环氧树脂人造大理石的研制_李会录
人造大理石制造方法

人造大理石制造方法1.原材料准备:人造大理石的主要原料包括天然矿石、树脂和颜料。
天然矿石通常是大理石粉末,可以通过矿石破碎和研磨得到。
树脂是人造大理石的胶结材料,常用的树脂有聚酯树脂和环氧树脂。
颜料用于给人造大理石添加色彩,可以根据需求调配不同的颜色和纹理。
2.配料混合:将矿石粉末、树脂和颜料按照一定的比例混合。
通常情况下,矿石粉末的比例会占到总混合物的60-80%。
混合过程中需要严格控制各个成分的比例和混合均匀度,以确保最终制品的质量。
3.预压:将混合物放入专用的模具中,进行预压。
预压的目的是使混合物均匀分布,并去除其中的空气和水分。
预压后的混合物形成一定的厚度和尺寸,便于后续的加工和修整。
4.考胶和固化:经过预压的混合物需要进行固化,通常使用高温和高压的方法进行。
首先,将预压好的混合物放入特殊的考胶机中,考胶机会根据需求施加压力和温度。
然后,将热固性树脂在高温和高压条件下固化,以形成坚固的大理石结构。
5.研磨和抛光:固化后的人造大理石块需要经过研磨和抛光以获得光滑和均匀的表面。
研磨过程中使用磨料和水进行研磨,将表面的不均匀部分研磨掉。
然后,使用特殊的抛光工具和磨料对表面进行反复抛光,以获得光滑、亮丽的外观。
6.切割和定型:经过研磨和抛光的人造大理石块可以根据需要进行切割和定型。
切割通常使用石材加工设备,根据要求切割成不同尺寸和形状的石材板。
定型包括对石材板进行边角修整和定尺度,以适应各种装饰和制造需求。
7.检测和包装:最后,对制成的人造大理石板进行质量检测。
检测包括检查表面的平整度、光泽度和颜色,确保达到产品标准。
合格的人造大理石板将被包装,以防止运输和存储过程中的损坏。
以上是人造大理石的制造方法的主要步骤。
不同厂家或制造商的方法可能会有所不同,但总体上都遵循相似的原理和工艺流程。
人造大理石的制造方法相对简单,生产周期短,因此在建筑装饰和家具制造领域得到广泛应用。
人造大理石制作方法
人造大理石制作方法
人造大理石是一种经济实用的建筑材料,它的外观和质感与天然大理石相似,但价格更为便宜,制作方法也相对简单。
本文将介绍人造大理石的制作方法及其应用。
一、原材料准备
制作人造大理石需要以下原材料:
1. 大理石粉末:可以从矿山中提取或通过石材加工厂购买;
2. 树脂:一般使用聚酯树脂或环氧树脂;
3. 填料:可以使用石英粉、玻璃珠、铝粉等;
4. 颜料:可以根据需要添加。
二、制作过程
1. 准备模具:根据需要制作不同形状的模具,可以使用木模或金属模。
2. 混合原材料:将大理石粉末、树脂、填料和颜料混合在一起,按照一定比例加入固化剂和催化剂。
3. 搅拌:使用搅拌机将混合物搅拌均匀,直到没有颜色或纹路的区域。
4. 浇注:将混合物倒入模具中,用刮板将混合物平整。
5. 固化:将模具放置在温度为25℃至30℃的环境中,等待混合物固化。
6. 脱模:将固化后的人造大理石从模具中取出,去除表面的毛刺和不平整的地方。
7. 抛光:使用抛光机将人造大理石表面进行抛光,使其光滑亮丽。
三、应用场景
人造大理石可以用于室内和室外装饰,如台面、地板、墙面、柱子、雕塑等。
由于其价格相对低廉,可以替代天然大理石,成为装修市场的重要建材之一。
本文介绍了人造大理石的制作方法及其应用场景。
制作人造大理石需要注意混合比例和固化温度,以确保制品质量。
人造大理石的应用范围广泛,可以满足不同的装饰需求,是一种性价比较高的建材。
环氧树脂人造石的制作

环氧树脂人造石的制作第一步:原材料准备环氧树脂是制作环氧树脂人造石的主要材料,一般选择无色透明的环氧树脂作为基材。
此外,还需要准备适量的颜料、填料等辅助材料。
颜料用于调配出不同的色彩,填料用于增加材料的硬度和质感。
第二步:材料配比将环氧树脂、颜料和填料按一定比例混合,确保颜色均匀分布并达到所需的效果。
根据需要调整颜料的数量和种类,使其符合设计要求。
第三步:搅拌混合将混合好的材料放入搅拌机中进行搅拌混合。
搅拌的时间和速度要根据具体材料配方和搅拌设备来确定,一般需要搅拌几分钟至几十分钟,以保证材料能够完全混合均匀。
第四步:成型根据设计要求,将搅拌好的材料倒入模具中进行成型。
可以使用不同的模具来制作不同形状、大小的人造石。
在将材料倒入模具前,需要先在模具内涂抹一层模具释模剂,以便于将成品取出。
