涂胶机的微机控制系统的设计
智能涂胶系统的设计与实现

智能涂胶系统的设计与实现摘要:涂胶工艺是总装工厂所涉及的主要工艺之一,其工艺牵涉着物料、工具、设备以及生产等多个环节。
以汽车发动机缸体的生产为例,在发动机缸体的制造过程中,在进行最终试漏工作之前,要压装堵盖,在这堵盖与工件之间铺有密封胶,如何将密封胶有效均匀地涂在工件的孔壁上,就需要用到涂胶系统。
很多家用电器的生产也会用到涂胶系统,在工业生产日趋繁盛的时代,只有不断提高涂胶工艺,才能在批量生产中保证生产效率和生产质量。
关键词:涂胶系统;智能化;设计;实现计算机技术的发展让很多劳动密集型产业开始向自动化和智能化方向发展,在产品的制造中,涂胶工序起着至关重要的作用。
在目前,我国尚有部分企业在采用传统的手工涂胶方法,由于工作的严谨性,在员工进行上岗之前需要有长时间的培训,加上手工涂胶容易发生涂胶量不均匀、产生起泡或者造成胶浪费等,不仅浪费了时间,还影响了涂胶质量。
因此,技术人员将工业机器人的研究投入到了涂胶领域,机器人以其较强的灵活性,在自动涂胶系统中发挥了重要的作用。
当前,应用最为广泛的是三自由度直角坐标机器人和六自由度串联机器人,可以完成手工涂胶难以完成的涂胶任务,不仅快速准确,更是避免了资源浪费,节省了成本,提高了效率。
1.涂胶机系统的分类1.1一般涂胶机这种涂胶机的操作简单,只按照一个运动轴做往返运动,仅限于对简单工作平面内的涂胶工作,无法进行曲面形状的涂胶工作。
1.2机械仿形涂胶机这种涂胶机是将喷枪安装在涂胶机内部的仿形导轨,这样就可以让喷枪在仿形导轨里面按照一定的轨迹来进行涂胶工作。
但这种涂胶机结构简单,适应性差,只能对固定形状和尺寸的工件来进行喷涂工作。
1.3软仿形涂胶机通常对工件进行涂胶工作,涂胶系统要完成对工件的喷涂工作需要三个轴同时运动,软仿形涂胶机充分利用了计算机技术,通过计算机软件来对涂胶机进行轨迹进行控制。
软仿形涂胶机具有强大的扩展性和通讯功能,可以针对不同的工件进行喷涂工作,适用于工业上的批量生产。
基于PLC的涂胶粘接生产线控制系统设计

1 系 统 结构 设 计
涂胶 粘接 生产 线 主要 由清洗 烘 干 、加强 圈 和镜 座涂 胶 粘接 、三层 常温 高 温 固化 线 、前 环 涂胶 粘 接 、
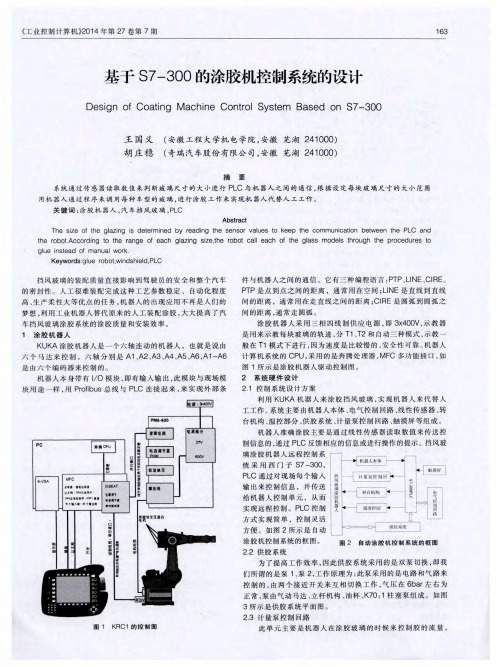
回转 线 、连接 体涂 胶粘 接 、链传 动 线 以及视 觉 系统组 成 。各个 工 位与视 觉 系统协 调 配合 以保证 生产 线 的 涂胶 粘接 工艺 。图 1为涂 胶粘 接生 产线 控制 系统 的 总体 框 图 。该 控制 系 统采 用 主从 站分 布式 控 制结 构 , 以一 台工 控机 和一 台西 门子 C P U2 2 6 P L C作 为控 制 主 站 ,其 余 生 产线 附 近 的控 制 柜 C P U2 2 6 P I C作 为
从站 ,通 过 Mo d b u s 协议 构建 总线 式拓 扑结 构 网络 。工控机 以 F a ma Vi e w 组态 软件 进行 编程 ,完 成对 各 个从 站 工位 运行 状态 的实 时监 控 、故 障监控 和 报警 以及 Байду номын сангаас码 的显 示 和报表 等功 能 。涂胶 粘接 以及 运输 线
涂胶粘接以及运输线站工位以西门子cpu226plc为控制器结合em231数字量扩展模块通过对亚德客气缸电磁阀的控制以及步进电机的控制以运输并装配需涂胶粘接的各部件同时控制yamaha工业机器人34运动以满足部件涂胶和装配的需要其中涂胶机喷胶的启停通过yamaha工业机器人控制器的通用i进行控制同时配置西门子smart1000触摸屏以做到所有气缸的手动操器人的上电初始化涂胶粘接的自动操作以及气缸和机器人的故障报警和实时处理
长江大学学报 ( 自科 版 ) 2 0 1 4 年9 月号理工上旬刊 第 n 卷 第 2 5 期 J o u r n a l o f Y a n g t z e U n i v e r s i t y( N a t S c i E d i t ) S e p . 2 0 1 4 .Vo 1 . 1 1 N o . 2 5
自动涂胶机机械系统设计-毕业论文

---文档均为word文档,下载后可直接编辑使用亦可打印---摘要近年来,随着生产和技术的发展,机械技术取得了重大发展,自动胶粘剂设备被广泛用于安装和修理机器和设备,这不仅提高了效率,还节省了能源和材料。
特别是在汽车领域,备件设备表面的镇定剂要求对车辆效率至关重要。
在过去,工人们用非常低的效率手工涂层,从而使得涂胶的平滑性和厚度难以保证。
自动涂胶机提供了胶水的均匀性和高材料的节约,大大提高了工作效率和质量,降低了工人的劳动密度。
因此,为了满足不同的工作需要,自动粘接机可以通过一个框架机器人或多个自由染色机器人组合表面,使用这种技术可以为保存这些表面带来巨大的经济效益。
公立大学采用了覆盖自动装置,能够迅速、准确、高效、干净地完成覆盖过程,提高产品质量,降低成本。
