检验基准书检验指导书[1]
检验作业指导书
轻微不合格品:[AC,RE]=[2,3]
表2其他材料不合格分类
物资类别
严重不合格
轻微不合格
备注
金属件
尺寸不符合图纸和样板要求
尖锐刮手的飞边,毛刺,凸点
外层电镀.油漆剥落,外观严重不合格或有潜在的性能影响
变形影响装配
生锈情况在60mm距离外目测可见
轻微凹痕不造成尖角
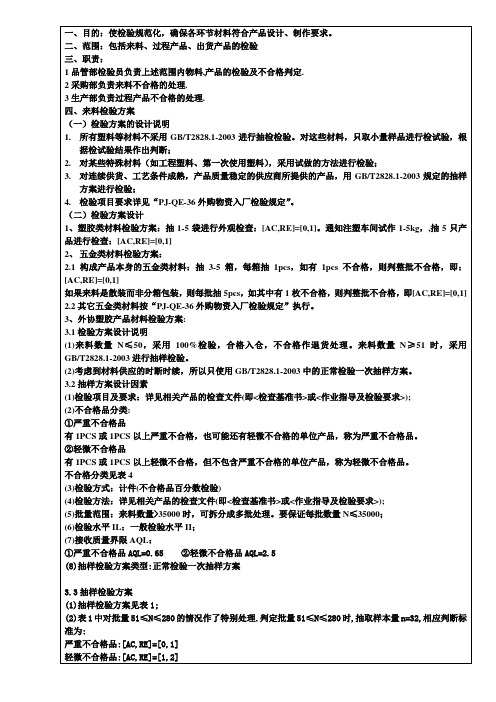
2、五金类材料检验方案:
2.1构成产品本身的五金类材料:抽3-5箱,每箱抽1pcs,如有1pcs不合格,则判整批不合格,即:[AC,RE]=[0,1]
如果来料是散装而非分箱包装,则每批抽5pcs,如其中有1枚不合格,则判整批不合格,即[AC,RE]=[0,1]
2.2其它五金类材料按“PJ-QE-36外购物资入厂检验规定”执行。
冲孔,开槽,折皱等追加工不符合设计要求
在离眼30cm距离处作外观检查,4—5s才发现的外观缺陷,如文字,图案模糊等
……
……
……
表3其他类材料进料检验抽样方案
批量范围(N)
样本量(n)
接收质量限(AQC)
严重不合格
轻微不合格
0.65
4.0
AC
RE
批量范围(N)
样本量(n)
接收质量限(AQC)
严重不合格
轻微不合格
0.65
2.5
AC
RE
AC
RE
51—280
32
0
1
1
2
281—1200
80
0
1
3
4
1201—3200
125
1
2
5
6
3201—10000
产品检验基准书
产品检验基准书⽂件版本/版次:A/1页码:第1页,共12页⽂件版本/版次:A/1页码:第2页,共12页⽬的:规范产品检验⼿法与标准,保证公司检验标准的⼀致性,确保检验结果的有效性。
适⽤范围:本标准适⽤于公司内部所有产品的检验判定。
职责权限:本标准由⼯程部协助,品质部主导建⽴,总经理核准⽣效。
各部门统⼀执⾏,执⾏时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关⽂件:《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
⽂件细则:使⽤仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W⽇光灯照(直径2cm-4cm)或宽敞环境中的⾃然光照下⽬视距离:30-50cm(矫正后视⼒1.0以上)⽬视⾓度:45°⽬视时间:10-15秒抽样⽅案及验收⽔准:依照《抽样检验作业规范》执⾏。
检验要求及作业注意事项:依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执⾏检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或⼯程部门判定缺点等级。
凡未列⼊判定标准之不良项⽬,由品质部门或⼯程部门判定其缺点等级。
PCBA检验项⽬及判定标准:ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第3页,共12页ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第4页,共12页ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第5页,共12页成品MOUSE检验项⽬及判定标准:ISO9001⽂件——未经许可请勿翻印——深圳市世伟通讯科技有限公司⽂件名称:产品检验基准书制订⽇期:2010年9⽉12⽇⽂件编号:修订⽇期:2011年2⽉22⽇⽂件版本/版次:A/1页码:第6页,共12页ISO9001⽂件——未经许可请勿翻印——外形、颜⾊、规格与 BOM 不相符√缩⽔:超过规格或样品要求√⽂件版本/版次:A/1页码:第 7 页,共 12 页蝴蝶孔规格不符要求√准暂由主管依蝴蝶孔位置偏移﹥2mm ;倾斜﹥1mm√产品⽽7彩卡表⾯破损、划伤、磨花、不洁、⽑边、汽泡 √ 压⾼周波后⽑边、卷边等不良有明显刮⼿感 √ 杂斑点超过规定要求 √ 规格与BOM 不相符 √ 印刷错误 √ ⾊差超过限度规格 √ 表⾯褶皱/皱纹、刮伤、脏污、⽑边等 √ 套印移位,油墨不均:超过规格要求 √缺蝴蝶孔 √ 蝴蝶孔规格不符要求 √表⾯⽓泡,磨沙痕,贴膜易脱落 √与吸塑配合蝴蝶孔偏移﹥2mm √ 附件规格与 BOM 不相符(错件) √ 漏件 √ 定,⽑边卷边⾼度不可超过 0.3mm8 其它附件(说明书/保证排放(包装放置)⽅式不符规格要求 √短装 √ 内置产品型号错√混装 √卡等)包装太紧(装卸困难) √ 包装太松 √ 报验箱号、包装数量不符 √ CABLE 头 MARK ⽅向置反 √ 依据BOM 表,样品及9电池菲林⽚,判定标外观脏、破、划伤等不良 √ 准可参⽣锈、漏液等不良 √ 考附表,外观及10 漏装、短装 √ ⿏标本体外观检查批锋:超过规格或样品要求√检查⽅法参考上述标准ISO9001 ⽂件—— 未经许可请勿翻印 ——11美⼯线⽬测产品各配合间隙是否均匀⼀致,间隙13密合度掰动上下盖,组装位松动不密合,间隙⽂件版本/版次:A/1页码:第8页,共12页结构检查裂纹:超过规格或样品要求√刮伤:超过规格或样品要求√顶⽩:超过规格或样品要求√变形、凹凸点:超过规格或样品要求√⽑边:超过规格或样品要求√脱花:超过规格或样品要求√⾊差:超出规格或样品要求√污渍:超出规格或样品要求√沙砾:超过规格或样品要求√飞油:超过规格或样品要求√⾊差:超过限度标准或与样品差异明显√积油:超过规格或样品要求√⽬视不﹥0.3mm√能判定12平整度产品四周不平整,晃动,与平⾯间隙﹥0.3mm√﹥0.2mm,螺丝未锁紧合√与BOM要求不符(图案/颜⾊/尺⼨)√LOGO位置偏移﹥0.5mm√的情况下使⽤间隙规测量喷油及14丝印LOGOLOGO位置倾斜﹥0.2mm√印刷不良(飞油、沙砾、积油、⽑边、划伤等)√⾊差超过限度规格√LOGO的可靠度测试采⽤酒精擦拭法外观及结构检查15按键附着性不符合规格要求√缺LOGO√松动/浮键/偏⼼/键不平齐(颗粒⾼低不⼀)√表⾯赃污、划伤、⾊差等外观不良√⼿感不良/click声⾳不明确√卡键√按键⼒同⼀位置相差明显√双响√按键连键√ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第9页,共12页ISO9001⽂件——未经许可请勿翻印——24敲机摇27划线测试单轴√⽂件版本/版次:A/1页码:第10页,共12页查确表⾯刮伤、压凹痕、脏污√表⾯披锋超过规格要求﹥0.2mm√⾊差明显√表⾯刮伤、塑材不良超过规格要求√21电池盖22脚垫装⼊下盖不到位√组装后搬运或碰撞后易脱落√装⼊下盖很松或很紧,段差﹥0.3mm√规格与BOM不相符√漏贴脚垫√未贴⾄定位(贴于框外)√破损,划伤(不影响功能)√23接收器接收器放置未能固定良好,放置不顺畅√拿取不⽅便,或表⾯有脏污、擦痕等√敲机摇机后,产品测试⽆功能√机检验敲机摇机后,产品测试功能不稳定√敲机摇机后,产品内有异声(不含本⾝元件)√产品内有异物(导电材料)√25异物产品内有异物(绝缘材料)√敲机后包装盒内有异物√再测试电⽓功能及特殊性螺丝孔内有异物√按键⽆功能,或功能不稳定√按键接触不良(时有时⽆/须⽤⼒按压)√⽤⼿指点击按测试按键短路√键前端26按键测试按键动作错误√2/3部位,每按键不能正常回弹√个按键按键串键√最少按按键动作⾏程感差(触感差),⽆明显Click声响√三次⽆法划线(⽆轨迹)、脱球√分别以20~25cm/s与ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第11页,共12页ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第12页,共12页备注:1.批次构成以送检部门的⼀次性送检数量为⼀批。
零部件检验基准书

