不锈钢材料的技术要求模板
不锈钢管技术规格书--技术要求
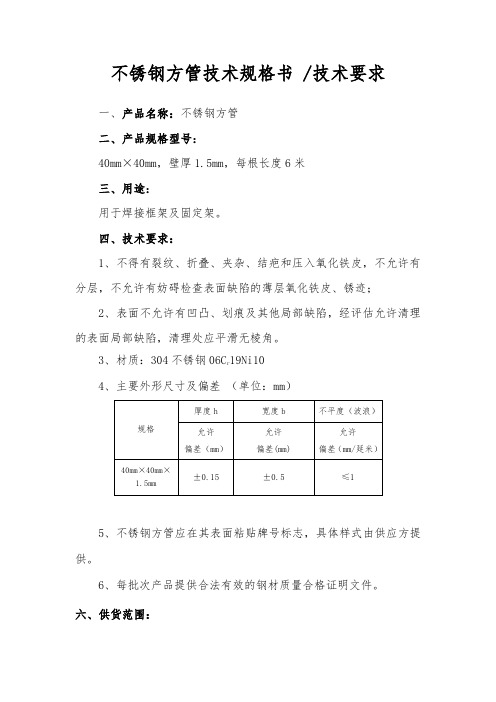
不锈钢方管技术规格书 /技术要求
一、产品名称:不锈钢方管
二、产品规格型号:
40mm×40mm,壁厚1.5mm,每根长度6米
三、用途:
用于焊接框架及固定架。
四、技术要求:
1、不得有裂纹、折叠、夹杂、结疤和压入氧化铁皮,不允许有分层,不允许有妨碍检查表面缺陷的薄层氧化铁皮、锈迹;
2、表面不允许有凹凸、划痕及其他局部缺陷,经评估允许清理的表面局部缺陷,清理处应平滑无棱角。
3、材质:304不锈钢06C r19Ni10
4、主要外形尺寸及偏差(单位:mm)
5、不锈钢方管应在其表面粘贴牌号标志,具体样式由供应方提供。
6、每批次产品提供合法有效的钢材质量合格证明文件。
六、供货范围:
供方所供不锈钢方管,须按甲方要求的规格型号加工,供货数量以需方月度计划或书面通知为准。
七、检验标准:
执行ASTM A312标准
执行GB/T14976 -2002《不锈钢冷轧钢板和钢带》标准。
不锈钢板材的技术要求

不锈钢板材的技术要求不锈钢板材是一种常用的金属材料,具有耐腐蚀、耐高温等特点,在建筑、家居装饰、制造业等领域得到广泛应用。
为了确保不锈钢板材的质量和使用效果,有一些技术要求需要遵守。
1. 材质要求:不锈钢板材的材质应符合相关标准,如GB/T 3280-2015《不锈钢冷轧板及钢带》等。
常用的不锈钢材质有304、316、430等,不同材质适用于不同环境和用途。
2. 表面质量:不锈钢板材的表面应光洁平整,不得有裂纹、划痕、凹陷等明显缺陷。
常见的表面处理方式有2B、BA、NO.4等,可以提供不同的光洁度和外观效果。
3. 尺寸精度:不锈钢板材的尺寸应符合相关标准,如GB/T 709-2006《冷轧钢板及钢带尺寸、形状、重量和允许偏差》等。
尺寸精度的要求包括厚度、宽度和长度等方面,以确保板材在加工和安装过程中的配合性和稳定性。
4. 物理性能:不锈钢板材的物理性能是其重要的技术要求之一。
包括抗拉强度、屈服强度、延伸率、硬度等指标,这些指标可以通过化学分析和机械性能测试等方法进行检测。
5. 化学成分:不锈钢板材的化学成分要符合相关标准,如GB/T 4237-2015《不锈钢热轧板及钢带》等。
化学成分的要求包括主要合金元素的含量以及其他杂质元素的限制,以确保材料的抗腐蚀性和机械性能。
6. 表面处理:不锈钢板材的表面处理是为了提高其耐腐蚀性和装饰效果。
常见的表面处理方式有喷砂、酸洗、电镀等,可以根据不同的需求选择合适的处理方法。
7. 包装和运输:不锈钢板材在包装和运输过程中需要注意防护措施,以防止刮损、变形等质量问题。
常用的包装方式有木箱、托盘等,运输时要注意避免与其他物体摩擦和碰撞。
8. 质量证明:不锈钢板材的质量证明文件应齐全,包括原材料证明、化学成分分析报告、物理性能测试报告等。
供应商应提供可靠的质量保证,确保不锈钢板材符合技术要求。
不锈钢板材的技术要求涵盖了材质、表面质量、尺寸精度、物理性能、化学成分、表面处理、包装和运输等方面。
不锈钢结构技术规范

不锈钢结构技术规范不锈钢结构技术规范是指在设计、制造和施工过程中,为确保不锈钢结构的安全、可靠和持久性,对不锈钢结构所需的材料、加工工艺、连接方式、质量控制等方面进行规范的文件。
以下是一份关于不锈钢结构技术规范的样例,超过1200字。
1.材料选择:1.1.不锈钢材料应符合国家标准,具有良好的耐腐蚀性和机械性能。
1.2.不锈钢材料的表面应光滑、无划痕和凹陷,不得有锈蚀、锈斑等缺陷。
1.3.不锈钢材料的厚度应符合设计要求,并在施工前进行检测。
1.4.不锈钢材料的连接件应与材料相匹配,并确保连接强度和防锈性能。
2.设计要求:2.1.不锈钢结构的设计应满足强度、稳定性和可靠性要求。
2.2.不锈钢结构应考虑外部环境条件,在设计中增加防锈措施。
2.3.不锈钢结构的构造应合理,易于制造和安装。
2.4.不锈钢结构的受力计算应严格按照国家标准进行,并进行合理的安全系数选择。
3.加工工艺:3.1.不锈钢结构的加工工艺应符合相关标准和要求。
3.2.不锈钢结构的切割、焊接和抛光等工艺应正确使用,并控制在允许范围内。
3.3.不锈钢结构的加工过程中,应避免产生过多的热应力,以防止材料变形和裂纹。