关键词:密封;涂胶;框架式机器人;自动涂胶机AbstractIn recent years, with the development of production and technology, mechanical technology has made significant development, automatic adhesive equipment is widely used in the installation and repair of machinery and equipment, which not only improves the efficiency, but also saves energy and materials. Especially in the field of automobile, the requirement of sedatives on the surface of spare parts is very important for vehicle efficiency. In the past, workers used very inefficient manual coating, making it difficult to guarantee the smoothness and thickness of the coating.Automatic gluing machine provides uniform glue and high material saving, greatly improves work efficiency and quality, and reduces the labor density of workers. Therefore, in order to meet the needs of different work, the automatic adhesive machine can be combined with one frame robot or several free dyeing robots on the surface, using this technology can bring huge economic benefits for the preservation of these surfaces. Public universities adopt automatic coverage devices, which can quickly, accurately, efficiently and cleanly complete the coverage process, improve product quality and reduce costs.Key words:Tight;gluing;Frame type robot;Automatic glue machine目录摘要 (I)Abstract (II)第1章绪论 (4)自动涂胶机的总体结构设计 (5)2.1涂胶技术简介 (5)2.2 系统要求及主要设计思路 (6)2.3设计任务和内容 (6)2.2 设计要求 (6)2.3涂胶机运动机构总体设计 (6)3.1 设计原则 (7)3.2 自动涂胶机方案的拟订 (7)3.3涂胶机方案的确定 (8)3.4涂胶机的控制系统构架及硬件组成 (9)3.4.1涂胶机控制系统设计要求 (9)3.4.2涂胶机控制系统构架 (10)3.5技术参数 (10)第4章自动涂胶机机械部分设计 (12)4.1步进电机的选择 (12)4.2涂胶机自动压紧装置的工作过程 (13)4.3变速齿轮的设计 (13)4.4滚动导轨的选择 (13)3.3.1 X向滚动直线导轨副的选取 (13)4.5滚动体的尺寸和数量 (14)4.6滚动导轨的长度 (14)4.7额定寿命计算 (15)4.8接触强度计算 (16)4.9 Y向导轨的选取 (17)4.10滚珠丝杠副的选择 (17)4.10.1滚珠丝杠副的特点 (17)4.10.2滚珠丝杠螺母副类型选择 (18)4.10.3滚珠丝杠副的安装 (18)4.10.4滚珠丝杠副的保护 (19)4.10.5滚珠丝杠副的主要参数 (19)4.10.6滚珠丝杠螺母副的设计计算 (19)4.10.7最大动负载C的计算及主要尺寸初选 (19)第5章自动涂胶机辅助设计 (25)5.1工件的夹具设计 (25)5.2确定定位方案,设计定位元件 (26)5.3自动夹紧机构的选取 (26)5.4夹紧机构的设计 (27)5.5夹紧力的计算 (27)5.6斜楔自锁条件的计算 (28)5.7定位误差分析计算 (29)5.8气动夹紧机构的计算 (30)5.9供胶系统中对胶棒夹具的设计 (33)5.10涂胶弯臂的螺栓强度校核: (34)5.11给料装置 (35)第六章硬件及接口电路的设计 (37)6.1概述 (37)6.2控制系统的基本硬件组成 (37)6.3 PLC的控制电路组成介绍 (37)6.4驱动电路的设计 (38)驱动电路的设计及说明 (39)6.5传感器的选择及与PLC接线说明 (39)6.6 光电传感器的选择 (40)6.7 压力传感器的选择 (40)6.8 传感器和PLC的接线说明 (40)结论 (42)展望 (42)参考文献 (43)致谢 (45)第1章绪论1.1课题背景及意义随着粘接材料的开发和附着剂生产技术的发展,许多生产过程被变革,例如汽车、大部分固定机械部件和配件被转化为粘合剂技术。
自动涂胶机的设计毕业设计

┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊自动涂胶机的设计[摘要]自动涂胶机是一种拟人的密封机械装置,它综合了人类和机器的特长,是工业和非产业界的重要生产和服务性设备,也是先进制造技术领域的不可缺少的自动化设备。
本课题研制的数控涂胶机是为一汽集团变速箱厂设计的涂胶样机,要求自动涂胶机的X、Y两轴由交流伺服电机驱动,可实现直线插补和圆弧插补;Z轴气动,主要用于作业工位的转换,以调整涂胶枪嘴与涂胶平面的距离,并且编写数控程序完成对变速箱前壳体的涂胶工作。
该系统是一个典型的机电一体化系统。
因而,本系统设计成为主要由机械、电气、控制三大部分组成。
其机械部分主要是控制行程的X-Y-Z轴机械装置,它主要由驱动滚珠丝杠进行X-Y轴方向运动的执行装置、气缸、导轨等执行机构组成。
电气部分是由交流伺服电动机、光电编码器、各种检测传感器、电磁控制阀等组成。
控制部分主要由日本FANUC公司研制的FANUC 0数控系统组成。
[关键词]密封装置变速箱X-Y-Z FANUC 0┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊The Design of the Automatic Gluing Machine[Abstract]Automatic coating machine is a mechanical device intended to seal people, which combines the strengths of humans and machines, industrial and non-industrial sector is an important production and service equipment, advanced manufacturing technology is also indispensable automation equipment.The topics developed by the NC coating machine is designed FAW Group gearbox factory prototype glue, requiring automatic coating machine X, Y two-axis driven by AC servo motors can achieve linear and circular interpolation; Z axis pneumatic, mainly for the job of converting the station to adjust the distance between the muzzle and the adhesive glue plane, and write the NC program to complete the work of gluing the front gearbox housing.The system is a typical mechatronic systems. Thus, the system designed to be mainly composed of mechanical, electrical, control of three major components. The mechanical part is a mechanical device control XYZ axis travel, it is mainly driven by ball screw XY-axis motion actuators, cylinders, rails and other executive agencies. Electrical part by AC servo motors, optical encoders, various detection sensors, solenoid control valve. Control of some of the major developed by the Japanese company FANUC 0 FANUC CNC system.[Keywords] Sealing means Transmission X-Y-Z FANUC 0┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录第1章绪论 (1)1.1引言 (1)1.2用于密封涂胶的发展概况 (1)1.3课题的来源、研究及意义 (2)1.4课题研究的内容 (3)第2章自动涂胶机的总体设计方案 (4)2.1 概述 (4)2.2系统的组成 (4)2.3 系统功能 (4)2.4 密封胶类型选择 (4)第3章自动涂胶机机械系统的设计 (6)3.1 传动部件的设计 (6)3.1.1 概述 (6)3.1.2 滚珠丝杠副的设计 (7)3.1.3滚珠丝杠副的选择方法 (7)3.2 导向部件的设计 (9)3.2.1 概述 (9)3.2.2滚动导轨的设计 (10)3.2.3滚动直线导轨副的安装尺寸 (10)3.3支承件的设计 (11)3.3.1 概述 (11)3.3.2 支承件的选择 (11)3.4 涂胶系统的设计 (12)3.4.1 Z轴驱动装置的设计 (12)3.4.2 涂胶装置的设计 (12)3.5 夹具的设计 (12)3.5.1 概述 (12)3.5.2 夹具的设计 (13)3.5.3 定位误差的计算 (13)3.5.4 气动系统图 (14)第4章自动涂胶机伺服系统的设计 (15)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊4.1 概述 (15)4.1.1 伺服系统及其分类 (15)4.1.2 伺服系统电机的分类及其特点 (16)4.2 电机的选择 (17)4.3 伺服系统的计算 (19)4.3.1.