零部件检验基准书零部件名称车架零部件型号豪华款车架零部件重要度G √ Z Y 版本号版次更改描述编制/修订修订时间编制标准化审核审核批准受控√非受控签名日期2016年元月发布零部件检验基准书零部件名称:车架总成零部件型号:版本号项目名称技术要求检验设备重要度G Z Y检验频次抽样方案备注表单核对送货单品名规格与实物一致目测Z 按批检验依据物料检验抽样计划入场验收重量:±1%电子称Z 按批检验入场验收外观材料外观质量:无裂纹、凹坑、皱痕、碰伤、拉痕、锈蚀等缺陷目测Y 按批检验入场验收烤漆质量:涂层光滑、平整、色泽均匀、结合牢固,无划伤、流痕、露底、锈蚀等缺陷;目测Y 按批检验入场验收焊接要求:焊缝应平整均匀,连结处应圆滑过渡,无咬边、凹陷、无漏焊、虚焊、夹渣、裂纹、气孔及飞溅物等缺陷;目测G 按批检验入场验收车头管、主梁管、侧支架连接板、左边管等部位焊接时,起焊和终焊点应在零件焊缝长度上延伸5mm-10mm;游标卡尺G 按批检验入场验收表面处理:黑色电泳。
目测Y 按批检验入场验收同轴度立管的上下装方向轴承处的同轴度误差不大于0.1综合检具G 按批检验入场验收尺寸见附件,其它未注尺寸按封样Z 按批检验入场验收周期和型式检验项目(目前可以根据公司检测能力来选择,必要时要予以委外。
)项目名称实验内容及要求检验设备重要度G Z Y检验频次抽样方案备注焊接熔深焊接熔深:剖切检查平叉头管与方管、后减震支耳、熔深不小于管壁的1/3切割机、卡尺G 次/3月1件入场验收覆层硬度膜硬度:用2H铅笔在试样漆膜表面成45°,以3mm/s的速度,受力均匀地在不同部位往返划痕5次,然后用橡皮揩去石墨灰,不许划穿漆膜。
H铅笔、橡皮Y 次/1月1件入场验收覆层性能中性盐雾试验72h(NSS),无腐蚀生成物、起泡及脱落现象;耐油性:5小时无变化(汽油),耐水性:72小时无变化(50°)盐雾试验箱Y 次/1月1件入场验收主要部件厚度车架前立管厚度2.5﹢0.2,主梁管厚度2.0,主梁管加强板厚度不低于2.0mm游标卡尺G 次/1月1件入场验收振动实验平叉与车架组合震动,配重状态为,车头管方向柱部位10kg,座垫处100kg,电池处30 kg,脚踏处60 kg。
检查基准-Time check

常用:145*210mm 185*260mm 150*2215mm
每2HR
直尺
OBT
OBT-LQC-04 制订日:16.04.08
Time Check 指导书 (说明书通用)
页: 1 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1000±10mm处的检验桌面上,检验距离20-30cm; -检验桌面光线不能昏暗,灯光必须照射充分。 No 检查项目 检查方法 图示参照
配页数量
配页顺序
OBT
OBT-LQC-04 制订日:16.04.08
Time Check 指导书 (说明书通用)
页: 2 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1250±10mm处的检验桌面上,检验距离20-30cm; -检验桌面光线不能昏暗,灯光必须照射充分。 No 检查项目 检查方法
外部观看
图示参照
打开中心页观看
装订外观 无漏订、歪订 无空胶、脱胶 歪钉不良 歪钉不良 脱胶不良
1
外观
侧方捻开查看,翻开查看
裁切外观
无切字、切斜、切爆角、 毛边、连页
切字不良
连页不良
毛边不良
ቤተ መጻሕፍቲ ባይዱ
切斜不良
爆角不良
2
尺寸
长宽尺寸
直尺测量长宽
145mm
210mm
185mm
260mm
OBT
OBT-LQC-03 制订日:16.04.08
Time Check 基准书 (说明书通用)
检查内容 判定基准
折页内容与生产型号一致
页: 1 / 1 修改No: 修改日: /
检验基准书

Part No 产品编号 Part Name 产品名称 Material 原料
Color 颜色 Inspection Condition 检验条件
Process Name 过程名称
First Piece
首件
Temperature 温度 (oC)
Frequency 频率
Every time 每次
3.S/No
Characteristic 特性
1 2 3 4 5 6 7
4. Others items 其他要求
1
Packaging 包装
2
Out Going 出货
检验基准书
Drawing 图纸Ve版r.本
IP Ver. IP版本
Date 日期
Page 1/2
Customer 客户
Humidity 湿度 (%)
Illuminance 光照度 (Lux)
Functional Dimension VisualLeabharlann 功能尺寸外观
Package 包装
Quality Records 质量记录
Measuring Eqpt / Method 检测工具/ 方法
Measuring Eqpt / Method 检测工具/ 方法
Remarks 备注
In-process
过程
2 Hours 每2小时
Final Piece
末件
Every time 每次
Out going
出货检验
Every Lots 每批次
1.S/No 编号 1 2 3 4
Functional 功能
2.S/No 编号 1
Dimension 尺寸
M01-53070020 检查基准书、送货检验指导书V02

检查基准书
产品检验简图(可附页)
重要度 区分
□关键 □重要 ■一般
7 6 5 4 3
2
1 序号
02 01 符号
型式试验 材料性能
尺寸 焊接性能 功能及子件
产品外观
包装与标识 检查项目
见量产PV试验计划
量产PV试验计划
量产PV试验计划
DV/PV要求
1次/年 (6月份提交)
化学成分检测 机械性能检测
光谱仪、显微镜、 光谱仪、显微镜、 拉伸试验机等 拉伸试验机等
1件/批
1件/批
见测点图/尺寸测量报告要求
检具、三坐标等
检具
5件/批
3件/批
破坏性检验(熔深等)结果符合要求
显微镜
显微镜
焊缝数量及长度符合图纸要求
孔数量及位置符合图纸要求
游标卡尺、扭力扳 目视、游标卡尺、
螺栓/螺母/螺纹管数量及型号符合图纸要
SOP前
SOP后
检查频率
供方
供应商全称 上海友升铝业有限公司
责任人
日期
2020/3/23 2018/10/22 更改日期
更新SOP检查项 创建
更改理由
宋永亮 李军 审核
张远 刘方成 批准
研发 日期
理想汽车代表确认
PTC 日期
车型
M01
零件名称 仪表板管梁右下安装支架 零件号
M01-53070020
手等
扭力扳手等
求,扭矩满足规范
100%
3件/批Байду номын сангаас
子件完整无缺失、无多余
零件表面无裂痕,无损伤,无锈蚀
钢印码标识检查 毛刺<0.3mm,拉毛以指甲挂不住为合格
检验基准书
浙江XXX电器科技股份有限公司文件编号:壁挂式管线机检验基准书编制:审核:批准:2018年1月10日发布2018年2月1日实施浙江XXX电器科技股份有限公司品质部说明1、本基准书引用标准:a. GB4706.1-2005 《家用和类似用途电器的安全第一部分:通用要求》b.GB4706.19-2008 《家用和类似用途电器的安全液体加热器的特殊要求》c.GB4214.1-2000 《声学家用电器及类似用途器具噪声测试方法第1部分:通用要求》d.GB4857-1992 《包装运输包装件》e.GB/T2829-2002 《周期检验计数抽样程序及表(适用于对过程稳定性的检验)》f.GB5749-2006 《生活饮用水卫生标准》g.GB/T5750-2006 《生活饮用水标准检验方法》h.卫生部《生活饮用水卫生规范》(2001)2、本基准适用范围本基准书适用于我司生产的超滤及反渗透为主要水处理系统的壁挂式管线机。
3、壁挂式管线机在下列情况之一时,应进行型式试验:1、新产品或老产品转厂生产的试制鉴定;2、正式生产后、如设计、材料、工艺、结构有较大改变可能影响产品性能时;3、正常批量生产时,每一年不少于一次;4、产品停产一年以上再恢复生产时;5、产品出现质量事故时;6、出厂检验结果与历次检验结果有较大差异时;7、国家质量监督机构提出要求时。
4、壁挂式管线机产品评价要求样机数量样机阶段要求样机数量为4台;小批阶段要求测试需要要样机数量最少为4台,对于电控比较复杂的样机,需另外提供4台样机进行长期运转的可靠性测试。
