ISO_10360_en
消防设备的国际标准与认证

国际合作与区域一体化趋势
国际标准组织
国际标准化组织(ISO)和国际电工委员会(IEC)等国际标准组织在消防设备标准制定方面发挥着越来越重要的 作用,推动各国之间的合作与交流。
Байду номын сангаас区域一体化
欧盟、北美自由贸易区等区域一体化组织在消防设备标准方面逐步实现统一,促进区域内贸易便利化和市场准入 。
应对气候变化和新型威胁的挑战
欧洲共同体消防设备认证体系还包括欧洲消防设备指令(EU指令 2016/425),该指令规定了消防设备的最低安全要求,包括灭火器、消 防水带、消防水枪等。
美国消防设备认证体系
01
美国消防设备认证体系(UL认证)是美国最广泛接受的消 防设备认证体系之一。该体系要求消防设备符合相关美国 标准和测试要求,并经过UL认证机构进行测试和审核。
VS
通过合作与交流,了解国际消防设备 市场动态和趋势,提升企业在国际市 场的竞争力。
国际消防设备标准和认证的未
06
来发展
新技术和新材料对标准的影响
创新技术
随着科技的发展,新型的消防技术和设备不断涌现,如无人 机、智能灭火器等,这些新技术将推动消防设备标准的更新 和升级。
新材料应用
新型材料如高分子复合材料、纳米材料等在消防领域的应用 ,将为消防设备带来更高的性能和更轻的重量,进一步影响 标准制定。
05 如何符合国际标准和获得认证
了解相关国际标准和认证体系
01
了解国际消防设备标准和认证体 系,如ISO 17754、ISO 17755 等,以及各个国家和地区的标准 和认证要求。
02
关注国际消防设备标准和认证的 更新动态,及时调整企业产品标 准和技术要求。
建立质量管理体系和产品检测机制
ISO-10360讲解

Rotary Ta ble Error
FRA 3,7µm
FTA 3,8µm
FAA 3,2µm
F RB 3,8
FTB 3,5
FAB 2,5
Te st result: Rotary ta ble e rror in radial direction Rotary ta ble e rror in tangential direction Rotary ta ble e rror in axia l direction
- 在空间7个位置,测量一组包含五种长度的块规, 每种长度测量三次。
- 总共的测量次数:5x3x7=105. - 所有测量结果必须在规定范围内。
- 在标准球上探测25个点,
- P值是 Rmax - Rmin(球面) (P = 测量机的形状误差)
注:在以前的标准版本中,空间探测误差被称为 “R”.
JR - 3/2003
Angle
0 103 206 309 412 515 618 721 618 515 412 309 206 103
0 -103 -206 -309 -412 -515 -618 -721 -618 -515 -412 -309 -206 -103
0
XA 401,6647 401,6632 401,6631 401,6625 401,6652 401,6648 401,6660 401,6646 401,6658 401,6635 401,6623 401,6649 401,6640 401,6638 401,6655
- THP 是所有半径数值的最大差值 (球度,例如: 在扫描模式下测量机 的形状误差)。
注:测量机制造商必须说明与 THP 值有关的总的扫描时间,例如: THP = 1.5 µm 在 t = 72 sec.
半自动球泡组装机en标准

半自动球泡组装机en标准“EN标准”通常指的是欧洲标准(EuropeanNorm),是一系列由欧洲标准化委员会(CEN)和欧洲电气标准化委员会(CENELEC)制定的标准。
这些标准覆盖了各种产品、服务和流程,以确保它们的安全性、可靠性、互操作性和环境保护。
针对半自动球泡组装机,以下是适用的EN标准及其相关说明:一.设备安全标准:1.EN60204-1:这是有关机械和工业机器人的电气设备的标准。
它规定了电气设备的设计、安装和使用,以确保操作人员的安全。
2.ENISO12100:这是机械设备安全性的基本概念和一般原则的标准。
它提供了对半自动球泡组装机设计的风险评估和风险降低方法的指导。
二 .产品性能标准:1.EN12312-5:这是有关球泡机的标准,规定了球泡机的设计和性能要求,以确保其安全、可靠地运行。
2.EN13489:这是一般流体力学和流体控制装置的标准,可能适用于球泡机中的液压系统或气动系统。
三.机器操作标准:1.ENISO13857:这是机械设备上的安全距离的标准,指导设备设计者确保操作人员远离危险区域。
2.ENISO14121:这是有关机械安全风险评估的标准,对于半自动球泡组装机,它可以用来评估和减轻可能的安全风险。
四 .标识和说明标准:ENISO3864:这是安全标志和安全色彩的标准,它规定了在半自动球泡组装机上应该使用的标志和颜色,以提醒操作人员有关安全事项。
五 .环境标准:EN61000-6:这是电磁兼容性(EMC)的标准,它确保半自动球泡组装机在电磁环境中工作时不会产生干扰或受到干扰。
六 .健康和安全标准:ENISO12100-1:这是有关机械安全性的基本概念、设计原则和技术规范的标准。
它包括了半自动球泡组装机的设计和使用方面的健康和安全要求。
因此,在设计和使用半自动球泡组装机时,应该仔细研究并遵守适用的EN标准和其他相关法规。
英国摩尔纷产品介绍

$6.99
$14.99 $24.99 $34.99 $44.99
£4.99 -£6.49
£10.99 £13.99 £21.99 £26.99 £32.99
彩盒规格 ABCDEFGH
彩盒规格 ABCDEFGH
彩盒规格 ABCDEFGH
彩盒规格 ABCDEFGH
彩盒规ቤተ መጻሕፍቲ ባይዱ ABCDEFGH
彩盒规格 ABCDEFGH
到达目的地后,将圆石放 下来
• • • 1 x 倾卸车 1 x 人偶 1 x 摇铃圆石
迷你机动倾卸车
建筑
型号: 10302 彩盒规格: A B C D E F G H I 12个装
当雷力启动之后,前面的 也会跟着上下转动,会组 合成不一样的表情
雷力开始作业了,一条条 马路在雷力的努力下变得 平平整整
磁力脱钩能把拖斗和皮 卡车连起来
小帐篷可以放入拖斗里
• • • • • •
1 x 皮卡车 2 x 人偶 1 x 拖斗 1 x 狗狗 1 x 帐篷 1 x 篝火
机动旅行车
带上狗狗和帐篷,父子 两去露营咯
探险
型号: 10317 彩盒规格: A B C D E F G H I 6个装
用人偶的手可以打开假 日巴士的后门
2x车 3 x 人偶 1 x 马厩 1x狗 1 x 狗窝 1 x 拖斗
女孩度假套装系列
探险
型号: 80028 彩盒规格: A B C D E F G H I 6个装
• • • • •
2x船 1 x 潜水艇 4 x 人偶 1 x 海豚 1 x 跳水台
水上乐园套装系列
探险
型号: 80026 彩盒规格: A B C D E F G H I 6个装
批准中国计量科学研究院计量认证范围及限制要求

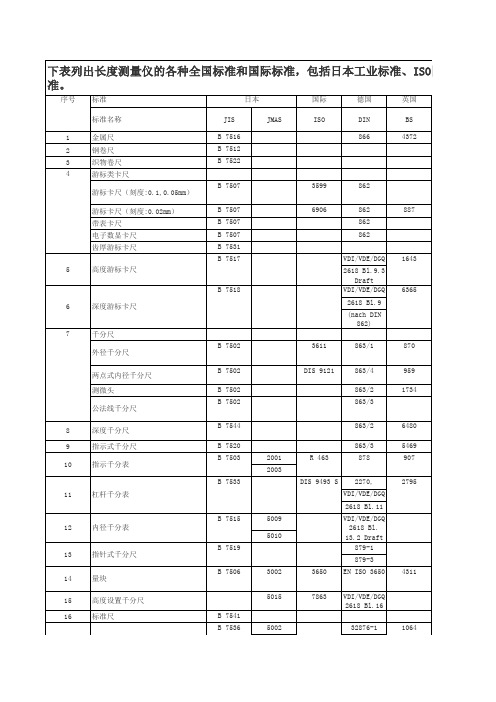
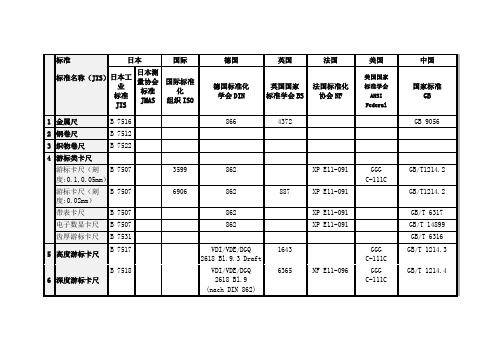
批准中国计量科学研究院计量认证范围及限制要求序号长度GB/T17421.1-1998机床检验通则第1部分:在无负荷或精加工条件下机床的几何精度GB/T17421.2-2000机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定GB/T6093-2001几何量技术规范(GPS)长度标准量块GB/T1216-2004外径千分尺产品/产品类别项目/参数序号名称领域代码检测标准(方法)名称及限制范围及说明金属切削机1床部分项目1304不能做:位置和形状公差测量2量块全部项目1308只测:示值误差、示值重复性、工作面平面度等只测:示值误差、示值重复性、工作面平面度等只测:示值误差、示值重复性、测力等只测:示值误差、示值重复性只测:示值误差、示值重复性只测:示值误差、示值重复性、放大倍数只测:示值误差、示值重复性只测:示值误差、示值重复性3外径千分尺部分项目13034游标卡尺部分项目1302GB/T1214.2-1996游标类卡尺游标卡尺GB/T18761-2007电子数显指示表GB/T1219-2000几何量技术规范长度测量器具:指示表设计及计量技术要求JB/T10016-1999测厚规JB/T8233-1999立式接触式干涉仪JB/T6830-1993投影仪GB/T6320-1997杠杆齿轮比较仪JB/T6267-1992立式测长仪JB/T3585.2-1996感应同步器型式和基本尺寸JB/T3587-1996标准型和窄型直线式感应同步器基本参数和技术要求5电子数显指示表部分项目13036测厚规立式接触式干涉仪光学显微投影类仪器杠杆齿轮比较仪部分项目13087部分项目13088部分项目13099部分项目130910部分项目130811大量程位移传感器全部项目1308序号产品/产品类别项目/参数序号名称领域代码检测标准(方法)名称及莫氏与公制圆锥量规GB/T11854-20037/24工具圆锥量规GB/T11855-2003钻夹圆锥量规GB/T6092-2004直角尺GB/T3161-2003光学经纬仪GB/T10156-1997水准仪JB/T3853.2-1999等分分度头精度检验GB/T3371-1995光学分度头GB/T7234-2004产品几何量技术规范(GPS)圆度测量术语、定义及参数GB/T4380-2004圆度误差的评定两点、三点法GB/T7235-2004产品几何量技术规范(GPS)评定圆度误差的方法半径变化量测量JB/T10028-1999圆度仪GB/T6060.1-1997表面粗糙度比较样块铸造表面GB/T6060.2-2006表面粗糙度比较样块磨、车、镗、铣、插及刨加工表面GB/T6060.3-1986表面粗糙度比较样块电火花加工表面GB/T6060.4-1988表面粗糙度比较样块抛光加工表面GB/T6062-2002产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标准特性限制范围及说明12圆锥量规全部项目130113141516直角尺光学经纬仪水准仪光学分度头全部项目全部项目全部项目全部项目130813091303130917圆度仪全部项目130818表面粗糙度比较样块全部项目130819粗糙度测量仪轮廓度测量仪全部项目1308序号产品/产品类别项目/参数序号12名称全部项目全部项目平面度平面度平行度全部项目全部项目领域代码130813031303130313081308检测标准(方法)名称及GB/T1184-1996形状和位置公差未注公差值GB/T4249-1996公差原则GB/T16671-1996形状和位置公差最大实体要求、最小实体要求和可逆要求GB/T10095.1-2001渐开线圆柱齿轮精度第1部分:同侧齿面偏差定义与允许值GB/T10095.2-2001渐开线圆柱齿轮精度第2部分:径向综合偏差与径向跳动的定义与允许值GB/T3478.1-1995圆柱直齿渐开线花键模数基本齿廓公差GB/T3478.2-1995圆柱直齿渐开线花键30°压力角尺寸表GB/T3478.3-1995圆柱直齿渐开线花键37.5°压力角尺寸表GB/T3478.4-1995圆柱直齿渐开线花键45°压力角尺寸表GB/T3478.5-1995圆柱直齿渐开线花键检验方法GB/T3478.6-1995圆柱直齿渐开线花键30°压力角M值和W值GB/T3478.7-1995圆柱直齿渐开线花键37.5°压力角M值和W值GB/T3478.8-1995圆M值和W值GB/T3478.9-1995圆柱直齿渐开线花键量棒限制范围及说明表面粗糙度样20板2122232425平晶(平面平铸铁平板钢平尺和岩石平尺标准玻璃网格板塞尺26机械零件全部项目1308渐开线齿轮类零件、刀27具、模具、齿轮、齿圈全部项目130828圆柱直齿渐开线花键全部项目1308序号29产品/产品类别齿条项目/参数序号名称全部项目领域代码1308检测标准(方法)名称及GB/T10089-1988圆柱蜗杆,蜗轮精度DIN1045-22001混凝土、加筋和预应力混凝土结构.