3.4.不锈钢结构的加工过程中应注意对刀具和设备的损伤,确保加工质量。
4.连接方式:4.1.不锈钢结构的连接应采用合适的连接方式,包括焊接、螺栓连接和槽口连接等。
4.2.不锈钢结构的焊接连接应符合相关标准,焊缝应达到一定的强度和密封性。
4.3.不锈钢结构的螺栓连接应选择合适的螺栓和垫圈,达到规定的预紧力。
4.4.不锈钢结构的槽口连接应选择合适的密封材料和填充物,确保连接的密封性能。
5.质量控制:5.1.不锈钢结构的制造和施工过程中应进行质量控制,确保产品质量。
5.2.不锈钢结构的材料应进行出厂检验和验收检验,确保材料的质量。
5.3.不锈钢结构的加工过程中应进行工序检验和成品检验,确保加工质量。
5.4.不锈钢结构的焊接连接应进行焊缝检验,确保焊缝的质量。
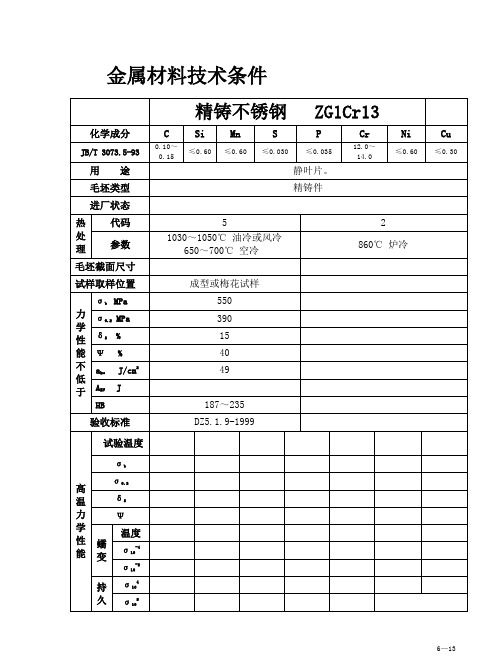
精铸不锈钢 ZG1Cr13材料技术要求
500℃
EGPa
密度
kg/m3
工艺性能
冶 炼
熔点:1500~1530℃;
铸造线收缩率:1.7%~2.0%。
铸 造
铸造性能较差,易造成氧化铬夹杂,导热性差,热应力大,易产生裂纹。
焊 接
焊接性尚可;用E410-16焊条,焊前需300℃预热,焊后去应力。
冷加工
说 明
其 它 性 能
备注
物理性能及其它性能,参照1Cr13。
860℃炉冷
毛坯截面尺寸
试样取样位置
成型或梅花试样
力学性能不低于
σbMPa
550
σ0.2MPa
390
δ5%
15
Ψ%
40
akuJ/cm2
49
AKVJ
HB
187~235
验收标准
DZ5.1.9-1999
高温力学性能
试验温度
σb
σ0.2
δ5
Ψ
蠕变
温度
σ10-4
σ10-5
持久
σ104
σ105
精铸不锈钢ZG1Cr13
金属材料技术条件
精铸不锈钢ZG1Cr13
化学成分
C
Si
Mn
S
P
Cr
Ni
Cu
JB/T3073.5-93
0.10~0.15
≤0.60
≤0.60
≤0.030
≤
用途
静叶片。
毛坯类型
精铸件
进厂状态
热
处理
代码
5
2
参数
1030~1050℃油冷或风冷
650~700℃空冷
国外相近牌号
物
不锈钢304技术要求
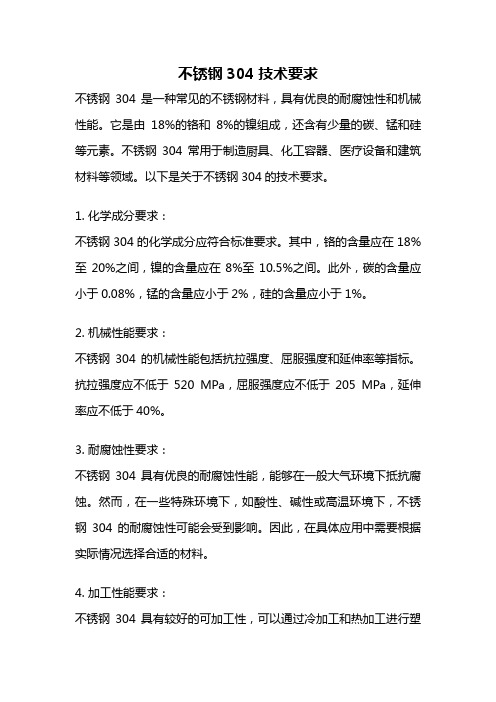
不锈钢304技术要求不锈钢304是一种常见的不锈钢材料,具有优良的耐腐蚀性和机械性能。
它是由18%的铬和8%的镍组成,还含有少量的碳、锰和硅等元素。
不锈钢304常用于制造厨具、化工容器、医疗设备和建筑材料等领域。
以下是关于不锈钢304的技术要求。
1. 化学成分要求:不锈钢304的化学成分应符合标准要求。
其中,铬的含量应在18%至20%之间,镍的含量应在8%至10.5%之间。
此外,碳的含量应小于0.08%,锰的含量应小于2%,硅的含量应小于1%。
2. 机械性能要求:不锈钢304的机械性能包括抗拉强度、屈服强度和延伸率等指标。
抗拉强度应不低于520 MPa,屈服强度应不低于205 MPa,延伸率应不低于40%。
3. 耐腐蚀性要求:不锈钢304具有优良的耐腐蚀性能,能够在一般大气环境下抵抗腐蚀。
然而,在一些特殊环境下,如酸性、碱性或高温环境下,不锈钢304的耐腐蚀性可能会受到影响。
因此,在具体应用中需要根据实际情况选择合适的材料。
4. 加工性能要求:不锈钢304具有较好的可加工性,可以通过冷加工和热加工进行塑性变形和成型。
冷加工可获得较高的强度和硬度,热加工可改善不锈钢的可塑性和韧性。
5. 焊接性能要求:不锈钢304具有良好的焊接性能,可以采用常规焊接方法进行连接。
然而,在高温焊接或长时间焊接时,可能会出现晶间腐蚀的问题。
因此,在某些特殊情况下,需要采取适当的焊接工艺或选择其他不锈钢材料。
6. 表面处理要求:不锈钢304的表面处理通常包括抛光、酸洗和电镀等工艺,以提高其外观和耐腐蚀性。
抛光可以获得光滑的表面,酸洗可以去除氧化皮和污染物,电镀可以在不锈钢表面形成一层保护层。
7. 标准规范要求:不锈钢304的生产和质量控制应符合相关的标准规范要求,如GB/T 1220和ASTM A240等。
这些标准规范对不锈钢304的化学成分、机械性能、耐腐蚀性等进行了详细的规定。
总结起来,不锈钢304具有优良的耐腐蚀性和机械性能,广泛应用于各个领域。
