:模具、配件、塑胶模具、要求合金结构钢的模具钢等15crmn特宝钢材现货明细:15crmn 板料规格:厚6.3-60mm15crmn 板材规格:厚60.3-100mm15crmn 板块规格:厚100.3-150mm15crmn 锻板规格:厚150.3-200mm15crmn 毛板规格:厚200.3-250mm15crmn 光板规格:厚250.3-300mm15crmn 圆棒规格:直径6.3-50mm15crmn 圆料规格:直径50.3-100mm15crmn 圆钢规格:直径100.3-200mm15crmn 锻圆规格:直径200.3-500mm供应单位:昆山特宝金属材料有限公司15crmn板材销售供应单位:昆山特宝金属材料有限公司15crmn圆棒销售。
风电塔筒项目制作工艺及检验标准

GY-01-3 GY-01-4
GY-01-5 尺寸的检验
1、用盘尺分别测量大弦、小弦误差±2
2、用盘尺分别测量两对角线误差±2
3、宽度误差±1
4、测量板材边缘的切割的垂直度90±2°
钢印的标识
1、标识用的钢印必须为无应力钢印,高度最小10mm
2、编号正确、清晰,标识内容详见标识工艺
TZ17-07
ID-塔段-塔节号
δ=xx(板材厚度)
QXXX(材质号)
xxxxxxxxxx(钢板炉批号)
ID——表示塔架序列号1、2、3 (20)
塔段——从下到上S1、S2、S3、T
塔节号——表示该塔段第几节钢板1、2、3……n
经检验合格,填制工艺流程卡后,产品方可进入下一道工序
数控火焰切割机
行车吊具
火焰切割手把
盘尺米尺
钢印铁锤
焊缝量规
下料班组塔筒(基础)制造工艺阶段:坡口打磨(GY-02)。
球铁牌号

铸铁牌号的表示方法:(根据GB5612-85)各种铸铁代号,由表示该铸铁特征的汉语拼音字母的第一个大写正体字母组成。
当两种铸铁名称的代号字母相同时,可在该大写正体字母后加小写正体字母来区别。
同一名称铸铁,需要细分时,取其细分特点的汉语拼音第一个大写正体字母,排列在后面。
铸铁名称,代号及牌号表示方法铸铁名称...............代号牌号..................表示方法实例灰铸铁....................HT.........................HT100蠕墨铸铁..................RuT........................RuT400球墨铸铁..................QT.........................QT400-17黑心可锻铸铁..............KHT........................KHT300-06白心可锻铸铁..............KBT........................KBT350-04珠光体可锻铸铁............KZT........................KZT450-06耐磨铸铁..................MT.........................MT Cu1PTi-150抗磨白口铸铁..............KmBT.......................KmBTMn5Mo2Cu抗磨球墨铸铁..............KmQT.......................KmQTMn6冷硬铸铁..................LT.........................LTCrMoR耐蚀铸铁..................ST.........................STSi15R耐蚀球墨铸铁..............SQT........................SQTAl15Si5耐热铸铁..................RT.........................RTCr2耐热球墨铸铁..............RQT........................RQTA16奥氏体铸铁................AT.........................----...牌号中代号后面的一组数字,表示抗拉强度值;有两组数字时,第一组表示抗拉强度值,第二组表示延伸率值。