第2部分:混凝土:性能、生产和一致性规范.DINEN206-1的应用规则BS1881-2041998混凝土试验.第204部分:电磁式保护层厚度计使用的推荐方法OIMLR851998固定式储存罐中测量液位的自动液位测量仪QB/T2443-1999钢卷尺CH8004-1991三等标准金属线纹尺GB/T14267-1993短程光电测距仪GB/T14267-1993短程光电测距仪ISO8322-8-1992房屋建筑.测量仪表.确定使用准确度的程序.第8部分:150m以内的光电测距仪JB/T5610-1991双频激光干涉仪TY/T1003-2005游泳、跳水、水球和花样游泳场馆使用要求及检验方法GB/T14833-1993塑胶跑道ISBN7-81100-469-0国际田联田径设施手册GB/T4749-2003石油钻具接头螺纹量规APISPEC72001年第40版钻具接头螺纹量规规范限制范围及说明30全部项目130831量仪全部项目131832333435液位计钢卷尺测深钢卷尺三等标准金属线纹尺全站仪(测距)测距仪全部项目全部项目全部项目全部项目131813031308130936短程光电测距仪测距项目130937激光干涉仪全部项目130938田径场及游泳馆等体育场馆1309参数1239石油钻杆接头螺纹量规345中径螺距锥度半角紧密距1301序号产品/产品类别项目/参数序号1石油油管、套管、管线40管螺纹量规2345抽油杆及其41接箍螺纹校对量规石油螺纹单42项(参数)检查仪12312312345名称中径螺距锥度半角紧密距中径螺距锥度螺距槽深标准位移示值探测误差转台扫描探测误差扫描时间1309APISTD5B:石油用套管、油管和管线管螺纹的加工、测量和检验(美国惯用单位)(1996年8月第14版)APISpec72001Ver.40旋转钻具规范JJF1064-2004坐标测量机校准规范ISO10360-2:2001产品几何量技术规范(GPS)坐标测量机的验收检测和复检检测第2部分:用于尺寸测量的坐标测量机ISO10360-3:2000产品几何量技术规范(GPS)坐标测量机的验收检测和复检检测第3部分:以球坐标为第4轴的坐标测量机GB/T16857.4-2003产品几何量技术规范(GPS)坐标测量机的验收检测和复检检测第4部分:在扫描模式下使用的坐标测量机ISO10360-4:2000产品几何量技术规范(GPS)坐标测量机的验收检测和复检检测第4部分:在扫描模式下使用的坐标测量机GB/T16857.5—2004产品几何量技术规范(GPS)坐标测量机的验收检测和复检检测第5部分:使用多探针探测系统的坐标测量机ISO10360-5:2000产品几何量技术规范(GPS)坐标测量机的验收检测和复检检测第5部分:使用多探针探测系统的坐标测量机1308APISPEC11B抽油杆规范(1998年1月1日第26版)1308领域代码检测标准(方法)名称及APISTD5B:石油用套管、油管和管线管螺纹的加工、测量和检验(美国惯用单位)(1996年8月第14版)限制范围及说明43坐标测量机13096多探针探测误差序号产品/产品类别项目/参数序号7名称二维光学探头探测误差二维光学探头长度示值误差一位光学探头距离示值误差几何参数膜厚示值误差重复性全部项目全部项目全部项目全部项目全部项目全部项目全部项目全部项目几何尺寸130613061308130913081308130313031303GB/T6467-2001齿轮渐开线样板GB/T6468-2001齿轮螺旋样板JB/T10018-1999正多面棱体JB/T8232-1999自准直仪ISO12180-2003几何产品规范:圆柱度GB/T6322-1986光滑极限量规型式和尺寸GB/T6091-2004刀口形直尺JB/T7977-1999铸铁平尺GB/T1483-2001螺口式灯头的量规GB/T4957-2003非磁性基体金属上非导电覆盖层覆盖层厚度测量涡流法GB/T4956-2003磁性基体上非磁性覆盖层覆盖层厚度测量磁性1308GB/T16921-2005金属镀层厚度测量-某荧光光谱法领域代码检测标准(方法)名称及2617Part6.1:1998.06第6.1部分光学探头坐标测量机—二维测量传感器VDI/VDE2617part6.2:1999.02第6.2部分光学探头坐标测量机—光学一维距离传感器限制范围及说明43坐标测量机81309944镀层膜厚标准块12某荧光测厚45仪4647484950齿轮渐开线样板齿轮螺旋线样板多面棱体自准直仪圆柱度仪130951环规、塞规52刀口形直尺5354铸铁平尺螺口式灯头量规非磁性基体金属上非导电覆盖层厚度测厚仪磁性基体上非磁性覆盖层厚度测厚仪55部分项目1309不测电特性序号56产品/产品类别扫描电子显微镜项目/参数序号名称全部项目全部项目全部项目放大倍数全部项目全部项目全部项目全部项目全部项目领域代码130913091309130913031309130913091303检测标准(方法)名称及JB/T9352-1999透射电子显微镜试验方法JB/T10038-1999电子水平仪JB/T10077-1999金相显微镜JB/T2369-1993读数显微镜JB/T10573-2006工具显微镜JB/T9339-1999测量显微镜GB/T12160-2002单轴试验用引伸计的标定JB/T9350-1999光学仪器用玻璃分划尺技术要求JB/T10036-1999电感式测微仪JB/T10014-1999数显电感测微仪JB/T10036-1999电感式测微仪JB/T10014-1999数显电感测微仪JB/T10015-1999直角尺检查仪GB/T16455-1996条式和框式水平仪GB/T18314-2001全球定位系统(GPS)测量规范GB/T18214.1-2001全球导航卫星系统(GNSS)第1部分:全球定位系统(GPS)接收机设备性能标准、测试方法和要求的测试结果CH8016-1995全球定位系统(GPS)测量型接收机检定规程OIMLR14-1995符合国际糖度标尺的旋光糖量计限制范围及说明57镜58电子水平仪59金相显微镜60读数显微镜61工具显微镜62测量显微镜6364单轴试验用引伸计光学仪器用玻璃分划尺电感位移传感器电感式测微仪数显电感测微仪直角尺检查仪条式和框式水平仪65全部项目130966676869全部项目全部项目全部项目全部项目130913091309130370GPS接收机基线测量精度定位精度130971旋光标准石英管12旋光度旋光度方向1308性序号72产品/产品类别光学式比较仪项目/参数序号173激光跟踪仪74杠杆指示表75内径指示表76热学GB/T3772-1998铂铑10-铂热电偶丝GB/T1598-1998铂铑13-铂热电偶丝GB/T2902-1998铂铑30-铂铑6热电偶丝GB/T16701.2-1996热电偶材料实验方法第2部分:廉金属热电偶丝热电动势测量方法GB/T16839.2-1997热电偶第2部分:允差JB/T9238-1999工业热电偶技术条件GB/T3386-1988工业过程测量和控制系统用电动和气动模拟记录仪和指示仪性能评定方法GB/T13639-2006工业过程测量和控制系统用模拟输入数字式指示仪GB/T5170.1-1995电工电子产品环境试验设备基本参数检定方法总则GB/T5170.2-1996电工电子产品环境试验设备基本参数检定方法温度试验设备GB/T5170.5-1996电工电子产品环境试验设备基本参数检定方法湿热试验设备GB/T5170.8-1996电工电子产品环境试验设备基本参数检定方法盐雾试验设备高精度线纹尺2名称全部项目绝对测距静态空间坐标全部项目全部项目全部项目1309130313031308领域代码1309检测标准(方法)名称及限制范围及说明77热电偶全部项目1501数字温度指78示与控制仪全部项目150279全部项目1519序号产品/产品类别低温恒温槽80恒温水槽恒温油槽81工业铂铜热电阻辐射温度计82热像仪部分项目1502全部项目1501全部项目1504项目/参数序号名称领域代码检测标准(方法)名称及低温恒温槽技术条件JB/T5377-1991恒温水槽技术条件JB/T9518-1999恒温油槽技术条件OIMLR842004铂、铜、镍电阻温度计(工业和商业用)JB/T9240-1999比色温度计E1256-1995辐射温度计(单波段)标准测试方法GB/T19870-2005工业检测型红外热像仪GB/T19146-2003红外人体表面温度快速筛检仪通用技术条件E1965-1998(2003)间歇确定人体温度的红外温度计标准规范EN12470-5(E)2003医用温度计-5:红外耳温计性能JJF1107-2003测量人体温度的红外温度计校准规范只测:温度范围(-50~1400)℃不做:热像仪NETD(噪声等效温差)限制范围及说明红外温度筛检仪83红外耳温计红外体温计部分项目1501不能做:临床准确性、临床重复性、材料安全性力学84全部项目1320JB/T7393-1994活塞式压力计OIMLR1101994(E)活塞压力计JB/T6803.1-1993液体压力计一般杯形、U形压力计JB/T6803..2-1993液体压力计精密杯形、U形压力计JB/T7392-1994数字压力表JB/T5528-1991压力表刻度及划分OIMLR1