主要参数设定 (19)4.3.2 X向伺服进给系统的计算 (19)4.4 伺服电机计算 (22)4.4.1惯量计算 (22)4.4.2转矩匹配计算 (23)4.4.3 检测装置的选用 (23)致谢 (25)结论 (26)参考文献……………………………………………………┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊第1章绪论1.1 引言现今,国民经济的各个领域都离不开胶接技术,胶粘剂已经进入工业、农业、交通、医学、国防、以及人民生活各个方面,它们在国民经济中起着越来越重要的作用。
基于S7-300的涂胶机控制系统的设计
[ 2 ] 徐宏 海 , 董金星 . 基于S 7 — 3 0 0 P L C 与 触 摸 屏 的 玻 璃 清 洗 机 控 制 系
统设 计 [ J ]制 造 业 自动 化 , 2 0 1 2, 3 4 ( 3)
[ 3 ] 任玉锋 , 林巨广 , 王 淑 旺 挡 风 玻 璃 机 器 人 涂 胶 系 统 智 能 化 技 术 研 究
[ J ] . 机床与液压 , 2 0 0 9, 3 7 ( 1 O ) : 1 2 0 — 1 2 2
[ 4 ] 马可 , 张波. 机 器 人 在 汽 车挡 风 玻 璃 自动 涂 胶 系 统 中 的应 用 [ J ]华 北 科 技 学 院学 报 , 2 0 0 7, 4( 1 ) : 4 7 — 5 1
[ M] 北京 : 人 民邮 电出 版 社 , 2 0 0 9
借 助了机器人 本体和 P L C通过 P r o f i b u s总 线 的 信 号 传 输 的可靠性 , 实 现 了基 于 整 个 涂 胶 系 统 线 路 的 远 程 控 制 , 利用 S 7 一
电源模块 P S 3 0 5 : 输 出电流为 2 A, 输 出 电压 为 2 4 V D C, 抗 短 路 和 断路 。 模 拟 I O模块 S M3 3 4: AI 4 / A O2 X 8 / ' 8位 的输 入 所
支 持 的范 围从 O V到 1 0 V,以 及 从 0 mA 到 2 0 mA。接 口模 块 有
涂胶机器人系统。 参 考 文 献
[ 1 ] 丁苏 赤 , 杨前坤. 基于S 7 —1 2 0 0 P L C 校 直 机 控 制 系 统 的设 计 [ J] 组 合 机 床 与 自动 化 加 工 技 术 , 2 0 1 3 ( 6) : 7 6 — 7 7
小型智能涂胶机器人建模与控制系统设计

行 S lk i i 运动仿真 。控制器采 用 2层递阶的 D P加 P mu n S C机 结构 , S U B摄像头捕获鞋 底图像 , c + V + 实现边缘提取 ,并通过坐标变换得到
机器 人关节轨迹。DS P直流无刷 电机控制器采 用增量 P D闭环控制算法。在 自主开发 的样机上开展实验 研究 ,结果表明该小型智能涂胶机 I 器 人可完成任意鞋底 的涂胶任务 ,系统易于 实现 。
J N n . a XU n , I Yig 1 n , i Yi GUO e . W ANG n r i Zh n WU , Bi .u ,
( . l g f c a ia a dE e t c l n ie r g C iaJ in ie s y Ha g h u 3 1 , hn ; 1 Col e h nc l n lcr a E gn e n , hn l gUn v ri , n z o , 0 C ia e o Me i i ia t 1 8 0 2 S ae yL b r tr f o ois S e y n 1 0 6 C i a . tt Ke a o aoy o R b t , h n a g 1 0 1 , hn ) c
第 3 卷 第 l 7 0期
Vl13 0 _7
・
计
算
பைடு நூலகம்
机
工
程
2 1 年 5月 01
M a 2 1 v 0l
NO. 0 1
Co pu e m t rEng n e i g i e rn
人工智能及识别技术 ・
文 编号 1 0 -2211_ 1 — 3 文 标 码: 章 : 0 -3 80 ) _ 7 0- 4 ( 1 o 0 3 献 识 A
自动涂装系统的PLC控制

图1自动喷涂系统工艺流程图
(一)混料过程
SB1,进料阀A打开,进涂料A,当重
量到达10KG时,关闭进料阀A,停止进料A;时打
进料阀B,进涂料B$当混料达到25KG时,关闭进
% 采用MCGS组态软件实现,并下载至触摸屏实现监控功能% S7-300作为主站,负责数据交换;S7-200SMART SR型PLC为继
电器型,负责接通交流接触器线圈;S7-200SMART ST型PLC为晶体管型,负责实现伺服和步进控制,也是系统的核心控制器