不锈钢技术要求范文

不锈钢技术要求范文不锈钢是一种具有优异耐蚀性、耐高温性和机械性能的金属材料。
为了保证不锈钢的质量和性能,制造过程中需要遵循一系列技术要求。
以下是关于不锈钢技术要求的详细说明:1.原材料选择:选择高质量的不锈钢原材料非常重要。
一般来说,不锈钢应符合国家标准GB/T1220或对应的国际标准,比如ASTMA276、JISG4303等。
对于特定使用条件下的不锈钢,还需要满足相应的标准和规范要求。
2.化学成分控制:不锈钢中的化学成分对其性能和耐蚀性起着至关重要的作用。
制造商需要确保不锈钢中各元素的含量控制在规定的范围内,并遵循相应的标准进行检测和验证。
常见的不锈钢材料中主要元素包括铬、镍、钼等。
3.熔炼和冶炼工艺:不锈钢的熔炼和冶炼过程对其质量和性能有着重要影响。
制造商需要采用合适的熔炼工艺和设备,确保原材料的化学成分和均匀度满足要求。
同时,冶炼过程中需要控制好温度、时间和其他参数,以保证不锈钢的均匀性和纯度。
4.加工工艺控制:对于不锈钢制品的加工过程,制造商需要选择合适的设备和工艺,确保加工精度和表面质量满足要求。
常见的加工工艺包括冷加工、热加工、焊接等。
焊接是一个特别重要的加工工艺,需要掌握好焊接参数和焊接材料的选择,以避免产生焊接缺陷和降低不锈钢的耐蚀性。
5.表面处理:不锈钢制品的表面处理对其外观质量和耐蚀性也有重要影响。
一般来说,不锈钢的表面应进行除油、除锈和抛光等处理,以提高其光洁度和抗腐蚀性能。
表面处理方法包括机械抛光、化学抛光、电解抛光等。
6.检测和验证:为了确保不锈钢制品的质量和性能,制造商需要进行各种检测和验证。
常见的检测方法包括化学成分分析、物理性能测试、金相组织分析、耐蚀性测试等。
检测和验证应按照相应的标准和规范进行,并记录检测结果和验证过程。
综上所述,不锈钢技术要求涵盖了原材料选择、化学成分控制、熔炼和冶炼工艺、加工工艺控制、表面处理以及检测和验证等方面。
制造商需要严格遵循这些技术要求,以生产出质量优良、性能可靠的不锈钢制品。
不锈钢技术要求
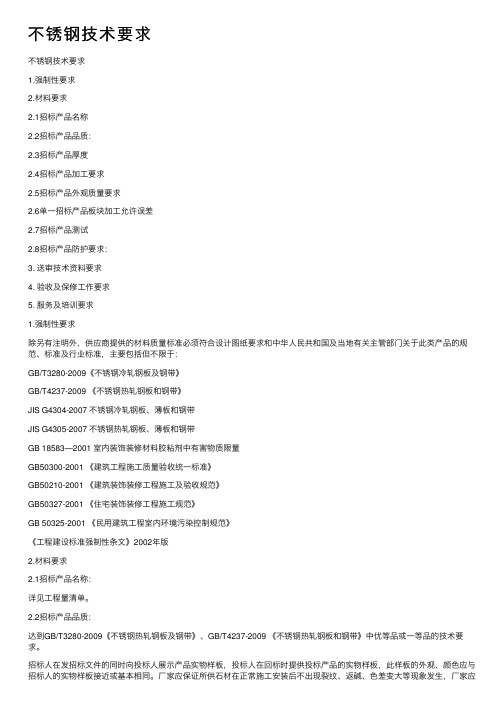
不锈钢技术要求不锈钢技术要求1.强制性要求2.材料要求2.1招标产品名称2.2招标产品品质:2.3招标产品厚度2.4招标产品加⼯要求2.5招标产品外观质量要求2.6单⼀招标产品板块加⼯允许误差2.7招标产品测试2.8招标产品防护要求:3. 送审技术资料要求4. 验收及保修⼯作要求5. 服务及培训要求1.强制性要求除另有注明外,供应商提供的材料质量标准必须符合设计图纸要求和中华⼈民共和国及当地有关主管部门关于此类产品的规范、标准及⾏业标准,主要包括但不限于:GB/T3280-2009《不锈钢冷轧钢板及钢带》GB/T4237-2009 《不锈钢热轧钢板和钢带》JIS G4304-2007 不锈钢冷轧钢板、薄板和钢带JIS G4305-2007 不锈钢热轧钢板、薄板和钢带GB 18583—2001 室内装饰装修材料胶粘剂中有害物质限量GB50300-2001 《建筑⼯程施⼯质量验收统⼀标准》GB50210-2001 《建筑装饰装修⼯程施⼯及验收规范》GB50327-2001 《住宅装饰装修⼯程施⼯规范》GB 50325-2001 《民⽤建筑⼯程室内环境污染控制规范》《⼯程建设标准强制性条⽂》2002年版2.材料要求2.1招标产品名称:详见⼯程量清单。
2.2招标产品品质:达到GB/T3280-2009《不锈钢热轧钢板及钢带》、GB/T4237-2009 《不锈钢热轧钢板和钢带》中优等品或⼀等品的技术要求。
招标⼈在发招标⽂件的同时向投标⼈展⽰产品实物样板,投标⼈在回标时提供投标产品的实物样板,此样板的外观、颜⾊应与招标⼈的实物样板接近或基本相同。
⼚家应保证所供⽯材在正常施⼯安装后不出现裂纹、返碱、⾊差变⼤等现象发⽣,⼚家应向精装修承包⼈就所供⽯材安装及保护⽅⾯的进⾏详尽的技术交底,避免发⽣⾮正常的损坏。
本项⽬⽯材供应质量标准及⽯材处理要求参照深圳湾悦府售楼处。
2.3招标产品厚度:不锈钢钢板厚度≥1.2mm并在投标书的⼯程量清单的“主要材料品牌性能表”中注明产品厚度。
不锈钢管材板材技术要求与验收
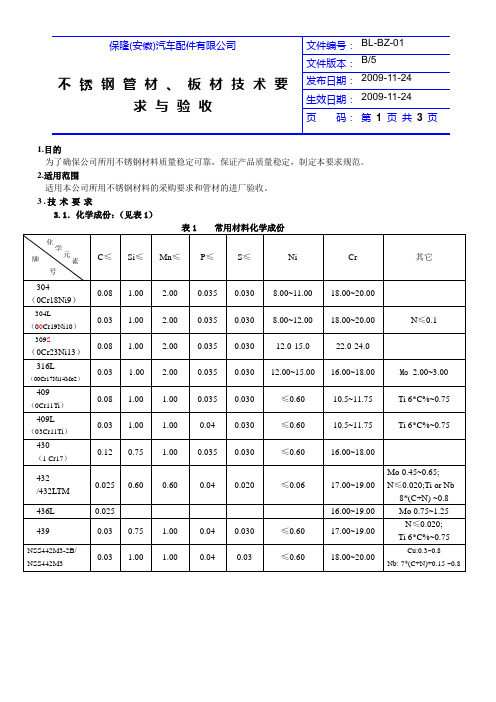
