浸入式水口材质对工艺质量影响的探讨
薄板坯连铸机浸入式水口失效的判断与分析
本体 渣线部位 的温度 控制在 1 0 0℃一 5 0 110℃, 保证
化 良好. 自由表面不存 在凝 固的问题 , 保持结 晶 在 并 器钢液面波动不大。 温度场分 布均匀 。
裂纹漏 钢等事故 的发 生【 l 】 。另外 , 到浇铸后期时 , 流 偏
会导致 S N头部单侧侵蚀掉 , E 严重 时直接 导致停 浇的
发生 。
造 成 S N偏 流 是 由于 S N本 身 的尺 寸 误差 过 E E 大, 或是 由于开浇前 的对 中不好或钢水 中含有大量夹 杂物在浇注过程 中 S N出钢孔一侧被堵 塞所致 。 E
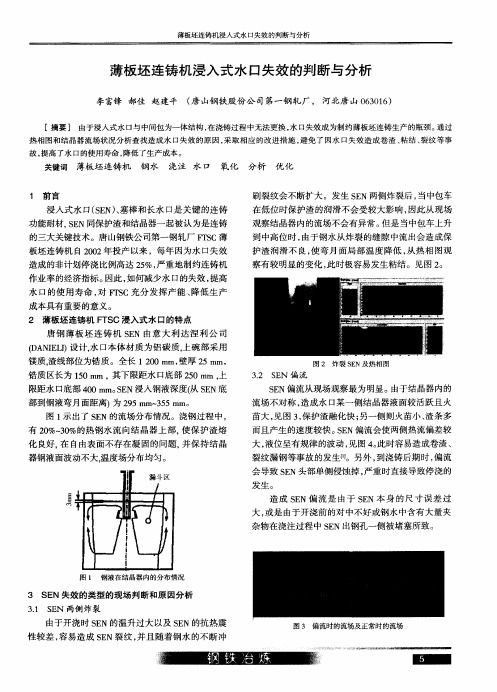
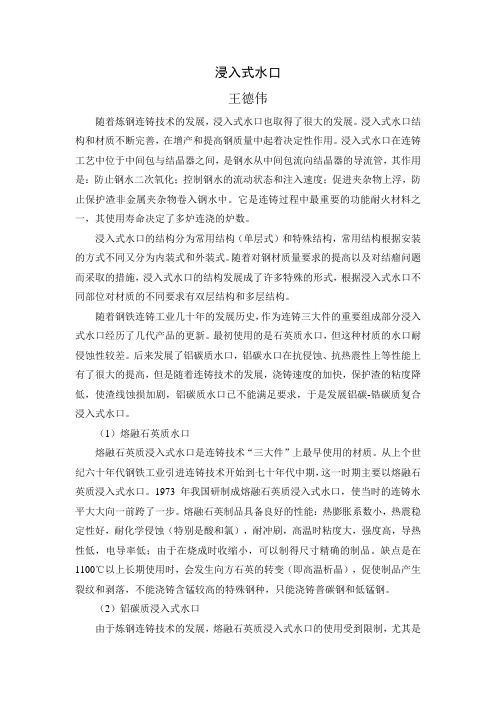
图 1 钢液在结 晶器 内的分布情况
3 S N 失效 的 类型 的 现 场 判 断 和 原 因分 析 E
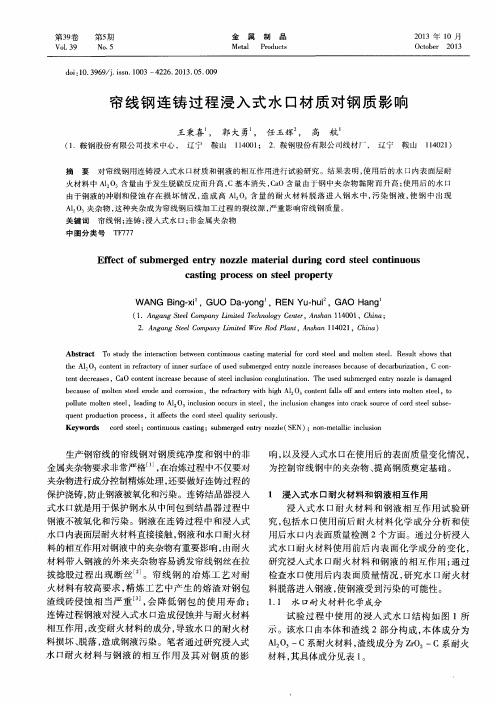
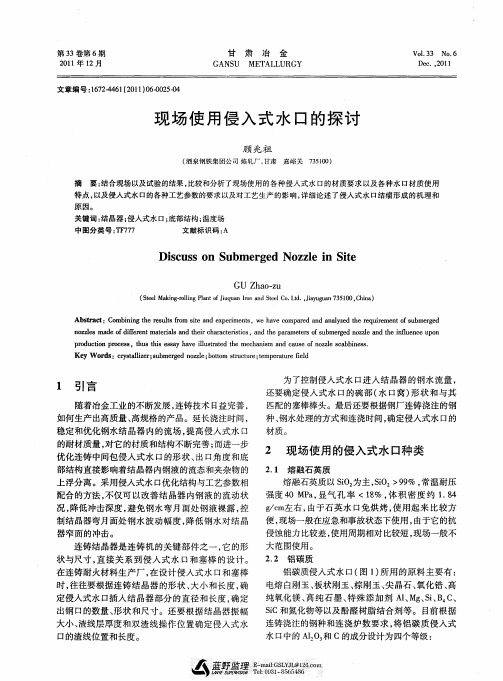
31 S N 两侧 炸裂 . E
由于开浇 时 S N的温 升过大 以及 S N的抗热震 E E
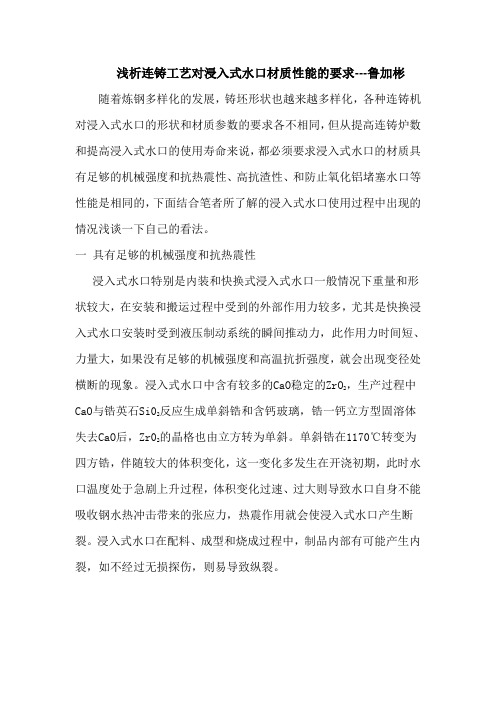
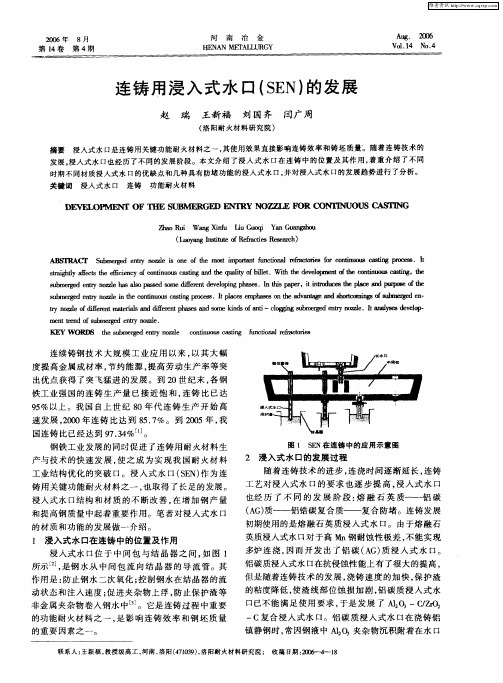
图 3 偏流时 的流场及正常时 的流场
性较差 , 易造成 S N裂纹 , 容 E 并且 随着钢水 的不断 冲
部到钢液弯月面距 离1 2 5m ~ 5 m。 为 9 m 35m 图 1 出了 S N的流场分布情况 。浇钢过程 中, 示 E 有 2 %~ 0 0 3 %的热钢 水流 向结 晶器上 部, 使保 护渣 熔
图 2 炸 裂 S N及 热 相 图 E
32 S N 偏 流 . E
S N偏流从 现场 观察最为明显 。 E 由于结晶器 内的 流场不对 称 , 造成水 口某 一侧结 晶器液面较活跃且 火 苗大 , 图 3 保护渣融化快 ; 见 , 另一侧则火 苗小 、 条多 渣 而且产生 的速度 较快。 E S N偏流会使两侧 热流偏 差较 大, 液位呈有规律 的波动 , 见图 4 此时容 易造成卷渣 、 。
帘线钢连铸过程浸入式水口材质对钢质影响
Ef fe c t o f s ubme r g e d e n t r y n o z z l e ma t e r i a l du r i n g c o r d s t e e l c o nt i n uo us c a s t i n g p r o c e s s o n s t e e l pr o pe r t y
第3 9 卷
Vo 1 . 39
第5 期
No . 5
金
属
制
品
2 0 1 3年 1 0月
0c t o b e r 2 0 1 3
Me t a l
P r o d u c t s
d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 3— 4 2 2 6 . 2 0 1 3 . 0 5 . 0 0 9
帘 线 钢 连 铸 过 程 浸 入 式 水 口材 质 对 钢 质 影 响
王秉喜 , 郭大勇 , 任 玉辉 , 高
( 1 .鞍钢股 份有限公 司技术 中心 , 辽宁 鞍山
航
鞍山 1 1 4 0 2 1 )
1 1 4 0 0 1 ; 2 .鞍钢股份有 限公 司线材厂 , 辽宁
W ANG Bi n g — x i ,GUO D a — y o n g ,RE N Yu - h u i ,GAO Ha n g
( 1 .A n g a n g S t e e l C o m p a n y L i mi t e d T e c h n o l o g y C e n t e r , A n s h a n 1 1 4 0 0 1 , C h i n a ;
摘
薄板坯连铸浸入式水口SEN国产化及技术改进

薄板坯连铸浸入式水口SEN国产化及技术改进薄板坯连铸结晶器的薄规格限制只能使用薄壁水口,因此提高中间包水口(SEN)寿命是提高中间包连浇炉数的关键环节。
热试初期使用维苏威生产的水口,到2023年下半年,随着连浇炉数的增加,水口穿孔、断裂现象频繁,严峻影响薄板坯连铸机的正常生产。
于是我们分别和鞍山巨业集团、洛阳耐火材科讨论院、R黑崎、青岛正望、河南西保、无锡南方等国内外知名的水口生产厂家及讨论机构合作,进行长寿命水口的技术讨论工作。
A浸入式水口损坏缘由唐钢薄板坯连铸机浸入式水口存在的问题主要表现在以下三个方面:(1)浸入式水口外形简单,很难保证应力匀称分布。
而且浸入式水口的烘烤温度不高,致使浸入式水口在使用过程中常常发生由于抗热震性能不佳而消失纵裂现象,尤其是浸入式水口的渣线部位,维苏威采纳了单层材料,锆环本身虽然抗侵蚀性强,但热震稳定性差,简单发生纵裂现象,严峻时消失渣线部位局部断裂。
(2)本体与渣线的接合部位在使用过程中消失横裂或穿孔现象。
(3)发生粘结拉速回零时,由于结晶器内钢水快速凝固,致使坯壳与浸入式水口下部局部粘连。
当连铸机恢复浇注时,由于浸入式水口下部本体高温强度不够,造成浸入式水口被拉断。
B技术方案唐钢FTSC薄板坯连铸用浸入式水口外形扁平、不规章,采纳射吸式烘烤炉烘烤,烘烤效果不如CSP薄板坯连铸使用烧嘴的烘烤效果,对产品的热震稳定性提出了苛刻的要求。
通常,提高含碳耐火材料热震稳定性的常规方案有:(1)转变材料配比,增加石英、石墨等热传导率高的材料的含量,使之在其他条件不变的状况下,材料本身具有较优良的热震稳定性。
但高的碳含量及石英含量会使材料本身的高温强度、抗氯化性等性能降低,影响浸入式水口的使用。
(2)改善浸入式水口使用前的烘烤条件,使浸入式水口的初始温度尽可能高,减缓开浇时热冲击的温度差。
但现有的烘烤工艺条件不会有大的转变,应从浸入式水口制作方面多做工作。
C有关热震稳定性的理论分析浸入式水口在使用过程中的受热忱况可分为三个阶段:(1)开浇初期钢水热流瞬间冲击浸入式水口内表面,这期间最易使浸入式水口产生热震断裂和损伤。
浅析连铸工艺对浸入式水口材质性能的要求---鲁加彬