第五步:固化将成型后的材料放入恒温箱或室温下进行固化,使其逐渐变硬。
固化时间一般为几十分钟至几小时,具体时间要根据材料种类和室温来确定。
第六步:修整和抛光取出固化好的成品后,进行修整和抛光处理。
可以使用切割机、打磨机等工具对材料进行打磨,使其表面光滑、平整。
在抛光过程中,可以根据需要选择不同的抛光液和抛光工具,以达到理想的效果。
第七步:质检和包装对成品进行质量检验,检查其表面是否有瑕疵、颜色是否均匀等。
合格的产品经过包装后,可以出厂销售或用于项目装修。
总结来说,制作环氧树脂人造石是一个需要经过多个步骤的复杂过程。
它需要良好的材料配比、搅拌混合、成型、固化、修整和抛光等技术要求,以制作出质量优良、外观精美的成品。
通过不断优化工艺和配方,环氧树脂人造石的品质和应用范围将会得到进一步提高。
人造大理石制作方法

人造大理石制作方法
人造大理石的制造方法如下:一、配方配方1:(1)胶料:196# 不饱和聚酯树脂100千克;环烷酸钴苯乙烯溶液约3千克;过氧化环已酮浆约4千克;酒精60千克。
(2)填料:石粉,胶料重量的3倍。
(3)脱模剂:聚乙烯醇水溶液适量。
配方2:(1)胶料:环氧树脂100千克;酚醛树脂20千克;酒精60千克;乙二胺约6千克;邻苯二甲酸二丁酯3千克。
(2)填料:粉煤灰,胶料重量的2倍。
(3)脱模剂:甘油(或液体石腊)适量。
二、制造方法1、按配方计量后,将胶料的各种原料混合调匀。
2、将配好的胶料与填料立即混匀,倒入涂了脱模剂的模型里面,适当振动,使其均匀紧实,无孔隙之后并进行调花,平整后让其静置固化。
3、脱模后进行修边、磨光、抛光即成。
三、说明1、固化剂乙二胺可改苯二甲胺,后者毒性小,但用量需15份左右。
2、模型*选用抛光不锈钢模。
3、调花料一般用轻质碳酸钙粉末。
4、可以用水和500kg水泥与细砂调匀作为人造大理石的填料,水泥与河砂的重量比为1:2 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
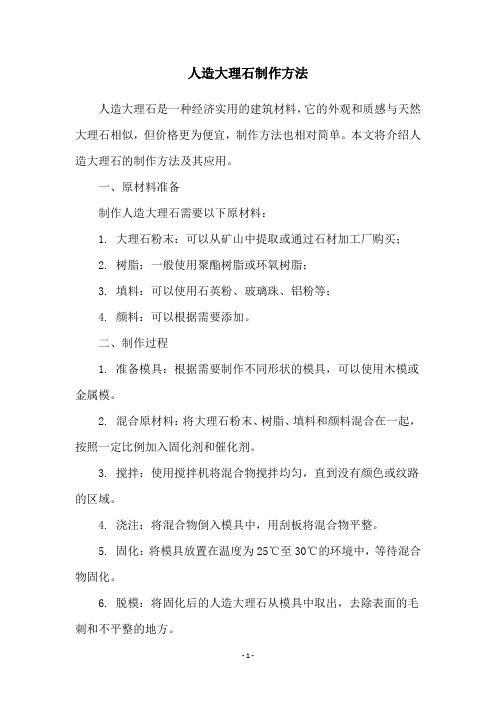
由图 3 可以看出,随着填料比例的增大固化物 表面的光洁度也随之逐渐变差,表面起泡逐渐减 少;
第1期
李会录等:环氧树脂人造大理石的研制
51
Ⅰ
红外分析:采用 WQF-310 型傅里叶变换红外 光谱仪,KBr 压片。
扫描电镜 (SEM) 分析:用日本 JSM-6680LV 型扫面电竞,冲击断面表面喷碳,加速电压 20 kV。
冲击强度性能测试:用承德精密试验机有限公 司 JC-25 型摆锤冲击试验机,无缺口试样,按 GB/T 1043—2008 测试。
本文以 GELR-128 环氧树脂为基体树脂,石 英砂为填料,双氰胺为固化剂,咪唑为促进剂,添 加活性稀释剂(烯丙基缩水甘油醚 AGE)、偶联剂 (KH-550)等制备环氧树脂型人造大理石。 1 实验部分 1.1 原材料
环氧树脂(GELR-128)、双氰胺,工业品,宏
昌电子材料股份有限公司;咪唑、偶联剂 (KH550),工业品,德固萨有限公司;烯丙基缩水甘油 醚(AGE),工业品,上海精细化工研究所;石英砂 (GB/T 7671—1999),工业品,厦门艾思欧标准砂 有限公司。 1.2 试样的制备
将适量的环氧树脂(GELR-128),8%的固化剂 双氰胺、0.5%的促进剂咪唑(均相对于环氧树脂质 量而言)混合并搅拌均匀,然后加入适当比例的填 料,经过充分搅拌,再加入质量分数为 5%的活性 稀释剂 AGE(相对于环氧树脂质量)与 1%的偶联
【收稿日期】 2014-05-12;【修回日期】 2014-05-26 【基金项目】 国家自然科学基金项目(No.21204072)资助。 【作者简介】 李会录(1967—),男,博士,副教授,主要从事胶粘剂、密 封剂及封装材料等方面的研究。 E-mail:skc12345@.
Ⅱ
Ⅲ
Ⅳ
(a)表面形貌
Ⅰ
Ⅱ
Ⅲ
Ⅲ
(b)断面形貌 注:Ⅰ(85%)、Ⅱ(87%)、Ⅲ(90%)、Ⅳ(92) 图 3 填料含量不同的环氧人造大理石的
表面和断面的 SEM 照片 Fig.3 Surface and cross-section SEM photographs of