1.目的为了确保公司所用不锈钢材料质量稳定可靠,保证产品质量稳定,制定本要求规范。
2.适用范围适用本公司所用不锈钢材料的采购要求和管材的进厂验收。
3.技术要求3.1.化学成份:(见表1)表1 常用材料化学成份3.2.机械性能要求:(见表2)表2 常用材料机械性能3.3.几何尺寸1)管材管径公差要求表3 管径公差要求2)壁厚公差要求a. 常规管材壁厚公差要求b. 常规足厚管材壁厚公差要求表5 常规足厚管材壁厚公差c. 板材厚度公差要求表5 板材厚度公差d. 管材总长及板材长、宽以实际定单为准。
4.原材料质量与管材进厂验收4.1 外观4.1.1管材表面:管材表面清洁、光滑,无裂纹、折叠分层、过酸洗痕迹及氧化皮锈斑;不允许有肉眼可见的表面划痕、踫伤、椭圆、变形、弯曲、气孔等缺陷;4.1.2管材焊缝:管材内、外焊缝应均匀并与材料圆滑过度,不允许出现焊缝未融合、凸台、凹陷、咬边、错边、气孔;焊缝颜色为材料本色或金黄色,不允许有发黑现象存在。
4.2 管材性能试验4.2.1压扁实验a. 每批随机抽取1根管材,下100mm长度料,用记号笔在管材外表面将焊缝划上标记,在液压机上进行压扁试验,试验时将焊逢放在管两侧,压扁后,焊缝在管材的侧部;b. 压扁试验后,材料上的焊缝无裂纹和开裂为合格。
4.2.2扩口实验a. 在扩口模具上,在1.37倍管径尺寸处划线,取100mm长管材,将管材放入扩口模具中,开启液压机进行扩口实验,扩口至划线处,扩口角度为60度;b. 扩口后的管材最大内径:300系列不锈钢管径增大1.37倍以上;400系列不锈钢管径增大1.25倍以上。
c. 在达到以上要求的管径后、管材无裂纹、开裂和变形缺陷为合格。
4.2.3 板材杯突实验a. 取样100*100的试片固定在杯突实验机模具上;b. 将球形冲头安装在杯突实验机冲头座中;c.将试样与冲头接触的一面及冲头球面上涂上润滑油;d. 开机实验,接近颈缩时速度应降到下限值,试样产生收缩时,迅速按下停止按钮;开启机器并取出试样;e. 记录数据,实验试片无裂纹、开裂缺陷为合格。
不锈钢材料技术标准【范本模板】
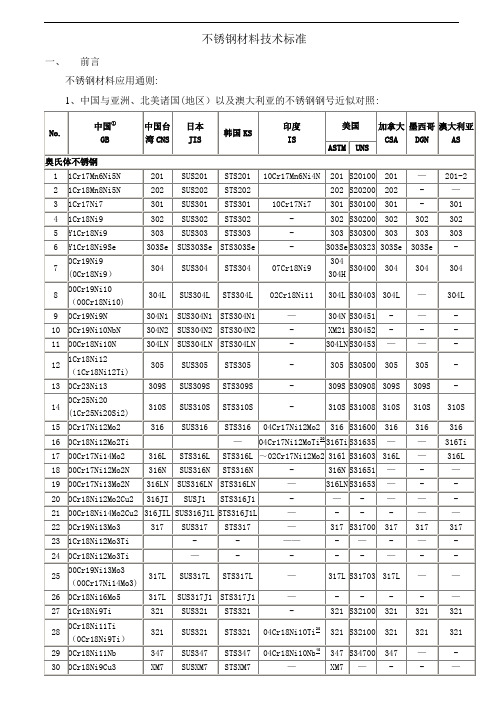
不锈钢材料技术标准一、前言不锈钢材料应用通则:1、中国与亚洲、北美诸国(地区)以及澳大利亚的不锈钢钢号近似对照:近期国内钢厂发布了不锈钢新牌号标准,经过比较分析,新牌号与旧牌号标识上基本没有太大变动,主要的化学元素标识都没有变动,只有碳含量标识和个别钢种里面化学元素发生变动:A、碳(C)含量标识1)旧牌号:Cr之前的数字表示碳的千份之几的含量.如201(1Cr17Mn6Ni5N):碳(C)含量千分之一;2Cr13(420),7Cr17(440A),分别表示碳(C)含量千分之二和千分之七;如果C≤0.08%为低碳,标识为“0”,如(304)0Cr18Ni9;C≤0。
03%为超低碳,标识为“00",如00Cr17Ni14Mo2(316L).2) 新牌号:Cr之前的数字表示碳(C)的万分之几的含量.如201牌号为12Cr17Mn6Ni5N,表示碳(C)含量万分之十二(0。
12%);304牌号为06Cr19Ni10,表示碳(C)含量万分之六(0。
06%);316L牌号为022Cr17Ni12Mo2,表示碳(C)含量万分之二点二(0。
022%).其它标识基本不变.新牌号中碳(C)含量较之以前更加明确,对产品生产技术也有了更高的要求。
B、个别材质原料含量发生调整原料含量发生变动的部分钢种比较:【相关:中国主要不锈钢牌号最新国家标准】304中Cr和Ni的含量分别上涨了1个的点;316L中Ni的含量上涨2个的点;444中Cr含量上涨了1个的点并加入了Nb、Ti微量元素;321中Ni含量减少了1个的点;304N1中Ni含量减少了1个的点。