浅析连铸工艺对浸入式水口材质性能的要求---鲁加彬随着炼钢多样化的发展,铸坯形状也越来越多样化,各种连铸机对浸入式水口的形状和材质参数的要求各不相同,但从提高连铸炉数和提高浸入式水口的使用寿命来说,都必须要求浸入式水口的材质具有足够的机械强度和抗热震性、高抗渣性、和防止氧化铝堵塞水口等性能是相同的,下面结合笔者所了解的浸入式水口使用过程中出现的情况浅谈一下自己的看法。
一具有足够的机械强度和抗热震性浸入式水口特别是内装和快换式浸入式水口一般情况下重量和形状较大,在安装和搬运过程中受到的外部作用力较多,尤其是快换浸入式水口安装时受到液压制动系统的瞬间推动力,此作用力时间短、力量大,如果没有足够的机械强度和高温抗折强度,就会出现变径处横断的现象。
浸入式水口中含有较多的CaO稳定的ZrO2,生产过程中CaO与锆英石Si02反应生成单斜锆和含钙玻璃,锆一钙立方型固溶体失去CaO后,Zr02的晶格也由立方转为单斜。
单斜锆在1170℃转变为四方锆,伴随较大的体积变化,这一变化多发生在开浇初期,此时水口温度处于急剧上升过程,体积变化过速、过大则导致水口自身不能吸收钢水热冲击带来的张应力,热震作用就会使浸入式水口产生断裂。
浸入式水口在配料、成型和烧成过程中,制品内部有可能产生内裂,如不经过无损探伤,则易导致纵裂。
浸入式水口颈部横断浸入式水口纵裂二浸入式水口渣线必须具有高抗渣性一般情况下,浸入水口使用寿命的长短取决于水口渣线部位的使用时间,渣线部位由于下列因素导致渣线穿孔熔损:1)ZrO2与渣中的氧化物、氟化物反应,生成单斜锆;2)保护渣粘度;3)配料均匀性,渣线CaO脱溶。
而含碳量为15%左右的ZrO2-C材料具有较好的综合抗侵蚀性能。
根据ZrO2-C材料的侵蚀机理,降低碳含量可以提高浸入式水口渣线的抗渣性,然而碳含量的减少势必降低浸入式水口的抗热震稳定性。
因此,采用渣线部位结构为复合式的浸入式水口。
外部采用ZrO2-C材质保证浸入式水口最初与钢水接触时材料具有足够的热震稳定性。
解决连铸工艺难题提高产品质量
解决连铸工艺难题提高产品质量连铸用耐火材料的技术进步对连铸比的快速提高起到了推动作用。
长水口、整体塞棒、浸入式水口作为连铸用三种关键功能耐火材料,其质量好坏直接关系到连铸工艺的顺行和产品质量。
浸入式水口的影响尤为明显。
浸入式水口是钢水从中间包流入结晶器的导流管,使用浸入式水口可防止钢水二次氧化,控制钢水的流动状态和注入速度,促进夹杂物上浮,防止保护渣和非金属夹杂物卷入钢水等。
随着连铸工艺的改进和浸入式水口用耐火材料的开发,浸入式水口的使用寿命有所延长,但是在浇铸过程中时而发生的水口结瘤或堵塞现象一直是困扰连铸工序的一个难题。
水口结瘤或堵塞不仅降低了连铸机的生产效率,而且也是引起钢铁产品产生缺陷的主要原因之一。
因此,解决水口的结瘤或堵塞问题具有十分重要的意义。
防止浸入式水口堵塞的新技术水口本体内加装芯板。
新日铁研究发现,开浇时水口内壁黏附的薄层金属是Al2O3黏附的起点,原因是开浇时水口内壁温度低,最初与水口内壁接触的钢水温度急剧下降,甚至凝固,给Al2O3黏附提供了条件。
因此,防止水口内壁温度过低,不但可避免Al2O3黏附造成的水口内孔狭窄或堵塞,而且还可以防止浸入式水口热震断裂。
办法是在绝缘材料制成的浸入式水口本体内加装芯板。
新日铁分别进行了加装不同芯板(芯板A、芯板B、芯板X和芯板Y等)的试验。
芯板A是先将碳质量分数为99%的天然鳞片状石墨进行酸处理,然后在1000℃以上进行膨化处理,最后轧制成厚度分别为0.1mm、 0.5mm和2.0mm的芯板。
芯板B是碳质量分数为20%的石墨和氧化铝复合板。
先在石墨内混入40%氧化铝颗粒(粒径为100m)和40%氧化铝纤维(直径为50m,长度为5mm) ,然后在1000℃以上进行膨化处理,最后轧制成厚度分别为0.1mm、0.5mm和2.0mm的芯板。
将芯板A和B用高耐热绝缘陶瓷板包裹后,分别装入浸入式水口本体内。
浇铸之前,将芯板A或B通电加热,提高水口内壁温度,从而避免因钢水接触水口内壁,温度急剧下降而凝固,引起Al2O3黏附的现象,还可以防止浇铸初期的水口热震断裂。
浸入式水口
浸入式水口王德伟随着炼钢连铸技术的发展,浸入式水口也取得了很大的发展。
浸入式水口结构和材质不断完善,在增产和提高钢质量中起着决定性作用。
浸入式水口在连铸工艺中位于中间包与结晶器之间,是钢水从中间包流向结晶器的导流管,其作用是:防止钢水二次氧化;控制钢水的流动状态和注入速度;促进夹杂物上浮,防止保护渣非金属夹杂物卷入钢水中。
它是连铸过程中最重要的功能耐火材料之一,其使用寿命决定了多炉连浇的炉数。
浸入式水口的结构分为常用结构(单层式)和特殊结构,常用结构根据安装的方式不同又分为内装式和外装式。
随着对钢材质量要求的提高以及对结瘤问题而采取的措施,浸入式水口的结构发展成了许多特殊的形式,根据浸入式水口不同部位对材质的不同要求有双层结构和多层结构。
随着钢铁连铸工业几十年的发展历史,作为连铸三大件的重要组成部分浸入式水口经历了几代产品的更新。
最初使用的是石英质水口,但这种材质的水口耐侵蚀性较差。
后来发展了铝碳质水口,铝碳水口在抗侵蚀、抗热震性上等性能上有了很大的提高,但是随着连铸技术的发展,浇铸速度的加快,保护渣的粘度降低,使渣线蚀损加剧,铝碳质水口已不能满足要求,于是发展铝碳-锆碳质复合浸入式水口。
(1)熔融石英质水口熔融石英质浸入式水口是连铸技术“三大件”上最早使用的材质。
从上个世纪六十年代钢铁工业引进连铸技术开始到七十年代中期,这一时期主要以熔融石英质浸入式水口。
1973年我国研制成熔融石英质浸入式水口,使当时的连铸水平大大向一前跨了一步。
熔融石英制品具备良好的性能:热膨胀系数小,热震稳定性好,耐化学侵蚀(特别是酸和氯),耐冲刷,高温时粘度大,强度高,导热性低,电导率低;由于在烧成时收缩小,可以制得尺寸精确的制品。
缺点是在1100℃以上长期使用时,会发生向方石英的转变(即高温析晶),促使制品产生裂纹和剥落,不能浇铸含锰较高的特殊钢种,只能浇铸普碳钢和低锰钢。
(2)铝碳质浸入式水口由于炼钢连铸技术的发展,熔融石英质浸入式水口的使用受到限制,尤其是在浇铸锰钢等特殊钢种时,石英质水口的耐蚀性较差,不能满足生产的需要从上世纪七十年代末至八十年代,这个时期基本以发展成熟的Al2O3-C质浸入式水口为主。
自旋式浸入水口对LZ50车轴钢Φ690 mm连铸坯质量的影响