091993(E)弹性元件压力表和压力真空表(标准表)OIMLR1011991(E)弹性元件压力表和压力真空表(一般表)刻度与划分85全部项目132086全部项目132087压力表全部项目1320序号产品/产品类别项目/参数序号名称全部项目全部项目领域代码13191319检测标准(方法)名称及JB/T6800-1993补偿微压计GB/T17614.1-1998工业过程控制系统用变送器第一部分:性能评定方法GB/T17614.2-1998工业过程控制系统用变送器第二部分:检查和例行试验导则JB/T9276-1999倾斜式微压计JB/T7463-2005热阴极电离真空计JB/T6873-2005热偶真空计JB/T9246-1999涡轮流量传感器JB/T9248-1999电磁流量计JB/T9249-1999涡街流量传感器CJ/T3063-1997给排水用超声流量计(传播速度差法)全部项目1316JB/T9255-1999玻璃转子流量计JB/T9242-1999容积式流量计通用技术条件GB/T6968-1997膜式煤气表ISO5167:1991流量测量节流装置ISO/DID10790:1991科里奥利质量流量计GB/T778.1-1996冷水水表第1部分:规范GB/T778.2-1996冷水水表第2部分:安装要求GB/T778.3-1996冷水水表第3部分:试验方法和试验设备限制范围及说明88血压计(表)89补偿微压计工业过程控90制系统用压力变送器全部项目13209192倾斜式微压计热阴极电离真空计涡轮流量传感器电磁流量计涡街流量传感器给排水用超声流量计全部项目全部项目全部项目13202220222093热偶真空计94玻璃转子流量计容积式流量计膜式煤气表流量测量节流装置科里奥利质量流量计95冷水水表全部项目1316序号96产品/产品类别热量表机动车燃油加油机量杯量筒滴定管单标线容量瓶分度吸量管98单标线吸量管活塞式移液器全部项目1312项目/参数序号名称全部项目领域代码1316检测标准(方法)名称及GB/T12803-1991实验室玻璃仪器量杯GB/T12804-1991实验室玻璃仪器量筒GB/T12805-1991实验室玻璃仪器滴定管GB/T12806-1991实验室玻璃仪器单标线容量瓶GB/T12807-1991实验室玻璃仪器分度吸量管GB/T12808-1991实验室玻璃仪器单标线吸量管ISO/DIS8655-2:2002活塞式移液器GB/T1962.1-2001注射器、注射针及其医疗器械6%(鲁尔)圆锥接头第1部分:通用要求;GB/T1962.2-2001注射器、注射针及其医疗器械6%(鲁尔)圆锥接头第2部分:锁定接头NIST美国标准技术研究院技术手册105-319973.颈部具有刻度的容量工作标准的规范和允差OIMLR761992(E)非自动衡器GB/T7722-2005电子台案秤GB/T335-2002非自动指示秤GB/T11884-2004弹簧度盘秤OIMLR1071997(E)非连续累计自动衡器QB/T1078-2004非连续累计自动衡器(累计料斗秤)限制范围及说明只测:(0.002~336)m/h(10~85)℃97全部项目1312注射器、注射针99标准金属量器全部项目1312100非自动衡器全部项目1318101非连续累计自动衡器全部项目1318序号产品/产品类别项目/参数序号名称全部项目全部项目全部项目领域代码131813181318检测标准(方法)名称及GB/T7721-1995电子皮带秤EJ/T784–1993核子皮带秤OIMLR511996(E)自动分检衡器OIMLR612004(E)重力式自动装料衡器QB/T2501–2000重力式自动装料衡器OIMLR1342001动态公路车辆自动衡器OIMLR1112004(E)E1、E2、F1、F2、M1、M1-2、M2、M2-3、M3级砝码GB/T4167-19841-5等砝码OIMLR761992(E)非自动衡器GB/T7724–1999称重显示控制器OIMLR76-1992非自动衡量仪器GB/T4168-1992非自动天平杠杆式天平GB/T7898-1987杠杆式吨位天平QB/T2087-1995架盘天平OIMLR60-2000称重传感器计量规程GB/T7551-1997称重传感器GB/T16491-1996电子式万能试验机GB/T2611-1992试验机通用技术要求GB/T3159-1992液压式万能试验机GB/T16826-1997电液式万能试验机限制范围及说明连续累计自动衡器102电子皮带秤103核子皮带秤104自动分检衡器重力式装料衡器105全部项目1318动态公路车106辆自动衡循环链码、砝码全部项目1318107全部项目1318称重显示控108制器全部项目1318109非自动天平全部项目1318110称重传感器全部项目1318电子式万能试验机111液压式万能试验机电液式万能试验机全部项目1323序号112产品/产品类别扭矩扳子/扭矩改锥项目/参数序号名称全部项目全部项目领域代码13251325检测标准(方法)名称及JB/T5483-1991标准扭矩仪技术条件JB/T6876-1993转矩转速传感器JB/T6877-1993转矩转速测量仪JB/T2104-2002油压式千斤顶JG/T5028-1993预应力用液压千斤顶GB/T17394-1998金属里氏硬度计试验方法GB/T4340.2–1999金属维氏硬度试验第2部分:硬度计检验JB/T5220-1991转速数字显示仪全部项目1324JB/T5221-1991接触式手持数字转速表GB15082-1999汽车用车速表1123雷达测速仪120(含检定装置)4567风速微波发射频率误差测速范围测速误差最大作用距离微波安全模拟速度范围模拟速度误差转速1324GB/T10901-2005离心机性能测试方法只测(20-50000)r/min1324GA297-2001机动车测速仪通用技术条件OIMLR91(1990E)机动车雷达测速仪JIST8202-1997一般用途风速计GB/T18204.15-2000公共场所风速测定方法只测(0.1~32)m/限制范围及说明113标准扭矩仪转矩转速传114感器全部项目1325115千斤顶金属里氏硬度计计仪全部项目1323116全部项目0301117全部项目0301118字转速表119风速仪表只测某、K、Ka波段121离心机1序号声学122声级计全部项目140102OIMLR58:1998声级计OIMLR88:1998积分平均声级计IEC61672-1:2002声级计IEC60942:2003电声-声校准器OIMLR102:1992声校准器GB/T15173-1994声校准器OIMLR104:1993纯音听力计GB/T7341.1-1998听力计第一部分:纯音听力计OIMLR130:2001倍频程和1/3倍频程滤波器GB/T3241-1998倍频程和分数倍频程滤波器GB/T7966-1987声学0.5~10MHz频率范围内超声声功率的测量GB/T14368-1993声学标准超声功率源IEC61094-4:1995工作用标准传声器规范IEC61094-5:2001用比较法对工作标准传声器声压校准方法GB/T6882-1986声学噪声源声功率级的测定消声室和半消声室精密法GB/T6881.1-2002声学声压法测定噪声源声功率级混响室精密法IEC61672-1:2002声级计IEC61094-2:1992采用互易技术对实验室标准电容传感器进行校准的精密方法IEC60318-1:1998校准贴耳式耳机用的耳模拟器产品/产品类别项目/参数序号名称领域代码检测标准(方法)名称及限制范围及说明123声校准器全部项目140105124听力计全部项目140109125全部项目1401126源器全部项目1401127全部项目1401128全部项目1401129声室全部项目1404130131混响室仪全部项目全部项目14041401132器133仿真耳全部项目1401全部项目1401序号134产品/产品类别仿真乳突项目/参数序号名称全部项目领域代码1401检测标准(方法)名称及GB/T18694-2002无损检测超声检验探头及其声场的表征GB/T11344-1989接触式超声波脉冲回波法测厚JG/T5004-1992混凝土超声波检测仪限制范围及说明超声波测厚仪全部项目1401全部项目全部项目14011401高阻计高压高值电阻器全部项目全部项目04100402JB/T5466-1991高阻计DL/T845.1-2004电阻测量装置通用技术要求第一部分:电子式绝缘电阻表GB4793.1-1995测量、控制和试验室用电气设备的安全要求第1部分:通用要求GB/T9091-1988感应分压器GB/T11151-1989交流电桥耐电压测试140仪141感应分压器交流电桥142电阻比电桥测量电阻用直流电桥标准模拟143应变量校准器144电阻应变仪145标准电容器全部项目全部项目04110406全部项目0411GB/T3412-1994电阻比电桥GB/T3930-1983测量电阻用直流电桥全部项目全部项目全部项目101510150404JB/T6261-1992电阻应变仪技术条件GB/T9090-1988标准电容器GB/T8554-1998电子和通信设备用变压器和电感器测量方法及试验程序GB/T14860-1993通信和电子设备用变压器和电感器总规范IEC477-2(1979)第二章实验室交流电阻GB/T11149-1989标准电容箱146标准电感器(箱)全部项目0406147交流电阻器(箱)全部项目全部项目04020404148标准电容箱序号产品/产品类别项目/参数序号名称领域代码检测标准(方法)名称及GB/T15637-1995数字多用表校准仪通用技术条件GB/T17215.211-2006交流电测量设备通用要求GB/T17215-19981级和2级静止式交流有功电能表GB/T17883-19990.2S级和0.5S级静止式交流有功电能表GB/T17882-19992级和3级静止式交流无功电能表IEC62052-11交流电能表-通用要求IEC62052-11-2003试验和试验条件第11部分测量设备IEC62053-11交流电能表-特殊要求-机电式交流有功电能表(0.5,1和2级)IEC62053-21交流电能表-特殊要求-静止式交流有功电能表(0.2S和0.5S级)IEC62053-22交流电能表-特殊要求-静止式交流有功电能表(1和2级)IEC62053-23交流电能表-特殊要求-静止式交流无功电能表(2和3级)限制范围及说明149LCR阻抗测量仪(表)全部项目0410150151多功能标准源全部项目全部项目04100409152电能表全部项目0410153电能表检定装置全部项目0410GB/T17215.211-2006交流电测量设备通用要求序号产品/产品类别项目/参数序号123154电能质量分析仪名称谐