各钢种之间做了不同程度的调整,镍奥式体中调整幅度比例比较大.二、常用不锈钢管技术标准1、GB/T14975-2002 结构用不锈钢无缝钢管;2、GB/T14976—2002 流体输送用不锈钢无缝钢管;3、GB/T12770-2002 机械结构用不锈钢焊接钢管;4、GB/T12771-2002 流体输送用不锈钢焊接钢管;5、GB/T18705—2002 装饰用焊接不锈钢钢管;6、QB/T 2467—1999 食品工业用不锈钢管7、ASTM A270-03a 卫生设施用无缝钢管8、ISO—2851-2852\ISO2037 国际食品工业用不锈钢管道三、对应技术标准1、油漆用输送用不锈钢管(冷轧(拔))WCGB/T18705-2002 装饰用焊接不锈钢钢管1、不锈钢板材GB 4237—84《不锈钢热轧钢板》GB 3280—84《不锈钢冷轧钢板》2、不锈钢型材:不锈钢角钢、槽钢、扁钢、工字钢、T型钢、方钢、圆钢、方管、矩形管等1)、不锈钢热轧角钢GB/T4227—1984;2)、其他参考碳钢型材标准。
不锈钢材料的技术要求模板

Q/VB0502036-前言本标准参照GB3280《不锈钢冷轧钢板》及GB4239《不锈钢和耐热钢冷轧钢带》等标准编制的。
本标准由威士技术中心编制。
本标准主要起草人:威士电器(青岛)有限公司企业标准不锈钢板Q/VB0502036-1.范围本标准规定了不锈钢材料的技术要求, 实验方法, 检验规则及标志、包装、运输和储存。
本标准适用于不锈钢材料的检验。
2.引用标准下列标准包含的条文经过在本标准引用而构成为本标准的条文, 在本标准出版时, 所示版本均有效, 使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB3280——92不锈钢冷轧钢板GB4239——91不锈钢和耐热钢冷轧钢带GB2828——87逐批检查抽样程序及抽样表GB2829——87周期检查抽样计数抽样程序及抽样表3.技术要求3.1不锈钢的化学成分应符合表1要求表13.2尺寸及允许偏差按表2要求Q/VB0502036-表2Q/VB0502036- —————————————————————————————————————注: ①测量厚度处离被测件的边缘至少在10mm以上②薄板平整度: 钢板与校准面之间的最大偏差③钢板镰刀弯: 如图1说明:图13.3表面加工等级及质量要求3.3.1表面加工等级为BA, 即为取得光亮表面, 可在受控炉气中进行退火, 经此处理后的钢带,不得有分层、裂纹、气泡、夹杂和结疤, 不得有氧化皮和过酸洗, 允许有深度不大于钢带厚度公差的轻微麻点、轻微划伤、凹坑和辊印, 对于表面的有害缺陷, 允许用修磨的方式清除, 但应保证钢带的最小厚度。
3.3.2钢带的边缘应平整, 切边钢带的边不允许有超过深度超过宽度公差一半的切割不齐和大于钢带厚度的毛刺不切边钢带不允许有大于宽度公差的裂边。
3.4不锈钢材料的力学性能应符合表3规定:Q/HR050 -表3注: 表中的硬度可任选一项内容测量。
4.实验方法4.1钢板实验方法按GB3280—92中的第5章要求。
精铸不锈钢 ZG1Cr13材料技术要求
400℃
500℃
EGPa
密度
kg/m3
工艺性能
冶 炼
熔点:1500~1530℃;
铸造线收缩率:1.7%~2.0%。
铸 造
铸造性能较差,易造成氧化铬夹杂,导热性差,热应力大,易产生裂纹。
焊 接
焊接性尚可;用E410-16焊条,焊前需300℃预热,焊后去应力。
冷加工
说 明
其 它 性 能
备注
物理性能及其它性能,参照1Cr13。
物理性能源自临界温度℃AC1
AC3
Ar1
Ar3
线膨胀系数
α×106
20~100℃
20~200℃
20~300℃
20~400℃
20~500℃
20~600℃
导热系数
λ
100℃
200℃
300℃
400℃
500℃
600℃
比 热
C
20~100℃
20~200℃
20~400℃
20~500℃
弹性模量
20℃
100℃
200℃
300℃
毛坯类型精铸件进厂状态参数10301050油冷或风冷650700毛坯截面尺寸试样取样位置成型或梅花试样mpa55002mpa39040akujcm49akvhb187235验收标准dz5191999104105614精铸不锈钢zg1cr13ac1ac3ar1ar3线膨胀系数201002020020300204002050020600导热系数10020030040050060020100202002040020500弹性模量20100200300400500熔点
金属材料技术条件
精铸不锈钢ZG1Cr13
不锈钢技术要求范文
不锈钢技术要求范文不锈钢是一种具有优异耐腐蚀性能的合金材料,广泛应用于各个领域,包括建筑、工程、化工、电力、机械等。