2012年初级药师考试专业实践技能试题及答案(十四)1、治疗癫痫持续状态的首选药物是A.氯丙嗪B.苯妥英钠C.苯巴比妥D.地西泮E.丙戊酸钠标准答案: d2、吗啡不具有下列哪项作用A.兴奋平滑肌B.止咳C.腹泻D.呼吸抑制E.催吐和缩瞳标准答案: c3、以下哪个药物镇痛作用最强A. 芬太尼B. 安那度C.哌替啶D. 曲马多E. 吗啡标准答案: a4、下列关于儿童用药的特点,哪项说法是正确的A.体表面积比成人相对较大、皮肤角化层薄、局部用药要防止吸收中毒B.早产儿脂肪含量低,脂溶性药物能与其充分结合C.新生儿酶系完备,用药不必考滤过率较成人为高,故药物廓清率也高D.新生儿肾血流量及肾小球滤过率较成人为高,故药物廊清率也高E.儿童新陈代谢旺盛、药物排泄快,因此可长期大量应用在酸碱类药物标准答案: a5、针对小儿用药,下列哪项不正确A.要结合儿童的生理特点用药B.小儿上呼吸道感染或感冒时,可普遍使用抗生素C.要按规定用量服药D.药物必须结合儿童具体情况计算用药量E.要考虑小儿对某些药物的敏感性和耐受性标准答案: b2012年初级药师考试专业实践技能试题及答案(十三)1、小剂量就有抗焦虑作用的药物是A.地西泮B.苯妥英钠C.氯丙嗪D.吧啡E.苯巴比妥标准答案: a2、胆碱酯酶抑制剂是A.毛果芸香碱B.阿托品C.氨甲酰胆碱D.美加明E.毒扁豆碱标准答案: e3、新斯的明在临床使用中不可用于A.有机磷酸酯中毒B. 肌松药过量中毒C.阿托品中毒D. 手术后腹气胀E.重症肌无力标准答案: a4、左旋多巴除了用于抗震颤麻痹外,还可用于A.脑膜炎后遗症B.乙型肝炎C.肝性脑病D.心血管疾病E.失眠标准答案: c5、长期应用氯丙嗪治疗精神病最常见的不良反应是A.过敏反应B.内分泌障碍C.消化道症状D.抑制造血功能E.锥体外系反应标准答案:e2012年初级药师考试专业实践技能试题及答案(十二)1、由于四环素的各种不良反应,以下哪些人应禁用此药A.心脏病患者B.淋病患者C.甲肝患者D.肺结核患者E.孕妇、乳母标准答案: e2、禁用于妊娠妇女和小儿的药物是A.头孢菌素类B.氟喹诺酮类C.大环内酯类D.维生素类E.青霉素类标准答案: b3、磺胺类药物起作用主要是通过抑制A.DNA回旋酶B.二氢叶酸合成酶C.一碳基团转移酶D.二氢叶酸还原酶E.β-内酰胺酶标准答案: b4、色甘酸钠平喘机制是A.松弛支气管平滑肌B.拟交感作用,兴奋β2受体C.对抗组胺、慢反应物质的作用D.抑制过敏介质的释放E.抑制磷酸二酯酶,使支气管平滑肌细胞内cAMP积聚标准答案: d5、对药物剂量的描述正确的是A 成人一日的剂量B 产生治疗作用的剂量C 儿童一次的平均用量D 成人一次的平均用量E 成人允许使用的最大剂量标准答案: d2012年初级药师考试专业实践技能试题及答案(十一)1、青霉素的抗菌作用机制是A.阻止细菌二氢叶酸的合成B.破坏细菌的细胞壁C.阻止细菌核蛋白体的合成D.阻止细菌蛋白质的合成E.破坏细菌的分裂增殖标准答案: b2、下列药物中哪种抗铜绿假单胞菌作用最强A.羧苄西林B.替卡西林C.阿莫西林D.呋苄西林E.双氯西林标准答案: d3、青霉素不能作为首选用于治疗A.螺旋体感染B.淋病C.白喉D.梅毒E.草绿色链球菌心内膜炎病标准答案: c4、有关头孢菌素的各项叙述,错误的是A.第一代头孢对G+菌作用较二、三代强B.第三代头孢对各种β-内酰胺酶均稳定C.口服一代头孢可用于尿路感染D.第三代头孢抗绿脓杆菌作用很强E.第三代头孢没有肾毒性标准答案: e5、为了保护亚胺培南,防止其在肾中破坏,应与其配伍的药物是A.克拉维酸B.舒巴坦C.他唑巴坦D.西司他丁E.苯甲酰氨基丙酸标准答案: d。
现场使用侵入式水口的探讨
Ab t a t o i ig t e r s lsf m i n x e me t ,w a e c mp rd a d a a y e e rq i me to u meg d sr c :C mb n n h e u t r st a d e p r n s e h v o a e n n lz d t e ur o e i h e n f b re s n zl s ma e o i ee t t r l a d t er h rc e s c ,a d te p r mee so u meg d n z l d t e if e c p n o ze d f f r n ei s n i a a tr t s n a a tr f b r e o z a h l n eu o d ma a h c i i h s en nu p o u t n p o e s h st i e s y h v l sr td te me h ns n a s f o ze s a b n s . r d ci r c s ,t u hs s a a e i u tae h c a im a d c u e o zl c b i e s o l n Ke o d :c y tl z r s me g d n z l b t m t c u e t mp r tr ed y W r s r sa ie ; u l b re o z e; ot sr t r ;e e au e f l o u i
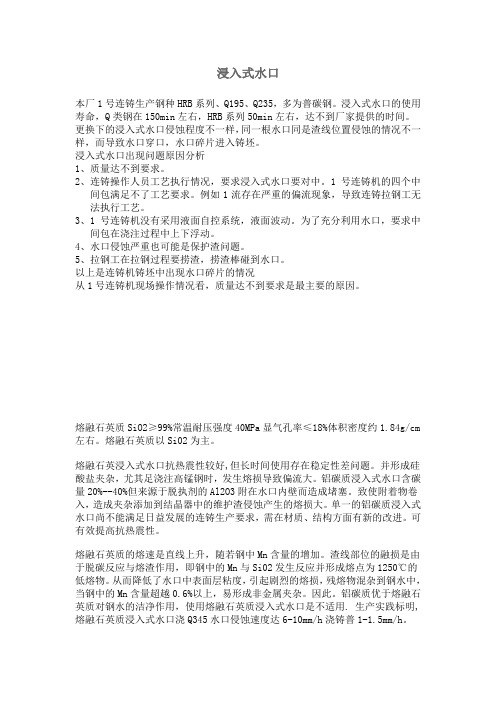
强度 4 P , 0 M a 显气 孑 率 <1% , L 8 体积 密度约 1 8 .4 gc 左右 , /m 由于石英水 口免烘烤 , 使用起来 比较方 便, 现场一般在应急和事故状态下使用 , 由于它的抗 侵蚀 能力 比较差 , 用周 期相对 比较 短 , 场一 般不 使 现 大范 围使 用 。 2 2 铝 碳质 . 铝碳质侵入式水 口( 1 所用的原料 主要有 : 图 ) 电熔白刚玉、 板状刚玉、 刚玉、 棕 尖晶石 、 氧化锆 、 高 纯氧化镁 、 高纯石墨、 特殊 添加 剂 A、 g S、 、 IM 、 iB C S i C和氮化物等以及酚醛树脂结合剂等。目前根据 连铸浇注的钢种和连浇炉数要求 , 将铝碳质侵入式 水 口中的 A c的成分设计为 四个等级 : 1 和 0
浸入式水口

浸入式水口
浸入式水口(submerged nozzle)是连续铸钢设备中安装在中间罐底部并插入结晶器钢液面以下的浇注用耐火套管。
浸入式水口的主要功能是防止中间罐注流的二次氧化和钢水飞溅。