波电压谐波电流谐波功率4谐波相位领域代码检测标准(方法)名称及GB/T14549-1993电能质量公用电网谐波GB/T15543-1995电能质量三相电压允许不平衡度IEC61000-4-30电磁兼容试验和测量技术-电能质量测量方法4谐波相位IEC61000-4-7电磁兼容试验和测量技术-供电系统及所联设备谐波和谐间波测量及测量仪器导则GB/T14549-1993电能质量公用电网谐波GB/T15543-1995电能质量三相电压允许不平衡度HG/T2347.1-1992γ.Fe2O3磁粉及其测定方法HG/T2347.2-1992γ.Fe2O3磁粉磁性能测量方法GB/T15120.2-1994识别卡记录技术CAS115-2005保健功能纺织品GB/T14307-1993录像磁带性能测量方法GB/T7309-2000盒式录音磁带通用规范GJB21.3A-1992遥测标准磁带记录仪限制范围及说明闪变和电压跌落不做5123谐波功率标155准三相电压对称度谐波电压谐波电流谐波功率闪变和电压跌落不做5三相电压对称度156磁粉、磁带、磁卡材料磁特性0405157磁性纺织物盒式录像磁带盒式录音磁159带158160磁带记录仪161电导率标块、样品涡流电导率仪表面磁感应强度全部电特性项目电特性全部项目电导率040504050405GB/T11007-1989电导率仪试验方法162电导率序号产品/产品类别项目/参数序号名称领域代码检测标准(方法)名称及GB/T13789-1992单片电工钢片带磁性能测量方法GB/T3658-1990软磁合金交流磁性能测量方法GB/T3657-1983软磁合金直流磁性能测量方法GB/T3656-1983电工纯铁磁性能测量方法GB/T3217-1992永磁(硬磁)材料磁性试验方法限制范围及说明163电工钢片(带)全部项目0405164软磁材料2交流特性0405直流特性0405165永磁材料全部项目0405无线电GB4343.1-2003电磁兼容家用电器、电动工具和类似器具的要求第一部分:发射GB9254-1998信息技术设备的无线电骚扰限值和测量方法GB4343.1-2003电磁兼容家用电器、电动工具和类似器具的要求第一部分:发射IEC61000-4-3:2006电磁兼容性.第4-3部分:试验和测量技术.辐射、射频和电磁场的抗扰性试验GB/T17626.3-2006电磁兼容试验和测量技术射频电磁场辐射抗扰度试验IEEEStd299-1997测量电磁屏蔽有效性的标准方法GB/T12190-2006电磁屏蔽室屏蔽效能的测量方法家用和类似用途电动、电热器具、电动工具以及类似电器、工科医、电工、电子产品、信息技术设备、166电子调光设备、电视和声音信号电缆分配系统、声音和电视广播接收机及有关设备、屏蔽室及暗室传导干扰电压04012传导干扰功率04013辐射敏感度04274屏蔽室的屏蔽效能0428序号产品/产品类别项目/参数序号名称领域代码检测标准(方法)名称及GB/T17626.2-1998电磁兼容试验和测量技术静电放电抗扰度试验IEC61000-4-4:2004-07电磁兼容性(EMC).第4-4部分:试验和测量技术.电快速瞬变/猝发抗扰度试验GB/T17626.4-1998电磁兼容试验和测量技术电快速瞬变脉冲群抗扰度试验IEC61000-4-5:2005-11电磁兼容性(EMC).第4-5部分:试验和测量技术.电涌抗扰试验试验和测量技术浪涌(冲击)抗扰度试验IEC61000-4-11:2004-03电磁兼容性(EMC).第4-11部分:试验和测量技术.电压暂降、短时中断及电压变化抗扰度试验GB/T17626.11-1998电磁兼容试验和测量技术电压暂降、短时中断与电源变化抗扰度试验IEC61000-4-28:2002-07电磁兼容性(EMC).第4-28部分:试验和测量技术.电源频率变化和抗扰试验GB/T17626.28-1998电磁兼容试验和测量技术电源频率变化抗扰度试验限制范围及说明5静电放电抗扰度0403家用和类似用途电动、电热器具、电动工具以及类似电器、工科医、电工、电子产品、信息技术设备、166电子调光设备、电视和声音信号电缆分配系统、声音和电视广播接收机及有关设备、屏蔽室及暗室6电快速瞬变脉冲群抗扰0403度7浪涌(冲击)0403抗扰度8电压暂降﹑短时中断和0426电压变化抗扰度9电源频率0423变化抗扰度序号产品/产品类别项目/参数序号名称领域代码检测标准(方法)名称及IEC61000-4-9:2001-03电磁兼容性.第4-9部分:试验和测量方法.脉冲磁场抗扰试验GB/T17626.9-1998电磁兼容试验和测量技术脉冲磁场抗扰度试验GB4343.1-2003家用电器、电动工具和类似器具的要求第一部分:发射IEC61000-3-2:2001电磁兼容性(EMC).第3-2部分:限值.谐波电流发射限值(设备输入电流为每相16A)GB17625.1-2003电磁兼容限值谐波电流发射限值(设备每相输入电流416A)GB17625.2-1999电磁兼容限值对额定电流不大于16A的设备在低压供电系统中产生的电压波动和闪烁的限制GB/T16821-1997通信用电源设备通用试验方法GB/T14715-1993信息技术设备用不间断电源通用技术条件YD/T1095-2000通信用不间断电源-UPSGB/T6510-1996电视和声音信号的电缆分配系统GB/T14710-1993医用电气设备环境要求及试验方法限制范围及说明10家用和类似用途电动、电热器具、电动工具以及类似电器、工科医、电工、电子产品、信息技术设备、166电子调光设备、电视和声音信号电缆分配系统、声音和电视广播接收机及有关设备、屏蔽室及暗室工频磁场抗扰度042111脉冲磁场抗扰度042112断续骚扰电压0403。
各国量具标准对照
GB 1217 GB 1218 GB 8061 GB 1219 GB 6309 GB 6310 GB 8123 GB 8122
GB 4755 GB/T 6320 NF EN ISO 3650 ASME B89.1.9 GB 6093
NF E11-
JB/T 10036
JB/T 10036 062/068
EN ISO 10360 EN ISO 10360-1 EN ISO 10360-2 EN ISO 10360-3 EN ISO 10360-4 EN ISO 10360-5 EN ISO 10360-6 ISO 4291 ISO 6318 ISO 1101 Draft
ISO 10360-2
28 29 30 31
VDI/VDE 2617 Bl.6 VDI/VDE 2617 Bl.6 Jan-36 Feb-36 EN ISO 5436-1 EN ISO 5436-2 EN ISO 4287
B 0659-1
B 0601 B 0610 B 0631 B 0632 B 0633 B 0651 B 0670 B 0671-1 B 0671-2
B 0671-3
13565-3
26
B 0652
27
三坐标测量机的安装检查和定期 检查 (术语表) (用于尺寸测量的 CMM) (带有旋转台的 CMM) (用于扫描测量模式的 CMM) (采用多探针检测系统的 CMM) (高斯拟合要素计算过程中的误 差评定) 数显标尺 可通过测量半径的变化进行圆度 偏差评估的仪器(圆度仪) 千分尺台架 轮廓/形状的检验方法(用于形状 、方向、位置) TR B 003 B 7440-1 B 7440-2 B 7440-3 B 7440-4 5017 10360-1 10360-2 10360-3 10360-4 10360-5 10360-6 B 7450 B 7451 1001 ISO/TR 5460 5014 4291 6318
德国量具量仪标准

米制锥形外螺纹和配对圆柱形内螺纹-量规及检验
DIN 229-1:1982
莫氏圆锥塞规
DIN 229-2:1982
莫氏圆锥环规
DIN 230 -1:1982
带扁尾的莫氏圆锥塞规
DIN 230-2:1982
带扁尾的莫氏圆锥环规
DIN 234 -1:1982
公制圆锥塞规
DIN 234 -2:1982
DIN 2276 -2:1986
电子水平仪型式和技术要求
DIN 2277:1961
圆水准器
DIN 2278:1967
带ISO米制牙型螺纹用螺纹规排污槽
DIN 2279:2001
几何产品规范(GPS).ISO米制螺纹的量规.内外螺纹测量.概述、说明、标记、应用
DIN 2280:2001
几何产品规范(GPS).螺纹公称直径1至40mm的ISO米制螺纹用过端和不过端螺纹塞规
DIN 2222:1982
适用于DIN238T1钻夹锥柄的圆锥环规
DIN 2231:1982
公称直径为3~100mm的通、止端卡规测头
DIN 2232:1982
公称直径为3~100mm的通端卡规测头
DIN 2233:1982
公称直径为3~100mm的止端卡规测头
DIN 2239:1995
几何尺寸检验.工业长度检验用量规.要求和检验
DIN 4475 -1:1972
锥度为1:10和1:5的点焊电极轴用圆锥环规
DIN 4475 -2:1972
点焊电极接头轴用圆锥环规
DIN 4475 -3:1972
点焊电极轴的莫氏短锥用圆锥环规
DIN 4769 -1:1972
TESA Micro-Hite 3D 说明书