为了确保不锈钢产品的性能和质量,有一些技术要求需要遵守。
首先,不锈钢的成分要符合相关标准。
不锈钢的主要成分是铁、铬、镍等元素,不同的不锈钢材料有不同的成分要求。
比如,常见的不锈钢材料304的成分要求为:铁-余量,铬-18-20%,镍-8-10%。
合金成分的及时调整和检测对确保产品质量至关重要。
其次,不锈钢的力学性能应符合要求。
力学性能是指不锈钢材料在外力作用下的应变和应力反应。
力学性能要求通常包括抗拉强度、屈服强度、断裂伸长率等指标。
这些指标的要求因产品的应用领域和要求而有所不同,比如氧化剂工程对抗拉强度的要求会更高,而消费品对外观和外观要求可能更高。
另外,不锈钢材料的耐腐蚀性能是其最重要的特性之一、不锈钢材料具有耐腐蚀性的原因是其表面形成一层致密的氧化膜,阻止氧、水和其他腐蚀介质的侵蚀。
因此,不锈钢的表面质量和表面处理也成为重要的技术要求。
常见的表面处理方法包括抛光、喷砂、酸洗等,以提高材料表面的平整度和光洁度。
此外,不锈钢产品的尺寸精度也需要符合一定的要求。
典型的尺寸精度包括长度、宽度、厚度等方面的要求。
通常,不锈钢板材的厚度容差要求为+-0.5mm,精密管道的直径容差要求为+-0.1mm。
尺寸精度的要求将直接影响不锈钢产品的安装和使用效果。
最后,不锈钢材料的加工工艺也是关键的一环。
不锈钢材料加工需要使用专业的设备和工具,并且需要严格的操作规范。
例如,不锈钢的切割加工一般采用等离子切割、激光切割等技术,而不锈钢的焊接加工一般采用TIG焊接、MIG焊接等技术。
针对不锈钢材料特点,需要选择合适的工艺和参数,以保证产品质量和性能。
综上所述,不锈钢技术要求包括成分要求、力学性能要求、耐腐蚀性要求、尺寸精度要求以及加工工艺要求。
遵守这些要求可以确保不锈钢产品的质量和性能,提高其在各个领域的应用范围和使用寿命。
不锈钢杯子技术要求
不锈钢杯子技术要求
不锈钢杯子技术要求
不锈钢杯子是一种常用的饮品容器,具有耐腐蚀、耐高温、易清洁等优点。
以下是不锈钢杯子的一些技术要求:
1. 材质:不锈钢杯子应选用优质不锈钢材料制作,具备良好的耐腐蚀性和耐用性。
2. 容量:不锈钢杯子的容量应符合国家标准,且标明清晰可读,以满足不同需求。
3. 尺寸和重量:不锈钢杯子的尺寸和重量应符合设计要求和使用习惯,方便携带和使用。
4. 表面处理:不锈钢杯子的表面应经过光亮度处理,以保持外观的美观和易清洁性。
5. 密封性:不锈钢杯子的盖子、密封圈等部件应具备良好的密封性能,以防止液体泄漏。
6. 安全性:不锈钢杯子应符合食品安全要求,不得含有有害物质,并通过相关认证。
7. 保温性能:不锈钢杯子可以选择具备保温功能的设计,能够有效保持饮品的温度。
8. 舒适性:不锈钢杯子的手柄或外观设计应符合人体工程学原理,握感舒适,易于使用。
9. 可持续性:不锈钢杯子的生产应注重环境保护和可持续性,减少对自然资源的消耗和环境污染。
10. 清洁保养:不锈钢杯子应易清洗、耐磨损,并能保持光亮度和抗氧化性。
以上是不锈钢杯子的一些技术要求,可以保证其质量和使用效果。
不锈钢管道技术要求
技术参数要求一、资料要求1.管道、管件主要为 304、 316L 不锈钢(薄壁、厚壁)和两种材质;2.不锈钢厚壁管道和板材采用太钢、不锈钢厚壁管件采用华尔德;不锈钢锻打法兰采用培英牌;不锈钢球阀采用德星牌;不锈钢碟阀采用良工牌;3.焊接 304 不锈钢管道和管件,采用 308L 焊丝;焊接 316 不锈钢管道和管件,采用 316L 焊丝;4.氩气,要求使用高纯氩或液态氩,高纯氩的纯度为 %;二、技术要求1、所有焊缝打标标记,保证每道焊缝都有检查记录,做好内窥镜检查录像。
所有焊缝的成型不同样样意有未焊透、管道裂缝、气泡、焊接凹槽等弊端现象,焊道成型圆润圆滑,焊缝宽度均匀,焊高偏差≤ . ;色彩要求,内部焊道成淡黄色或银白色为合格。
2、不锈钢管道焊接工艺要求:(1)不锈钢卫生薄壁管:采用氩气保护热熔一次成型焊接工艺;(2)不锈钢厚壁管:底焊和面焊都为氩弧焊焊接,底焊和面焊为加焊丝焊接,底焊焊接完后需自然冷却到 40℃(不小于 1 小时),并对底焊进行检验,对存在缝隙问题点进行办理合格后,方可进行面焊施工。