浸入式水口的主要功能是防止中间罐注流的二次氧化和钢水飞溅;避免结晶器保护渣卷入钢液;改善注流在结晶器内的流动状态和热流分布。
并从而促使结晶器内坯壳的均匀生长,有利于钢中气体和夹杂物的排除。
由于浸入式水口对提高铸坯质量、改善劳动条件、稳定连铸操作、防止铸坯表面缺陷等方面,都有显著成效,因而在世界各国的板坯连铸和大方坯连铸都采用这种水口进行浇铸。
可以说,浸入式水口的出现,如同结晶器振动装置的发明一样,为连铸技术的发展带来了划时代的进步。
从1965年法国东方优质钢公司(SAFE)和联邦德国曼纳斯曼公司(Mannesman)首次采用浸入式水口以来,围绕水口材质、结构形状等方面,进行了大量的研究工作,出现了许多新的研究成果,从而使浸入式水口的应用效果更为显著。
连铸用浸入式水口(SEN)的发展
sbI ur l e
et oz nt cnnos t p cs. t l e l王 e h vn g d吕叫c nynzei h o tuu  ̄ i r e Ip cs 窖p s nt a at ea l t瑚 r l e i g n o s a e1娅I o e d a n 1 l
f o 鲫h 【 de- l g n e
t o lo d e n m t is n ie n pa s n I i s f t l r r nze i r t a rladd r t }s ds T k d ai 哩 l l y z f fe ea f e le a 0l n o n —c e g鲫b T
s a g t f cst e ef in y o o t u u  ̄ i l a e t h f ce c fc ni o s明sig a d te q ai ie .W i e d v lp n te c n n o sc l ,te hy i n t l n u l y o b lt I h tf l t t e eo me t h t u u a 1 h hh f o o i g
eⅡ 2  ̄ .t a B8 ee p r y1zl I鲫l e vl - I o e l d o y
连续铸 钢技 术 大规 模 工业 应 用 以来 , 以其 大 幅 度 提高金 属成材 率 , 约能源 , 节 提高劳 动生产 率等 突 出优点 获得 了突飞猛进 的发 展 。到 2 纪末 , 0世 各钢
鲫hr
e t o z a lo I e 0 l df rn e eo igpls s nt i p p r t nr d c ste pa e a d p r o eo te n y n zl h sa s d s Ie i ee td v l n I e .I h s a e ,i it u e h l n up s f h r e s s T p a o c
连铸用浸入式水口结瘤和渣侵蚀机理的研究

西安建筑科技大学硕士学位论文连铸用浸入式水口结瘤和渣侵蚀机理的研究姓名:***申请学位级别:硕士专业:材料学指导教师:蒋明学;平增福2002.5.1连铸用浸入式水口结瘤和渣侵蚀机理的研究、专业:利料学硕士生:冯秀梅指导教师:蒋明学平增福摘要作为连铸用关键的功能利料之一一浸入式水151对连铸过程、钢坯质量及炼钢成本的贡献尤为显著,提高其使用寿命在提高连铸水平方面是一个重要的课题。
决定浸入式水口使_Hj寿命的两个土要因素:一是氧化铝结瘤引起的浸入式水口的堵塞;二是结晶器渣线的局部蚀损。
在追求性价比商的现代生产中,降低成本,提高性能是对所有材料的要求。
因此,需要更进一步系统地弄清以上两种因素的形成机理,为开发更高性能的利质提供定的理论基础。
本文通过对用后铝碳质(AG)质浸入式水L]结瘤情况的观察以及对尖晶石碳、铝锆碳(AZG)、锆碳(zG)三种材质的不同碳含量(10%、15%、20%、25%)在不同温度r(1450℃、1500℃、。
1{50。
c、1600℃)的抗保护渣侵蚀情况的观察,利用XRD、SEM、EDAX等方法分析得±4猫斧结论≯i(1)石墨氧化是浸入式水口氧化铝结瘤和保护渣对试样侵蚀的开始阶段。
(2)在以往文献所阐述的浸入式水口结瘤机理的基础J二,本文发现树枝状氧化铝使氧化铝的另一种变体一B--A1203。
(3)随着温度的升高,试样的抗渣性降低,ZG试样的抗渣性强于其它两种材质;碳含量在20--25%1t'j-.各系列的试样抗保护渣侵蚀效果相对要好。
(4)渣蚀反应首先在试样一渣一气相二相界面上进行,渣蚀后的试样均存在渣蚀带、渗透带和未变带。
(5)ZG系列试样在渣蚀后的渣带中存在鱼骨状结构的氧化锆颗粒,这种结构有助于提高其抗渣性。
、,气【关键词】遁箩浸猫水口煞疽机理渣侵蚀机理ThestudyofExcrescenceMechanismandSlagCorrosionMechanismofSubmergedNozzleUsedforContinuousCastingSpecciality:MaterialsName:FengXiumeiInstructor:JiangMingxuePingZengfuAbstractSubmergednozzleisoneofthekeyfunctionalmaterialsusedincontinuouscasting,whicheffectstheprocessofcontinuouscasting,thequalityandcostofsteelThereforeitisallimportantsubjecttoimprovetheserviceliveofsubmergednozzleTherearetwomainfactorstodeterminetheservicelifeofsubmergednozzle.Oneisthecloggingofsubmergednozzlecausedbyexcrescenceofalumina,theotherthepartialfusibilityofslaglinecausedbyprotectiveslagReducingcostandimprovingpropertyarerequiredformaterialsinmodemproductionpursuinghighratioofpropertytocost.SoitisnecessarytoconsummatetheformingmechanismofthesetwofactorssoastotheoreticalbasisfordevelopinghighpropertiesmaterialThroughtheanalysisoftheexcrescenceinAGsubmergednozzleandthatoferosionagainstprotectiveslagforMA—C,AZGandZGwhichhavedifferentcarboncontent(10%、15%、20%、25%1atdifferenttemperature,bythemethodsofXRD,SEM,EDAX,wecandrawsuch:(1)Theoxidizingofgraphiteisthebeginningstageofexcrescenceofaluminaandcorrosionofprotectiveslag.f2)Branchshapedaluminais0--A1203onthebasisofexitingexcrescencemechanismofsubmergednozzlef3)Withtheincreasingoftemperature.theslagresistanceofspecimendecreasesTheslagresistanceofZGissuperiortothoseoftheothertwomaterials.Sampleswith20—25%,carboncontenthaveslagresistance.(4)Slageclipsereactionhappensoriginallyontheinterfaceofspecimen,slagandgaseousphaseandthespecimencorrodedbyslaghaveslagandunchangedstrip(5)Fishbone-shapedzireoniagrainexistsintheslagstripstrip,osmoticstripforZGwhichishelpfultoimproveit'sslagresistanceKeywordsContinuouscasting,Submergednozzle,Excrescencemechanism,Slagcorrosionmechanism.2西安建筑科技大学硕十学位论文1绪论1.1引言连铸取代模铸是炼钢生产流程中一次巨人的技术革命。
连铸用浸入式水口和长水口的结构与材质探讨
268管理及其他M anagement and other连铸用浸入式水口和长水口的结构与材质探讨杨 晋(首钢京唐钢铁联合有限责任公司,河北 唐山 063210)摘 要:在连铸作业中,侵入式水口和长水口对于工艺质量和工艺效率都有很大影响,因此选择科学合理的水口结构和材质,对于连铸作业有非常重要的意义。
基于此,本文将针对连铸用浸入式水口和长水口的结构与材质展开探讨,希望能够为相关从业者提供一定的借鉴价值。
关键词:连铸 ;浸入式 ;水口 ;结构 ;材质中图分类号:TF341.6 文献标识码:A 文章编号:11-5004(2020)01-0268-2收稿日期:2020-01作者简介:杨晋,男,生于1976年,汉族,北京人,大本,工程师,研究方向:耐火材料。
相对于常规铸锭来说,耐火材料的质量对于整个工艺的效果有更大的影响,所以在连铸加工过程中,必须要对耐火材料有更高的性能要求。
同时,因为钢水与空气接触后会发生氧化使得钢种出现杂质,所以当前的大型板坯连铸机都已经完全实现了封闭式的无氧化作业,这样大包与中间包之间以长水口实施保护,而中间包到结晶器之间有浸入式水口。
在这样的工艺流程中,包括浸入式水口、长水口在内的功能性耐材,需要持续接受钢水冲刷,这对于其结构和材料来说是很大的挑战。
如果其结构合理程度或材料性能状况不佳,就需要针对这些部位的材料频繁更换,这不仅会加大材料成本的指出,更会对连铸作业本身造成影响。
所以说,功能性耐火材料的性能对于整个连铸作业的效果有非常重要的影响[1]。
1 浸入式水口在连铸作业中的浸入式水口,一端连接中间包,一端连接在结晶器,中间包到结晶器之间有浸入式水口。
其主要作用一方面体现在向结晶器注入钢液体方面,另一方面体现在防止钢业氧化作业。
所以从其作用上我们可以看出,作为功能耐火件,其必须要具备良好的贯通性能和密封新能。
所以,考虑浸入式水口的设计和材质选择,必须要充分考虑到钢流的状态,钢坯的表面形状以及其凝固状态。
浸入式水口缺陷成因及对板坯的影响

浸入式水口缺陷成因及对板坯的影响赵晨光;王成青;袁皓;杨辉;舒耀;李阳【摘要】通过分析浸入式水口缺陷产生原因及对铸坯夹杂的影响,提出了不同种类缺陷铸坯的处理措施。
实践表明,浸入式水口渣线或侧孔处整齐断裂的缺陷板坯经四面火焰清理后可以正常轧制,水口断裂有裂纹及渣线处孔洞缺陷板坯应根据实际情况做相应的报废处理。
%Based on the analysis of the causes of defects forming at submerged nozzle and the influence of these defects on inclusions in strands, the measures for treating different kinds of de fects in strands are provided. The practice shows that the slab with defects due to the slag line or side opening of submerged nozzle breaking orderly can be normally rolled after four sides flame cleaning, the slab with defects due to the nozzle break with cracks or cavities at the slag line should be correspondingly rejected according to the practice operation situation.【期刊名称】《鞍钢技术》【年(卷),期】2015(000)001【总页数】4页(P48-51)【关键词】连铸;浸入式水口;缺陷;板坯夹杂【作者】赵晨光;王成青;袁皓;杨辉;舒耀;李阳【作者单位】鞍钢股份有限公司炼钢总厂,辽宁鞍山114021;鞍钢股份有限公司炼钢总厂,辽宁鞍山114021;鞍钢股份有限公司炼钢总厂,辽宁鞍山114021;鞍钢股份有限公司炼钢总厂,辽宁鞍山114021;鞍钢股份有限公司炼钢总厂,辽宁鞍山114021;鞍钢股份有限公司炼钢总厂,辽宁鞍山114021【正文语种】中文【中图分类】TF777随着连铸技术的不断发展,对钢水洁净度的要求也越来越高。