关键词:自动涂装;PLC;MCGS;伺服控制
转电机M4。 电机采用的是单向 转相对位
置控制,即mode赋值为2或者3,需要将Abort置
位才 停止,故停止
放在公共部分;步进
DB1
FBI 4
Read Data From a
Remote CPU
"GET"
EN
ENO
M200. 0- REQ W#16#2- ID
NDR —・・・ ERROR —・・・
距离为14cm。
二、上位界面设计
要求实现:在工件设置区域设置旋转台的起始
位置角度和结束位置角度;在参数显示区显示混料
罐涂料重量、转台实时位置角度和喷涂高度电机的
速度;实时显示喷头位置;实时显示储存罐液位高
度;实时显示各阀门和电机的运行状态臥63)。
界面设计如下图2所示。
c位
自动涂装界面
o
设置
IB
喷涂带区域(度)
网络9-11表示M3从SQ1运行到SQ2的高
自动涂胶机伺服控制系统的研制

自动涂胶机伺服控制系统的研制吴荣兵,杜润生,熊 烽(华中科技大学,湖北武汉430074)摘要:以工控机为核心,应用研华三轴运动控制卡PCL839,研制了一种简单易行的涂胶机伺服控制系统。
该系统在生产实践中得到了检验,成本低,适应性好,取得了显著的效果。
关键词:多轴运动控制卡;伺服控制系统;自动涂胶机中图分类号: 文献标识码:A 文章编号:1001-3881(2004)7-050-2Development of Servocontrol System on Auto -coater of SealantW U Rong -bing ,DU Run -sheng ,XI ONG Feng(Huazhong University of Science and Technology ,Wuhan 430074,China )A bstract :Based on a general PC ,applying the 3-axis high speed steppin g motor control card PCL 839,the servocontrol system on anauto -coater of sealant was developed .The application shows that this s ystem has the characteristic of low cost and good adaptability .Keywords :Multi -axes motion control card ;Servocontrol system ;Auto -coater of sealant0 引言本文根据基于组件技术的开放式数控系统的原理,结合某厂涂胶机床的数控改造项目,提出了一种简易的基于多轴运动控制卡的伺服控制系统结构。
该系统在工程实践中被证明是切实可行的,达到了较好的生产效果。
自动涂胶机机械系统设计

自动涂胶机机械系统设计摘要近年来,随着生产和技术的发展,机电一体化有了非常大的发展,自动涂胶机在我国机械设备的装配与维修中得到了广泛的应用,这不仅提高了劳动生产率,同时也节省了能源和材料。
尤其是在汽车行业,对汽车零部件的结合面有一定的密封性要求,其结合面都需要涂胶,涂胶的精度对于汽车的性能至关重要,自然的对自动涂胶机提出了更高的要求。
以往涂胶都是靠工人的手工来完成,涂胶效率极低,而且很难保证涂胶的均匀性和胶体的厚度。
自动涂胶机既能保证涂胶的均匀性而又能有效的节省材料,从而大大提高了工作效率和工作质量,减少工人的劳动强度。
因此针对不同的工作需要,自动涂胶机可以采用框架式机器人或多自由度机器人来对结合面进行涂胶,同时,这项技术的应用也意味着,每天给国家企业带来巨大的经济效益。
采用自动涂胶机可以快速准确、经济、清洁地完成涂胶工艺,提高产品质量,降低生产成本。
关键词:密封;涂胶;框架式机器人;自动涂胶机AbstractIn recent years, with the development of production and technology,electromechanical integration has made great development, automatic glue machine in the assembly and maintenance of mechanical equipment has been widely used, not only raised the labor productivity, but also save the energy and materials. The car industry, in particular, to auto parts joint sealing requirements to a certain extent, the joint surface need glue, glue the accuracy on the performance of the car is essential, natural puts forward higher requirements on automatic glue machine. Before coating is done rely on manual