epoxy artificial marble with different filler content
第 30 卷第 1 期 2015 年 1 月
热固性树脂
Vol. 30 No.1 Jan. 2015
Thermosetting Resin
49
环氧树脂人造大理石的研制
李会录 1,邵康宸 1,韩江凌 1,董佳佳 1,刘 文 2
(1. 西安科技大学材料科学与工程学院,陕西 西安 710054;2. 湖南警察学院,湖南 长沙 410138)
在固化条件为 80 ℃/1 h + 120 ℃/1 h,环氧树 脂人造大理石固特征吸收峰明显减弱,说明该环
氧树脂人造大理石在固化条件为 80 ℃/1 h + 120 ℃/1 h
下基本上可固化完全。由此可以确定环氧树脂人造
大理石固化条件为 80 ℃/1 h + 120 ℃/1 h。
0引言 目前市场上有机人造大理石大多是以不饱和树
脂 为 胶 粘 剂 制 得 [1,2], 因 其 存 在 耐 候 性 差 , 易 黄 变 等缺点,限制了它的应用范围。环氧树脂具有粘接力 大、粘接强度高、固化收缩率小、抗蠕变性强、尺寸 稳定性好、耐热老化、耐酸碱、耐久性优良,毒害性 低等优良性能,从而被广泛应用于涂料、胶粘剂、玻 璃钢、层压板、电子浇铸、灌封、包封等领域。因 此研制环氧树脂型人造大理石具有广泛的意义。
粒度的石英砂为填料,添加质量分数 90%,固化工艺为 80℃/1 h + 120℃/1 h 时,制得的环氧人造大理石冲击强度
可达 5.13 kJ/m2,且具有较好的耐酸碱腐蚀和耐热老化性。
关键词:环氧树脂;人造大理石;填料;粒度;冲击强度;耐酸碱性;热老化
中图分类号:TQ323.5
文献标识码:A
文章编号:1002 - 7432(2015)01-0049-03
DOI:10.13650/ki.rgxsz.2015.01.019
Development of epoxy resin artifical marble
LI Hui-lu1,SHAO Kang-chen1,HAN Jiang-ling1,DONG Jia-jia1,LIU Wen2 (1. College of Materials Science and Engineering,Xi'an University of Science and Technology,Xi'an 710054,
人造大理石表面和断面的 SEM 照片 Fig.4 Surface and cross-section SEM photographs of
epoxy artificial marble after acid and alkali etching and heat aging
图 2 填料堆砌示意图 Fig.2 Schematic diagram of packing stuffing
由图 2 可以看出,若填料仅由 600 目的石英砂 组成, 则颗粒堆砌后空隙大, 强度小; 若填料是 由 1 000 目和 600 目的石英砂混合组成, 则颗粒堆 砌后空隙小, 强度大。因此, 减小填料颗粒之间 的空隙是提高产品强度的重要途径。 2.3 SEM 分析
力 学 性 能 测 试 : 用 济 南 市 宏 远 机 械 厂 WD- WDZE-50 型微机控制电子万能试验机,按 GB /T 2567—2008 测试。
耐酸碱、热老化测试:分别在质量分数为 10%的 NaOH 和 5%的 HCl 中浸泡 7 d,在 120 ℃条 件下经过 24 h 热老化,按 GB /T 3857—2005 测试。 2 结果与讨论 2.1 环氧树脂人造大理石固化体系的确定
50
热固性树脂
第 30 卷
剂 KH -550(相对于填料质量),充分搅拌混合均 匀。将混合好的体系加入模具中,给予一定的力, 使模具充分填实。完全固化后自然冷却到室温,脱 模进行性能测试。固化初始温度低于固化温度 10 ℃的烘箱中 1~2 h 后,以 10 ℃为梯度逐步升高 温度,30 min 内升温至固化温度(样品尺寸 150 mm × 70 mm)。 1.3 性能测试及表征
Ⅰ
Ⅱ
Ⅲ
度下降幅度较大,可能是由于碱与二氧化硅反应生 成硅酸钠而致。 经过热老化后的大理石冲击强度 也有所降低,但减少幅度较小,这是由于人造大理 石与填料之间是依靠环氧树脂聚合产物来粘接起来 的,经过热老化处理后,环氧树脂聚合产物发生降 解反应,因此导致人造大理石的力学性能下降[5]。