GeneralEN ISO 10360-2CMMwith movingbridge.Measuring systems alongwith air bearing guidingthe three axes.Measuringvolume(X/Y/Z):Machine version 454460 x 510 x 420 mm460 x 710 x 420 mmTESA-REFLEXMH3D:0,001 mm or0.00001 inManualormotorised(RC version only)Light alloymachine base;measuringtable in granite.Opto-electronicmeasuring systemsbased on incremen-tal glass scales0,039 µm(system)Manual version760 mm/sec.RC1 µm/pas, 10 or 20 mm/sec.Control Panel154 x 116 mmdisplay fieldwith illuminatedbackground7-decadedisplay (digits)plus sign forthe measured values.Icon-based graphic User’sinterface .RS232MPE(3 + 4 L/1000) µmMPE* L in mmQ-4500500Main Features•Motorised displacement in the three axes X/Y/Z at a selectable speed of 1 µm/step, 10 mm/sec. or 20 mm/sec.•Manual displacement in the three coordinate axes at the speed of 760 mm/sec.•Fine adjust device.•TESASTAR-i probe head, indexable.•TESA Reflex software learned in a few hours.•Joystick with integrated ZMouse.featuresOverall dimensions:(W x D x H) Machine version 454600 x 750 x 430 mm 600 x 990 x 430 mm Maximum weight:Versions 454 Versions 474 featuresMass(W x D x H) Machine version 454, manual 970 x 930 x 1620 mmMachine version 474, manual 970 x 1130 x 1730 mm Net weight: Versions 454/474= 210/315 kg (granite tables included).Gross weight 300/445 kg.Air pressure:3,9 bars(60 à 120 psi).Air absorption: 60 Nl/min.115 to 230 Vac ± 10%, 50 to 60 Hz20° ±1°C 13°C to 35°CShipping box(W x D x H) Version 454, manual 1100 x 1150 x 2200 mm Versions 474, manual + RC 1580 x 1400 x 2200 mmInspection report•ZMouse for significant time savings.•Manual displacement in the 3 coordinate axes.•Automatic reproduction of the manual machine displacement.•Displacement speed in automatic mode:200 mm/sec.•TESA-REFLEX Recorder application software.•TESASTAR-i indexable probe head.GeneralEN ISO 10360-2CMMwith movingbridge. Measuring systems along with air bearing guiding the three axes.Measuringvolume(X/Y/Z):440 x 490 x 390 mmTESA-REFLEXRecorder0,001 mm or0.00001 inManualprobingmovements. Manual or motorised execu-tion of a part programme.Light alloymachine base;granite measuringtable.Opto-electronicmeasuring systemsbased on incremen-tal glass scales0,039 µm(system)Manual version760 mm/sec.Motorised version:200 mm/sec. Control Panel154 x 116 mmdisplay fieldwith illuminated background7-decadedisplay (digits)plus sign forthe measured values.Icon-based graphical User interface.RS232Manual mode:MPE(3 + 4 L/1000) µm MPEP= 3 µmMotorised mode03939020featuresOverall dimensions:(W x D x H) 600 x 750 x 430 mmMaximum weight: 227 kgCMM-oriented featuresMass(W x P x H) 1030 x 1100 x 1680 mmNet weight: 225 kg(granite table included). Table alone: 99 kg.Air pressure:3,9 bars(60 à 120 psi).Air absorption: 60 Nl/min.115 to 230 Vac ±10%, 50 to 60 Hz.Air absorption: 0,3 to 0,7 A20°C ±1°C 13°C to 35°CShipping box (W x D x H) 1350 x 1350 x 2200 mmInspection report EN ISO 10360-2TESASTAR probe head。
ISO 10360讲解

ISO 10 360
坐标测量机的验收检测和复检检测
ISO 10 360 标准在1994年开始实施。这个标准说明了坐标测量机性能检测的 基本步骤。 以下几页可作为理解该标准的入门知识。 为了读者容易理解,这里简化了一些概念和术语的描述。 虽然 ISO 10 360 标准是国际普遍接受的标准,但是仍然有一些测量机制造商 依据其他过时的标准来检测测量机,如:VDI/VDE 2617(德国)或B89(美 国)。 只有当用户使用基于ISO 10 360的标准规范时,他们才能比较来自不同的制 造商的测量机之间的性能差异。 可以 通过 www2.beuth.de 从 Beuth 出版社获得原始的包含范例的 ISO标准。
JR - 3/2003
Leitz Messtechnik GmbH - Wetzlar, Germany
2 / 14
ISO 10 360-2
测量线性尺寸和形状的坐标测量机
长度测量示值误差 E
空间探测误差 P
- 在空间7个位置,测量一组包含五种长度的块规, 每种长度测量三次。 - 总共的测量次数:5x3x7=105. - 所有测量结果必须在规定范围内。
JR - 3/2003
305±0.025 500 ±0.030
385 ±0.020 0.015
0.01
240
0.01
Leitz Messtechnik GmbH - Wetzlar, Germany
4 / 14
ISO 10 360-3
配置转台轴线为第四轴的坐标测量机
球 B (0,0,0) 转台误差: 径向 FR – 切向 FT – 轴向 FA
Ø100
H7
305±0.025 500 ±0.030
长度测量仪各国标准对照表
3274
EN ISO 12179
NF EN 3274
(具有分层功能特性的表面的特性评估-滤波处理和一般测量条件)
B 0671-1
13565-1
EN ISO 13565-1
NF EN ISO 13565-1
(具有分层功能特性的表面的特性评估-利用线性材料比率曲线表述高度特性)
B 0671-2
NF E11-101
GGG
P-463C
铸铁 GB 4986
JB/T 7974
岩石
GB 4987
JB/T 7975
20
平面平晶
B 7430
58161-1
58161-2
GGG
O-635A
21
平行平晶
B 7431
22
测微显微镜
B 7150
Witddrawn
1999
58889
23
测量显微镜
B 7153
VDI/VDE 2617 Bl.6
13565-2
EN ISO 13565-2
NF EN ISO 13565-2
(具有分层功能属性的表面的特性评估-利用材料概率曲线表述高度特性)
B 0671-3
13565-3
EN ISO 13565-3
NF EN ISO 13565-3
26
光波干涉式表面粗糙度测量仪
B 0652
27
三坐标测量机的安装检查和定期检查
4
游标类卡尺
游标卡尺(刻度:0.1,0.05mm)
B 7507
3599
862
XP E11-091
GGG
C-111C
GB/T1214.2
注塑上料机en标准-概述说明以及解释

注塑上料机en标准-概述说明以及解释1.引言1.1 概述引言部分的概述是文章的开篇,用以介绍读者将要阅读的内容和主题。
在本文的大纲中,引言部分包含了概述、文章结构以及目的。
概述部分旨在简要描述注塑上料机en标准的背景和重要性。
注塑上料机是一种在注塑过程中用于将塑料原料送入注塑机的设备。
它的作用是确保注塑机能够按照预定的工艺要求准确、稳定地将塑料材料注入模具中,从而制造出高质量的塑料制品。
在注塑过程中,上料机的性能对最终产品的质量和生产效率有着重要影响。
在国际贸易中,EN标准是指欧洲标准,是欧盟成员国制定的一系列技术规范。
EN标准在注塑上料机领域中的应用,旨在为制造商、供应商和使用者提供一个统一的技术标准框架。
这些标准涵盖了注塑上料机的设计、制造、性能、安全等方面。
通过遵循EN标准,制造商能够确保其产品符合国际质量标准,提高产品竞争力。
本文将就注塑上料机en标准的应用进行详细探讨。
首先,我们将介绍注塑上料机的定义和作用,以便读者对其有一个清晰的认识。
之后,我们将重点探讨en标准在注塑上料机中的具体应用,包括标准的内容、标准对注塑上料机性能的影响等方面。
最后,我们将总结注塑上料机en标准的重要性,并对未来的发展进行展望。
通过本文的阅读,读者将能够了解到注塑上料机的基本概念和作用,以及EN标准在该领域中的应用。
希望本文能为读者提供一些有益的信息,对于注塑上料机的设计、制造和应用有所帮助。
1.2 文章结构文章结构部分应包括以下内容:文章结构部分的主要目的是向读者介绍整篇文章的组织结构和各个部分的内容。
通过清晰的结构,读者可以更好地理解文章的主题和论点,并能够有条理地获取所需的信息。
本章将对整篇文章的结构进行表述,以便读者更好地理解文章的内容安排。
本文的结构主要分为三个部分:引言、正文和结论。
引言部分将为读者提供文章的背景和基本信息,概述注塑上料机en 标准的重要性,明确本文的目的和意义。
正文部分包含了对注塑上料机的定义和作用的介绍以及en标准在注塑上料机中的应用。
ISO10360-2010关于CMM精度指标中文翻译

Carl Zeiss IMT GmbH, Alessandro Gabbia, MES-SV
22.05.2013
22
什么是CMM技术规格?