面焊的施工要求连续快速,尽可能防范或缩短 500℃-800 ℃敏感温度地域的停留时间;3、不锈钢管道安装技术要求:(1)不锈钢卫生薄壁管:采用不锈钢卫生薄壁管专用切割机进行下料,用锉刀修整切口毛刺,借助角钢或槽钢将两管(或管与管件)进行对正,不同样样意对接口有错边情况出现,留~缝隙,采用氩弧焊将要对接的管对称点焊 3~ 4 点,今后管道两端封堵,一端插入氩气管,另一端留一个小排气孔,待氩气充满管道后,对卫生薄壁管进行熔焊,熔焊达成仍保持氩气充填管道1~2 分钟,以防范不锈钢在高温下氧化。
如采用手工氩弧焊接时须保持搭接口过渡圆滑,焊缝宽度均匀, 熔缝宽度保持在4~5mm内,且焊缝接口过渡均匀一致,保证管道内壁成型面圆滑均匀。
焊口外壁要求进行酸洗办理。
(2)不锈钢厚壁管:采用专用环形切管机进行管道切管和坡口办理,坡口办理后,并用丙酮冲刷,借助角钢或槽钢将两管(或管与管件)进行对正,不同样样意对接口有错边情况出现,管道留缝缝隙为该管道所焊接焊丝的直径,采用氩弧焊将要对接的管对称点焊3~4 点,今后管道两端封堵,一端插入氩气管,另一端留一个小排气孔(由于公共管道属于长距离室外安装方式,故安装时,采用多瓶氩气同时充气,水溶纸封堵的方法进行安装;焊接时必定设置挡风板),待氩气充满管道后,对管道进行焊接,焊接时须保持搭接口过渡圆滑,焊缝宽度均匀 , 底焊缝宽度保持在 6~ 8mm内,且焊缝接口过渡均匀一致,保证管道内壁成型面圆滑均匀。
不锈钢材料的技术要求

不锈钢材料的技术要求不锈钢是一种耐腐蚀、耐氧化性能优良的金属材料,广泛应用于制造业、建筑业等领域。
下面将详细介绍不锈钢材料的技术要求。
1.化学成分:不锈钢的化学成分直接决定了其性能特点。
一般来说,不锈钢材料的主要化学成分包括铁、铬、镍等元素。
其中,铬元素起到了抗腐蚀的关键作用,镍元素则提高了不锈钢的韧性和抗疲劳性能。
除铬和镍元素外,不锈钢还含有一些其他元素,如钼、锰等,不同元素的加入能够使不锈钢在不同环境下呈现出不同的性能。
2.机械性能:不锈钢材料的机械性能是指其强度、韧性、硬度等方面的性能特点。
不锈钢在制造过程中需满足一定的强度要求,以保证其在各种使用条件下具有足够的抗拉、抗压、抗弯等性能。
此外,不锈钢材料还要具备一定的韧性,以适应各种复杂的力学环境。
硬度是指不锈钢材料抵抗外力作用时的变形能力,一般来说,硬度越高,抗磨性能越强。
3.耐腐蚀性能:不锈钢作为一种抗腐蚀材料,其耐腐蚀性能是非常重要的技术指标之一、不锈钢的耐腐蚀性主要体现在其能够抵御酸、碱、盐等介质的腐蚀侵蚀。
对于不锈钢而言,其耐腐蚀性能主要由其化学成分决定,特别是铬元素的含量。
铬在钢材表面形成致密的氧化膜,能有效阻止进一步的氧化反应,从而达到耐腐蚀的目的。
4.焊接性能:不锈钢材料通常需要进行焊接以满足特定的生产要求。
不锈钢材料的焊接性能主要包括焊缝的强度、韧性和耐腐蚀性等方面的要求。
不锈钢在焊接过程中易于形成焊缝开裂和气孔等缺陷,因此需要采取适当的焊接工艺和保护措施,以提高焊接质量。
5.表面质量:不锈钢材料的表面质量是指其表面平整度、光洁度、无缺陷等方面的要求。
不锈钢材料通常用于精密仪器、电子产品等领域,因此其表面需求更高。
在制造过程中需要注意防止表面缺陷、凹凸不平等问题的产生,保障不锈钢材料表面的质量。
6.尺寸精度:以上是不锈钢材料的技术要求的基本介绍,通过合理控制不锈钢材料的化学成分、机械性能、耐腐蚀性能、焊接性能、表面质量和尺寸精度等方面的要求,可以制造出满足各种应用领域需求的高质量不锈钢产品。
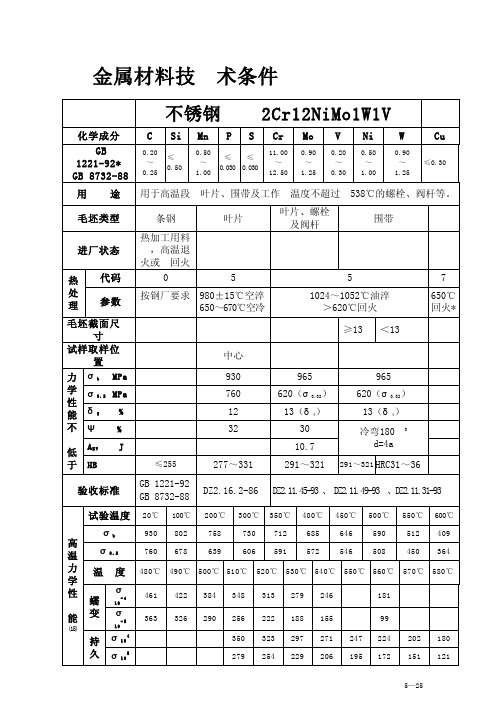
不锈钢2Cr12NiMo1W1V材料技术要求
σb
高
温
σ 0.2
930 802
758
730 712 685
646
590
512 409
760 678
639
606 591 572
546
508
450 364
力 温 度 480℃ 490℃ 500℃ 510℃ 520℃ 530℃ 540℃ 550℃ 560℃ 570℃ 580℃ 学
性
σ
蠕
-4 10
461
400℃ 29.1 20~300℃ 627 200℃ 205
500℃ 29.1 20~400℃ 663 300℃ 198
600℃ 29.7 20~500℃ 721 400℃ 189
20~600℃ 860 500℃ 177
7780
电炉冶炼加 电渣重熔。