5、壁挂式管线机产品的评价流程。
产品检验作业指导书

产品检验作业指导书标题:产品检验作业指导书引言概述:产品检验是保证产品质量的重要环节,而产品检验作业指导书则是指导检验人员进行检验工作的重要文件。
本文将详细介绍产品检验作业指导书的内容和作用。
一、指导检验人员进行检验工作1.1 确定检验标准:作业指导书应明确产品的检验标准,包括外观、尺寸、性能等方面的要求。
1.2 制定检验流程:指导书应规定检验的具体流程,包括取样、检验方法、检验设备等。
1.3 确定检验人员职责:指导书应明确检验人员的职责和权限,确保检验工作的准确性和可靠性。
二、记录检验结果和处理意见2.1 记录检验结果:指导书应规定如何记录检验结果,包括合格、不合格、待定等情况。
2.2 处理不合格品:指导书应明确不合格品的处理程序,包括报废、返工、退货等措施。
2.3 提出改进建议:指导书应鼓励检验人员提出改进建议,以不断提高产品质量和检验效率。
三、保证检验设备的准确性和可靠性3.1 定期校准设备:指导书应规定检验设备的定期校准程序,确保检验结果的准确性。
3.2 保养设备维护:指导书应规定检验设备的保养和维护程序,延长设备的使用寿命。
3.3 处理设备故障:指导书应明确处理设备故障的程序,确保检验工作不受影响。
四、培训检验人员的技能和素质4.1 提供培训计划:指导书应规定检验人员的培训计划,包括培训内容、培训方式等。
4.2 提升技能水平:指导书应鼓励检验人员不断提升专业技能,提高检验水平。
4.3 培养团队合作精神:指导书应强调团队合作的重要性,促进检验团队的凝结力和效率。
五、持续改进检验工作流程5.1 定期评估检验效果:指导书应规定定期评估检验效果的程序,发现问题及时改进。
5.2 采集反馈意见:指导书应鼓励检验人员提出改进建议,不断改进检验工作流程。
5.3 加强内部沟通:指导书应促进内部沟通,确保检验工作的顺利进行和持续改进。
结论:产品检验作业指导书是指导检验工作的重要文件,通过明确检验标准、记录检验结果、保证设备可靠性、培训检验人员和持续改进工作流程,可以提高产品质量,确保生产过程的顺利进行。
【2018-2019】检验指导书范本-优秀word范文 (5页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==检验指导书范本篇一:检验类作业指导书模板篇二:检验作业指导书模板01GA4D25TCI零部件检验基准书编号:DD/DL03-JZS(2.5LJ) NO:201X00x篇三:抽检方案——检验作业指导书样本文件编号:MHMY/ZC18-201X 版次状态:A/0 受控状态:发放编号:河北贸恒贸易有限公司检验作业指导书(依据GB/T 2828-201X《计数抽样检验程序》编制)编制:** 审核:** ** 批准:**发布日期:201X年11月26日实施日期:201X年11月30日示例:一、检查水平为Ⅱ,确定一次正常抽样方案。
采用ISO2859对六角头螺栓这一产品进行抽样验收,按条件:AQL=1.5%,N=201X0,检查水平为Ⅱ,确定一次正常抽样方案。
步骤如下:第一步,正常检查方案的确定。
从表一找到包含批量大小N=201X0的行是批量范围10001~35000,AQL=1.5%,对应的样本大小n=315,该行与AQL=1.5%列的相交栏为Ac=10,Re=11,由此得抽样方案:N=201X0,n=315,Ac=10,Re=11。
检验过程是:从201X0个六角头螺栓中随机抽取315个六角头螺栓为样本进行测试,如果不合格品数d≤Ac=10,则接收该批六角头螺栓;如果d≥11,则拒收该批六角头螺栓。
二、检查水平为Ⅱ,确定一次加严抽样方案。
采用ISO2859对六角头螺栓这一产品进行抽样验收,按条件:AQL=1.5%,N=201X0,检查水平为Ⅱ,确定一次加严抽样方案。
步骤如下:第一步,正常检查方案的确定。
从表二找到包含批量大小N=201X0的行是批量范围10001~35000,AQL=1.5%,对应的样本大小n=315,该行与AQL=1.5%列的相交栏为Ac=8,Re=9,由此得抽样方案:N=201X0,n=315,Ac=8,Re=9。
检验基准书
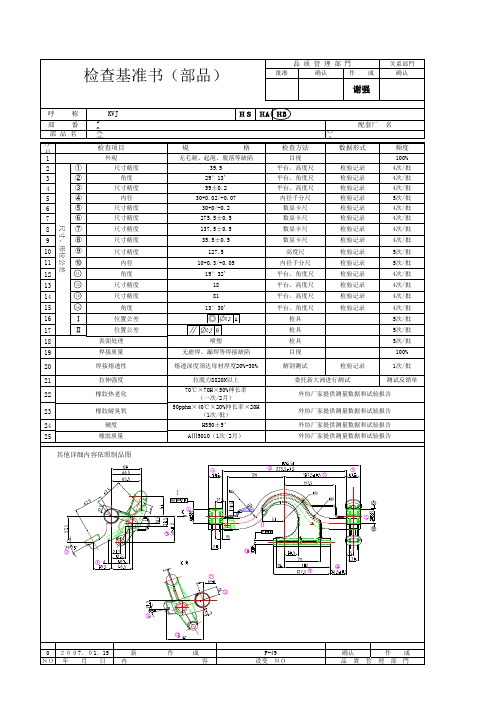
喷塑 无虚焊、漏焊等焊接缺陷
检查方法 目视
平台、高度尺 平台、角度尺 平台、高度尺 内径千分尺
数显卡尺 数显卡尺 数显卡尺 数显卡尺 高度尺 内径千分尺 平台、角度尺 平台、高度尺 平台、高度尺 平台、角度尺
检具 检具 检具 目视
配套厂 名 〇 △
数据形式
频度
100%
检验记录
1次/批
拉脱力8820N以上
70℃×70H×50%伸长率 (一次/2月)
50pphm×40℃×20%伸长率×20H (1次/批)
HS50±5°Βιβλιοθήκη AⅢ5010(1次/2月)
委托新大洲进行测试
测试反馈单
外协厂家提供测量数据和试验报告
外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告
4次/批
检验记录 检验记录
4次/批 4次/批
检验记录 检验记录
5次/批 4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
5次/批
检验记录
5次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
5次/批
5次/批
5次/批
100%
熔透深度须达母材厚度20%-30%
解剖测试
检验记录
表面处理 焊接质量
焊接熔透性
拉伸强度
橡胶热老化
橡胶耐臭氧
硬度 橡胶质量
其他详细内容依照制品图
HS HA HB
規 格 无毛刺、起泡、脱落等缺陷
检验基准书格式
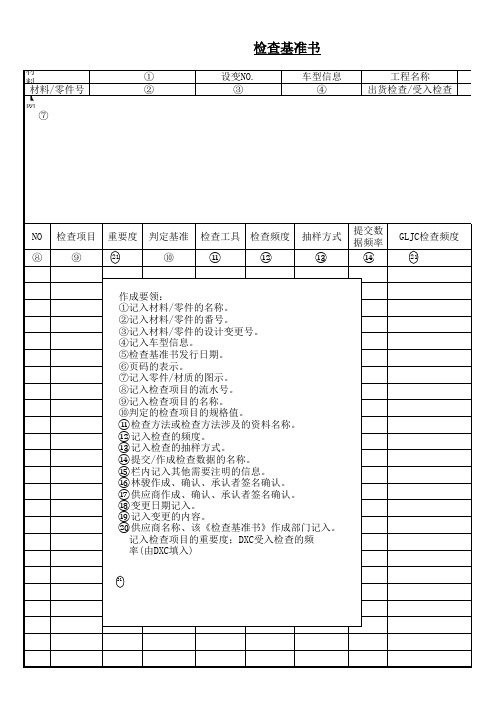
发行日 ⑤
NO ⑧
检查项目 ⑨
重要度
21
判定基准 ⑩
⑪ ⑫ 检查工具 检查频度
⑬ 抽样方式
提交数 ⑭ 据频率
GLJC检查频度
21
作成要领: ①记入材料/零件的名称。 ②记入材料/零件的番号。 ③记入材料/零件的设计变更号。 ④记入车型信息。 ⑤检查基准书发行日期。 ⑥页码的表示。 ⑦记入零件/材质的图示。 ⑧记入检查项目的流水号。 ⑨记入检查项目的名称。 ⑩判定的检查项目的规格值。 ⑪检查方法或检查方法涉及的资料名称。 ⑫记入检查的频度。 ⑬记入检查的抽样方式。 ⑭提交/作成检查数据的名称。 ⑮栏内记入其他需要注明的信息。 ⑯林骏作成、确认、承认者签名确认。 ⑰供应商作成、确认、承认者签名确认。 ⑱变更日期记入。 ⑲记入变更的内容。 ⑳供应商名称、该《检查基准书》作成部门记入。 记入检查项目的重要度;DXC受入检查的频 率(由DXC填入)
21
⑯ 承认 确认 ⑯ 作成
序号 5 4 3 2 1 0
日期
变更内容·理由
供应商
⑲ ⑱ 新规作成 ⑳ 品质保证课 承认
编号:
供应商名 部门名称 【改订符号△】 途径: 提出部门→供应商作成部门→提出部门→发行实施(保留复印件)→返回供应商(原件)
发 确认 ⑰ 作成
保存期限:20年 应商(原件)
车型信息工程名称发行日期页数检查项目重要度判定基准检查工具检查频度抽样方式序号日期供应商新规作成承认确认作成承认确认作成品质保证课供应商名部门名称改订符号材料零件名称材料零件号出货检查受入检查提交数据频率gljc检查频度备注检查方法编号
检查基准书
材料/零件名称 材料/零件号 【图示】 ⑦ ① ② 设变NO. ③ 车型信息 ④ 工程名称 出货检查/受入检查
不干胶标签成品检验基准书SIP
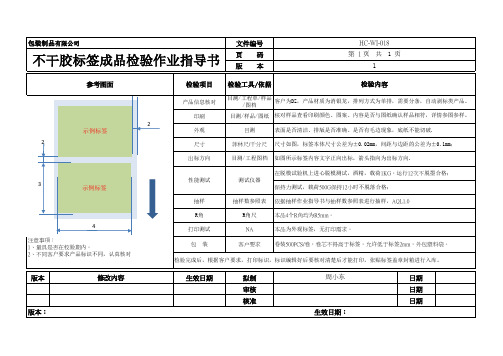
包装
客户要求 卷装500PCS/卷,卷芯不得高于标签,允许低于标签2mm,外包塑料袋。
检验完成后,根据客户要求,打印标识,标识编辑好后要核对清楚后才能打印,张贴标签盖章封箱进行入库。
版本 版本:
修改内容
生效日期
拟制 审核 核准
周小东 生效日期:
日期 日期 日期
目测/工程图档 如图所示标签内容文字正向出标,箭头指向为出标方向.