工艺流程水浸的作用

工艺流程水浸的作用水浸工艺流程是一种特殊的加工工艺,它通过将待加工的材料浸泡在水中,利用水的物理特性和化学反应来改善材料的性能和加工工艺。
水浸工艺流程的作用有很多,包括提高材料的强度和硬度、改善表面质量、降低加工成本以及实现一些特殊的材料处理等。
首先,水浸工艺流程可以提高材料的强度和硬度。
水浸过程中,水会渗透到材料的内部,使材料的微细孔隙充满水分,这样可以增加材料的密度和内聚力,进而提高材料的强度和硬度。
同时,水的压力会使材料的晶体结构更加致密,增加晶体内的应力,进一步提升材料的硬度。
其次,水浸工艺流程可以改善材料的表面质量。
水被用作切削润滑剂或冷却剂时,可以有效减少摩擦和热量的产生,从而避免材料表面的磨损和热裂纹的产生。
此外,水还可以冲刷材料表面的杂质和氧化层,使得材料表面更加光滑和清洁,提高材料的外观质量。
再次,水浸工艺流程可以降低加工成本。
与传统的干切削相比,水浸切削不需要润滑油和冷却剂,可以减少加工过程中的摩擦阻力和热量损失,从而降低加工能耗和加工成本。
此外,水浸工艺还可以延长刀具的使用寿命,减少切削工具的磨损和更换频率,进一步降低加工成本。
此外,水浸工艺流程还可以实现一些特殊的材料处理。
例如,在金属加工中,水浸工艺可以用来进行表面处理,如脱脂、除尘和去氧化处理等。
在陶瓷材料的制备中,水浸工艺可以用来进行烧结和烧灼等工艺,以提高材料的致密度和强度。
在复合材料的加工中,水浸工艺可以用来调整材料的树脂含量和纤维分布,以实现材料性能的优化。
最后,需要指出的是,在使用水浸工艺流程时,还需注意一些潜在的问题和挑战。
首先,水的使用可能导致材料表面的腐蚀,特别是在处理金属材料时。
此外,由于水的挥发和流失,加工过程中可能会产生额外的水蒸汽和水分,对加工环境和操作者的健康造成一定影响。
因此,在使用水浸工艺时,需要采取相应的措施来降低这些风险。
总的来说,水浸工艺流程在提高材料强度和硬度、改善表面质量、降低加工成本以及实现特殊的材料处理等方面具有重要作用。
基于QC 和TRIZ 解决浸入式水口原位梯度复合过程中的缺陷问题

WEI Changsheng1,2,3 CAO Xiying1,2 LEI Xianqing3 YAN Guangzhou1,2 (1. Luoyang Refractory Materials Research Institute Co., Ltd., Sinosteel Group Corporation Limited,Luoyang Henan 471039;2.
Abstract: This paper analyzed the defects in the in-situ gradient compounding process of immersion nozzles by us⁃ ing QC group activities and TRIZ innovation methods, and used 5M1E analysis method, contradiction principle and object field analysis method to analyze and compare the solutions obtained by each innovation theory. Finally, the val⁃ ue engineering method was used to confirm the improved design scheme, and the practical problems were solved quickly and accurately, which proved that the multi-method fusion innovation had strong practicability and applica⁃ bility in practical engineering design. Keywords: QC;TRIZ;immersion nozzle;5M1E;contradiction principle;object field analysis method;value engi⁃ neering theory
如何解决浸入水口在生产过程中的问题--鲁加彬
如何解决浸入水口在使用过程中出现的问题—鲁加彬连铸过程中浸入水口出现问题是影响生产效率和钢坯质量的重要因素,不少耐材生产厂家和钢厂都进行了积极的探索和改进。
针对浸入水口在使用过程中出现的常见问题,我们必须加以改进,以提高浸入水口的使用效果。
一浸入水口和塞棒配合不到位引起开浇失败开浇时,塞棒无法有效控制导致开浇失败。
主要因为:1塞棒与浸入水口配合处结冷钢,与塞棒黏合所致。
2 材料原因,塞棒与浸入水口材料本身的黏合。
3浸入水口和塞棒配合不严密,导致开浇时浸入水口漏钢。
内装浸入水口和塞棒黏合要解决此类问题的发生,我们就要在施工、安装、维护时加以注意。
浸入水口安装应高出中间包底或座砖10~15mm左右,烘包温度达到1050~1100°C从根本上解决结冷钢现象。
再者,塞棒棒头使用防粘涂料,从材质上避免浸入水口和塞棒在高温状态下的化学性结合。
中间包做好,安装完毕塞棒和浸入水口后,检验塞棒棒头和浸入水口喇叭口的密封情况,使用烟熏法检验配合是否到位。
二渣线部位侵蚀过快连浇几炉后,浸入水口渣线部位尤其是渣线区边缘侵蚀严重甚至断掉。
为避免渣线侵蚀过快,我们要提高渣线区的耐侵蚀性和冷热态强度,并将渣线区适当加长,修改渣线区的相对位置。
另外,在使用过程中,通过适当调整中间包的相对高度来调整浸入水口渣线使用的相对位置,从而提高渣线部位的使用寿命。
侵蚀严重的浸入水口三浸入水口在浇钢前或浇钢过程中颈部断裂一般来说,内装式浸入水口和快换浸入水口较长,大约在750—1200mm之间,内装浸入水口仅靠上部固定,在运输和安装时受到机械损伤。