表 2 填料含量对环氧人造大理石冲击强度的影响 Tab.2 Effect of filler content on the impact strength of
填料 树脂
823 固化后
2 923 3 457
1 621 固化前
823 1 5111 228
1 380 4 000 3 500 3 000 2 500 2 000 1 500 1 000 500
温度 / ℃
图 1 固化前后环氧人造大理石的 FT-IR 曲线
Fig.1 FT-IR curves of epoxy artificial marble before and
摘 要:以 GELR-128 环氧树脂为基体树脂,石英砂为填料,双氰胺为固化剂,咪唑为促进剂,添加活性稀释剂
烯丙基缩水甘油醚(AGE)和偶联剂(KH-550)等制备了环氧树脂人造大理石。通过红外光谱,电镜分析及力学性
能、耐酸碱性和热老化性能测试研究了填料粒径大小和用量对环氧人造大理石性能的影响。结果表明,使用混合
2.2 填料粒度对大理石力学性能的影响
在其他条件相同的情况下,研究了石英砂粒度
对大理石力学性能的影响,见表 1。
表 1 石英砂粒度对大理石力学性能的影响
Tab.1 Effect of quartz sand size on the mechanical
properties of marble
粒度(石英砂)/目 弯曲强度/MPa 抗折强度/MPa 冲击强度(/ kJ·m-)2
after curing
由图 1 固化前的 FT-IR 曲线可知: 3 457 cm-1 处是—OH 的伸缩振动特征吸收峰;2 923 cm-1 处是 —CH3、—CH2—的伸缩振动特征吸收峰;1 511~ 1 621 cm-1 处是苯环骨架的振动吸收峰;1 380 cm-1、 1 228 cm-1 处是 C—H 的面内弯曲振动、面外弯曲 振动的特征吸收峰; 823 cm-1 处是环氧基团的特征 吸收峰。由固化后的 FT-IR 曲线可以看出,在 823
China;2. Hunan Police Academy,Changsha 410138,China)
Abstract:The epoxy resin artificial marble was prepared using GELR-128 epoxy resin as matrix resin,quartz sand as filler, dicyandiamide as curing agent,imidazole as curing catalyst and adding reactive diluents allyl glycidyl ether (AGE)and coupling agent (KH-550). The effects of filler particle size and amount on the properties of epoxy artificial marble were investigated by the FTIR,SEM and testings of mechanical property,heat acid and alkali resistance and aging resistance. The results showed that the impact strength of epoxy artificial marble was up to 5.13 kJ/m2 and the marble had good acid and alkali resistance and heat aging resistance as the conditions as followed:mixed particle size quartz sand as filler,mass fraction 90% and curing at 80 ℃ 1 h+120 ℃ 1 h. Key words:epoxy resin;artificial marble;filler;particle size;impact strength;acid and alkali resistance;heat aging