测试仪器
在脱模试验机上进心脱模测试,酒精,载荷1KG,运行12次不脱墨合格; 保持力测试,载荷500G保持12小时不脱落合格;
抽样数参照表 依据抽样作业指导书与抽样数参照表进行抽样,AQL1.0
R角尺
本品4个R角均为R5mm。
NA
本品为外观标签,无打印需求。
检验内容
目测/工程单/样品 /图档
客户为DZ,产品材质为消银龙,排列方式为单排,需要分条,自动剥标类产品。
目测/样品/图纸 核对样品查看印刷颜色、图案、内容是否与图纸确认样品相符,详情参图参样。
目测
表面是否清洁、排版是否准确、是否有毛边现象,底纸不能切破.
菲林尺/千分尺 尺寸如图,标签本体尺寸公差为±0.02mm,间距与边距的公差为±0.1mm;
包装制品有限公司
不干胶标签成品检验作业指导书
文件编号 页码 版本
HC-WI-018 第 1页 共 1 页
1
参考图面
2 示例标签 2
3
示例标签
ቤተ መጻሕፍቲ ባይዱ
4
注意事项: 1、量具是否在校验期内。 2、不同客户要求产品标识不同,认真核对
检验项目
产品信息核对 印刷 外观 尺寸
出标方向
性能测试
抽样 R角 打印测试
检验工具/依据
产品检验基准书
目的:规范产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性.适用范围:本标准适用于公司内部所有产品的检验判定.职责权限:本标准由工程部协助,品质部主导建立,总经理核准生效.各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正.相关文件:抽样检验作业规范、进料检验作业规范、制程检验作业规范、出货检验作业规范、成品检验作业流程图等.文件细则:使用仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W日光灯照直径2cm-4cm或宽敞环境中的自然光照下目视距离:30-50cm矫正后视力以上目视角度:45°目视时间:10-15秒抽样方案及验收水准:依照抽样检验作业规范执行.检验要求及作业注意事项:依照进料检验作业规范、制程检验作业规范、成品检验作业规范、出货检验作业规范相关规定执行检验.声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级.凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级.PCBA检验项目及判定标准:成品MOUSE检验项目及判定标准:备注:1.批次构成以送检部门的一次性送检数量为一批.2.判定时依据抽样检验操作规范相关规定对照AC/RE的个数,然后参考上表判定缺陷等级,再综合进行判定,不良品需经主管确认后再与生产部对机.3.当不良品的个数超过任何一个CR/MAJ/MIN对应级别的判退标准时,判定该批为不合格批.4.当不良品的个数总和超过MI级别的允收数量时判定该批为不合格批.5.一般包装的材料、方式、结构等外观参照BOM核对料号和规格.6.鼠标因种类不同,要求测试项目也不同,不要求测试的电气项目可依主管通知为准或询问工程部门主管.7.对于不良判定难以掌控的不良现象可提交部门主管或工程部相关人员进行确认.8.检验过程中如出现未验够即达到判退标准的,外发送检即可判退,内部报验待验完所有样品后再一起与生产部对机并做判定,检验过程中注意不良样品的保留.。
WI-060进料检验基准书-1
长青机械科技(昆山)有限公司进料检验基准书文件 编号 WI-060 版本 0 共 39 页 起草 单位 品管 发行 日期 表单 2008/7/25 无文件履历 0 2008 年 7 月 25 日文件新版发行.12345678910 文件核准 文件审核 文件编制长青机械科技(昆山)有限公司文件编号 本页WI-60 第1页进料检验基准书实施日期 印表日期2008/07/25 2008/07/25长青机械科技(昆山)有限公司文件编号 本页WI-60 第2页进料检验基准书实施日期 印表日期2008/07/25 2008/07/251.目的: 1.目的:经由样本的抽检,以对送验批作正确的判断,并可减少成本,确保进料品质稳定达产品能 目的: 符合客户要求,使公司与客户均达到双赢. 2.适用范围: 2.适用范围:凡本公司产品中的零件均适用. 适用范围: 3.定义: 3.定义: 3-1 DATE CODE定义 : 主要零组件须有DATE CODE标示 主要零组件如右: IC板,变压器,马达,线材,帮浦,气袋 供应商若未指定编码原则,则依 本公司指定编码,其方式如下: DATE CODE 共 2 码 X =年份 代号 X 年份 Y= 月份 代号 Y 月份 3-2 标准检验环境: 1.检验之环境条件:产品应放置在40W日光灯一公尺的距离下,以裸眼距产品约30cm处, 视角45度角进行判定.於判定无疑义的情况下,亦可在自然光线下进行判定作业. 2.若未曾发生现象存有疑议时,可与其它量测仪器或会同相关单位人员确认,并增列标准. 3.色泽等易受外在因素影响之限度样品,应每年申请更换一次. 3-3 外观面定义: A级面:组装后以正视角度,可立即看到之表面. B级面:组装后以正视角度,容易看到之表面. C级面:组装后以正视角度,很难看到之表面. D级面:组装后以正视角度,看不到之表面.(如底座之内表面) 不易分辨等级时,品管单位判其等级 4.权责: 4.权责: 4.1 工程: 图面之发行及管制. 4.2 品管: 进料检验基准书制定与修订. 5.作业内容: 5.作业内容: 5.1 进料检验人员作业时,依照<合格供应商名录>和<图面>中所规定进行检验工作,并将检验 结果记录於QP-023-03<进料检验报告>. 如有发现特性检验有不合格时,依QP-026<不合格品管理程序>作业. 5.2 抽样方式依 附录1 抽样标准计划表执行. 5.3 进料产品有安规时,需依照WI-069<进料检验安规零件对照表>,确认是否为指定供应商. A 1 B 2 C 3 D 4 E 5 F 6 G 7 H 8 I 9 J 10 K 11 L 12 4 5 6 7 8 9 0 1 2 3 2013 2004 2005 2006 2007 2008 2009 2010 2011 2012 X 年 Y月 2007年 12月 例 : 7 L 代表 2007年 12月长青机械科技(昆山)有限公司文件编号 本页WI-60 第3页进料检验基准书实施日期 印表日期2008/07/25 2008/07/25附录 1 : 抽样标准计划表 抽样计划说明: 1. 外观检验--抽样标准依 MIL-STD-105E (I)执行,一般采用正常检验; 2. 尺寸检验--抽样标准依 C=0 抽样表( 不良数为1 即判定批退); 3. 首次交货采用加严检验,后续交货采用正常检验; 首次交货采用加严检验 4. 若上批有不良批退同单号重新交货时,则改用加严检验至合格后再改用正常检验 若上批有不良批退同单号重新交货时,则改用加严检验至合格后再改用正常检验. 批退同单号重新交货时,则改用加严检验至合格后再改用正常检验 外观检验 批量 正常检验抽 样 2~8 9~15 16~25 26~50 51~90 91~150 151~280 281~500 501~1200 1201~3200 3201~10000 10001~35000 35001~150000 150001~500000 500001 以上 2 2 3 5 5 8 13 20 32 50 80 125 200 315 500 0.4 允收水准 AQL 1.0 1.5 2.5 抽 样 2 2 3 5 0.4MIL-STD-105E (I) 加严检验允收水准 AQL 1.0 1.5 2.5尺寸检验 C=0 抽样表 正常检验抽 样 数加严检验抽 样 数数 Ac Re Ac Re Ac Re Ac Re 数 Ac Re Ac Re Ac Re Ac Re2 2 2 3 4 0 1 0 1 0 1 1 2 1 2 2 3 1 2 2 3 3 4 5 6 7 8 9 9 9 9 9 92 2 3 5 5 6 7 9 11 13 15 15 15 15 150 1 0 1 0 1 0 15 8 131 2 20 1 2 2 3 32 1 2 2 3 3 4 50 2 3 3 4 5 6 801 2 3 4 5 6 7 8 125 0 1 2 3 3 4 5 6 2 3 5 6 7 8 10 11 200 1 2 3 4 5 6 8 9 3 4 7 8 10 11 14 15 315 2 3 5 6 8 9 12 13 5 6 10 11 14 15 21 22 500 3 4 8 9 12 13 18 19采用箭头上第一个抽样计划. 采用箭头下第一个抽样计划,如样本大小等於或超过批量时,则用 100%检验. Ac =允收数(Accept). Re =拒收数(Reject).