一般术语 探针和探测系统术语 CMM操作和扫描术语 CMM误差或示值误差术语 标准器 要素和软件的术语
Carl Zeiss IMT GmbH, Alessandro Gabbia, MES-SV 22.05.2013 23
Vocabulary词汇定义 CMMs used for measuring linear dimensions用于测量线性尺寸的坐标测量机 CMMs with the axis of a rotary table as the fourth axis配置转台的轴线为第四轴的坐标测量机 CMMs used in scanning measuring mode在扫描模式下使用的坐标测量机 CMMs using single and multiple stylus contacting probing systems使用多探针探测系统的坐标测量机 CMMs equipped with imaging probing systems配置影像探测系统的坐标测量机 CMMs with optical distance sensors配置光学距离传感器的坐标测量机 CMMs with multiple probing systems配置多探头系统的坐标测量机
竞争对手的技术参数
7
8
其他信息
结论
Carl Zeiss IMT GmbH, Alessandro Gabbia, MES-SV
22.05.2013
2
为什么我们需要 CMM技术参数
Carl Zeiss IMT GmbH, Alessandro Gabbia, MES-SV
iso10360-12标准

iso10360-12标准ISO10360-12标准是关于机床精度测试的国际标准,它规定了使用机床对工件进行测量时需要遵守的规范。
这个标准的制定旨在确保机床的性能和精度能够满足工业生产的要求,从而保证生产出来的零部件符合设计要求。
ISO10360-12标准的主要内容包括对测量设备的要求、测量程序的规范以及数据处理和报告的要求等方面。
在机床精度测试过程中,必须使用符合ISO10360-12标准的测量设备,并按照标准规定的程序进行测量。
同时,在数据处理和报告方面,也必须严格按照标准的要求进行操作,以确保测量结果的准确性和可靠性。
遵守ISO10360-12标准对于机床制造商和使用者来说都是非常重要的。
对于机床制造商来说,只有确保自己的机床能够符合ISO10360-12标准的要求,才能够提高产品的品质和竞争力。
而对于机床使用者来说,只有按照标准的要求进行机床精度测试,才能够确保生产出来的零部件符合设计要求,从而提高生产效率和产品质量。
除了对机床制造商和使用者来说,ISO10360-12标准的制定也对整个机床行业具有积极的推动作用。
通过遵守这个标准,可以促进机床行业的标准化和规范化发展,提高整个行业的技术水平和竞争力。
同时,ISO10360-12标准的推广也有助于提升国际机床行业的声誉和地位,促进各国之间的技术合作和交流。
总的来说,ISO10360-12标准的制定和推广对于机床行业的发展具有重要意义。
只有遵守这个标准,才能够确保机床的性能和精度能够满足工业生产的要求,从而提高产品的品质和竞争力。
希望机床制造商和使用者都能够重视ISO10360-12标准,积极遵守并推广这个标准,共同推动机床行业的发展和进步。
海克斯康精度补偿软件测量软件系统

7
M. Marasso
Gennaio 2014
ISO 10360-2 - Errore di misura di lunghezza con offset pari a zero E0
Apparecchiatura di misura(6.3.2)
Lunghezza del campione piùlungo per ogni posizione almeno 66% dellacorsa nella direzione di misurazione(nuovo!)
Escursione di ripetibilità dell’errore di misura di lunghezza R0 (3.5):
escursione (massimo meno minimo) di tre errori di misura di lunghezza
r(Einpurerotouvotrie,!)m: issucroatsitcaomneunntaoCdMalMvcaolonreoffnsoemt dinalal’alessdei udenl ccaanlibnroottotapraartioa.zero. le misurazioni di prova determinano deglierrori.
dall’asse del cannotto pari adL.
Errore massimo ammesso per la misurazione di lunghezza EL,MPE (3.6): valoreestremodell’erroredimisuradilunghezzaELconsentitodaspecifiche.
o Nuovasimbologia o Ammessi nuovicampioni o Inserite nuove prove e molti nuovirequisiti o Prova del sistema tastatore spostata nella ISO 10360-5:2010
en61000安规标准
en61000安规标准EN 61000安规标准是一套关于电磁兼容性的国际标准,由欧洲电工标准化委员会(CENELEC)制定并发布。
该标准旨在确保电气和电子设备在电磁环境中的正常工作,同时减少电磁干扰对其他设备的影响。
以下是对EN 61000安规标准的详细说明:一、概述EN 61000安规标准涵盖了电磁兼容性的多个方面,包括电磁干扰(EMI)和电磁抗扰度(EMS)。
这些标准适用于各种电气和电子设备,包括家用电器、工业设备、医疗设备、信息技术设备等。
通过遵循这些标准,制造商可以确保其产品在电磁环境中具有良好的性能,并满足国际市场和监管机构的要求。
二、标准分类1.EN 61000-1系列:基础标准和通用标准EN 61000-1-1和EN 61000-1-2是电磁兼容性的基础概念和定义的标准,提供了评估电气和电子设备电磁兼容性的基本方法和程序。
这些标准为后续的具体测试提供了指导和参考。
2.EN 61000-2系列:环境标准EN 61000-2系列标准主要关注电磁环境对设备的影响,包括电磁场的强度、频率等参数。
这些标准旨在确保设备在特定的电磁环境中能够正常工作,而不受干扰或损坏。
(注意:实际上,EN 61000-2系列并不存在。
可能是对标准编号的误解,通常我们讨论的是EN 61000的其他系列,如EN 61000-3、EN 61000-4等。
这里为了保持连贯性,我们假设存在一个虚拟的EN 61000-2系列,并将其解释为环境标准。
)3.EN 61000-3系列:限值标准EN 61000-3系列标准涉及到电源品质和稳定性的测量和控制。
这些标准规定了设备在电源输入端产生的电磁干扰的限值,以确保设备的正常工作不会对电网造成过大的干扰。
同时,这些标准还规定了设备对电源波动的抗扰度要求,以确保设备在电源质量较差的环境中也能正常工作。
4.EN 61000-4系列:测试方法和测量技术EN 61000-4系列标准涉及到各种类型的电磁干扰测试方法和测量技术。
TESA MH3D 454和MH3D 474坐标测量机说明书

C o o r d i n a t e M e a s u r i n g M a c h i n e sMH3D DualMH3D 454MH3D 474HH-MI-MHA-MHH-MI HeadHH-T Head HH-MI-M Head00000Displacement mmFine adjust device Software Measuring Maintenance Warranty EN ISO 10360-20,001 mm or 0.00001 in Opto-electronic measuring systems based on incremental glass scales 760 mm/sLight alloy machine base; measuring table in granite115 to 230 VAC ± 10 %, 50 to 60 Hz.Absorption 0,3 to 0,7 A Air pressure: 3,9 bars (60 to 120 psi).Air absorption: 60 Nl/min.13°C to 35°CShipping box (W x D x H) : 1100 x 1150 x 2200 mm (for machine version 454) 1580 x 1400 x 2200 mm (for machine version 474)Inspection report 154 x 116 mm display field with illuminated backgroundMeasuring volume (X/Y/Z): 460 x 510 x 420 mm (machine version 454) 460 x 710 x 420 mm (machine version 474)Maximum dimensions for measured parts: (W x D x H) : 600 x 750 x 430 mm (for machine version 474)CMM with moving bridge. Measuring systems along with air bearing guiding in the three coordinate weight:Versions (454/474) = 210/315 kg (granite tables included).Tables alone : 99/120 kg. Version 474 : 200 kg 20° ± 1°CMPEE* = (3 + 4 L/1000) μm MPEP = 3 μm * L in mm 0,039 μm (system)ManualIt is also possible to order a CMM including a HH-MI-M probe head.03939040MH3D 454 (HH-T)manual 454No TESA-REFLEXMH3D03939041MH3D 454 (HH-M)manual 454No TESA-REFLEXMH3D03939042MH3D-F 454 (HH-T)manual 454Yes TESA-REFLEXMH3D03939043MH3D-F 454 (HH-MI)manual 454Yes TESA-REFLEXMH3D03939240MH3D 474 (HH-T)manual 474No TESA-REFLEXMH3D03939241MH3D 474 (HH-M)manual 474No TESA-REFLEXMH3D03939242MH3D-F 474 (HH-T)manual 474Yes TESA-REFLEXMH3D03939243MH3D-F 474 (HH-MI)manual 474Yes TESA-REFLEXMH3D03939267MH3D Dual 454(HH-T)manual, motorised, automatic454TESA-REFLEX DualHH-T On request 03939268MH3D Dual 454(HH-MI-M)manual, motorised, automatic454TESA-REFLEX DualHH-MI-M On request 03939269MH3D Dual 454manual, motorised, automatic454TESA-REFLEX DualHH-MI On requestDisplacementmm SoftwareMaintenance agreement Warranty MH3D DUALDisplacement: manual or motorised Program recall: manual or automatic Program creation: learningMMT automaticMotorised CMM Displacement: motorised Program recall: automaticProgram creation: programmingMMT manualManual CMM Displacement: manual Program recall: manual Program creation: manualEN ISO 10360-20,001 mm or 0.00001 in Opto-electronic systems and incremen-tal glass scales Manual mode: 760 mm/s Motorised mode: 200 mm/s Light alloy machine base; granite measuring table.115 to 230 VAC ± 10 %, 50 to 60 Hz.Absorption: 0,3 to 0,7 A Air pressure: 3,9 bars (70 to 10 psi). Air ab-sorption: 60NI/min.13°C to 35°Cshipping box (WxDxH): 1350 x 1350 x 2200 mm inspection report 154 X 116 mm display field with illuminated background Measuring volume (X/Y/Z): 440 x 490 x 390 mmMaximum size of the measured part (W/D/H): 600 x 750 x 430mm CMM with moving bridge. Measuring systems along with air bearing guiding in the three axesNet weight 225 kg (granite table included).Table alone: 99 kg. Gross weight: 350 kg. 227 kg.20°C ± 1°C Manual mode: MPEE* = (3 + 4 L/1000) μm MPEP = 3 μm Moto-rised mode: MPEE* * L in mm 0,039 μm (system)Manual probing movements. Manual or motorised execution of a part program.Unidirectional, μm N EN ISO 10360-1Directions:± X, ± Y, +Z Free stylus travel: X/Y ±20°, Z + 6 mm-30°C to 60°C 10°C to 40°C