三菱PLC步进控制实例梯形图 附注释_免费下载
三菱plc梯形图实例详解

三菱plc梯形图实例详解梯形图语言是一种以图形符号及图形符号在图中的相互关系表示控制关系的编程语言,是从继电器电路图演变过来的。
继电器控制电路图与plc控制的梯形图的比较梯形图与继电器控制电路图两者之间存在许多差异:(1)PLC采用梯形图编程是模拟继电器控制系统的表示方法,因而梯形图内各种元件也沿用了继电器的叫法,称之为“软继电器”,例如X0、X1(输入继电器)、Y0(输出继电器)。
梯形图中的“软继电器”不是物理继电器,每个“软继电器”各为存储器中的一位,相应位为“1”态,表示该继电器线圈“得电”,因此称其为“软继电器”。
用“软继电器”就可以按继电器控制系统的形式来设计梯形图。
(2)梯形图中流过的“电流”不是物理电流,而是“能量流”,它只能从左到右、自上而下流动。
“能量流”不允许倒流。
“能量流”到,线圈则接通。
“能量流”流向的规定顺应了PLC的扫描是自左向右、自上而下顺序地进行,而继电器控制系统中的电流是不受方向限制的,导线连接到哪里,电流就可流到哪里。
(3)梯形图中的常开、常闭触点不是现场物理开关的触点。
它们对应输入、输出映象寄存器或数据寄存器中的相应位的状态,而不是现场物理开关的触点状态。
PLC认为常开触点是取位状态操作;常闭触点应理解为位取反操作。
因此在梯形图中同一元件的一对常开、常闭触点的切换没有时间的延迟,常开、常闭触点只是互为相反状态。
而继电器控制系统大多数的电器是属于先断后合型的电器。
(4)梯形图中的输出线圈不是物理线圈,不能用它直接驱动现场执行机构。
输出线圈的状态对应输出映像寄存器相应的状态而不是现场电磁开关的实际状态。
(5)编制程序时,PLC内部继电器的触点原则上可无限次反复使用,因为存储单元中的位状态可取用任意次;继电器控制系统中的继电器触点数是有限的。
但是PLC内部的线圈通常只引用一次,因此,应慎重对待重复使用同一地址编号的线圈。
下面以三菱FX系列PLC 为例,简单介绍一下PLC梯形图编程时需要遵循的规则,希望对大家有所帮助。
三菱PLC控制步进电机程序图解

三菱PLC控制步进电机程序图解
控制要求,PLC发出脉冲信号Y0和方向信号Y10,假设步进电机转一周需要plc发出1000个脉冲,且要求在1S 左右转动一周,现在要求步进电机正转5周,停5s,再反转5周,停5s,如此循环。
网友的问题:1、三菱PLC指令PLSRK400 D0 K3500 Y0 这里K400、D0、K3500各是指什么匀加减速指令,在指令中可以设置脉冲的最大频率、脉冲总数、加减速时间和脉冲输出点。
通过设置加减速时间来实现匀加速。
如果脉冲加方向的脉冲模式也需要另外控制方向点。
针对指定的最高频率,进行定加速,在达到所指定的输出脉冲数后,进行定减速
k400为最高频率,D0中内容为总输出的脉冲数,K3500加减速时间单位为ms,y0为输出点如DDRVI K999999
K200 Y0 Y3那么DDRVI 是相对定位K999999是无限就是一直转K200是速度Y0是脉冲输出地址Y3是方向2、PLC控制步进电机正反转的程序和梯形图?一种是双脉冲的!一路正,一路反。
一种是脉冲加方向的!一个口给脉冲!另外一个接通就正转,不接通就反转。
三菱PLC步进控制实例梯形图 附注释

M210
复位
X031
总停
X025 782
X024
双手操作 双动操作 2 1
K10 T12 双手操作 延时
T12
双手操作 延时