15CrMo钢焊接工艺卡

背保气体:/流量l/min
拖罩保护气:/流量l/min
焊接位置:2G、5G(或6G)
焊接方向:立向上
预热、道间温度要求:
预热温度:150~200℃
加热方法:电加热
预热范围:坡口中心两侧≥100 mm
道间温度:150~250℃
后热要求:
加热方法:电加热
加热温度:300~350℃
Φ4.0
DCˉ
150~160
23~25
10~12
≤28
15CrMo
4盖面
SMAW
R307
Φ4.0
DCˉ
145~155
22~24
8~10
≤28
焊前、层间清理及焊缝外观要求:
1、组对前确认坡口加工形式和尺寸,且不得有裂纹、夹层等缺陷;2、层间应采用磨光机将药皮、飞溅等清理干净;3、焊缝表面不允许有裂纹、未融合、气孔及夹渣,焊缝上的熔渣和两侧的飞溅物应清除,焊缝表面凹陷、SHA1、SHB1不得有咬边,其余管道咬边深度应小于0.5mm,连续长度应不大于100mm,且其总长度应不大于焊缝全长的10%;焊缝宽度宜每边超过坡口边缘2mm;母材厚度≤6mm时,焊缝余高应≤1.5mm;母材厚度≥6mm时,焊缝余高应≤2.5mm。
后热时间:/h
热处理要求:/
升温速度:/℃/h
恒温温度:/℃
恒温时间:/h
降温速度:/℃/h
冷却方式:
钨极规格:类型:喷嘴尺寸: mm
熔化极气体保护焊熔滴过渡形式:□喷射过渡□短路过渡背部清根方法:□碳弧气刨□机械清理焊条(焊丝)摆动方式:□摆动焊□不摆动焊单丝焊或多丝焊:□单丝焊□多丝焊
母材
焊道数
检测检验及特殊要求的说明:
15MnNi钢板成分性能及应用范围
15MnNi
1、15MnNi钢板材质介绍
15MnNi钢板是核电用容器钢板,是在15MnVR的基础上降低V、P、S,添加0.2%-0.5%Ni 而形成的钢种。
2、15MnNi钢板执行标准:WYJ(舞阳钢厂技术研发协会标准)。
3、15MnNi钢板的交货状态:以正火状态交货。
也可附加探伤标准要求、探伤等级要求、Z 向性能要求、添加特殊合金元素要求等,但需经供需双方沟通,并在合同中注明。
4、15MnNi钢板生产工艺:
15MnNi钢由电炉或氧气转炉进行冶炼。
5、15MnNi钢板生产流程:
生产流程:电炉冶炼→LF炉精炼→VD炉真空脱气→模铸(连铸)→钢坯(锭)清理加热→轧板→探伤→正火→取样→性能试验。
8、15MnNi钢板实际应用:
15MnNi钢板是核安全二、三级压力容器用钢,由于核电设备常年在高温、高压、中子辐射等恶劣环境中服役,要求设备制造用钢板具有强度适宜、韧性较高、脆性转变温度低的性能及抗辐射能力强、合金元素含量低的特点,所以在室温拉伸、高温拉伸、厚度方向拉伸及硬度等方面有着严格的要求。
15crmo钢板标准

15crmo钢板标准15CrMo钢板是一种常用的合金结构钢板,其标准包括国内外多个标准,如GB/T 3077-1999、GB 11251-1989、JIS G4109-2003、ASTM A29/A29M-04、EN 10083/3-2006等。
15CrMo钢板具有高温、高压、耐磨、耐腐蚀等特点,被广泛应用于石油、化工、船舶、锅炉、汽车、机械等领域。
15CrMo钢板的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)、钼(Mo)等元素。
其中,碳的含量控制在0.12-0.18%,硅的含量控制在0.17-0.37%,锰的含量控制在0.40-0.70%,磷的含量不超过0.035%,硫的含量不超过0.035%,铬的含量在0.80-1.10%,钼的含量在0.40-0.55%。