Shipping boxInspection report with a declaration of conformityM3Manual03939020Head HH-THH-MI-M Head15°168Pas Position Unidirectional, μm N EN ISO 10360-1Each axis can be locked by means of 2 push-buttons -30°C to 60°C 10°C to 40°C Shipping box Inspection report with a declaration of conformity M8Indexation by increment of 15°Indexation on 168 positions. Probe orientation: A = 0° to 90° B = ± 180°Manualhh-Mi-M headThe HH-MI-M is a high-precision, indexable manual probe head which can be fitted with any type of accessories featuring a M8 coupling thread.HH-MI Head15°168Pas Position Unidirectional, μm NEN ISO 10360-1Directions: ± X, ± Y, +Z Free stylus travel: X/Y ± 20°, Z + 6 mm -30°C to 60°C 10°C to 40°C Shipping box Inspection report with a declaration of conformity Each axis can be locked by means of 2 push-buttons M3Indexation in increment of 15°Indexation on 168 positions. Probe orientation : A = 0° to 90° B = ± 180°Manual0,35 0,35 0,5 0,65 600 μA (external supply) 5 directions ± X, ± Y, +Z Free stylus travel: X/Y ± 14°, Z + 4 mm-10°C to 70°C 10°C to 40°CIP50 Shipping boxInspection report with a declaration of conformityM29,5 gμm N Colour03939074HP-T probe kit Standard probe 1 x LF + 1 x MF + 1 x SF + 1 x EF03939175Probe kit HP-TM N°1Magnetic probe 1x LF + 1x MF + 1x SF + 1x EF + body Probe kit HP-TM N°2Magnetic probe Probe kit HP-TM N°3Magnetic probe Probe kit HP-TM N°4Magnetic probe Probe kit HP-TM N°5Magnetic probe Probe kit HP-TM N°6Magnetic probe Probe kit HP-TM N°7Magnetic probe Probe kit HP-TM N°8Magnetic probe Probe kit HP-TM N°9Magnetic probeHP-TM-LF HP-TM-SF HP-TM-MF HP-TM-EFHP-TM probe body600 μA(external supply)5 directions ± X, ± Y, +Z Stylus tilting through X/Y ±14°, Z + 4 mm -30°C to 60°C 10°C to 40°C IP30Shipping packaging Inspection report with a declaration of conformity M2Triggering force: 10N13,6 g (probe body) 11 g (stylus)μm NCouleur600 μA(external supply)5 directions ± X,± Y, +Z Free stylustravel: X/Y ±22°,Z + 5,5 mm-10°C to 70°C10°C to 40°CIP50Shipping boxInspection reportwith a declarationof conformityM343 g Unidirectional, μm N Length of≤ 0,35Rod Drawing N° A mmØ mm L mm B mm gRod Drawing N° A mmØ mm L mm B mm gRod Drawing N° A mmØ mm L mm B mm g Rod Drawing N° A mmØ mm L mm B mm gRod Drawing N° A mmØ mm L mm B mm gRod Drawing N° A mmØ mm L mm B mm g Rod Drawing N° A mmØ mm L mm B mm gRod Drawing N° A mmØ mm L mm B mm gRod Drawing N° A mmØ mm L mm B mm gRod Drawing N° A mmØ mm L mm B mm gRod Drawing N° A mmØ mm L mm B mm g Rod Drawing N° A mmØ mm L mm B mm g Rod Drawing N° A mmØ mm L mm B mm gRod Drawing N° A mmØ mm L mm B mm gDrawing N°Kit N° 1,M2 03969086Kit N° 2,M203969087Kit N° 3, M2 +rigid probe03969089Kit N° 1,M303969101Kit N° 2, M3 +rigid probe0396904003969085Case for accessories1047866Stylus key M2 or M32049652Key2050697Tightening key for carbon fibre styli203969231Extension, inox, M2, L = 10 mm11103969232Extension, inox, M2, L = 20 mm11103969233Extension, inox, M2, L = 30 mm103969270Extension, carbone, M2, L = 40 mm103969044Extension, inox, M3, L = 10 mm11 03969045Extension, inox, M3, L = 20 mm11 03969054 5 way cross shaped stylus, inox, M21103969046 5 way cross shaped stylus, inox, M311 03969082 5 way cross shaped stylus, inox, M2103969201Stylus, inox, ruby ball tip, M2,Ø 1 mm, L = 10 mm103969202Stylus, inox, ruby ball tip, M2,Ø 2 mm, L = 10 mm1103969203Stylus, inox, ruby ball tip, M2,Ø 3 mm, L = 10 mm103969204Stylus, inox, ruby ball tip, M2,Ø 4 mm, L = 10 mm1103969212Stylus, inox, ruby ball tip, M2,Ø 2 mm, L = 20 mm2103969213Stylus, inox, ruby ball tip, M2,Ø 3 mm, L = 20 mm2103969221Stylus, carbide, ruby ball tip, M2,Ø 1 mm, L = 20 mm103969260Stylus,carbone ruby ball tip, M2,Ø 4 mm, L = 50 mm103969302Stylus, inox, ruby ball tip, M3,Ø 2 mm, L = 21 mm1103969303Stylus, inox, ruby ball tip, M3,Ø 3 mm, L = 21 mm1103969304Stylus, inox, ruby ball tip, M3,Ø 4mm, L = 21 mm1103969214Stylus, inox, ruby ball tip,Ø 4 mm, L = 20 mm103969047Rigid probe, Ø 6.35 mm1103969010Basic fixuring kit Is directly compatible with the inserts of the ganit tableof the coordinate measuring machine.machine.03969504Bronze SWIFTFIX Kit = 03969507 + 0396951003969505Silver SWIFTFIX Kit = 03969508 + 0396951003969506Gold SWIFTFIX Kit= 03969509 + 0396951003969507Bronze FIXTURE Kit Case Includes 46 fixuring elements, without baseplate03969508Silver FIXTURE Kit Case Includes 66 fixuring elements, without baseplate03969509Gold FIXTURE Kit Case Includes 93 fixuring elements, without baseplate 03969510400 x 400 SWIFTFIX Baseplate 400 x 400 x 12 mmadvanced Clamping systemAdvanced clamping kit is an easy-to-use system built around the vertical sup-ports to be screwed onto a base-plate. Other specific components are designed to be coupled to the extremity of the columns in order to optimise the flexibility of the device, obtain exactly the required heights and to lock at best the part to be03969009REFLEXSCAN 3D For reverse engineering04981004STAT-EXPRESS Machine To get real-time statistics04981001DATA-DIRECT For the collection and processing of measurementdata in real time03969065Extension M8, L = 50 mm–TESA–TESA fig.– ALESOMETRE– ALESOTEST–CAPA µ SYSTEM fig.–CARY–COMPAC–COMPAC fig.–COMPAC GENEVE fig.–DIAMASTER–DIGICO–DIGIT-CAL–DIGITMASTER–DURA-CAL–ETALON–ETALON fig.–ETALON SWITZERLAND fig.–IMICRO–INOTEST–INTERAPID–INTERAPID fig.–ISOMASTER–JUNIOR–JUNIOR fig.–MAGNA µ SYSTEM fig.–MERCER–MESOBOR–MICRO-HITE–MICROMASTER–µHITE fig.–POPCAL–ROCH FRANCE fig.–ROCTEST–RUGOSURF fig.–SHOPCAL–STANDARD GAGE fig.–TESA DIGITMASTER–TESA DUOTAST–TESA EAGLE fig.–TESA-HITE–TESA MEMO-HITE–TESA MICRO-HITE–TESA MULTI-GAGE–TESA-REFLEX–TESA SWISSCAL–TESA SWISSTAST–TESACAL–TESADIA–TESADIGIT–TESAMASTER–TESA-µHITE fig.–TESANORM fig.–TESASCAN–TESA-SCOPE–TESASET–TESASTAR–TESASTAR fig.–TESATAST–TESATRONIC–TESATRONIC MULTILINE–TESA-VISIO–TRI-O-BOR–TRIOMATIC–UNIMASTER–UNITEST–UNITEST fig.–VERIBORS W I T Z E R L A N DSWITZERLANDTraDeMarKs regisTereDin swiTzerlanD anD / or oTher CounTriesT R A D E M A R k S。
iso 10360 13标准

ISO 10360-13是一个关于坐标测量机的标准,它主要关注的是配置转台轴线为第四轴的坐标测量机的验收检测和复检检测。
该标准主要包含三个主要参数:长度测量允许示值误差(MPEE)、允许探测误差(MPEP);对于扫描测量,采用允许扫描探测误差(MPETHP)。
此外,ISO 10360-13还规定了其他一些具体的指标,如径向四轴误差(FR)、切向四轴误差(FT)、轴向四轴误差(FA)等。
以上信息仅供参考,如需获取更多详细信息,建议查阅ISO 10360-13国际标准的原版英文文档或相关论坛,也可咨询专业的国际标准化组织或国际标准起草专家。
深圳市汇川技术股份有限公司招标书【模板】
**市汇川技术股份有限公司招标书地址: **市**区宝城70区留仙2路鸿威工业园E栋联系人:杨军电话: ********传真: **********市汇川技术股份有限公司——_三坐标测量仪采购项目招标书**市汇川技术股份有限公司_三坐标测量仪项目进行公开招标,特邀请贵司前来投标。
Ⅰ招标邀请1、招标公告编号:_ HC-SCM-********AU1_2、项目名称:___三坐标测量仪_采购项目34、项目时间:2016年_04_月_28_日至_2016_年_7__月_30___日5、招标文件售价:免费6、招标文件发售方式及时间:__2016_年_04月_28_日起邮件yangjun@_索取。