workers in, coating efficiency is extremely low, and it is difficult to guarantee the uniformity of coating and the thickness of the colloid. Automatic glue machine both can guarantee the uniformity of coating and can effectively save materials, greatly improving the work efficiency and work quality, reduce the labor intensity of workers. Therefore in accordance with the need of different jobs, automatic glue machine frame type robot or more degrees of freedom robot can be used to implement the joint surface for coating, at the same time, the application of this technology means that every day to the state enterprise to bring the huge economic benefits. Adopts automatic glue machine can be done quick, accurate, economic, clean coating process, improve product quality, reduce production costs.Key words:Tight;gluing;Frame type robot;Automatic glue machine目录摘要 (I)Abstract (I)第1章绪论 (4)第2章自动涂胶机的总体结构设计 (5)2.1 设计任务和内容 (5)2.2 设计要求 (5)2.3 自动涂胶机方案的拟订 (5)2.4 技术参数 (6)2.5 本章小结........................................ 错误!未定义书签。
基于EtherCAT总线的涂胶机器人控制系统设计
基于EtherCAT总线的涂胶机器人控制系统设计[自控·检测]DOI:10.3969/j.issn.1005-2895.2018.01.014收稿日期:2017-06-12;修回日期:2017-09-20第一作者简介:耿英博(1989),男,河南洛阳人,硕士研究生,主要研究方向为复杂制造设备系统的智能控制。
E-mail:2501800890@qq.com基于EtherCAT总线的涂胶机器人控制系统设计耿英博,杜向阳,张克平,尚伟(上海工程技术大学机械工程学院,上海201620)摘要:针对塑料产品由于涂胶不均匀导致成品粘合不牢固、不平整的质量问题,提出了基于EtherCAT总线的涂胶机器人控制系统。
基于倍福公司EtherCAT技术设计了涂胶可控通信涂胶机器人的控制系统,采用EtherCAT总线实现实时通信;提出了基于LinuxCNC开发的硬件抽象层的主站部分软件体系;从站部分采用倍福公司的通信芯片ET1100和三星公司的从站控制芯片S3C2440A。
应用结果表明:该设计可方便进行设备升级,提高了系统的实时性。
该系统大幅度提高了设备生产的良品率。
关键词:涂胶机器人;运动控制卡;LinuxCNC技术;EtherCAT总线中图分类号:TQ320.67;TP242.2文献标志码:A文章编号:1005-2895(2018)01-0066-05DesignofCoatingRobotControlSystemBasedonEtherCATBusGENGYingbo,DUXiangyang,ZHANGKeping,SHANGWei(SchoolofMechanicalEngineering,ShanghaiUniversityofEngineeringScience,Shanghai201620,China)Abstract:Aimingattheshortcomingsofthebondingofthefinishedplasticproductsduetotheunevenadhesionofthefinishedproduct,theadhesivecontrolsystembasedontheEtherCATbuswasproposed.Thecontrolsystemoftheglue-controllablecommunicationgluerobotwasdesignedbyusingtheEtherCATtechnologyofBeckhoff,andthecommunicationprincipleofusingEtherCATtoimprovereal-timewasintroduced.ThesoftwaresystemofthemasterpartofthehardwareabstractionlayerbasedonLINUXCNCwasproposed.SlavesectiondetailsBeckhoffET1100chipcommunicationcontrolchipandSamsungS3C2440Aslaveroleanddesignedprinciplesofthissystem.Applicationresultsshowthatthisdesignnotonlyfacilitatestheupgradingofequipment,butalsoimprovesthereal-timesystem,whichcangreatlyimprovetheyieldofequipmentproduction.Keywords:coatingrobot;motioncontrolcard;LinuxCNC;EtherCATbus课题组研究的涂胶机器人是由ABB机器人架体、工业计算机、从站运动控制器、操作系统和应用软件以及外围设备共同组成,完成搬运、绘画、涂胶、上下料等相应工作。
涂胶机的控制方法、涂胶机的控制系统以及涂胶机
专利名称:涂胶机的控制方法、涂胶机的控制系统以及涂胶机专利类型:发明专利
发明人:张成根,林锺吉,金在植,贺晓彬,刘强,丁明正
申请号:CN202010761685.7
申请日:20200731
公开号:CN114054288A
公开日:
20220218
专利内容由知识产权出版社提供
摘要:本申请属于半导体技术领域,具体涉及一种涂胶机的控制方法、涂胶机的控制系统以及涂胶机,该涂胶机的控制方法包括获取光刻胶膜层的需求厚度,控制光刻胶流向晶圆,根据需求厚度,改变晶圆的转速。
根据发明实施例的涂胶机的控制方法,在进行晶圆涂胶的过程中,控制晶圆的转速发生变化,能够实现一种光刻胶采用不同的转速进行旋转,形成不同厚度的膜层,扩大了一种光刻胶在不同的转速下所形成的膜层厚度的范围,进而减少涂胶机上所装设的光刻胶的种类,降低了成本投入。
另外,通过改变晶圆的旋转速度,快速去除光刻胶中的气泡,改善线宽粗糙度。
申请人:中国科学院微电子研究所,真芯(北京)半导体有限责任公司
地址:100029 北京市朝阳区北土城西路3号
国籍:CN
代理机构:北京辰权知识产权代理有限公司
代理人:何家鹏
更多信息请下载全文后查看。
《基于FPGA的喷涂机运动控制系统设计》范文
《基于FPGA的喷涂机运动控制系统设计》篇一一、引言随着现代工业自动化水平的不断提高,喷涂机作为工业生产中的重要设备,其运动控制系统的设计对于提高生产效率、保证产品质量以及降低能耗等方面具有重要影响。
传统喷涂机的运动控制系统往往存在响应速度慢、精度低等问题。
针对这些问题,本文提出了一种基于FPGA(现场可编程门阵列)的喷涂机运动控制系统设计方案。
该方案不仅具有高速处理能力,而且可以实现精确控制,从而满足现代工业生产的需要。
二、系统设计概述本系统设计以FPGA为核心,通过高速数据传输接口与喷涂机的各个运动部件相连。
系统采用模块化设计,包括控制模块、通信模块、运动控制模块和传感器模块等。
其中,控制模块负责整个系统的控制逻辑,通信模块负责与上位机进行数据交互,运动控制模块负责根据控制指令驱动喷涂机的运动部件进行精确运动,传感器模块则负责实时监测喷涂机的状态,并将数据反馈给控制模块。
三、FPGA控制模块设计FPGA控制模块是整个系统的核心,它负责接收上位机发送的控制指令,并对其进行处理和解析。
在设计中,我们采用了高性能的FPGA芯片,通过硬件描述语言(HDL)进行编程,实现了高速数据处理和精确控制。
同时,我们还采用了多任务并行处理技术,提高了系统的响应速度和实时性。
四、运动控制模块设计运动控制模块是喷涂机运动控制系统的关键部分,它根据控制指令驱动喷涂机的各个运动部件进行精确运动。
在设计中,我们采用了先进的伺服控制系统和电机驱动技术,实现了对喷涂机运动部件的精确控制和高速响应。
同时,我们还采用了传感器技术,实时监测喷涂机的状态和位置信息,并将数据反馈给控制模块,实现了闭环控制。
五、通信模块设计通信模块负责与上位机进行数据交互,包括接收上位机发送的控制指令和向其反馈喷涂机的状态信息。
在设计中,我们采用了高速数据传输接口,如以太网、USB等,实现了与上位机的稳定、快速的数据传输。
同时,我们还采用了数据加密和校验技术,保证了数据传输的安全性和可靠性。
智能飞机油箱涂胶系统控制设计方案

智能飞机油箱涂胶系统控制设计方案一、引言智能飞机油箱涂胶系统是一种自动化设备,用于在飞机制造过程中对油箱进行涂胶处理。
该系统的设计旨在提高涂胶效率和质量,降低人工操作成本。
本文将详细介绍智能飞机油箱涂胶系统的控制设计方案。
二、系统架构智能飞机油箱涂胶系统主要由涂胶机器人、传感器、控制器和操作界面组成。
涂胶机器人负责在油箱内壁进行涂胶操作,传感器用于监测油箱内壁的形状和涂胶情况,控制器根据传感器的反馈信号控制机器人的运动,操作界面用于人机交互和参数调整。
三、系统控制设计1. 涂胶路径规划系统首先需要进行涂胶路径规划,确定机器人在油箱内壁上的运动轨迹。
路径规划算法可以根据油箱的几何形状和涂胶要求进行优化,以实现最佳的涂胶效果和涂胶速度。
2. 机器人运动控制机器人的运动控制是系统中最关键的一部分。
根据涂胶路径规划,控制器需要控制机器人的关节运动,使其按照预定轨迹进行涂胶操作。
运动控制算法需要考虑机器人的动力学特性和运动学约束,以确保机器人的稳定性和精确性。