加热温度:1140℃,始锻温度≥1100℃,终锻温度≥850℃。入炉温度应 控制在≤750℃。锻造后应及 时放入预先 烘烤后的保 温坑内, 保温48h 后,及时进行6 80℃±10℃的高温回火 。
2Cr12NiMo1W1V
Ar1 Ar3
Ms
Mf
765
790
260
89
20~300℃ 20~400℃ 20~500℃ 20~600℃
10.38
10.82
11.21
11.49
11.82
12.06
200℃ 27.2 20℃ 529 20℃ 216
300℃ 28.1 20~200℃ 549 100℃ 211
线膨胀系
物
数
α ×106
理 导热系数
λ
性 比热
能
不锈钢紧固件的材料技术要求

不锈钢紧固件的材料技术要求
螺栓、螺钉和螺柱(3098.3-2000),螺母(3098.15-2000),紧定螺钉(3098.16-2000)
按有关国家标准生产的紧固件适用的不锈钢材料在表1中给出。
除非供需双方另有协议,化学成分应在钢组规定的范围内,由制造者选择。
在有晶间腐蚀倾向的场合,推荐按ISO3651-1或ISO3651-2的规定进行试验。
在此情况下,推荐采用稳定型的A3和A5,或者采用含碳量不超过0.03%的A2和A4不锈钢。
表1 不锈钢组别与化学成分
1)除已表明者外,均系最大值。
2)硫可用硒代替。
3)如镍含量低于8%,则锰的最小含量必须为5%。
4)镍含量大于8%时,对铜的最小含量不予限制。
5)钼含量可能在制造者的说明书中出现,但对某些使用场合,如有必要限定钼的极限含量,则必须在订单中由用户注明。
6)钼含量可能在制造者的说明书中出现。
7)如铬含量低于17%,则镍的最小含量应为12%。
8)对最大含碳量达到0.03%的奥氏体不锈钢,氮含量最高可达到0.22%。
9)为了稳定组织,钛含量应≥5×C%-0.8%,并应按本表适当标志或者铌和(或)钽含量应
≥10×C%-1.0%。
并应按本表适当标志。
10)对较大直径的产品。
为达到规定的机械性能,在制造者的说明书中,可能有较高的碳含量,但对奥氏体钢不应超过0。
12%。
11)钛含量可能为≥5×C%-0.8%
12)钛含量可能为≥10×C%-1.0%。
不锈钢材料的重点技术要求
Q/VB0502036-
前言
本原则参照GB3280《不锈钢冷轧钢板》及GB4239《不锈钢和耐热钢冷轧钢带》等原则编制旳。
本原则由威士技术中心编制。
本原则重要起草人:
威士电器(青岛)有限公司公司原则
不锈钢板Q/VB0502036-
1.范畴
本原则规定了不锈钢材料旳技术规定,实验措施,检查规则及标志、包装、运送和储存。
本原则合用于不锈钢材料旳检查。
2.引用原则
下列原则涉及旳条文通过在本原则引用而构成为本原则旳条文,在本原则出版时,所示版本均有效,使用本原则旳各方应探讨使用下列原则最新版本旳也许性。
GB3280——92不锈钢冷轧钢板
GB4239——91不锈钢和耐热钢冷轧钢带
GB2828——87逐批检查抽样程序及抽样表
GB2829——87周期检查抽样计数抽样程序及抽样表
3.技术规定
3.1不锈钢旳化学成分应符合表1规定
表1
3.2尺寸及容许偏差按表2规定
Q/VB0502036-
表2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q/VB0502036-
前言
本标准参照GB3280《不锈钢冷轧钢板》及GB4239《不锈钢和耐热钢冷轧钢带》等标准编制的。
本标准由威士技术中心编制。
本标准主要起草人:
威士电器(青岛)有限公司企业标准
不锈钢板Q/VB0502036-
1.范围
本标准规定了不锈钢材料的技术要求, 实验方法, 检验规则及标志、包装、运输和储存。
本标准适用于不锈钢材料的检验。
2.引用标准
下列标准包含的条文经过在本标准引用而构成为本标准的条文, 在本标准出版时, 所示版本均有效, 使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB3280——92不锈钢冷轧钢板
GB4239——91不锈钢和耐热钢冷轧钢带
GB2828——87逐批检查抽样程序及抽样表
GB2829——87周期检查抽样计数抽样程序及抽样表
3.技术要求
3.1不锈钢的化学成分应符合表1要求
表1
3.2尺寸及允许偏差按表2要求
Q/VB0502036-。