7、投标截止时间:_2016_年_05月_23_日_17_:00。
8、投标地点:_**市**区宝城70区留仙2路鸿威工业园E栋—**市汇川技术股份有限公司__地址:___同上________电话:__******** __传真:__******** __电子邮箱:_yangjun@__联系人:_杨军__9、开标地点:同上10、开标时间:_2016_年_05_月_24__日_09___:00。
11、付款方式:月结30天。
12、招标人和中标人应当自中标通知书发出之日起30天内,根据招标文件和中标人的投标文件订立书面合同。
中标人无正当理由拒签合同的,或在签订合同时向招标人提出附加条件,招标人取消其中标资格;给招标人造成的损失超过投标保证金数额的,中标人还应当对超过部分予以赔偿。
13、.技术协议:参考附件七技术规格技术偏离表_Ⅱ投标须知1、投标费用:1.1投标方需承担与本投标有关的自身所发生的所有费用,包括标书准备、提交、以及其他相关费用。
无论投标结果如何,招标方不承担、分担任何相关类似费用。
1.2投标方在招标方规定日期免费获取招标书。
2、投标书组成及要求:2.1投标单位的投标文件应包括下列内容:2.1.1商务标部分(一式叁份,其中正本一份,副本贰份)包含以下内容:1)投标函(见附件格式_一_________________)2)投标书报价汇总表(见附件格式_二_________________)3)投标人企业情况表(见附件格式_三_________________)4)法人代表授权委托书(见附件格式_四_________________)5)主要材料和设备清单(设备构成清单)(格式投标方提供)6)设备备品清单(见附件格式_五_________________)7)设备质量、售后服务承诺条款(格式投标方提供)8)商务条款偏离表(见附件格式_六_________________)9)技术内容条款偏离表(见附件格式_七_________________)10)特别协议(见附件格式_八_________________)11)保密协议(见附件格式_九_________________)12)典型用户名单(投标方提供)特别要求或说明资格证明文件如:投标方公司营业执照(复印件)及税务登记证副本(复印件)投标方主要参项技术支持人员售后服务人员经验和简历(投标方提供)2.1.2将以上资料,技术标与商务标分开装入两个A4标准档案袋,封口处粘贴加盖了公章的封签,并标注为商务标或技术标,封条(密封条裁成21厘米*10厘米)密封。
桥式三坐标测量机安全操作手册
足够的照明
危险! 为能安全可靠地使用 KMG,需要有足够的照明。 - 在使用 KMG 之前应确保照明充足。
隔离工作区域
注意! 应将 KMG 四周的工作区域隔离起来。 隔离方式: - 在地上划标记线 - 使用防护链 - 光栅 - 踢脚链 尤其是在自动运行时应使用防护链。对于有些 KMG,采用光栅来隔离工作区域,如 UPMC1200。
专业人员的工作
- KMG 的安置 - KMG 上的维护工作 - 在电气装置如控制箱上作业 - 测量准备工作:调整工件,编制检验计划以及 CNC 程序。
KMG 上的潜在危险
移动
危险! 在进行 一切移动时都应万分小心。移动速度的快慢以及朝什么方向移动并不重要。 通过移动会带来以下潜在危险: - 躯体部分被挤压或剪切
因 KMG 有不同的制造系列,故须考虑到不同的安全问题。也即:并非所以提示都是针对您 的 KMG。
关于内容的简要说明:
- KMG 用于何种用途,要确保使用安全,必须满足哪些前提条件? 相关信息参见>第 1 章“引言”1-1 页。
- 您可以获得有关安全操作 KMG 的一般提示和特别提示。此外,您还将获悉,为获得最 高的测量精度,您须注意些什么? >第 2 章“KMG 使用提示”2-1 页。
探针系统
探头系统由多个部分组成:吸盘,探针,探针系统部件。在一个探针系统上可以安装一个或 多个探针。 在一个探针的末端有一个红宝石。 探针系统 的功能: - 由吸盘来支撑测头中的探针系统并将其精确定位。 - 用探针来触探工件。
探头
将探头插到顶尖套筒上。用于触探的探针系统装在探头下面。 必须小心地对待探头及探针系统。 探头的功能: - 支撑探针系统。 - 给探针系统精确定位。 - 采集探针系统的偏移值,并将信号传输给计算机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Marked with
are the maximum deviations.
Remark: Rotary table errors are always specified for „Rotary table and CMM“. The same rotary table used on different types of CMMs will have different specifications. 6
Test procedure 1. Fix spheres A and B on RT. (recom.: h = 400, r = 200mm).(1) 2. Measure sphere B and set center- point to zero (0,0,0). 3. Measure sphere A in 14 positons: 7 positions from 0° to 720° 7 positions from 720° to 0. 4. Measure sphere B in 14 positions: 7 from 0° to 720° 7 from 720° to 0° At the last position (28) measure sphere A one more time 5. Calculate range of X, Y and Z for A and B.
4
ISO 10360-3 – CMMs with the axis of a rotary table as the fourth axis
Rotary table Errors are: Radial Error FR - Tangential Error FT - Axial Error FA
6. Rotary table error - Radial FR = Max. range in X (A or B) Rotary table error - Tangential FT = Max. range in Y (A or B) Rotary table error - Axial FA = Max. range in Z (A or B)
Test procedure • A set of 5 length gauges is measured 3 times in 7 spatial positions. • Total number of measurements: 5 x 3 x 7 = 105 • 100% of results must be within the specification. • A reference sphere is measured with 25 evenly distributed points. • P = (Rmax - Rmin = Sphere form) Form error of the CMM
General remark: The ISO 10360 also uses the terms MPEE, MPEP, MPETHP etc. MPE stand for „Maximum Permitted Error“. In CMM metrology the specifications are colloquially referred to as just E, P, THP etc. 3
Not dealt with in this introduction
2
ISO 10360-2 CMMs used for measuring size
Volumetric Length Measuring Error E
Volumetric Probing Error P (Form Error of the CMM)
Acceptance and re-verification tests for Coordinate Measuring Machines. A brief introduction.
ISO 10360
Acceptance and re-verification Tests for Coordinate Measuring Machines (CMMs) Consisting of: ISO 10360-1 (2000): Vocabulary 1) ISO 10360-2 (2001): CMMs used for measuring size ISO 10360-3 (2000): CMMs with the axis of a rotary table as the fourth axis ISO 10360-4 (2000): CMMs used in scanning measuring mode ISO 10360-5 (2000): CMMs using multiple-stylus probing system ISO 10360-6 (1999): Estimation of errors in computing Gaussian associated features (1)
Volumetric Probing Error P describes the CMM error at all form inspections • Free Form Tolerances • Straightness • Flatness • Roundness • Cylindricity in single point modus.
EvaluatiBiblioteka n of a rotary table test according to ISO 10360-3
Position No. XA 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 Rotary Table Error 0 103 206 309 412 515 618 721 618 515 412 309 206 103 0 -103 -206 -309 -412 -515 -618 -721 -618 -515 -412 -309 -206 -103 0 401.6647 401.6632 401.6631 401.6625 401.6652 401.6648 401.6660 401.6646 401.6658 401.6635 401.6623 401.6649 401.6640 401.6638 401.6655 401.6628 FRA 3.7µm Test result: Rotary table error in radial direction Rotary table error in tangential direction Rotary table error in axial direction FR = FT = FA = 3.8µm 3.8µm 3.2µm Angle Test sphere A YA 0.0000 0.0011 -0.0016 -0.0014 0.0012 0.0009 -0.0011 -0.0018 -0.0015 0.0006 0.0003 -0.0011 0.0009 0.0004 -0.0013 0.0020 FTA 3.8µm ZA -398.276 -398.2285 -398.2270 -398.22 92 -398.2285 -398.2290 -398.2270 -398.2263 -398.2273 -398.2265 -398.2260 -398.2264 -398.2278 -398.2285 -398.2277 -398.2290 FAA 3.2µm XB 0,0000 0.0012 -0.0005 -0.0011 0.0014 0.0020 0.0001 -0.0010 0.0017 -0.0003 -0.0009 -0.0017 0.0011 0.0018 0.0005 -0.0018 FRB 3.8 Measured Coordinates for Test sphere B YB 0,0000 -0.0011 0.0005 0.0009 0.0014 0.0000 -0.0019 -0.0010 0.0016 0.0003 -0.0003 -0.0018 0.0004 0.0015 0.0004 -0.0009 FTB 3.5 ZB 0,0000 0.0015 0.0007 -0.0003 -0.0010 0.0002 0.0012 0.0012 0.0009 0.0013 -0.0008 -0.0003 0.0006 0.0004 0.0014 -0.0007 FAB 2.5
(1)
A brief introduction Since 1994 the ISO 10360 »Acceptance and re-verification Tests for Coordinate Measuring Machines« is in force. This standard describes the procedures to verify the performance of Coordinate Measuring Machines (CMMs). Before purchasing a CMM, it is important to get familiar with the basics of this standard. The following pages are intended as a guide through the ISO 10360. Some terms and definitions have been simplified for a more easy understanding. Although the ISO 10360 is an international accepted standard, there are still CMM makers who specify their CMMs according to other outdated national standards, such as VDI/VDE 2617 (German) or B89 (American). Only if customers insist on specifications based on ISO 10360, they can compare the performance of CMMs made by different manufacturers. The original ISO standards can be obtained for example through publishing house Beuth at www.beuth.de.