3. 传感器监测与反馈传感器用于监测油箱内壁的形状和涂胶情况,以便及时调整涂胶参数和运动轨迹。
传感器可以采用激光测距、视觉识别等技术,实时获取油箱内壁的数据。
控制器根据传感器的反馈信号进行实时调整,以确保涂胶质量和均匀度。
4. 操作界面设计操作界面应具备友好的人机交互功能,方便操作人员对系统进行监控和调整。
操作界面可以采用触摸屏、按钮等方式进行设计,界面应显示涂胶参数、传感器反馈信息和机器人运动状态等重要信息,并允许操作人员进行参数调整和系统控制。
四、系统优势智能飞机油箱涂胶系统相比传统人工涂胶具有以下优势:1. 提高涂胶效率:智能系统可以根据涂胶路径规划和传感器反馈实现自动化涂胶,大大提高了生产效率。
2. 提高涂胶质量:系统控制精度高,可以实现均匀的涂胶效果,避免涂胶不均匀带来的质量问题。
3. 降低人工成本:智能系统可以取代繁重的人工涂胶操作,减少了人工成本和劳动强度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
涂胶机的微机控制系统的设计
杭州应用工程技术学院(310012) 王瑞金 凌 玮
【摘要】针对可加工任意形状扬声器的涂胶机的控制需
要,设计了以M CS-51单片机为中心的微机控制系统,用来
控制涂胶机的运动轨迹和电磁阀的动作。
关键词 涂胶机 单片机 控制系统
一、前言
扬声器边圈的涂胶是电声厂家的一大难题。
随着时代的
发展,扬声器形状趋于多样化,但形状各异的扬声器要用同
一涂胶机来加工却是困难重重,加上胶水固化、涂胶不均等
问题,使得大多厂家只能采用人工涂胶。
为此,我们设计制造
了一种气液式、双拖板的涂胶机,解决了厂家的难题,保证了加工轨迹、加工质量,降低了劳动强度。
二、硬件设计
以M CS-51系列单片机为硬件系统的核心,再配上系统程序存储器、键盘、显示器等构成了控制系统的框架,并由此控制步进电机、电磁阀的动作。
在系统的硬件设计中,首先考虑设置问题,通过比较,选用单片机。
在M CS—51单片机系列中选用了较小较便宜的8031芯片为中央CPU。
8031内无程序存储器,所以程序应存在片外的EPRO M中;片内R A M为128字节,这已足够程序的应用了。
片子的P1.0~P1.7作为用户的I/O口线,可输出需要的控制信号,去控制涂胶机的步进电机和电磁阀的动作。
对于扩展的程序存储器,选用了2764芯片。
在EPRO M与8031的I/O连接中,选择了一片74L S 373作为8031对外低8位的地址锁存器。
键盘和显示器与8031的连接考虑如下:
M CS—51单片机系列,虽有4个8位平行的I/O口,但由于有外部扩展EPR OM,使得用户只有P1口和部分P3口线可用,所以与键盘和显示器连接时须进行I/O的扩展。
选用8155芯片为I/O扩展接口,8155片内有256字节的RA M,2个8位、1个6位的可编程I/O口和1个14位计数器;其中AD0~A D7为地址数据总线,是单片机和8155之间地址、数据、命令等的通道;AL E为地址锁存器信号输入线; IO/M-为R A M/I O口选择线;CE为片选信号;R D、WR为读写控制输入线。
L ED显示器,采用共阴极,段选码由8155的PB口提供,行输出由PC口提供。
L ED采用动态显示,软件译码,键盘采用逐列扫描查询工作方式,驱动芯片采用
BIC8718芯片。
执行件有步进电机和电磁阀。
步进电机选用75D F001,运行频率16kHz,运行方式为三相六柏,电机运行信号由8031的P1口输出;为提高驱动能力,选用了一个24L S244缓冲器,以连接步进电机的功效电路;步进电机的驱动电路采用单电压电路,如图1所示。
电磁阀的驱动,用BIC8718将P1口线的信号转化成小功率信号,其具有良好的驱动性能,但由于电磁阀的工作电压为220V,故需双向可控硅控制,如图2所示。
图1 图2
8031的时钟电路采用内部时钟方式;复位电路用上电复位与按扭复位的复合方式等等,构成整个控制系统,其原理,如图3所示。
三、软件设计
系统采用开环控制。
但是,由于步进电机的响应频率较低,所以容易引起失步,为此限定最高启动频率,但会影响到工艺参数,为解决这矛盾,采用变速控制。
系统程序可分3部分:
1.输入、输出口线的说明及变量的定义;
2.主程序,如图4示;
3.中断服务程序。
主程序包括脉冲分配、插补等,我们采用二分支结构,分别从8031RA M和8155RA M中读取数据,这数据分别可加工固化和未固化在EP-RO M中的加工程序。
未固化程序用户可用汇编语言自己编写;为简化数据输入,采用相对坐标方式,其规定类同于线切割的B3、B4。
四、结束语
该系统价格低,且使用方便可靠。
通过试用,达到预期要求,加工质量稳定,用户十分满意。
・
36
・MEEM 1998.NO.1
图
3
图4 主程序框图
参考文献
1 何立民.M CS-51系列单片机应用系统设计、系统配置与接口技术.北京航空航天大学出版社,1994
2 王义方.微机原理及应用.机械工业出版社,1993
3 Christ opher.A.T itus,et al8080/80085Soft war e Desig is Ba ck,1979
4 齐占庆.机床电气控制技术.机械工业出版社,1994
・
37
・
机电工程 1998年 第1期。