快换浸入水口在安装时液压缸压力较大,推动速度过快,水口脖颈部位受到的剪切力过大,水口的机械损伤。
烘燃式烘烤方式造成的浸入水口轴线温度差,一般来说,浸入水口脖颈部位温度比其它部位相对较低,浸入水口在浇钢开始时受到热震作用的破坏。
避免浸入水口的颈部断裂,在安装和运输时应减少碰撞、机械损伤和惯性作用的破坏,安装快换浸入水口时把液压缸前进速度设在合理范围内,不易过快。
连铸机浸入式水口长寿命攻关
2012.02
49
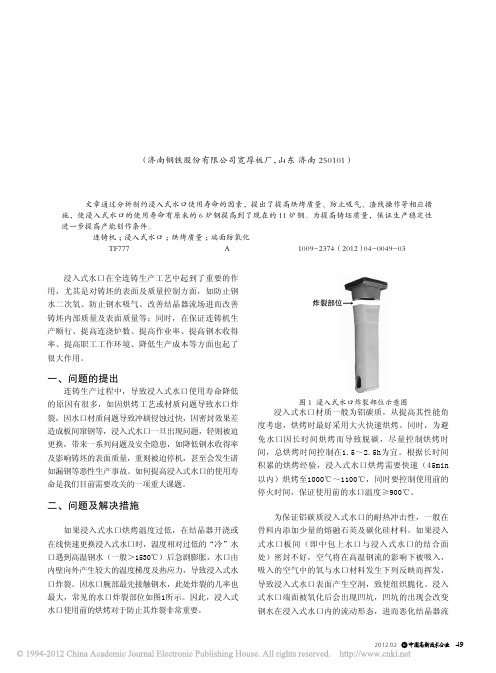
场,导致结晶器内钢流偏流,被氧化的浸入式水口端
面如图2所示。
2C(固)+→2CO(气) SiC(固)+2CO(气)→SiO2(固)+3C(固) SiC(固)+ O2(气)→SiO2(气)+CO(气)
(1) (2) (3)
水口过程中,操作配合度要求较高,一般要求在关闭 塞棒后3秒方能打入新水口。
张立标
(济南钢铁股份有限公司宽厚板厂,山东 济南 250101)
摘要 :文章通过分析制约浸入式水口使用寿命的因素,提出了提高烘烤质量、防止吸气、渣线操作等相应措
施,使浸入式水口的使用寿命有原来的 6 炉钢提高到了现在的 11 炉钢。为提高铸坯质量,保证生产稳定性
进一步提高产能创作条件。
关键词 :连铸机 ;浸入式水口 ;烘烤质量 ;端面防氧化
反应等,立方晶ZrO2转化为单斜晶ZrO2颗粒而发生细 碎化,受到磨损而流失。愈是粘性低的保护渣愈会促 进ZrO2颗粒的细碎化,也愈容易流入保护渣中,侵蚀 速度比高粘性保护渣高。因此,需要提高浸入式水口 配料中的ZrO2含量,因ZrO2熔点高达2680℃,抗侵蚀 性优良,随着ZrO2含量的提高,熔损指数也将降低。 为此,应将ZrO2含量提高到80%以上。同时,也要调 整粒度级别,提高致密度,对提高浸入式水口的耐侵 蚀性起到了一定作用。
图 1 浸入式水口炸裂部位示意图 浸入式水口材质一般为铝碳质,从提高其性能角 度考虑,烘烤时最好采用大火快速烘烤。同时,为避 免水口因长时间烘烤而导致脱碳,尽量控制烘烤时 间,总烘烤时间控制在1.5~2.5h为宜。根据长时间 积累的烘烤经验,浸入式水口烘烤需要快速(45min 以内)烘烤至1000℃~1100℃,同时要控制使用前的 停火时间,保证使用前的水口温度≥900℃。 (二)杜绝吸气,防止端面被氧化 为保证铝碳质浸入式水口的耐热冲击性,一般在 骨料内添加少量的熔融石英及碳化硅材料。如果浸入 式水口板间(即中包上水口与浸入式水口的结合面 处)密封不好,空气将在高温钢流的影响下被吸入, 吸入的空气中的氧与水口材料发生下列反映而挥发, 导致浸入式水口表面产生空洞,致使组织脆化。浸入 式水口端面被氧化后会出现凹坑,凹坑的出现会改变 钢水在浸入式水口内的流动形态,进而恶化结晶器流
石英浸入式水口
浸入式水口本厂1号连铸生产钢种HRB系列、Q195、Q235,多为普碳钢。
浸入式水口的使用寿命,Q类钢在150min左右,HRB系列50min左右,达不到厂家提供的时间。
更换下的浸入式水口侵蚀程度不一样,同一根水口同是渣线位置侵蚀的情况不一样,而导致水口穿口,水口碎片进入铸坯。
浸入式水口出现问题原因分析1、质量达不到要求。
2、连铸操作人员工艺执行情况,要求浸入式水口要对中。
1号连铸机的四个中间包满足不了工艺要求。
例如1流存在严重的偏流现象,导致连铸拉钢工无法执行工艺。
3、1号连铸机没有采用液面自控系统,液面波动。
为了充分利用水口,要求中间包在浇注过程中上下浮动。
4、水口侵蚀严重也可能是保护渣问题。
5、拉钢工在拉钢过程要捞渣,捞渣棒碰到水口。
以上是连铸机铸坯中出现水口碎片的情况从1号连铸机现场操作情况看,质量达不到要求是最主要的原因。
熔融石英质SiO2≥99%常温耐压强度40MPa显气孔率≤18%体积密度约1.84g/cm 左右。
熔融石英质以Si02为主。
熔融石英浸入式水口抗热震性较好,但长时间使用存在稳定性差问题。
并形成硅酸盐夹杂,尤其足浇注高锰钢时,发生熔损导致偏流大。
铝碳质浸入式水口含碳量20%--40%但来源于脱执剂的Al2O3附在水口内壁而造成堵塞。
致使附着物卷入,造成夹杂添加到结晶器中的维护渣侵蚀产生的熔损大。
单一的铝碳质浸入式水口尚不能满足日益发展的连铸生产要求,需在材质、结构方面有新的改进。
可有效提高抗热震性。
熔融石英质的熔速是直线上升,随若钢中Mn含量的增加。
渣线部位的融损是由于脱碳反应与熔渣作用,即钢中的Mn与Si02发生反应并形成熔点为1250℃的低熔物。
从而降低了水口中表面层粘度,引起剧烈的熔损,残熔物混杂到钢水中,当钢中的Mn含量超越0.6%以上,易形成非金属夹杂。
因此。
铝碳质优于熔融石英质对钢水的洁净作用,使用熔融石英质浸入式水口是不适用. 生产实践标明,熔融石英质浸入式水口浇Q345水口侵蚀速度达6-10mm/h浇铸普1-1.5mm/h。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浸入式水口材质对工艺质量影响的探讨
1 前 言
连铸保护浇铸足改善铸坏质量的一项重要措施。
用于连铸耐火材料的“四大件”,即浸入式水口、长水口、整体塞棒及滑板、定径水口,起到了输送钢水、隔断气体和控制钢流的作用。
特别足浸入式水口在连铸中用于中间包与结晶器之间,使钢流得到保护,防止钢水二次执化,促进夹杂物上浮,防止敞开浇铸时钢水对结晶器液面的冲击,减少钢水卷渣。
其材质主要有融熔石英质和铝碳质两大类,在生产中正确选用浸入式水口,对确保铸坏质量十分关键。
2 浸入式水口的主要理化指标
2.1 熔融石英质
熔融石英质以Si02为主,SiO2≥99%,常温耐压强度40MPa,显气孔率≤18%,体积密度约1.84g/cm 左右。
2.2 铝碳质
铝碳质本体部位以Al2O3为主,C及Si02为辅,Al2O3占35% , C占20%,渣线部位C占20% , Zr02占70%,常温耐扭强度23.34MPa,显气孔率≤16%,体积密度2.5g/cm左右。
3 浸入式水口的性能要求
3.1 对于小方坏连铸,一般采用直通式喇叭形水口,钢流沿若结晶器中心线向下流动,冲击力较人。
加之从上、下水口连接处的缝隙中吸入大量空气,造成流股在水口内极不稳定。
这样的流股进入结晶器后,使结晶器上部液面产生激烈的搅动,对渣线的侵蚀严重。
为此,浸入式水口应具备以下性能:
(1) 热震稳定性好;
(2) 耐钢水和熔渣的侵蚀和冲刷要强;