长青机械科技(昆山)有限公司文件编号 本页WI-60 第4页进料检验基准书目 录页数 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 A A A A A A A A A A A B A B B A B B A A B B B C C B B Rev 1.0类别 区分实施日期 印表日期2008/07/25 2008/07/25No 1 2 3 4 5 6 7 8 9分类 / 品名 附录 1 : 抽样标准计划表 目录 线材类 PCB 板(PCB'A) 传动马达 马达组件/电动缸 PUMP 马达 电磁阀 – 气压用 电磁阀A.Q.L. MA MI填写 进料 检 验报 告 表0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 1.0 0.4 1.0 1.0 0.4 1.0 1.0 0.4 0.4 1.0 1.0 0.4 1.5 1.5 1.0 1.01.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 2.5 1.0 2.5 2.5 1.0 2.5 2.5 1.0 1.0 2.5 2.5 1.0 2.5 2.5 2.5 2.5VV V V V V V V V V V10 变压器 11 电源开关组/保险丝 12 温热-温热带,PTC 13 其他电子类 14 金属类- 一般件 15 金属类-传动件及结构件 (螺杆,齿轮,M 型钩)V16 金属类-小五金类 17 塑胶类- 外观件 18 塑胶类- 传动件 19 塑胶类- 一般件 20 橡胶类 21 气压管 22 气袋类 23 烤漆外观类 24 电著类 25 半成品组件 26 包材类- 外箱,纸板 27 手控器铭版,波丽,标签类,说明书 28 皮革/布类 29 皮革/布类(加工件)V V VV长青机械科技(昆山)有限公司文件编号 本页 品名: 品名: 线材类项次WI-60 第5页区分类 别 : A进料检验基准书REV 1.0实施日期 印表日期2008/07/25 2008/07/25MA:0.4 MI: [ MA:0.4 MI:1.0 ] 检验方法与标准 判定 登录数检验项目 包装检验1.1 包装标示检查产品内,外包装(含带装零件之包装)是否 有变形,破损,受潮或挤压.......等不良现象.a.有上述不良现象,且影响产品作业性,储存性. b.有上述不良现象,但不影响产品作业性,储存性.判定工具:目视检验.MA MI.2 包装不良容许度检查产品包装是否有变形,破损或挤压等不良现象.a.有上述不良现象,且影响产品之性能,作业性,储存性. b.有上述不良现象,但不影响产品之性能,作业性,储存性.判定工具:目视检验.MA MI2外观检验.1产品标示检查产品之标示(印记与标示)是否与图面(承认样品)要求相符合,另其标 示不可有无法辨识与标示外观不良等异常现象.a.标示错误或无标示. b.标示无法辨识.判定工具:目视检验.MA MI.2 产品外观检查产品外观不可有下列问题:(1)线材规格或端子须符合图面. (2)产品端子不可有氧化现象. (3)端子上不得沾有任何影响焊接与组立(锡块....)之异物. (4)产品上不可有混料....等异常现象. (5)产品之外型与各部份加工必须与图面(承认样品)相符合. (6)镀锡后不可有分叉现象,并不影响组装. (7)拨线后伤及导线现象,并造成导线易断. (8)产品上不可有错位或PIN内缩异常现象. a .有上述不良且影响产品功能时. b. 有上述不良但不影响产品功能时.判定工具:目视检验 . MA MI3 4尺寸检验 特性检验依承认书或图面 重点管制尺寸检验,必须符合规格. 判定工具:钢尺或卷尺. 导通测试. 判定工具依三用电表或治具量测.MA MA长青机械科技(昆山)有限公司文件编号 本页WI-60 第6页检验项目 包装检验 .1 包装方式进料检验基准书REV 1.0 检验方法与标准实施日期 印表日期2008/07/25 2008/07/25判定 MA 登录数品名: PCB板 PCB'A) 品名: PCB板(PCB'A) 区 分 类 别 : A项次[CR:0 MA:0.4 MI:1.0 ] CR: MA:0.4 MI:1检查产品之包装是否依规定使用气泡袋包装. 判定工具:目视检验 .2 包装标示 检查产品包装箱是否於明显处标示下列事项: (1)供应商名称或商标. (2)日期/料号/品名/数量. (3)要求标示及其他必要事项.(例如:双方所协定之特殊标示) 判定工具:目视检验. .3 包装不良容许度 检查产品包装是否有变形,破损,受潮或挤压......等不良现象. a.有上述不良现象,且影响产品之作业性,储存性. b.有上述不良现象,但不影响产品之作业性,储存性. 判定工具:目视检验.MAMA MI2外观检验.1 产品标示 MI MA MA MA CR MA MA MAMA(附录 1& 2) (1)须贴付QC合格标签. (2)IC板须检查PC空板是否标示防火等级及厂商代号. .2 产品外观 (1)焊点不可空焊. (2)无贴付料号(IC主板须加注程式版本标签)以示区别. (3)注意电容极性不可相反. (4)注意端子规格及方向性. (5)手控器须注意线材出线方向及零件高度. (6)依照图面或样品检验 外观,尺寸,颜色,排列位置,焊点面积, 焊点是否牢固,PCB 铜箔宽度,PCB 板面清洁性,电子零件固定 方式是否符合要求,焊点不可短路,空焊等.... 求,焊点不可短路,空焊等.... 求,焊点不可短路,空焊等... (7)连接器单边浮高须 ≤ 0.5mm (7)连接器单边浮高须 首批进料增加项目: (1)物料及制程须符合欧盟 RoHS 要求. (2)PCB 材质 玻纤 94V0 须附上 UL 证明文件. (3)连接器须依图面指定品牌. (4)使用配套连接器插拔 50 次后,每一接触对间的接触电阻须导通. (5)须检验电子零件温升程度是否符合规定.每批 1PCS3特性检验实配操作或治具检测.长青机械科技(昆山)有限公司文件编号 本页品名: 品名: 马达 项次 1WI-60 第7页区分 类 别 : A .1 包装方式 检验项目 包装检验进料检验基准书REV 1.0实施日期 印表日期2008/07/25 2008/07/25判定 MA 登录数MA:0.4 MI: [ MA:0.4 MI:1.0 ] 检验方法与标准检查产品包装是否造成品质不良. 判定工具:目视检验. .2 包装标示 检查产品之包装是否於明显处标示下列事项: (1)供应商名称或商标. (2)日期/品名/料号/数量或重量. (3)图面内要求标示或其他必要事项. 判定工具:目视检验. .3 包装不良容许度 检查产品包装是否有不良现象. 判定工具:目视检验. 2 外观检验 .1 产品标示 检查产品标签及印刷之标示是否与图面(承认样品)要求相符合. 型号及标示电压是否正确,并记录制造DATE CODE. DATE CODE .2 产品外观 检查产品外观不可有下列问题: (1)产品各部份(本体,端子,封帽,覆盖物...)不可有氧化,破裂,破 损,裂痕....等)异常现象. (2)产品或端子上不得沾有任何(胶,环氧树脂)与组立(锡块..)之异物. (3)产品上不可有混料....等异常现象. (4)产品之外型与各部份加工必须与图面(承认样品)相符合. (5)不可有线材破皮,或端子松脱. a 有上述不良且影响产品功能时. b 有上述不良但不影响产品功能时. (6)连接端子之型号须符合图面要求. (7)线材规格须符合图面规格. (8)与承认样品外形比对须相符合, (8)与承认样品外形比对须相符合,不可混装. 与承认样品外形比对须相符合 判定工具:目视检查 3 尺寸检验 依承认书或图面 重点管制尺寸检验,必须符合规格. (如:轴心长度, 轴心外径,引出线规格长度) 判定工具: 游标尺,钢尺,分厘卡 4 特性检验 .1 马达最小启动电压,旋转方向须符合规格. .2 额定电压-空载之电流值,转速须符合零件规格. .3 额定电压运转时的马达,距离耳朵30cm以处,不可有异音存在. .4 额定电压运转时的马达,手感不可异常振动. 判定工具:电源供应器 ,治具, 转速计 , 耳感 , 手感 . .5 信赖性测试: 空载连续1小时不可异味,异音或动作异常. 判定工具:电源供应器.MAMAMA每批 1PCSMA MI MA MA MA MA 每批 5PCS MA MA MA MI MA 每批 5PCS长青机械科技(昆山)有限公司文件编号 本页WI-60 第8页检验项目 包装检验 .1 包装方式进料检验基准书REV 1.0 检验方法与标准实施日期 印表日期MA:0.4 MI: [ MA:0.4 MI:1.0 ]2008/07/25 2008/07/25判定 MA 登录数品名: 品名: 马达组件/电动缸 区 分 类 别 : A 项次 1检查产品包装是否造成品质不良. 判定工具:目视检验. .2 包装标示 检查产品之包装是否於明显处标示下列事项: (1)供应商名称或商标. (2)日期/品名/料号/数量或重量. (3)图面内要求标示或其他必要事项. 