X024 788
X025
双动操作 双手操作 1 2
K10 T13 双手操作 延迟
T13
双手操作 延迟
X024 794
X025
T12
T13 M135 双手操作 有效
双动操作 双手操作 双手操作 双手操作 1 2 延时 延迟
M127
油泵已启 调整 动
M124 511
M127
MOVP 触摸键返 调整 回
K2
D0 画面数
M127
MOVP 调整
K6
D0 画面数
526 =
D0 画面数
K2
M79 调整与自 动
=
D0 画面数
K6
S10 537
RST 上料
D51 计时间
X024
双动操作 1
S20
驱动快进 给
Y010
上料
X006
有磁信号
M136 下料
M1
RST 下料选中
Y010 上料
M2
吸磁选中
M102 吸磁指示
M3
X002
RST 退磁选中 跳出位
Y011 吸磁
X013
M4 M104 跳进指示
砂轮已启 跳进选中 动
Y011
吸磁
M5
RST 跳出选中
Y012 跳进
M121
M11
SET 原点指示 修架正行
M111 修整正行 指示
M14
RST 修架逆行
三菱PLC步进控制实例梯形图 附注释

MOVP K2
D10 报警窗口
SUB K600 T20
D24
关机延迟 暂存
DIV D24
K10
暂存
D26 倒计时
RST
D10
报警窗口
RST
D51
计时间
SET
M151
M207 停工件
M209 停砂轮
M208 停磨液
M503 总可停
Y010
S16
626
上料 下料
S63 下料
M220 上料
M136 下料
Y021 可开砂轮
M127 Y014 M200 M202
S62
651
调整 修整 修整逆行 逆行 修整归位
M150 循环修整
M203 修整正行
01 修整正行
M111
修整正行 指示
M506
S11
662
工件自动 吸磁
关
S15 断磁
M13
M207
工件轴关 停工件 选
X031 总停
M204 工件开
M506
手动退选
中
M8000 常通
M66 一时钟
X027 1075
复位
M194 报警
M127 调整
M127
C20
调整 修整计数
CALL
P5 清零
SET
M140
回原点
ZRST
T0
T5
进给延迟 返新砂轮
RST
C20
修整计数
RST
C15
修整回数
RST
C25
长修计数
MOV K0
D100 触摸选键
MOV K6
D400 信息
接线图.梯形图18例(三菱PLC顺控设计法)

输出信号
输出继电器 Y0 Y1 Y2 Y3 输出元件 前进接触器 后退接触器 进料电磁阀 放料电磁阀 控制 KM1 KM2 YA1 YA2
(停止开关) (停止) 前行程开关 后行程开关 前限位 后限位
前限位X2 后限位 前限位(停止) 启动
COM FU2 FR
Y3 YA2
Y2 YA1
Y1
KM2 KM1 KM1
M2
X2
RST M3 SET M1 M2 M4 M3 M5 RST SET RST SET
M3 X3
M4 X4
M5 等待 M10 Y7 X10 已松开
RST M4
M6 X5
M8002
SET M7 RST SET M6 M8 M9
M0 X0启动 M1 Y0 X1 已加紧 M2 M3 M4 X2 X3 X4 Y1 Y2 Y2 Y3 M6 M7 M8 M9 =1 X5 X6 X7 等待 Y4 Y5 Y5 工进 Y6 快退