这些元素的合理配比使15CrMo钢板具有良好的强度、韧性和耐磨性。
15CrMo钢板的机械性能是衡量其质量的重要指标。
通常情况下,15CrMo钢板的抗拉强度为440-640MPa,屈服强度为235MPa,延伸率为21%,冲击韧性为78J/cm²。
这些性能保证了15CrMo钢板在高温、高压、大气腐蚀等恶劣环境下的可靠使用。
在15CrMo钢板的生产制造过程中,需要严格按照标准要求进行材料的熔炼、轧制、热处理等工艺,以保证产品的质量。
在使用过程中,也需要注意对15CrMo 钢板的保养和维护,防止其受到腐蚀、磨损等影响。
总的来说,15CrMo钢板作为一种重要的合金结构钢板,在工业生产中发挥着重要作用。
了解其标准和性能特点,对于正确选择和使用15CrMo钢板具有重要意义。
希望相关行业的生产和使用单位能够严格按照标准要求进行生产和使用,确保产品质量和安全生产。
大面积薄壁垫层混凝土快速施工技术
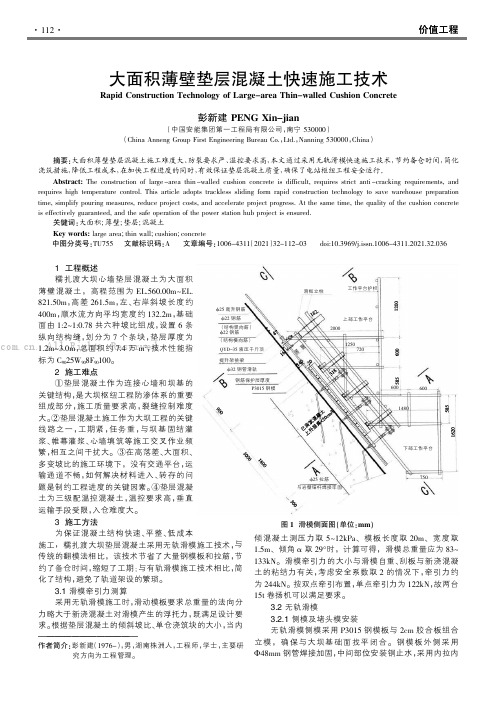
1工程概述糯扎渡大坝心墙垫层混凝土为大面积薄壁混凝土,高程范围为EL.560.00m~EL.821.50m ,高差261.5m ,左、右岸斜坡长度约400m ,顺水流方向平均宽度约132.2m ,基础面由1:2~1:0.78共六种坡比组成,设置6条纵向结构缝,划分为7个条块,垫层厚度为1.2m~3.0m ,总面积约7.4万m 2,技术性能指标为C 9025W 908F 90100。
2施工难点①垫层混凝土作为连接心墙和坝基的关键结构,是大坝枢纽工程防渗体系的重要组成部分,施工质量要求高,裂缝控制难度大。
②垫层混凝土施工作为大坝工程的关键线路之一,工期紧,任务重,与坝基固结灌浆、帷幕灌浆、心墙填筑等施工交叉作业频繁,相互之间干扰大。
③在高落差、大面积、多变坡比的施工环境下,没有交通平台,运输通道不畅,如何解决材料进入、转存的问题是制约工程进度的关键因素。
④垫层混凝土为三级配温控混凝土,温控要求高,垂直运输手段受限,入仓难度大。
3施工方法为保证混凝土结构快速、平整、低成本施工,糯扎渡大坝垫层混凝土采用无轨滑模施工技术,与传统的翻模法相比,该技术节省了大量钢模板和拉筋,节约了备仓时间,缩短了工期;与有轨滑模施工技术相比,简化了结构,避免了轨道架设的繁琐。
3.1滑模牵引力测算采用无轨滑模施工时,滑动模板要求总重量的法向分力略大于新浇混凝土对滑模产生的浮托力,既满足设计要求。
根据垫层混凝土的倾斜坡比、单仓浇筑块的大小,当内倾混凝土测压力取5~12kPa 、模板长度取20m 、宽度取1.5m 、倾角α取29°时,计算可得,滑模总重量应为83~133kN 。
滑模牵引力的大小与滑模自重、刮板与新浇混凝土的粘结力有关,考虑安全系数取2的情况下,牵引力约为244kN 。
按双点牵引布置,单点牵引力为122kN ,故两台15t 卷扬机可以满足要求。
3.2无轨滑模3.2.1侧模及堵头模安装无轨滑模侧模采用P3015钢模板与2cm 胶合板组合立模,确保与大坝基础面找平闭合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、产品骨架表面的残余废边用橡胶块擦去
标记
处数
更改文件号/更改说明
更改人
更改日期
编制
(日期)
审核(日期)
批准(日期)
版本号:01
安徽奥丰汽车配件有限公司
产品砂边作业指导书
票号:R259
产品名称
支架总成
胶料代号
A65
产品图号
TM-TGN15
票号
R259
项目
作业方法
技术要求
备注
上端面处废边
砂轮机ห้องสมุดไป่ตู้去橡胶废边
不允许有影响装配的残余废边存在
下端面处废边
砂轮机砂去橡胶废边
不允许有影响使用的废边存在
简图:
备注:
1、砂边操作时,注意不要修伤胶体