判定工具:目视检验. .3 包装不良容许度 检查产品包装是否有不良现象. 判定工具:目视检验. 2 外观检验 .1产品标示 .1产品标示 检查产品标签及印刷之标示是否与图面(承认样品)要求相符合. 型号及标示电压是否正确 .2 产品外观 检查产品外观不可有下列问题: (1)产品各部份(本体,端子,封帽,覆盖物...)不可有氧化,破裂,破 损,裂痕....等)异常现象. (2)产品或端子上不得沾有任何(胶,环氧树脂)与组立(锡块..)之异物. (3)产品上不可有混料....等异常现象. (4)产品之外型与各部份加工必须与图面(承认样品)相符合. (5)不可有线材破皮,或端子松脱. a 有上述不良且影响产品功能时. b 有上述不良但不影响产品功能时. (6)连接端子之型号须符合图面要求. (7)线材规格须符合图面规格. (8)与承认样品外形比对须相符合, (8)与承认样品外形比对须相符合,不可混装. 与承认样品外形比对须相符合 (9)电动缸转向须正确. (9)电动缸转向须正确. 判定工具:目视检查 , 电源供应器 3 尺寸检验 依承认书或图面 重点管制尺寸检验,必须符合规格. (如:线材长度及长度尺寸) 判定工具: 游标尺,钢尺 4 特性检验 额定电压运转时的马达,距离耳朵30cm以处,不可有异音存在. 判定工具:电源供应器 , 耳感 , 手感 .MAMA MA每批 1PCS MA MI MA MA MA MA MA每批 1PCSMA每批 1PCS长青机械科技(昆山)有限公司文件编号 本页WI-60 第9页区分 类 别 : A .1 包装方式 检验项目 包装检验进料检验基准书REV 1.0 检验方法与标准实施日期 印表日期MA:0.4 MI: [ MA:0.4 MI:1.0 ]2008/07/25 2008/07/25判定 MA 登录数品名: 品名: PUMP马达 项次 1检查产品包装是否造成品质不良. 判定工具:目视检验. .2 包装标示 检查产品之包装是否於明显处标示下列事项: (1)供应商名称或商标. (2)日期/品名/料号/数量或重量. (3)图面内要求标示或其他必要事项. 判定工具:目视检验. .3 包装不良容许度 检查产品包装是否有不良现象. 判定工具:目视检验. 2 外观检验 .1产品标示 .1产品标示 检查产品标签及印刷之标示是否与图面(承认样品)要求相符合. 型号及标示电压是否正确. .2 产品外观 检查产品外观不可有下列问题: (1)产品各部份(本体,端子,封帽,覆盖物...)不可有氧化,破裂,破 损,裂痕....等)异常现象. (2)产品或端子上不得沾有任何(胶,环氧树脂)与组立(锡块..)之异物. (3)产品上不可有混料....等异常现象. (4)产品之外型与各部份加工必须与图面(承认样品)相符合. (5)不可有线材破皮,或端子松脱. a 有上述不良且影响产品功能时. B 有上述不良但不影响产品功能时. (6)连接端子之型号须符合图面要求. (7)线材规格须符合图面规格. 判定工具:目视检查 3 尺寸检验 依承认书或图面 重点管制尺寸检验,必须符合规格. (如: 线材长度) 判定工具: 钢尺 4 特性检验 .1 额定电压-之最大压力,流量,电流值须符合规格. .2 额定电压运转时的马达,距离耳朵30cm以内,不可有异音存在. 判定工具: 治具, 压力计,流量计,耳感 , 手感 . .3 信赖性测试: 操作测试1小时 判定工具: 电源供应器或治具. 5 其他 厂商每批是否附" 出货检验报告" . 判定工具:目视比对MAMA CR 每批 1PCSMA MI MA MA MA 每批 5PCS MA MI MA 每批 5PCS长青机械科技(昆山)有限公司文件编号 本页品名: 品名: 电磁阀 项次 1WI-60 第 10 页– 气压用 区 分 类 别 : A.1 包装方式 检验项目 包装检验进料检验基准书REV 1.0 检验方法与标准 检验方法与标准实施日期 印表日期2008/07/25 2008/07/25判定 MA 登录数MA:0.4 MI: [ MA:0.4 MI:1.0 ]检查产品包装是否造成品质不良. 判定工具:目视检验. .2 包装标示 检查产品之包装是否於明显处标示下列事项: (1)供应商名称或商标. (2)日期/品名/料号/数量或重量. (3)图面内要求标示或其他必要事项. 判定工具:目视检验. .3 包装不良容许度 检查产品包装是否有不良现象. 判定工具:目视检验. 2 外观检验 .1产品标示 安规检验) .1产品标示 (安规检验) 检查产品标签及印刷之标示是否与图面(承认样品)要求相符合. 型号及标示电压是否正确,并记录制造DATE CODE. DATE CODE .2 产品外观 检查产品外观不可有下列问题: (1)产品各部份(本体,端子,封帽,覆盖物...)不可有氧化,破裂,破 损,裂痕....等)异常现象. (2)产品或端子上不得沾有任何(胶,环氧树脂)与组立(锡块..)之异物. (3)产品上不可有混料....等异常现象. (4)产品之外型与各部份加工必须与图面(承认样品)相符合. (5)不可有线材破皮,或端子松脱. a 有上述不良且影响产品功能时. b 有上述不良但不影响产品功能时. (6)连接端子之型号须符合图面要求. (7)线材规格须符合图面规格. 判定工具:目视检查 3 尺寸检验 依承认书或图面 重点管制尺寸检验,必须符合规格. (如: 电磁阀牙纹,气嘴外径) 判定工具: 游标尺,螺丝实配或牙规 4 特性检验 .1 最小启动电压须符合规格. .2 额定电压(磁杆朝下) -消耗电流, 漏气检查, 排气检查须符合零件规格. 判定工具: 电源供应器,三用电表,治具, 压力计. 5 其他 厂商每批是否附" 出货检验报告" . 判定工具:目视比对MAMA MA 每批 1PCSMA MI MA MA MA 每批 5PCS MA MA 每批 5PCS长青机械科技(昆山)有限公司文件编号 本页品名: 品名: 电磁阀 项次 1WI-60 第 11 页区 分 类别 : A .1 包装方式 检验项目 包装检验进料检验基准书REV 1.0实施日期 印表日期2008/07/25 2008/07/25判定 MA 登录数MA:0.4 MI: [ MA:0.4 MI:1.0 ] 检验方法与标准检查产品包装是否造成品质不良. 判定工具:目视检验. .2 包装标示 检查产品之包装是否於明显处标示下列事项: (1)供应商名称或商标. (2)日期/品名/料号/数量或重量. (3)图面内要求标示或其他必要事项. 判定工具:目视检验. .3 包装不良容许度 检查产品包装是否有不良现象. 判定工具:目视检验. 2 外观检验 .1产品标示 .1产品标示 检查产品标签及印刷之标示是否与图面(承认样品)要求相符合. 型号及标示电压是否正确,并记录制造DATE CODE. DATE CODE .2 产品外观 检查产品外观不可有下列问题: (1)产品各部份(本体,端子,封帽,覆盖物...)不可有氧化,破裂,破 损,裂痕....等)异常现象. (2)产品或端子上不得沾有任何(胶,环氧树脂)与组立(锡块..)之异物. (3)产品上不可有混料....等异常现象. (4)产品之外型与各部份加工必须与图面(承认样品)相符合. (5)不可有线材破皮,或端子松脱. a 有上述不良且影响产品功能时. b 有上述不良但不影响产品功能时. (6)连接端子之型号须符合图面要求. (7)线材规格须符合图面规格. 判定工具:目视检查 3 尺寸检验 依承认书或图面 重点管制尺寸检验,必须符合规格. (如 : 电磁阀牙纹,磁杆外径及长度) 判定工具: 牙规,游标尺 4 特性检验 .1 最小启动电压须符合规格(磁杆朝下). .2 DC 欧姆 判定工具: 电源供应器,三用电表. 5 其他 厂商每批是否附" 出货检验报告" . 判定工具:目视比对MAMA MA 每批 1PCSMA MI MA MA MA 每批 5PCS MA MA 每批 5PCS长青机械科技(昆山)有限公司文件编号 本页品名: 品名: 变压器 项次 1WI-60 第 12 页区 分 类别 : A .1 包装方式 检验项目 包装检验进料检验基准书REV 1.0 检验方法与标准实施日期 印表日期2008/07/25 2008/07/25判定 MA 登录数MA:0.4 MI: [ MA:0.4 MI:1.0 ]检查产品包装是否造成品质不良. 判定工具:目视检验. .2 包装标示 检查产品之包装是否於明显处标示下列事项: (1)供应商名称或商标. (2)日期/品名/料号/数量或重量. (3)图面内要求标示或其他必要事项. 判定工具:目视检验. .3 包装不良容许度 检查产品包装是否有不良现象. 判定工具:目视检验. 2 外观检验 .1产品标示 .1产品标示 1. 检查产品之标示符号(安规)是否与图面(承认样品)要求相符合. 2. 检查产品标签之标示型号及规格是否与图面相同. .2 产品外观 检查产品外观不可有下列问题: (1)产品各部份(本体)不可有氧化,破裂,破损,裂痕..