M0 X0启动 M1 Y0 X1 已加紧 X2 X3 X4 Y1 Y2 Y2 Y3 M6 M7 M8 M9 =1 X5 X6 X7 等待 Y4 Y5 Y5 工进 Y6 快退
M5 等待 M10 Y7 X10 已松开
例题11 单向顺序(步进指令应用)
工艺过程分析:1.小车原处后端,后限位 行程开关X0压下为ON;2.若启动X3 (按钮开关)则小车前行;3.碰前限 位行程开关X1为ON,电磁阀Y1打开, 延时10S装料;4.小车自动后行,至后 限位压下X0,电磁阀Y3打开延时6S卸 料。如此循环运行,直到停止。
M8002 M0 X0
M8002
SET SET RST
M0 M1 M0
M0 X0启动 M1 Y0 X1 已加紧 M2 M3 M4 X2 X3 X4 Y1 Y2 Y2 Y3 M6 M7 M8 M9 =1 X5 X6 X7 等待 Y4 Y5 Y5 工进 Y6 快退
三菱FX系列PLC基本指令步进梯形图指令
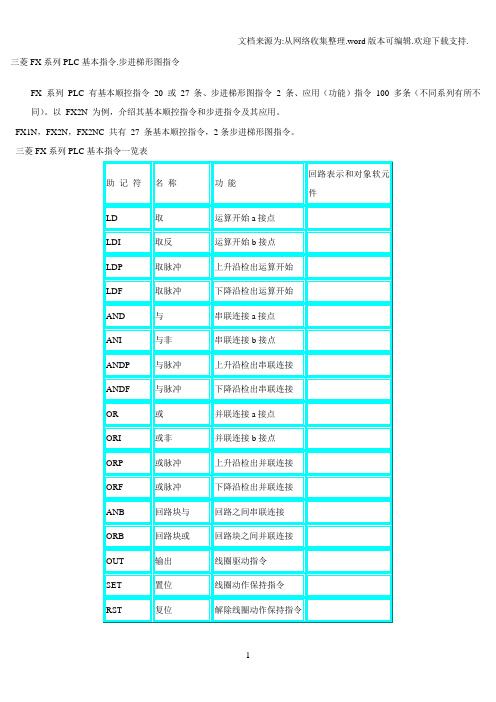
三菱FX系列PLC基本指令.步进梯形图指令FX 系列PLC 有基本顺控指令20 或27 条、步进梯形图指令2 条、应用(功能)指令100 多条(不同系列有所不同)。
以FX2N 为例,介绍其基本顺控指令和步进指令及其应用。
FX1N,FX2N,FX2NC 共有27 条基本顺控指令,2条步进梯形图指令。
三菱FX系列PLC基本指令一览表FX系列PLC —取指令与输出指令(LD/LDI/LDP/LDF/OUT)( 1 )LD (取指令)一个常开触点与左母线连接的指令,每一个以常开触点开始的逻辑行都用此指令。
( 2 )LDI (取反指令)一个常闭触点与左母线连接指令,每一个以常闭触点开始的逻辑行都用此指令。
( 3 )LDP (取上升沿指令)与左母线连接的常开触点的上升沿检测指令,仅在指定位元件的上升沿(由OFF → ON )时接通一个扫描周期。
( 4 )LDF (取下降沿指令)与左母线连接的常闭触点的下降沿检测指令。
( 5 )OUT (输出指令)对线圈进行驱动的指令,也称为输出指令。
取指令与输出指令的使用如图 1 所示。
图 1 取指令与输出指令的使用取指令与输出指令的使用说明:1 )LD 、LDI 指令既可用于输入左母线相连的触点,也可与ANB 、ORB 指令配合实现块逻辑运算;2 )LDP 、LDF 指令仅在对应元件有效时维持一个扫描周期的接通。
图3-15 中,当M1 有一个下降沿时,则Y3 只有一个扫描周期为ON 。
3 )LD 、LDI 、LDP 、LDF 指令的目标元件为X 、Y 、M 、T 、C 、S ;4 )OUT 指令可以连续使用若干次(相当于线圈并联),对于定时器和计数器,在OUT 指令之后应设置常数K 或数据寄存器。
5 )OUT 指令目标元件为Y 、M 、T 、C 和S ,但不能用于X 。
FX系列PLC —触点串联指令(AND/ANI/ANDP/ANDF)( 1 )AND (与指令)一个常开触点串联连接指令,完成逻辑“与”运算。
三菱plc实例PPT课件
M1
Y1
END
例:设计一个5昼夜计时器
X000 T0
X000
T0 K600
RST C0 C0
T0
X000 C2
C0 X000
C4 C2
C4
C0 K60
RST C2
C2 K24
RST C4
C4 K5 Y000 END