(3) 不易与钢水和脱执产物反应而发生堵水口现象,适宜多炉连浇等。
3.2 熔融石英浸入式水口抗热震性较好,但长时间使用存在稳定性差问题,并易形成硅酸盐夹杂,尤其足浇注高锰钢时,产生熔损大。
铝碳质浸入式水口含碳量20%~40%,但来源于脱执剂的Al2O3附在水口内壁而造成堵塞,导致偏流,致使附着物卷入,造成夹杂大型化的缺陷,添加到结晶器中的保护渣侵蚀产生的熔损大。
单一的铝碳质浸入式水口尚不能满足日益发展的连铸生产要求,需在材质、结构方面有新的改进。
3.3 在刚玉质耐火材料中外加6%的ZrO2,通过ZrO2晶粒周围微裂纹的增韧作用,可有效提高抗热震性,通过Zr02的补强作用,提高抗抑强度和耐扭强度。
3.4 为了提高铝碳质浸入式水口渣线部位的抗侵蚀性,延长水口的使用寿命,在水口渣线部位复合一层ZrO2-C层。
Zr02材料对高合金钢液有较强的抗侵蚀能力和抗冲刷能力,从而提高浸入式水口的使用寿命。
3.5 浸入式水口在结构上的改进,主要足在水口内部设置一层透气层,通过在水口内部的夹缝向透气层吹氩,可在水口内壁四周形成均匀气膜,防堵塞效果好。
铝碳质浸入式水口在浇铸铝镇静钢和含钦及稀土元素的钢种时,会发生堵塞水口现象。
经分析表明,粘附在水口内壁的聚集物,主要足Al2O3,Fe2O3和其它高熔点的执化物的混合物。
狭缝型浸入式水口能够有效抑制堵塞水口现象。
其常用的材质结构为:水口渣线部位为错碳质、水口本体为铝碳质,水口内壁为具有透气性的铝碳层,狄缝长度可达600mm,宽度1~2mm。
4 不同材质特性比较
4.1 热震稳定性
熔融石英的热膨胀率小,如含SiO299%的石英玻璃1000℃的热膨胀率为。
0.O5%~0.056%,而高铝质材料在1000℃是的热膨胀率为。
0.55%。
由于熔融石英的热膨胀率小,当温度急剧变化时产生的热应力就小,在使用前不需烘烤,铝碳质浸入式水口必须经过高温烘烤,否则易开裂。
熔融石英质较铝碳质的热震稳定性好。
4.2 洁净钢水性能
随若钢中Mn含量的增加,熔融石英质的熔速是直线上升,如图1所示。
渣线部位的融损足由于脱碳反应与熔渣作用,即钢中的Mn与Si02发生反应,并形成熔点为1250℃的低熔物,从而降低了水口中表面层粘度,引起剧烈的熔损,残熔物混杂到钢水中,易形成非金属夹杂。
因此,当钢中的Mn含量超过。
0.6%以上,铝碳质优于熔融石英质对钢水的洁净作用,使用熔融石英质浸入式水口足不适宜的。
生产实践表明,用熔融石英质浸入式水口浇Q345,水口侵蚀速度达
6~10mm/h,浇铸普碳钢则为1~1.5mm/h。
4.3 保护渣的作用
对于酸性保护渣,在高温钢水中,熔融石英质水口表面形成高粘度的玻璃层,并逐渐变成方石英,保护渣在一定的粘度和温度下不易渗入,熔融石英质比铝碳质对酸性保护渣的抗侵蚀性较强,如图2。
但保护渣中碱金属执化物越多,对水口的熔损量越人,熔融石英质水口受保护渣融损影响显著高于铝碳质水口。
5 浸入式水口的应用
5.1 浸入式水口使用寿命及效果的影响因素
5.1.1定径水口或快换水口的安装足否垂直,若不垂直,从定径水口下到浸入式水口的钢流直接冲击水口壁,使局部冲刷而降低使用寿命。
5.1.2定径水口足否对中,对中误差大,钢流在结晶器中的回流不均衡,既影响洁睁不平衡,又使浸入式水口熔损不均匀。
5.1.3钢水温度对浸入式水口影响极大,温度低,易堵塞水口;温度高,对结晶器及浸入式水口的熔损严重。
5.1.4钢水成分对浸入式水口熔损影响最大,钢水中[S]增多,熔损量大;[0]增多,熔损量增大,尤其足Al2O3高于[O]含量时,ZrO2熔损严重;低于[O]含量时,SiO2熔损严重;[Mn]对熔融石英质水口的熔损量极大,随着[Mn]的增多,熔损量急剧提高。
5.2 浸入式水口对工艺质量的影响
5.2.1浸入式水口的插入深度对结晶器液面的波动值有一定程度的影响。
随着插入深度的增大,结晶器上部钢液滞留程度增大,抑制夹杂物的充分上浮。
优良的结晶器浸入式水口应使结晶器液面平均波高值小,波动值稳定且最大波高值较小。
一般的浸入式水口的插入深度对于板坯侧孔上檐到液面h=100mm;对于方坏h=50mm。
5.2.2浸入式水口的形状在很大程度上支配着钢水在结晶器内的流动状况,也对非金属夹杂物上浮分离和凝固壳厚度的形成有重大影响。
因此,它足影响铸坏内夹杂物分布及铸坯表面缺陷等质量状况的非常重要因素。
对浸入式水口的通钢量要求一定的中孔流速,侧孔形状从水模试验及相关资料表明,矩形或椭圆效果好,且S侧孔×2/S中孔=3为宜。
5.3 铝碳质浸入式水口的堵塞原因及措施
5.3.1 原因
(1)水口中的SiO2与钢水中的Al、Ti生成网络状的Al2O3沉淀。
(2)耐材中的Al2O3被铝碳质中的C还原为Al,与钢中[O]反应生成Al2O3沉积。
(3)石墨良好的导热性使水口内壁及钢水界面温度降低,导致Al2O3沉积。
(4)铝碳中石果先期脱碳,造成水口壁凹凸不平,利于钢水中的Al2O3沉积。
5.3.2 防止水口堵塞措施
(1)采取在界面上形成低熔点物质的水口材质,可以有效控制水口附着Al2O3,如采ZrO2-CaO-C
质,由于CaO、ZrO2分解生成了CaO、ZrO2、Al2O3低熔物相,并随钢水的流动而消失,故有效地抑制Al2O3的附若生长。
(2)句浸入式水口内吹氢气,减少脱执产物附若频率。
(3)在中间包控制温度下降,使用带狭缝的绝热水口,减少脱执产物的附若频率。
(4)优化水口的几何形状,并使水口壁光滑,不易被钢水润湿等。
6 浸入式水口的工艺效果
浸入式水口对钢水质量的影响有正反两方面,一方面浸入式水口对钢流的保护作用,防止钢水的二次执化而洁睁钢水;另一方面同钢水发生化学反应并侵蚀而污染钢水。
浸入式水口的材质对钢中人型夹杂物的影响见表1。
出口角度减小,夹杂物个数少,Al2O3-C 质夹杂物大大小于石英质。
有关数据表明:Al2O3质造成的夹杂物尺寸仅为石英质夹杂物尺寸的一半。
表1 水口不同材质及出口角度对杂质的影响
材质浸入式水口出口角度°夹杂物个数(个/100cm2)
熔融石英质43 1.01
熔融石英质150.21
铝碳质30.05
7 结 论
7.1不同材质水口的热稳定性、耐腐蚀性、使用寿命等有所不同,其材质影响钢水的清洁度。
7.2石英质浸入式水口适用于浇注一般钢种,铝碳质浸入式水口适用于浇注优质钢种。
铝碳质浸入式水口对钢种的适应性强于石英质浸入式水口。