等)异常现象. (2)产品上不可有混料....等异常现象. (3)产品之外型与各部份加工必须与图面(承认样品)相符合. (4)引出线材规格须正确,线材不可破皮. a 有上述不良且影响产品功能时. b 有上述不良但不影响产品功能时. 判定工具:目视检查 3 尺寸检验 依承认书或图面 重点管制尺寸检验,必须符合规格. (如本体定位孔,线材长度) 判定工具: 游标尺,尺 4 特性检验 .1额定电压=>空载(IO)电流小於规格值,且不可有嗡嗡声或异音产生. .2额定电压=>空载输出电压,满载输出电压(若无规定公差则为+/- 5%) .3 温升测试: 须小於规格值 1.先依图面或承认书调整满载. 2.一次侧电压调整 2-1 一次侧电压范围为 100~120ACV ,则须调整至127.2ACV 2-2 一次侧电压范围为 200~240ACV ,则须调整至254.4ACV 2-3 一次侧电压若为其他范围 , 则设定为额定电压+6% . 3.温度量测点: 3-1. 环境温度=> A.量测点应在变压器附近约20cm. B.应在10~30℃, 若不在范围可利用环境测试机或隔离环境温度.MAMA MA 每批 1PCSMA MI MA 每批 5PCS MA MA 每批 5PCS 每批 1PCS长青机械科技(昆山)有限公司文件编号 本页WI-60 第 13 页检验项目 包装检验 .1 包装方式进料检验基准书REV 1.0 检验方法与标准 CR: [ CR:0实施日期 印表日期2008/07/25 2008/07/25判定 MA 登录数品名: 品名:电源开关组/保险丝 区 分 类 别 : A 项次 1MA:0.4 MI: MA:0.4 MI:1.0 ]检查产品包装是否造成品质不良. 判定工具:目视检验. .2 包装标示 检查产品之包装是否於明显处标示下列事项: (1)供应商名称或商标. (2)日期/品名/料号/数量或重量. (3)图面内要求标示或其他必要事项. 判定工具:目视检验. .3 包装不良容许度 检查产品包装是否有不良现象. 判定工具:目视检验. 2 外观检验 .1产品标示 .1产品标示 检查产品之标示安规符号及规格是否与图面(承认样品)要求相符合. 并记录规格或型号. .2 产品外观 检查产品外观不可有下列问题: (1)产品各部份(本体)不可有氧化,破裂,破损,裂痕..等)异常现象. (2)产品不得沾有任何(胶,环氧树脂)与组立(锡块..)之异物. (3)产品上不可有混料....等异常现象. A 有上述不良且影响产品功能时. b 有上述不良但不影响产品功能时. 判定工具:目视检查 3 尺寸检验 .1依承认书或图面 重点管制尺寸检验,必须符合规格. .2开关须实配. (如: 长度,直径) 判定工具: 游标尺 4 特性检验 .1 导通测试须符合规格. 判定工具: 三用电表.MAMA MA 每批 1PCSMA MI MA 每批 5PCSMA每批 5PCS长青机械科技(昆山)有限公司文件编号 本页WI-60 第 14 页检验项目 包装检验 .1 包装方式进料检验基准书REV 1.0 检验方法与标准实施日期 印表日期MA:0.4 MI: [ MA:0.4 MI:1.0 ]2008/07/25 2008/07/25判定 MA 登录数品名: 品名: 温热类-温热带,PTC 区 分 类 别 : A 项次 1检查产品包装是否造成品质不良. 判定工具:目视检验. .2 包装标示 检查产品之包装是否於明显处标示下列事项: (1)供应商名称或商标. (2)日期/品名/料号/数量或重量. (3)图面内要求标示或其他必要事项. 判定工具:目视检验. .3 包装不良容许度 检查产品包装是否有不良现象. 判定工具:目视检验. 2 外观检验 .1 产品标示 (1) 须确认温度开关规格及制造商是否相同. (2) 温热袋-检查表面是盖印标示DATE CODE 温热袋DATE CODE. .2 产品外观 检查产品外观不可有下列问题: (1)线材,端子颜色及规格须符合规格. (2)端子不可PIN内缩或接触不良之现象. (3)产品上不可有混料....等异常现象. 温热袋_温热线布置依图面或样品比对, (4) 温热袋_温热线布置依图面或样品比对,温热线不可重叠或线接触 a 有上述不良且影响产品功能时. b 有上述不良但不影响产品功能时. 判定工具:目视检查 检查产品之标示(印记与标示)是否与图面(承认样品)要求相符合,另其 标示不可有无法辨识与标示外观不良等异常现象.MAMA MA MA 每批 1PCSMA MIa.标示错误或无标示. b.标示无法辨识.判定工具:目视检验. 3 4 尺寸检验 特性检验 .1依图面标示重点尺寸检验,必须符合规格.(如线材长度) 判定工具: 游标尺,钢尺 .1 消耗功率测试须符合规格. .2 温度须符合规格. 判定工具: 三用电表,电源供应器,温度计,计时器. 5 其他 厂商每批是否附" 出货检验报告" . 判定工具:目视比对MA MIMA每批 5PCS 每批MA1PCS长青机械科技(昆山)有限公司文件编号 本页WI-60 第 15 页检验项目 包装检验 .1 包装方式进料检验基准书REV 1.0实施日期 印表日期2008/07/25 2008/07/25判定 MA 登录数品名: 品名: 其他电子类 区 分类 别 : A 项次 1MA:0.4 MI: [ MA:0.4 MI:1.0 ] 检验方法与标准检查产品包装是否造成品质不良. 判定工具:目视检验. .2 包装标示 检查产品之包装是否於明显处标示下列事项: (1)供应商名称或商标. (2)日期/品名/料号/数量或重量. (3)图面内要求标示或其他必要事项. 判定工具:目视检验. .3 包装不良容许度 检查产品包装是否有不良现象. 判定工具:目视检验. 2 外观检验 .1 产品标示 须符合图面要求 .2 产品外观 检查产品外观不可有下列问题: (1)产品上不可有混料.或破损...等异常现象. a 有上述不良且影响产品功能时. b 有上述不良但不影响产品功能时. 判定工具:目视检查 检查产品之标示(印记与标示)是否与图面(承认样品)要求相符合,另其 标示不可有无法辨识与标示外观不良等异常现象.MAMA MA 每批 1PCSMA MIa.标示错误或无标示. b.标示无法辨识.判定工具:目视检验. 3 4 5 尺寸检验 特性检验 其他 厂商每批是否附" 出货检验报告" . 判定工具:目视比对 .1依图面标示重点尺寸检验,必须符合规格.(如线材长度) 判定工具: 游标尺,钢尺MA MIMA每批 5PCS 每批 1PCSMA。
锡材类IQC进料检验基准书
日期
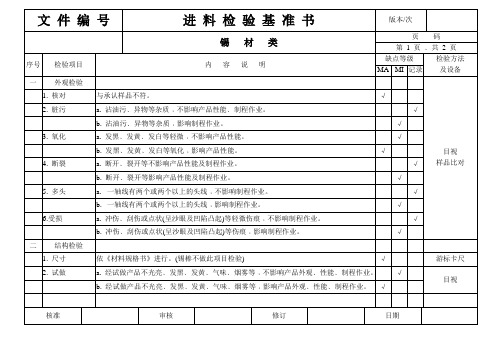
进料检验基准书
版本/次
锡材类
页码
第2页﹑共2页
序号
检验项目
内容说明
缺点等级
检验方法
及设备
MA
MI
记录
三
包装检验
目视
包装状况
a.产品外包装未依规定做相关标示﹕品名﹑型号﹑数量﹑厂商等标注或标注错误。
√
b.产品短装﹑少装﹑松散﹑零乱。
√
c.产品包装受潮﹑破损﹑脏污等不影响产品品质。
√
d.产品包装受潮﹑破损﹑脏污等影响产品品质。
进料检验基准书
版本/次
锡材类
页码
第1页﹑共2页
序号
检验项目
内容说明
缺点等级
检验方法
及设备
MA
MI
记录
一
外观检验
目视
样品比对
1.核对
与承认样品不符。
√
2.脏污
a.沾油污﹑异物等杂质﹐不影响产品性能﹑制程作业。
√
b.沾油污﹑异物等杂质﹐影响制程作业。
√
3.氧化
a.发黑﹑发黄﹑发白等轻微﹐不影响产品性能。
√
b.发黑﹑发黄﹑发白等氧化﹐影响产品性能。
√
4.断裂
a.断开﹑裂开等不影响产品性能及制程作业。
√
b.断开﹑裂开等影响产品性能及制程作业。
√
5.多头
a.一轴线有两个或两个以上的头线﹐不影响制程作业。
√
b.一轴线有两个或两个以上的头线﹐影响制程作业。
√
6.受损
a.冲伤﹑刮伤或点状(呈沙眼及凹陷凸起)等轻微伤痕﹐不影响制程作业。
√
核准
实用文档某知名品牌企业发动机组首巡检验基准书完整版(一)
实用文档某知名品牌企业发动机组首巡检验
基准书完整版(一)
《实用文档某知名品牌企业发动机组首巡检验基准书完整版》是一份检验报告,旨在对该企业的发动机组进行首次巡检验,并确定其运行状态,以确保其能够稳定运行并符合相关法规和标准。
本文档包含以下部分:
一、背景及目的
本部分对该巡检验进行了背景介绍和目的说明,旨在引导阅读者正确理解本文档的作用和意义,并提出了该巡检的目标和要求。
二、设备巡检
该部分对发动机组的各项设备进行了详细的巡检,包括外观检查、润滑系统检查、燃油系统检查、冷却系统检查等,力求全面、详尽、准确地描述设备状态及问题。
三、测试结果与分析
该部分对设备巡检结果进行分析和总结,列出了设备的问题及其可能的原因,并针对相应的问题提出了修复或更换计划,以确保设备的正常运行。
四、验收与审核
该部分对巡检结果进行了验收和审核,包括验收标准的制定和审核步骤的具体流程。
同时,该部分还包含了验收及审核失败的处理流程。