0 LD X000 • ANI T0 • OUT T0 K600 5 LDI X000 6 OR C0 7 RST C0 8 LD T0 9 OUT C0 K60 12 LDI X000 13 OR C2 14 RST C2 15 LD C0 16 OUT C2 K24 19 LDI X000 20 OR C4 21 RST C4 22 LD C2 • 23 OUT C4
地址分配:
接线图:
程序及波形图:
KM1
SB1
X0
Y0
SB2
X1 PLC Y1
FR1
X0
X1
M0
T0
X1
Y0
M0
T0 K50
X0
Y0
X1
KM2
T0
T1
M0
COM
220V~
COM FU
FR2
M1 T0 M1
T1
5S
M1
10S
K100
M0
说明:1.主要理由时间继电器触点进行控制
Y0
Y1
、M1辅助继电器起中间转换的作用。
一台启动10s后启动第二台,运行后同时停止 分析:两台电机供电的接触器占用两个输出口;由
于是电机只是延时启动,同时停车,用一个启动 按钮和一个停止按钮就够了;延时需要定时器。
PLC编程基本功:梯形图与控制线路(附1164个三菱PLC实用案例)
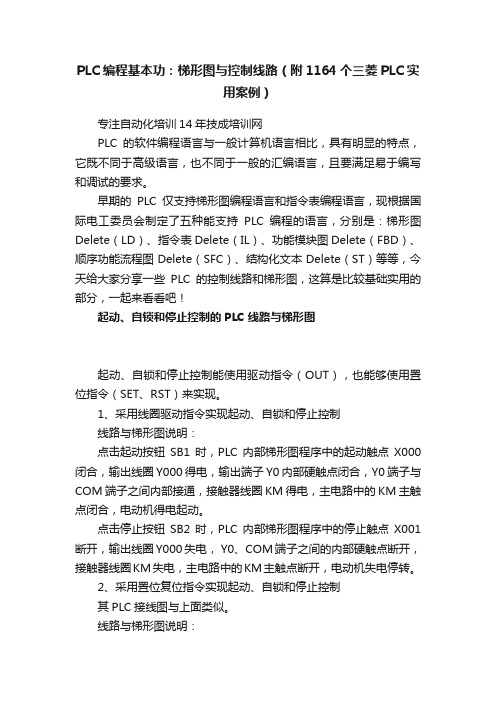
PLC编程基本功:梯形图与控制线路(附1164个三菱PLC实用案例)专注自动化培训14年技成培训网PLC的软件编程语言与一般计算机语言相比,具有明显的特点,它既不同于高级语言,也不同于一般的汇编语言,且要满足易于编写和调试的要求。
早期的PLC仅支持梯形图编程语言和指令表编程语言,现根据国际电工委员会制定了五种能支持PLC编程的语言,分别是:梯形图Delete(LD)、指令表Delete(IL)、功能模块图Delete(FBD)、顺序功能流程图Delete(SFC)、结构化文本Delete(ST)等等,今天给大家分享一些PLC的控制线路和梯形图,这算是比较基础实用的部分,一起来看看吧!起动、自锁和停止控制的PLC线路与梯形图起动、自锁和停止控制能使用驱动指令(OUT),也能够使用置位指令(SET、RST)来实现。
1、采用线圈驱动指令实现起动、自锁和停止控制线路与梯形图说明:点击起动按钮SB1时,PLC内部梯形图程序中的起动触点X000闭合,输出线圈Y000得电,输出端子Y0内部硬触点闭合,Y0端子与COM端子之间内部接通,接触器线圈KM得电,主电路中的KM主触点闭合,电动机得电起动。
点击停止按钮SB2时,PLC内部梯形图程序中的停止触点X001断开,输出线圈Y000失电, Y0、COM端子之间的内部硬触点断开,接触器线圈KM失电,主电路中的KM主触点断开,电动机失电停转。
2、采用置位复位指令实现起动、自锁和停止控制其PLC接线图与上面类似。
线路与梯形图说明:点击起动按钮SB1时,梯形图中的起动触点X000闭合,[SET Y000]指令执行,指令执行结果将输出继电器线圈Y000置1,相当于线圈Y000得电,使Y0、COM端子之间的内部硬触点接通,接触器线圈KM得电,主电路中的KM主触点闭合,电动机得电起动。
点击停止按钮SB2时,梯形图程序中的停止触点X001闭合,[RST Y000]指令被执行,指令执行结果将输出线圈Y000复位,相当于线圈Y000失电,Y0、COM端子之间的内部硬触点断开,接触器线圈KM失电,主电路中的KM主触点断开,电动机失电停转。
三菱plc编程案例--经典案例

X000 X001 X002
M100
X003
M101 T150
M101 Y004
M100 M101 T151
T150
T150
T151
K0.5
T151 K2
风机监视梯形图
15