五、结论和建议
该部分总结了本文档的主要内容,提出了对设备维护和保养的建议,并强调了巡检过程中发现及时解决问题的重要性,以确保设备的长期稳定运行。
综上所述,《实用文档某知名品牌企业发动机组首巡检验基准书完整版》是一份重要的实用文档,可以帮助企业全面、准确地了解设备的运行状况,及时发现和解决问题,保证设备的正常运行。
同时,本文档也为相关从业人员提供了一份权威的实践规范,为企业能够顺利运营和发展提供了坚实的保障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
审核/日期:陈好
编制/日期:孙亮东
上海华龙玩具制品有限公司
制结粘接制程检验基准书
文件编号 版本号 发行日期
S-7.1-08 A1 页码 2/2 2011 年 04 月 22 日
本文件修订状态记录 序号 版本号 原内容
修订内容 修订人 修订日期
更改通知单号
1.目的
确保制结粘接车间制程检验按本规范执行
本文件修订状态记录 序号 版本号 原内容
修订内容 修订人 修订日期
更改通知单号
1.目的
确保乳胶车间制程检验按本规范执行
2.适用范围
适用于乳胶车间制程检验
3.职责
3.1 乳胶车间质量专员按本规范执行产品检验
3.2 乳胶车间产品生产的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
1
模具 1.1 外观
使用正确,能正常发声。
测试
7
擦油 7.1 外观
表面擦拭均匀,重量适中,无 明显转移现象,体内油液无残 留。
目测、手感
文案大全
实用文档
批准/日期:王静
审核/日期:陈好
编制/日期:孙亮东
上海华龙玩具制品有限公司
包装制程检验基准书
文件编号 版本号 发行日期
S-7.1-10 A1 页码 1/1 2011 年 04 月 23 日
上海华龙玩具制品有限公司
制绳制程检验基准书
文件编号 版本号 发行日期
S-7.1-07 A1 页码 1/1 2011 年 04 月 22 日
本文件修订状态记录 序号 版本号 原内容
修订内容 修订人 修订日期
更改通知单号
1.目的
确保制绳车间制程检验按本规范执行
2.适用范围
适用于制绳车间制程检验
3.职责
3.1 制绳车间质量专员按本规范执行产品检验
2.11 卡头条码、货号、内容、 与标准样品比对,
颜色等印刷无误,符合产品及 目测,参照客户图
修订内容 修订人 修订日期
更改通知单号
1.目的
确保搪胶车间制程检验按本规范执行
2.适用范围
适用于搪胶车间制程检验
3.职责
3.1 搪胶车间质量专员按本规范执行产品检验
3.2 搪胶车间产品生产的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
1
搪胶
1.1 外观
无生胶、不熟开裂、过火、白 目测、与标准样品
型号、规格符合订单加工要求。
目测、手感 目测、手感
无积油、刮花、漏底、错位、笔痕、 目测、与标准样品
4.1 外观 哑色等不良状况,颜色符合样品及订
4
描绘
单要求,无明显色差。
比对
4.2 附着力 油漆附着牢固,无掉漆、脱漆现象。 胶带剥离测试
文案大全
实用文档
批准/日期:王静
审核/日期:陈好
编制/日期:孙亮东
3.2 乳胶车间产品生产的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
6.1 外形
6.2 外观
6
修补
6.3 重量
外形完好,无漏气、气孔、破 裂等不良状况。 修补无明显色差,表面过渡平 整光滑,边角无残留现象。 充棉重量符合产品及订单加 工要求。
目测、手感 电子秤测量
6.4 发声
发声管、BB 叫心无漏装,规格 目测、手感、听感
实用文档
上海华龙玩具制品有限公司
物流进料检验基准书
文件编号 版本号 发行日期
S-7.1-11 A1 页码 1/1 2011 年 04 月 23 日
本文件修订状态记录 序号 版本号 原内容
修订内容 修订人 修订日期
更改通知单号
1.目的
确保物流进料检验按本规范执行
2.适用范围
适用于物流进料检验
3.职责
3.1 物流部进料检验质量专员按本规范执行产品检验
上海华龙玩具制品有限公司
乳胶制程检验基准书
文件编号 版本号 发行日期
S-7.1-09 A1 页码 2/2 2011 年 04 月 23 日
本文件修订状态记录 序号 版本号 原内容
修订内容 修订人 修订日期
更改通知单号
1.目的
确保乳胶车间制程检验按本规范执行
2.适用范围
适用于乳胶车间制程检验
3.职责
3.1 乳胶车间质量专员按本规范执行产品检验
与标准色卡比对 与标准样品比对
电子秤测量 游标卡尺 手感、与标准样品 比对
目测
文案大全
实用文档
批准/日期:王静
审核/日期:陈好
编制/日期:孙亮东
上海华龙玩具制品有限公司
制结粘接制程检验基准书
文件编号 版本号 发行日期
S-7.1-08 A1 页码 1/2 2011 年 04 月 22 日
本文件修订状态记录 序号 版本号 原内容
4.5 其 它 固 有特 牢度等应符合产品加工及订 目测、手感、核对
性
单要求
订单
批准/日期:王静
文案大全
审核/日期:陈好
编制/日期:孙亮东
实用文档
上海华龙玩具制品有限公司
搪胶制程检验基准书
文件编号 版本号 发行日期
S-7.1-05 A1 页码 1/1 2011 年 04 月 21 日
本文件修订状态记录 序号 版本号 原内容
手感、与标准样品 比对 手感、与标准样品 比对
4.6 外观
表面清洁干净,无严重灰尘污 与标准样品比对、
染、胶水、杂物附着等不良状 目测 况,无断、漏纱现象。
文案大全
实用文档
批准/日期:王静
审核/日期:陈好
编制/日期:孙亮东
上海华龙玩具制品有限公司
乳胶制程检验基准书
文件编号 版本号 发行日期
S-7.1-09 A1 页码 1/2 2011 年 04 月 23 日
无错位、气孔、麻点等不良状况。
目测
分模线过渡完整。硅胶表面无缩水、
2
硅胶 2.1 外观
气泡等不良状况。
目测
3.1 颜色
符合产品加工及订单要求
目测、与标准样品 比对
3.2 重量
电子秤测量
表面清洁、干净,无严重灰尘、杂
3
灌浆 3.3 洁净度
物、油污等附着现象。
目测
3.4 外形
符合产品加工及订单要求,无明显 目测、手感、与标 变形、破裂,气孔等不良状况。 准样品比对
实用文档
批准/日期:王静
审核/日期:陈好
编制/日期:孙亮东
上海华龙玩具制品有限公司
喷绘制程检验基准书
文件编号 版本号 发行日期
S-7.1-06 A1 页码 1/1 2011 年 04 月 21 日
本文件修订状态记录 序号 版本号 原内容
修订内容 修订人 修订日期
更改通知单号
1.目的
确保喷绘车间制程检验按本规范执行
核对订单,与标准 样品比对
核对订单、目测
4.1 重量
符合产品加工及订单要求
电子秤测量
4.2 颜色
符合产品加工及订单要求,无 与标准样品或色卡
明显色差
比对
4.3 尺寸
符合产品加工及订单要求
卡尺或卷尺
4 确认特性 4.4 印刷质量
符合产品图样和订单要求
与标准图样比对, 核对订单
如支数产品的质量应符合本规范要求
序号
工序
检验项目
检验基准
1
确认包装 1.1 外 包 装 及标 符合采购订单要求
识
检验方法、工具 核对采购订单
备注
2 检查产品 2.1 型号、规格 符合采购订单要求
核对采购订单,与 标准样品比对
3.1 外形 检查外形、 3 外观
3.2 外观
符合产品加工及订单要求,无 明显变形或形状偏差等不良 状况 符合产品加工及订单要求,无 明显杂物、污染等不良状况
更改通知单号
1.目的
确保包装车间成品检验按本规范执行
2.适用范围
适用于包装车间成品检验
3.职责
3.1 包装车间质量专员按本规范执行产品检验
3.2 包装车间产品包装的质量应符合本规范要求
序号
工序
检验项目
检验基准
1 确认装箱件 1.1 装箱件
符合产品加工及订单要求。
检验方法、工具 备注 与标准样品比对。
3.11 条形码数字及条形清晰,
印刷无误;
3.1PE 袋贴条形码
3.12 条形码无漏贴,错贴,位
3
装 PE 袋
置、方向正确;
3.2 装 PE 袋
3.21PE 袋清洁无污,无破损, 无杂物等不良现象。
目测
文案大全
实用文档
4
贴外箱
5
装箱
4.1 外箱贴条形码
4.11 外箱条形码数字及条形清 晰,印刷无误; 4.12 条形码张贴位置、方向正 确,无漏贴、错贴现象。
本文件修订状态记录 序号 版本号 原内容
修订内容 修订人 修订日期
更改通知单号
1.目的
确保包装车间成品检验按本规范执行
2.适用范围
适用于包装车间成品检验
3.职责
3.1 包装车间质量专员按本规范执行产品检验
3.2 包装车间产品包装的质量应符合本规范要求
序号
工序
检验项目
检验基准
1 确认装箱件 1.1 装箱件
2.适用范围
适用于制结粘接车间制程检验
3.职责
3.1 制结粘接车间质量专员按本规范执行产品检验