基本电路编程
1、启动和停止控制电路
X0是Y0输出启动输入触点,X2是Y1输出的启动输入触点,X1是总统治按钮,X3、
18 RST Y0 19 END
······
END
2021/2/4
17
例:顺序控制电路 Y0启动后,Y1才启动,Y0、Y1都启动后,Y2才启动······
KM
FR
220~
FU
X0 SET Y0
X1 RST Y0
END
LD X0 SET Y0 LD X1 RST Y0 END
注意:1、FR接输出回路,安全,但PLC并不知道过载的发生;
2、SET指令只能用RST复位。 3、SET指令代替自锁,程序步长可以减少。
2021/2/4
10
例:两台电机延时启动控制
X0
X1 X3
输入 原件
SB2 SB1 FR
作用功能
启动按钮 停止按钮 热继电器
触点状态
常开 常开 常开
输出
输出继 电器
输出 元件
作用
KM
Y0
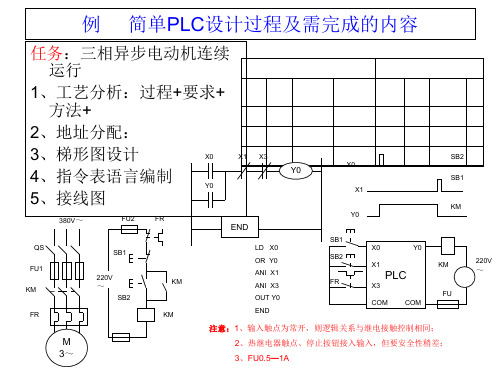
通断电机
3、梯形图设计
X0
X1 X3
SB2
4、指令表语言编制
X0
Y0
SB1
Y0
5、接线图
X1 KM
380V~
FU2
FR
Y0
END
QS FU1 KM
第二篇第5章FX系列PLC步进梯形指令

梯形图编程规则及注意事项
• (一)梯形图编程规则 • 1、按从左到右(串联)、自上而下(并联)的顺序编制。每
个继电器线圈为一逻辑行,每个逻辑行起于左母线,经过触 点、线圈,止于右母线。 注意:(a)左母线与线圈之间一定要有触点。
(b)线圈与右母线之间不能有任何触点。 (c)每个逻辑行最后都必须是继电器线圈。
COM
COM
SB1 X0
SB2 X1
Y0
SB3 X2 PLC
SQ1 X3
Y1
SQ2 X4
~
KM1 前进
KM2 后退
M8002 S0 S20 S21 S22
END
SET S0
X0 SET S20
X1 S22
Y0 X3
SET S21 X2
S0
T0 K100 T0
SET S22
Y1 X4
S20 X2
S0
第二篇 可编程序控制器
第5章 FX系列PLC步进梯形指令
状态编程思想及步进梯形指令 顺序功能图的类型 步进梯形图应用实例
小车往复运动示意图
5.1.1 顺序功能图(SFC)
5.1.2 步进指令及梯形图 步进指令
RET
梯形图和顺序功能图应注意以下几点:
1.状态的动作与输出的重复使用
状态编号不可重复使用。 如果如果状态触点接通,则与其
前
X1 1 Y0 Y3 Y2
X12 X1
Y1
X13
X 2
Y3
Y1 X2
T45 1
T45 2
Y
2 向后
Y1 漏斗 T1 打开
K70
Y3 底门 打开
T2 K50
X3 M80
手动时接通
三菱FX PLC编程实例
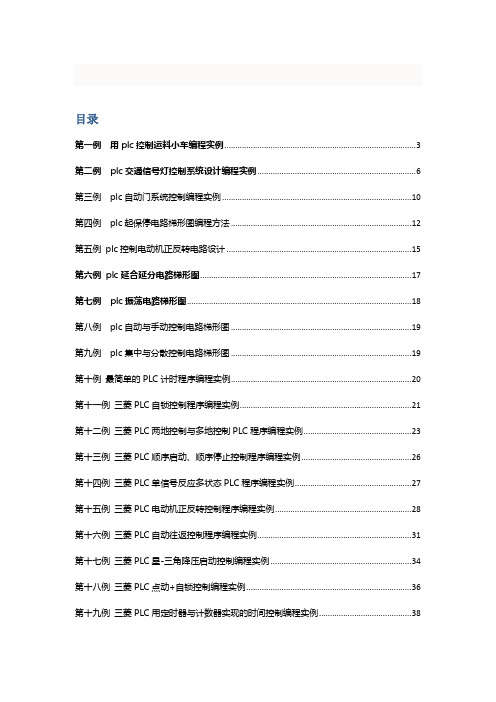
目录第一例用plc控制运料小车编程实例 (3)第二例plc交通信号灯控制系统设计编程实例 (6)第三例plc自动门系统控制编程实例 (10)第四例plc起保停电路梯形图编程方法 (12)第五例plc控制电动机正反转电路设计 (15)第六例plc延合延分电路梯形图 (17)第七例plc振荡电路梯形图 (18)第八例plc自动与手动控制电路梯形图 (19)第九例plc集中与分散控制电路梯形图 (19)第十例最简单的PLC计时程序编程实例 (20)第十一例三菱PLC自锁控制程序编程实例 (21)第十二例三菱PLC两地控制与多地控制PLC程序编程实例 (23)第十三例三菱PLC顺序启动、顺序停止控制程序编程实例 (26)第十四例三菱PLC单信号反应多状态PLC程序编程实例 (27)第十五例三菱PLC电动机正反转控制程序编程实例 (28)第十六例三菱PLC自动往返控制程序编程实例 (31)第十七例三菱PLC星-三角降压启动控制编程实例 (34)第十八例三菱PLC点动+自锁控制编程实例 (36)第十九例三菱PLC用定时器与计数器实现的时间控制编程实例 (38)第二十例三菱PLC控制步进电机实例 (42)第一例用plc控制运料小车编程实例一、控制要求某车间有6 个工作台,送料车往返于工作台之间送料,每个工作台设有一个到位开关(SQ )和一个呼吸按扭(SB )。
具体控制要求如下:(1 )送料车开始应能停留在6 个工作台中任意一个到位开关的位置上。
(2 )设送料车现暂停于m 号工作台(SQ m 为ON )处,这时n 号工作台呼叫(SQ n 为ON ),若:(a)m>n ,送料车左行,直至SQ n 动作,到位停车。
即送料车所停位置SQ 的编号大于呼叫按扭SB 的编号时,送料车往左行运行至呼叫位置后停止。
(b)m<n ,送料车右行,直至SQ n 动作,到位停车。
即送料车所停位置SQ 的编号小于呼叫按扭SB 的编号时,送料车往右运行至呼叫位置后停止。
6-三菱FX2N系列PLC步进梯形指令课件

电气控制与PLC
11
大、小球分类选择控制状态转移图
两个分支:若吸住的是小球,则X002为 ON,执行左侧流程;若为大球,X002为 OFF,执行右侧流程。
初始状态由M8002初始脉冲驱动,在步进 梯形图外编制机械臂处于原点时的指示梯形 图程序(Y007指示)。 步进梯形图程序中,增加了机械臂上电磁 铁下降至接近开关PS0位置时的控制功能, 与限位开关LS2共同作用(状态转移图中未 表示)。
4
小车顺序控制步进梯形图
2018/10/16
电气控制与PLC
5
步进梯形指令特点及注意事项
步进梯形指令仅对状态器S有效,对于用作一般辅助继电器的状态器S,不能采用STL 指令,而只能采用基本指令。在STL指令后,只能采用SET和RST指令作为状态器S的置 位或复位输出。STL指令与取指令LD相比较有一定的特点:
2018/10/16
电气控制与PLC
1
小车运动顺序控制
小车手动控制每一个运动过程都需要人为手动操作。为提高生产效率,要求在满足初 始条件时,小车能够按照工艺要求顺序地自动循环各个生产步骤。将小车的各个工作步 骤用工序表示,并依工作顺序将工序连接成顺序控制图,其程均 能分化成小的工序,有利于程序的结 构化设计。
2018/10/16
电气控制与PLC
3
步进梯形指令
FX2N系列PLC步进梯形指令:采用步进梯形图编制顺序控制状态转移图程序的指令, 包括STL和RET两条指令。 步进梯形指令STL:利用内部状态软元件,在顺控程序上进行工序步进控制的指令。 返回RET指令:表示状态流程结束,用于返回主程序的指令。
状态编程思想
状态编程思想:将一个复杂的控制过程分解为若干个工作状态,弄清各状态的工作细 节(状态的功能、转移条件和转移方向),再依总的控制顺序要求,将这些状态联系起 来,形成状态转移图,进而编制梯形图程序。将“工序”更换为“状态”,就得到状态 转移图,是状态编程法的重要工具。 FX2N系列PLC的状态器S,是为状态编程提供的软元件。小车顺序运动控制中,S0表 示初始状态,S20~S23分别代表工序一至工序四的状态,其顺序控制工作过程如下: