填料箱盖.实用工艺设计及夹具设计1001210318机制本3班
Get清风毕业设计填料箱盖的工艺分析以及夹具的设计

毕业设计--填料箱盖的工艺分析以及夹具的设计桂林航天工业学院毕业设计〔论文〕任务书系别机械工程系专业数控技术学生班级2021034202姓名欧家华学号202103420221指导老师叶东职称设计〔论文〕题目及专题填料箱盖的工艺分析以及夹具的设计设计所用原始资料:设计的主要内容填料箱盖机械加工工艺及其磨φ60内孔端面工序夹具设计任务下达日期:201年月日学生提交设计期限:201年月日至201年月日组织实施单位:教研室主任意见:签字:201年月日系领导小组意见:签字:201年月日目录摘要错误!未定义书签。
第1章零件分析2零件的工艺性分析2第2章毛胚的选择3毛胚分型面和浇冒口位置3毛坯技术要求3第3章基准面的选择43.1 粗基准的选择43.2 精基准的选择4第4章工艺路线4制订工艺路线错误!未定义书签。
方案一:5方案二:6方案比拟:7确定方案:7第5章确定机械加工余量、工序尺寸及公差8孔各工序尺寸、公差及外表粗糙度确定13第6章确定切削用量和根本工时15磨ф60内孔端面:176.1.1 磨ф60内孔端面的计算17第7章磨床专用夹具19确定定位方案错误!未定义书签。
定位方案:19夹紧方案:19确定切削用量,切削速度v19根本时间错误!未定义书签。
定位误差的分析错误!未定义书签。
第8章夹具的结构设计208.1 夹具的结构设计总图20设计心得20摘要夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。
应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低本钱;有利于改善工人劳动条件,保证平安生产;有利于扩大机床工艺范围,实现“一机多用〞。
在这个课程设计中。
这次的夹具设计也是对我们所学的一种考验,我们组的课题是填料箱盖的加工工艺及夹具设计。
我们按照填料箱盖零件要求对其进行加工工艺的设计,使其从一个铸造件变成一个合格的产品。
其中我设计了其第14个工艺步骤磨φ60内孔端面。
填料箱盖.工艺设计及夹具设计1001210318机制本3班
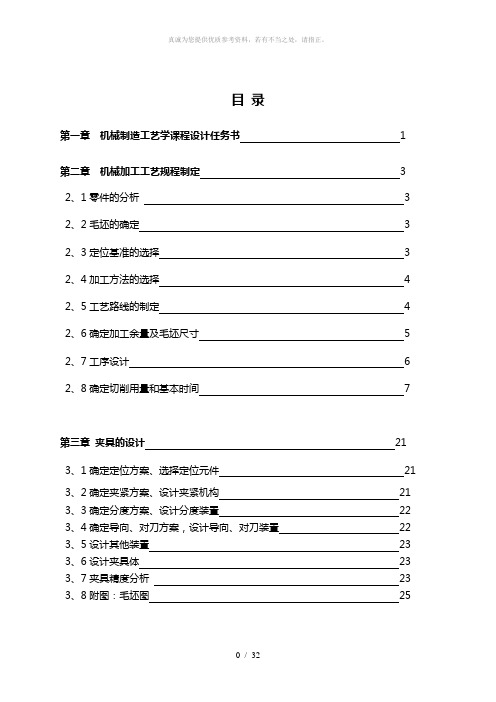
目录第一章机械制造工艺学课程设计任务书 1 第二章机械加工工艺规程制定 3 2、1零件的分析 3 2、2毛坯的确定 3 2、3定位基准的选择 3 2、4加工方法的选择 4 2、5工艺路线的制定 4 2、6确定加工余量及毛坯尺寸 5 2、7工序设计 6 2、8确定切削用量和基本时间7第三章夹具的设计21 3、1确定定位方案、选择定位元件213、2确定夹紧方案、设计夹紧机构21 3、3确定分度方案、设计分度装置22 3、4确定导向、对刀方案,设计导向、对刀装置22 3、5设计其他装置23 3、6设计夹具体23 3、7夹具精度分析23 3、8附图:毛坯图25结论26 参考资料26第一章新余学院机械制造工艺学课程设计任务书课程设计内容一、课程设计内容图一图一所示是填料箱盖简图。
毛坯材料为HT200。
中批量生产,采用通用机床进行加工。
试完成该零件的机械加工工艺设计及法兰盘端面12孔钻床专用夹具设计。
设计要求二、设计要求:1、设计者必须发挥独立思考能力,禁止抄袭他人成果,不允许雷同,凡找他人代做,一经核实,取消答辩资格。
积极主动与指导教师交流,每一进展阶段至少与指导教师交流一次。
2、设计成果:(1)、设计说明书一份;(2)、机械加工工艺卡片一套;(3)、夹具装配图一张(A1或A2图纸,用CAD画)及必要的零件图若干张。
设计说明书应包括下列内容:封面,目录、设计任务书、正文、注释、参考文献等。
设计说明书的题目及各级标题为四号以上楷体并加黑,正文采用小4号楷体,注释采用尾注形式。
3、设计说明书的正文部分内容参考《机械制造工艺学课程设计指导书》。
4、设计完成后,将课程设计说明书、机械加工工艺卡片、夹具装配图打印并装订好一并交给指导教师,并准备答辩。
2第二章 机械加工工艺规程制定2、1零件的分析题目所给定的零件是填料箱盖,其主要作用是保证对箱体起密封作用,使箱体在工作时不致让油液渗漏。
技术要求分析:填料箱盖的零件图中规定了一系列技术要求: (查表1.4-28《机械制造工艺设计简明手册》)1.以ф65H5(0013.0-)轴为中心的加工表面。
填料箱盖工艺课程设计说明书

填料箱盖工艺课程设计说明书一、设计目的本课程设计旨在探讨填料箱盖工艺的设计与实施,培养学生的技术能力、创新意识和团队合作精神,使他们能够独立完成填料箱盖的制作工艺,并且具备解决相关问题的能力。
二、设计原则1.安全性原则:设计的填料箱盖工艺必须符合国家相关安全标准和行业要求,确保使用过程中不会产生安全隐患。
2.可靠性原则:填料箱盖的工艺设计应具备稳定性和可靠性,能够长时间保持良好的工作状态,满足客户的需求。
3.经济性原则:设计的填料箱盖工艺应尽量降低成本,并提高生产效率,以提高整体经济效益。
4.环保性原则:填料箱盖工艺设计应注重环保要求,选择符合环保标准的材料和工艺,减少对环境的负面影响。
三、设计步骤1.需求分析:根据客户需求和使用环境,确定填料箱盖的基本要求,包括尺寸、材料、承受负荷等。
2.材料选择:根据填料箱盖要求,选择适合的材料,如钢板、铝合金等,并进行材料的性能测试和评估。
3.结构设计:根据填料箱盖的使用要求,设计合理的结构,包括顶盖、侧板、密封件等,确保填料箱盖的稳定性和密封性。
4.加工工艺:确定填料箱盖的加工工艺,包括切割、焊接、折弯、抛光等。
根据材料的属性和结构的要求,选择相应的加工设备和工艺参数。
5.装配与试验:按照设计要求,进行填料箱盖的装配,并进行相关试验,包括强度试验、密封性试验等,确保填料箱盖的质量和性能符合标准要求。
6.工艺改进:根据试验结果和用户反馈,对填料箱盖工艺进行改进和优化,提高产品的质量和性能。
四、教学方法1.理论授课:通过讲授填料箱盖工艺设计的相关理论知识,使学生了解工艺设计的基本原理和方法。
2.案例分析:通过分析实际填料箱盖工艺设计案例,引导学生理解并运用工艺设计的方法和技巧。
3.实践操作:组织学生进行实际的填料箱盖工艺设计和制作,提高他们的实际操作能力和问题解决能力。
4.团队合作:鼓励学生进行小组合作,共同解决填料箱盖工艺设计中的问题,培养团队合作意识和协作能力。
填料箱盖零件的机械加工工艺规程及钻孔夹具设计
“填料箱盖”零件的机械加工工艺规程及钻12孔设计摘要本设计针对汽车填料箱盖衬套的生产技术特点,综述了制造技术及其装备的主要问题,重点分析介绍工艺流程、工艺基准的关键作用,变形对加工精度的影响,检测技术配套及填料箱盖衬套的工作环境和受力情况等关键问题的设计说明。
及其填料箱盖衬套的机加工工艺流程和在加工过程中的专用夹具设计。
通过设计使我们更进一步熟悉了产品加工设计的全过程,在制定加工方案的时候,充分考虑其经济性和可行性。
关键字:填料箱盖; 工艺; 夹具ABSTRACTThis design in view of the automobile CA10B padding box lid production technology characteristic, summarized the manufacture technology and its the equipment main question, the key analysis introduction technical process, the craft datum key function, distorts to processes the precision the influence, the examination technology necessary and padding key question the and so on box lid working conditions and stress situation design explanation.And its padding box lid machining technical process and in processingprocess unit clamp design. Caused us through the design further to be familiar with the product processing design entire process. In formulation processing plan time, fully considers its efficiency and the feasibility.Key words Gland ; craft; jig目 录前 言 (1)1 零件的分析 (2)1.1 零件的作用 (2)1.2 零件的工艺分析 (2)2 工艺规程设计 (3)2.1 毛坯的制造形式 (3)2.2 基准面的选择 (3)2.2.1 粗基准的选择.........................................32.2.2 精基准的选择.........................................32.3 制订工艺路线 (3)2.3.1 工艺线路方案一.......................................32.3.2 工艺路线方案二.......................................42.3.3 工艺方案的比较与分析.................................42.4 机械加工余量、工序尺寸及毛坯尺寸的确定 (5)2.5 确定切削用量及基本工时 (6)2.5.1 工序Ⅰ:车削端面、外圆...............................62.5.2 工序Ⅱ:粗车φ65,φ80,φ75,φ100外圆以及槽和倒角......82.5.3工序Ⅲ 钻扩32Φmm 、及锪mm 43Φ孔。
“填料箱盖”零件的工艺规程及钻孔夹具设计课程设计
目 录前 言 (1)1 零件的分析 (2)1.1 零件的作用 (2)1.2 零件的工艺分析 (2)2 工艺规程设计 (3)2.1 毛坯的制造形式 (3)2.2 基准面的选择 ............................................................ 错误!未定义书签。
2.2.1 粗基准的选择.........................................错误!未定义书签。
2.2.2 精基准的选择.........................................错误!未定义书签。
2.3 制订工艺路线 ............................................................ 错误!未定义书签。
2.3.1 工艺线路方案一.......................................错误!未定义书签。
2.3.2 工艺路线方案二.......................................错误!未定义书签。
2.3.3 工艺方案的比较与分析.................................错误!未定义书签。
2.4 机械加工余量、工序尺寸及毛坯尺寸的确定 ........ 错误!未定义书签。
2.5 确定切削用量及基本工时 ........................................ 错误!未定义书签。
2.5.1 工序Ⅰ:车削端面、外圆...............................错误!未定义书签。
2.5.2 工序Ⅱ:粗车φ65,φ80,φ75,φ100外圆以及槽和倒角......错误!未定义书签。
2.5.3工序Ⅲ 钻扩32Φmm 、及锪mm 43Φ孔。
转塔机床C365L .....错误!未定义书签。
2.5.4 工序Ⅳ 钻6—Φ13.5, 2-M10-6H, 4-M10-6H 深孔深24.....错误!未定义书签。
填料箱盖工艺说明书及夹具设计开题报告(一)
填料箱盖工艺说明书及夹具设计开题报告(一)填料箱盖工艺说明书及夹具设计开题报告引言填料箱盖是工业生产过程中不可缺少的一种零部件,在生产加工中,需要对其进行不同流程的加工和装配。
同时,为了提高生产效率和产品质量,需要设计适用的夹具。
本文将对填料箱盖的工艺制造及夹具设计进行详细介绍。
填料箱盖工艺制造流程1.材料准备,选用符合要求的材料,对材料进行清洗、轧制、拉伸等加工处理;2.初步冲压,通过冲床对材料进行切割、冲孔等初步加工;3.折弯成型,将冲压好的材料进行折弯成型,以满足填料箱盖的形状及尺寸要求;4.焊接,利用气焊或电焊,将成型的材料进行焊接;5.研磨,通过砂轮机等设备对焊接处进行打磨处理;6.表面处理,可以对填料箱盖进行镀铬、喷涂等表面处理;7.检验,对制造好的填料箱盖进行各项检验。
夹具设计为了保证填料箱盖的定位精度和加工质量,需要设计适用的夹具。
夹具设计要考虑以下几个方面: - 夹具的材料和加工工艺:夹具需要选用高强度的材料,并经过精密加工。
此外,要注意夹具的硬度,以保证其在加工中不会变形; - 夹具的定位结构:夹具的定位方式要考虑填料箱盖的不同形状及尺寸,并进行合理设计; - 夹具的操作方便性:夹具的设计要方便操作,并且要考虑到夹具的耐用性; - 夹具的维护保养:夹具在使用中需要定期维护和保养,以延长使用寿命。
针对上述要求,可以设计出以下夹具: - 侧夹式夹具:通过夹持填料箱盖的侧部,使其定位到加工位置; - 卡盖夹具:通过伸缩的夹臂,夹住填料箱盖的边缘,并用夹臂下面的夹具抬升,使填料箱盖定位到加工位置; - 夹持自动化夹具:采用电动夹子和夹臂,通过程序控制,自动夹持填料箱盖,并将其定位到加工位置。
结论填料箱盖的工艺制造和夹具设计对于生产加工过程中的效率和产品质量有着重要的影响。
本文对于填料箱盖的工艺制造流程和夹具设计进行了详细介绍,希望能对相关领域的开发人员和制造工程师提供参考和帮助。
注意事项在填料箱盖的制造和夹具设计过程中,需要注意以下几个问题:- 材料的选择和质量要求:填料箱盖所采用的的材料必须符合相关标准,且具有高强度和优良的物理性能; - 设计时要考虑到填料箱盖的不同形状和尺寸; - 制造时要注意加工技术和工艺,尤其是焊接和打磨的过程; - 夹具的设计要考虑到操作的便利性和生产效率的提高;- 夹具的材料、硬度和精度要符合设计要求; - 制造和使用过程中,要确保安全和环保。
填料箱盖零件的工艺工装设计

填料箱盖零件的工艺工装设计任务书1.课题意义及目标本设计要求在给定工艺条件及生产批量的前提下,编制零件的机械加工工艺规程,设计专用夹具。
(1)培养学生解决机械加工工艺问题的能力(2)提高结构设计能力(3)培养学生熟悉并运用有关手册、规范、图表等技术资料的能力(4)进一步培养学生识图、制图、运算和编写技术文件等基础技能2.主要任务(1)绘制被加工零件的零件图毛坯图各1张(2)编制机械加工工艺规程卡片1套(3)设计并绘制夹具主要零件图1张(4)编写设计说明书1份3.主要参考资料[1] 王先奎. 机械制造工艺学 [M]. 北京:机械工业出版社[2] 肖继德. 机床夹具设计 [M]. 北京:机械工业出版社[3] 李益明. 机械制造工艺设计简明手册 [M]. 北京:机械工业出版社4.进度安排审核人:年月日填料箱盖零件的工艺工装设计摘要:本设计完成了填料箱盖零件的机械加工工艺规划的编制和夹具的设计。
根据对零件的结构及相关要素进行分析拟定工艺路线确定最终工艺方案;钻孔工序采用专用机床和专用夹具可以同时对零件的几个表面进行加工,采用复合公布更好的提高生产效率。
关健词:填料箱盖;工艺;夹具;Tooling Design for Filler Lid Cover PartsAbstract: This thesis is to describe the formation about Filler Lid cover parts and the design of fixture. Based on analysis for the parts structure and related parameters, it develops process routes and determines the final processing scheme. Using special tools and dedicated fixture, drilling process could work on the surface of several parts at the same time. Besides, the using of composite announced would be better to improve the production efficiency.Key words:Filler Lid, Crafts, Fixture目 录前 言 (1)1 零件的分析 (1)1.1 零件的作用 (1)1.2 零件的工艺分析 (1)2 工艺规程设计 (1)2.1 毛坯的制造形式 (1)2.2 基准面的选择 (2)2.2.1 粗基准的选择 (2)2.2.2 精基准的选择 (2)2.3 制订工艺路线 (2)2.3.1 工艺线路方案一 (2)2.3.2 工艺路线方案二 (3)2.3.3 工艺方案的比较与分析 (3)2.4 机械加工余量、工序尺寸及毛坯尺寸的确定 (4)2.5 确定切削用量及基本工时 (5)2.5.1 工序Ⅰ:车削端面、外圆 (5)2.5.2 工序Ⅱ:粗车φ65,φ80,φ75,φ100外圆以及槽和倒角 (7)2.5.3工序Ⅲ 扩32Φmm 、及锪mm 43Φ孔。
填料箱盖的机械加工工艺与夹具设计-加工工艺设计-毕业论文

本科毕业设计填料箱盖的机械加工工艺与夹具设计摘要:本课题内容主要是制定针对填料箱盖的箱盖第一步箱盖的总体分析,第二步进行加工工艺规程分析设计以及设计出相关加工工序的专用夹具,第三步为了减弱夹紧力、切削力、切削热和内应力的影响,将整个加工过程分为粗加工和精加工两个阶段。
在上诉设计中包括加工零件的工艺分析,加工过程的设计、加工过程的确定以及各加工工序的加工时间的计算等,最后进行夹具的设计,完成整个毕业设计。
关键词:填料箱盖工艺夹具Machining process and fixture design of box Author’s name: Li Pengpeng Tutor:Wu XiaoyingABSTRACT: This topic content mainly developing the stuffing box cover the lid of the first box cover the overall analysis, the second step of process analysis and design procedures and special fixture design related processing operations, the third step in order to abate clamping force cutting force and cutting heat and the influence of the internal stress, the whole process can be divided into rough machining and finish machining two stages in the design of the appeal, including the analysis of the technology of machining parts machining process of the determination of design process and the machining time of process calculation, etc., finally to fixture design, complete the graduation design.KEYWORDS:Packing box cover processing fixture目录1 绪论 (1)1.1 欧洲的夹具发展史 (2)2.2 机床夹具的设计思路 (2)2 零件分析 (2)2.1 零件的作用 (2)2.2 填料箱的组成 (2)2.3 零件的工艺分析..................... 错误!未定义书签。
机制填料箱盖课程设计
机制填料箱盖课程设计一、教学目标本课程的学习目标包括知识目标、技能目标和情感态度价值观目标。
知识目标要求学生掌握填料箱盖的基本原理、结构和设计方法;技能目标要求学生能够运用所学知识进行填料箱盖的设计和制作;情感态度价值观目标要求学生培养对工程技术的兴趣和热情,增强创新意识和团队合作精神。
二、教学内容教学内容主要包括填料箱盖的基本原理、结构和设计方法。
首先,介绍填料箱盖的作用和分类,使学生了解填料箱盖在工程中的应用和重要性。
然后,讲解填料箱盖的结构和原理,包括盖子的形状、材料和连接方式等。
最后,教授填料箱盖的设计方法,包括设计原则、设计步骤和设计注意事项等。
三、教学方法为了激发学生的学习兴趣和主动性,将采用多种教学方法。
首先,通过讲授法,向学生传授填料箱盖的基本原理和设计方法。
其次,通过案例分析法,分析实际工程中的填料箱盖设计案例,使学生更好地理解和应用所学知识。
然后,通过实验法,学生进行填料箱盖的制作和测试,提高学生的实践能力和创新能力。
最后,通过讨论法,引导学生进行思考和交流,培养学生的团队合作精神和批判性思维。
四、教学资源为了支持教学内容和教学方法的实施,将选择和准备适当的教学资源。
教材将是主要的教学资源,用于向学生提供填料箱盖的基本知识和设计方法。
参考书将作为辅助教学资源,提供更多的案例和实践经验。
多媒体资料将用于展示实际工程中的填料箱盖设计过程和效果,增强学生的学习兴趣和理解能力。
实验设备将是重要的教学资源,用于学生进行填料箱盖的制作和测试,提高学生的实践能力。
五、教学评估本课程的教学评估将采用多元化的方式,以全面、客观地评估学生的学习成果。
评估主要包括平时表现、作业和考试三个部分。
平时表现将根据学生在课堂上的参与度、提问和回答问题的表现进行评估。
作业将根据学生的完成情况和质量进行评估,要求学生按时提交并符合要求。
考试将包括开卷考试和闭卷考试,以检验学生对填料箱盖知识的掌握和应用能力。
评估方式将公正、客观,能够全面反映学生的学习成果。
填料箱盖工艺课程设计说明书

目录工艺部分 (2)1.1有关零件的结构分析和功用 (2)1.1.1 零件的功用 (2)1.1.2零件的结构分析 (2)1.2课题(提供的技术资料) (2)1.2.1生产纲领 (2)1.2.2技术资料 (3)1.3毛坯的种类 (3)1.3.1确定毛坯的种类 (3)1.4定位基准的选择原则 (3)1.4.1粗基准的选择原则 (3)1.4.2精基准的选择原则 (4)1.5工艺规程的拟定 (4)1.5.1制定工艺规程的原则 (4)1.5.2拟定工艺路线 (4)1.6机械加工余量工序尺寸及毛坯尺寸的确定 (4)1.6.1确定加工余量和工序尺寸 (4)1.6.2确定毛坯尺寸 (5)1.7确定切削余量 (6)1.7.1确定和计算切削用量 (6)1.8工时定额的确定 (14)1.8.1计算工时定额 (15)结论 (18)致谢 (18)参考文献 (19)工艺部分1.1有关零件的结构分析和功用:1.1.1 零件的功用:题目所给的零件是ZW-6/7型空气压缩机的填料箱盖(见附图1)主要作用是保证与填料箱体联接后保证密封性,对内表面的加工精度要求比较高,对配合面的表面粗糙度要求也较高。
1.1.2 零件的结构分析:套类零件的主要加工表面有孔、外圆、和端面.其中孔既是装配基准又是设计基准,加工精度和表面粗糙度一般要求较高,内外圆之间的同轴度及端面与孔的垂直度也有一定的技术要求.题目所给填料箱盖有两处加工表面,其间有一定位置要求。
分述如下:填料箱盖的零件图中规定了一系列技术要求:(查表1.4-28《机械制造工艺设计手册》)1.以ф65h5(0013.0-)轴为中心的加工表面。
包括:尺寸为ф65h5()的轴,表面粗糙度为1.6, 尺寸为ф80的与ф65h5(0013.0-)相接的肩面, 尺寸为ф100f8()与ф65H5(0013.0-)同轴度为0.025的面. 尺寸为ф60H8(048.00+)与ф65h5(0013.0-)同轴度为0.025的孔。
填料箱盖课程设计
式中 l=17mm, l1
n=1.5r/s,i=1,则 Tj1
②确定粗车端面的基本时间
Tj 3
L d d1 22 i, L l1 l 2 l 3 2 4 17s fn 2 2
17 22 s 0.52 1.5
式中 d=65mm,d1=43mm,l1=2mm,l2=4mm,l3=0,f=0.52mm/r,n=2.0r/s,i=1 则 Tj 3
n
1000 v 1000 33.55 68r / min d 157
按 C620-1 机床的转速选择 n=90r/min=1.5r/s 则实际切削速度 v=44.4m/min。 最后确定切削用量为: ap 1mm ,f=0.65 mm/r,n=90r/min=1.5r/s,v=44.4m/min 确定车端面及台阶面的 ap=1.25mm,f=0.52 mm,主轴转速与车 φ 65 0 0.013 mm 外圆相同。 确定粗镗 φ 37mm 和 φ 47mm 孔的切削用量 所选刀具为 YG6 硬质合金、直 径为 20 mm 的圆形镗刀。 ①确定切削深度 ap Φ 47mm: ap=(47-43)/2=2mm φ 37mm: ap=(37-33)/2=2mm ②确定进给量 f 根据表 1.5,当粗镗灰铸铁时、镗刀直径为 20mm,镗刀伸出长度为 100 mm 时按 C620-1 机床的进给量,选择 f=0.20 mm/r。 ③确定切削速度 v 按表 1.27 的计算公式
2.3-10 查得为单边余量。 外径方向双边余量 2.0mm,轴向方向为 2.5mm,孔的加工余量 4mm(双边) 2、确定毛坯尺寸:上面查得的加工余量适用于机械加工表面粗糙度 Ra≥ 1.6um, Ra≤1.6um 的加工表面余量适当增大。 (五)选择加工设备与工艺装备 1、选择机床 ①工序 I 、 II 、 III、VI 是粗车和半精车。选用卧式车床就能满足要求。 本零件尺寸不大,精度要求不高,选用最常用的 C620-1 型卧式车床即可。 ②工序 V、VI 是精车和精细车还有精镗。由于要求的精度较高,表面粗糙 度较小选用精密的车床能满足要求。故选用 C616A 型车床。 ③工序 VII 钻孔。可采用专用的分度夹具在立式钻床上加工,可选用 Z518 型立式钻床。 2、选择夹具 本零件除钻削加工需设计专用夹具,其他工序使用通用家具即可,车床上 用三爪自定心卡盘。 3、选择刀具 ①在车床上加工的工序,一般都用硬质合金车刀和镗刀,加工灰铸铁零件 采用 YG 型硬质合金,粗加工用 YG6,半精加工用 YG8,精加工和精细加 工用 YG10,切槽宜用高速钢。 ②钻孔用麻花钻,攻螺纹用丝锥。 4、确定工序尺寸 (六)确立切削用量及基本工时 工序Ⅰ切削用量及基本时间的确定 1、 切削用量 本工序为粗车(车端面、外圆及镗孔) 。以知加工材料为 HT200,铸件。 机床为 C620-1 型卧式车床,工件装夹在三爪自定心卡盘。 ①确定 φ 65 0 0.013 mm 外圆的切削用量 所选刀具为 YG6 硬质合金可转位车 刀, 根据 《切削用量简明手册》 表 1.1, 由于 C620-1 机床的中心高为 200mm, 故选用刀杆尺寸 B×H=16mm×25mm,刀片厚度为 4.5mm 根据《切削用量简 明手册》 表 1.3, 选择车刀几何形状为卷槽带倒棱型前刀面, 前角 γ o=12°, 后角 α o=6°、主偏角 Kr=90°、,副偏角 Kr ’=10°、刃倾角 λ s=0°、刀 尖圆弧半径 r =0.8mm。 ②确定切削深度 ap 由于粗车单边余量仅为 1mm,可一次走刀完成,故
填料箱盖零件的工艺规程及钻孔夹具设计

填料箱盖零件的工艺规程及钻孔夹具设计工艺规程:填料箱盖零件的制作工艺如下:1. 材料准备:根据设计要求,选择合适的材料。
在该工艺规程中,我们选择了铝合金作为填料箱盖零件的材料。
2. 零件加工:首先,根据设计图纸,将原材料切割成适当大小的工件。
接下来,对工件进行粗加工,采用铣床进行表面修整和异型孔的加工。
然后,通过数控铣床进行精加工,实现尺寸的精确控制。
3. 表面处理:填料箱盖零件需要进行表面处理,以提高其耐腐蚀性和美观性。
首先,进行除油处理,确保零件表面的干净。
然后,采用阳极氧化工艺,形成氧化膜层,增强零件的耐腐蚀性和硬度。
最后,进行上色和封孔处理,使填料箱盖零件具有漂亮的外观。
4. 装配:在完成零件加工和表面处理后,进行零件的装配。
首先,将填料箱盖与填料箱体进行匹配,确保其尺寸和结构的一致性。
然后,使用合适的螺丝和紧固件将填料箱盖固定在填料箱体上。
最后,对装配后的填料箱盖进行检查,确保其功能正常且外观无损。
钻孔夹具设计:为了正确地对填料箱盖零件进行钻孔加工,我们设计了以下夹具:1. 基座:夹具的主体部分,用来固定和支撑工件。
基座具有平整的工作面,确保夹具的稳定性和准确性。
同时,基座的尺寸要与填料箱盖零件的尺寸相匹配。
2. 夹具夹持装置:用于夹持填料箱盖零件,固定在基座上。
夹具夹持装置通常使用机械夹具或气动夹具,确保工件在钻孔过程中的稳定性。
夹具夹持装置要能够调节夹紧力度,以适应不同尺寸的填料箱盖零件。
3. 定位装置:用于将填料箱盖零件正确地定位在夹具上。
定位装置通常包括定位销、接触面和定位孔等部件,确保填料箱盖零件在钻孔过程中位置的精确度。
4. 引导装置:用于引导钻头正确地对填料箱盖零件进行钻孔。
引导装置通常采用导向架、导向块等部件,使钻孔准确无误。
通过设计和使用以上夹具,能够提高填料箱盖零件的加工效率和加工质量,并确保其尺寸和结构的一致性。
同时,夹具的设计也可以根据实际需要进行调整和改进,以适应不同型号和尺寸的填料箱盖零件的加工要求。
填料箱盖地实用工艺规程及夹具设计

煤炭职业技术学院计算机信息系毕业设计题目填料箱盖的工艺规程及夹具设计学生:胡国胜班级:机制330902专业:机械制造与自动化(矿山机械制造与维修)指导教师:夏静文论文报告提交日期: 2012年6月成绩评定日期:填料箱盖的工艺规程及夹具设计摘要填料箱盖,其主要作用是保证对箱体起密封作用,使箱体在工作时不致让油液渗漏。
对表面的加工精度要求比较高,对配合面的表面粗糙度要求也较高。
本次设计旨在提高填料箱盖的加工效率,设计正确的加工工艺路线,由此我们首先对填料箱盖的结构特征和工艺进行了仔细的分析,然后确定了一套合理的加工方案,加工方案要求简单,操作方便,并能保证零件的加工质量。
填料箱盖的加工质量将直接影响机器的性能和使用寿命。
在设计中采用四大步骤进行,分别是[1]填料箱盖零件的分析[2]工艺规程设计[3]数控机床的选择与加工方案[4]专用夹具设计关键词:填料箱盖,零件,毛坯,夹具目录第一章填料箱盖零件的分析 (4)1.1 零件的作用 (4)1.2填料箱盖的技术要求分析 (5)1.3本章小结 (5)第二章工艺规程设计 (6)2.1零件机械加工工艺规程的制定 (6)2.2箱体零件的材料、毛坯和热处理 (12)2.3基准面的选择 (12)2.4制订工艺路线 (13)2.5机械加工余量、工序尺寸及毛坯尺寸的确定 (17)2.6本章小结 (18)第三章机床的选择与加工方案 (19)3.1选择机床 (19)3.2选择夹具 (21)3.3选择刀具 (21)3.4确定工序尺寸 (22)3.5确定切削用量 (23)3.6本章小结 (33)第四章专用夹具设计 (34)4.1问题的指出 (34)4.2夹具设计 (34)4.3定位误差的分析 (35)4.4夹具设计及操作的简要说明 (35)4.5本章小结 (36)结论 (37)致 (38)参考文献 (39)第一章填料箱盖零件的分析1.1 零件的作用题目所给定的零件是填料箱盖(图1-1),其主要作用是保证对箱体起密封作用,使箱体在工作时不致让油液渗漏。
填料箱盖工艺说明书及夹具设计开题报告

填料箱盖工艺说明书及夹具设计开题报告填料箱盖是一种常见的工业设备,用于密封和保护填料箱内的物料。
本工艺说明书和夹具设计开题报告旨在介绍填料箱盖的制造工艺流程,并提出相应的夹具设计方案。
一、背景介绍填料箱盖广泛应用于各个行业中,例如化工、食品加工、制药等。
其主要功能是保护填料箱内的物料免受外界污染和损坏,并确保密封性能的可靠性。
由于填料箱盖的使用场景和工艺要求的不同,其制造工艺和夹具设计也存在差异。
二、工艺流程1. 材料准备:选择适合填料箱盖的材料,如不锈钢、铝合金等,并进行切割、模具制作等工序。
2. 成型加工:根据填料箱盖的形状和尺寸要求,采用冲压、拉伸等加工方法进行成型。
3. 表面处理:对填料箱盖进行表面处理,如抛光、喷涂等,以提高外观质量和耐腐蚀性。
4. 组装:将填料箱盖的各个零部件进行组装,包括铰链、密封垫等,并进行质量检测。
5. 包装:对填料箱盖进行包装,以确保在运输和储存过程中不受损坏。
三、夹具设计方案为了提高填料箱盖的制造效率和质量,夹具的设计是至关重要的。
以下是一些可能的夹具设计方案:1. 成型夹具:用于在冲压或拉伸过程中固定材料和模具,确保填料箱盖的形状和尺寸准确。
2. 表面处理夹具:用于固定填料箱盖进行表面处理,如抛光或喷涂,以确保处理均匀和质量稳定。
3. 组装夹具:用于固定填料箱盖的各个零部件进行组装,提高组装的精度和效率。
4. 质量检测夹具:用于测试填料箱盖的密封性能和耐腐蚀性等质量指标,确保产品符合要求。
5. 包装夹具:用于包装填料箱盖,确保在运输和储存过程中不受损坏。
四、结论本工艺说明书和夹具设计开题报告详细介绍了填料箱盖的制造工艺流程和夹具设计方案。
通过合理的工艺流程和夹具设计,可以提高填料箱盖的制造效率和质量,满足不同应用场景的需求。
在之后的研究中,我们将进一步探讨每个工艺环节的具体操作细节,并进行夹具的详细设计和验证。
填料箱盖的加工工艺及夹具设计

填料箱盖的加工工艺及夹具设计填料箱盖是化工设备中常见的部件,用于盖住装满填料的箱体,起到密封、稳定填料等作用。
下面将对填料箱盖的加工工艺及夹具设计进行简要介绍。
填料箱盖的加工工艺主要包括以下几个步骤:1. 材料准备:选择适合填料箱盖的材料,一般为不锈钢、碳钢、铝合金等,保证材料的质量和符合使用的环境条件。
2. 初次加工:一般采用刨、铣、钻等方式,将毛坯进行初次加工,基本上形成填料箱盖的整体形状。
3. 补焊:根据实际需要,可能需要对填料箱盖进行补焊,使其更加牢固。
4. 粗加工:针对填料箱盖的不同形状和尺寸,在保证结构完整的前提下,利用粗加工设备将其加工到预定的尺寸和形状。
5. 中加工:通过铣床、钻床等设备,进行更加细致的加工,保证填料箱盖的平整度、垂直度等指标。
6. 零件加工:制作填料箱盖的附件(如螺钉、端盖、卡环等)。
7. 总装:将填料箱盖的各个部分组合安装起来,形成最终的成品。
填料箱盖的夹具设计也非常重要,它将直接影响到填料箱盖的加工质量和效率。
以下是夹具设计的一些注意事项:1. 考虑到填料箱盖的大小和形状,夹具应该具有可调节的功能,以适应不同形状和尺寸的填料箱盖。
2. 夹具应该稳固可靠,以防止填料箱盖在加工过程中发生位移或倾斜。
3. 在设计夹具时,应尽量减少对填料箱盖的影响,例如不应在夹紧点处留下明显痕迹。
4. 夹具应该易于安装和调整,以提高加工效率。
5. 夹具的材料应该与填料箱盖的材料具有兼容性,避免产生电化学反应等质量问题。
总之,填料箱盖的加工工艺和夹具设计是化工设备制造中的重要环节,需要通过专业技能和经验丰富的工程师来完成。
只有准确、精细的加工和可靠、适应性强的夹具设计,才能保证填料箱盖的质量和使用效果。
填料箱盖的夹具设计分解

填料箱盖的夹具设计分解夹具是一种用于固定工件并保持其位置不变的装置,用于便于加工、检测、装配等工序的进行。
下面是一种填料箱盖的夹具设计分解,供参考:一、设计思路:填料箱盖主要由盖板和边框组成,夹具的设计目标是保证填料箱盖在夹持过程中保持稳定,并且能够方便地进行后续的加工和装配操作。
因此,夹具设计应满足以下要求:1.夹持力要合理,保证填料箱盖在夹持过程中不会发生位移和变形;2.夹持的部位要与填料箱盖的结构相符,避免对填料箱盖造成损坏;3.操作方便,夹具的夹持和释放过程要简单快捷;4.可调节性好,能够适应不同尺寸的填料箱盖;5.材料选择要符合夹具的使用要求。
二、夹具的具体设计:根据填料箱盖的结构特点,可以设计一个下压式夹具,它由以下几个部分组成:1.主夹持装置:主要用于夹持填料箱盖的边缘部分,保持填料箱盖的平面度和固定位置。
主夹持装置由两个可调节的夹持臂和一个螺旋杆组成,通过螺旋杆的旋转来调节夹持臂的宽度,适应不同尺寸的填料箱盖。
夹持臂上可以使用橡胶块或者软质材料来增加夹持力,并避免对填料箱盖造成损伤。
2.辅助夹持装置:用于夹持填料箱盖的中央部分,使填料箱盖在夹持过程中能够保持平稳。
辅助夹持装置由一组可移动的夹持块和一个手柄组成。
夹持块可以根据填料箱盖的大小进行调整,并通过手柄来固定夹持块的位置,确保填料箱盖夹持平稳。
3.底座:用于支撑整个夹具装置,保持其稳定性。
底座采用钢板焊接而成,结构简单牢固。
底座上设置有一组可调节的脚垫,可以根据工作台的不平整程度来调整夹具的水平度。
4.操作杆:用于控制夹具的夹持和释放过程。
操作杆通过一个滑动装置与主夹持装置和辅助夹持装置相连,通过上下移动操作杆来控制夹具的夹持和释放。
5.材料选择和表面处理:夹具的主要部件采用高强度合金材料或优质铸铁材料制造,以确保夹具具有足够的强度和刚性。
夹持臂和夹持块表面可以进行氧化处理或者镀硬铬,提高其表面硬度和耐磨性。
三、夹具的使用及注意事项:1.在使用夹具时,需根据填料箱盖的尺寸和结构调整夹持臂和夹持块的宽度和位置,以保证夹具的稳定性和夹持力度;2.操作人员需熟练掌握操作杆的使用方法,确保夹具的夹持和释放能够顺利进行;3.使用过程中,需定期检查夹具的各部件是否磨损或松动,并及时进行修复和调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录第一章机械制造工艺学课程设计任务书 1第二章机械加工工艺规程制定 3 2、1零件的分析 3 2、2毛坯的确定 3 2、3定位基准的选择 3 2、4加工方法的选择 4 2、5工艺路线的制定 4 2、6确定加工余量及毛坯尺寸 5 2、7工序设计 6 2、8确定切削用量和基本时间 7第三章夹具的设计 21 3、1确定定位方案、选择定位元件 21 3、2确定夹紧方案、设计夹紧机构 21 3、3确定分度方案、设计分度装置 22 3、4确定导向、对刀方案,设计导向、对刀装置 22 3、5设计其他装置 23 3、6设计夹具体 23 3、7夹具精度分析 23 3、8附图:毛坯图 25结论 26 参考资料 26第一章新余学院机械制造工艺学课程设计任务书指导老师玉平学生小军专业机械设计制造及其自动化课程设计题目填料箱盖机械加工工艺规程制订及钻孔夹具设计完成日期: 2013年1月4日课程设计容一、课程设计容图一图一所示是填料箱盖简图。
毛坯材料为HT200。
中批量生产,采用通用机床进行加工。
试完成该零件的机械加工工艺设计及法兰盘端面12孔钻床专用夹具设计。
设计要求二、设计要求:1、设计者必须发挥独立思考能力,禁止抄袭他人成果,不允许雷同,凡找他人代做,一经核实,取消答辩资格。
积极主动与指导教师交流,每一进展阶段至少与指导教师交流一次。
2、设计成果:(1)、设计说明书一份;(2)、机械加工工艺卡片一套;(3)、夹具装配图一(A1或A2图纸,用CAD画)及必要的零件图若干。
设计说明书应包括下列容:封面,目录、设计任务书、正文、注释、参考文献等。
设计说明书的题目及各级标题为四号以上楷体并加黑,正文采用小4号楷体,注释采用尾注形式。
3、设计说明书的正文部分容参考《机械制造工艺学课程设计指导书》。
4、设计完成后,将课程设计说明书、机械加工工艺卡片、夹具装配图打印并装订好一并交给指导教师,并准备答辩。
2第二章 机械加工工艺规程制定2、1零件的分析题目所给定的零件是填料箱盖,其主要作用是保证对箱体起密封作用,使箱体在工作时不致让油液渗漏。
技术要求分析:填料箱盖的零件图中规定了一系列技术要求: (查表1.4-28《机械制造工艺设计简明手册》)1.以ф65H5(0013.0-)轴为中心的加工表面。
包括:尺寸为ф65H5(0013.0-)的轴,表面粗糙度为1.6, 尺寸为ф80的与ф65H5(0013.0-)相接的肩面, 尺寸为ф100f8(036.0090.0--)与ф65H5(0013.0-)同轴度为0.025的面. 尺寸为ф60h5(046.00+)与ф65H5(0013.0-)同轴度为0.025的孔.2.以ф60h5(046.00+)孔为中心的加工表面.尺寸为78与ф60H8(046.00+)垂直度为0.012的孔底面,表面粗糙度为0.4,须研磨.3. 以ф60H8(046.00+)孔为中心均匀分布的12孔,6-ф13.5,4-M10-6H 深20孔深24及4-M10-6H.4.其它未注表面的粗糙度要求为6.3,粗加工可满足要求.2、2毛坯的确定零件材料为HT200,考虑到零件材料的综合性能及材料成本和加工成本,保证零件工作的可靠,采用铸造。
由于年产量为1000件,属于中批生产的水平,而且零件轮廓尺寸不大,故可以采用铸造成型,这从提高生产率、保证加工精度上考虑,也是应该的。
2、3定位基准的选择基面的选择是工艺规程设计中的重要工作之一,基面选择的正确与合理,可以使加工质量得到保证,生产率得以提高。
否则,加工工艺过程中会问题百出,更有甚者,还会造成零件大批报废,使生产无常进行。
1、 粗基准的选择对于一般轴类零件而言,以外圆作为粗基准是完全合理的。
按照有关的粗基准选择原则(保证某重要表面的加工余量均匀时,选该表面为粗基准。
若工件每个表面都要求加工,为了保证各表面都有足够的余量,应选择加工余量最小的表面为粗基准。
) 2、精基准的选择按照有关的精基准选择原则(基准重合原则;基准统一原则;可靠方便原则),对于本零件,有中心孔,可以以中心孔作为统一的基准,但是随便着孔的加工,大端的中心孔消失,必须重新建立外圆的加工基面,一般有如下三种方法:(1)当中心孔直径较小时,可以直接在孔口倒出宽度不大于2MM 的锥面来代替中心孔。
若孔径较大,就用小端孔口和大端外圆作为定位基面,来保证定位精度。
(2)采用锥堵或锥套心轴。
(3)精加工外圆亦可用该外圆本身来定位,即安装工件时,以支承轴颈本身找正 .2、4加工方法的选择1.车削左右两端面,车ф65,ф85,ф75,ф155外圆及倒角。
精车65外圆及与80相接的端面.2.钻孔:钻ф30孔、扩ф32孔,锪ф43孔。
钻6-ф13.5孔,2-M10-6H,4-M10-6H 深20孔深24的孔及攻螺纹.用钻床钻孔。
粗、精、细镗ф60H8()046.00-孔。
镗ф60孔底面沟槽在车床上镗孔,比较经济。
3.铣床:铣ф60孔底面4.磨床:磨ф60孔底面。
最后研磨ф60孔底面。
2、5工艺路线的制定制订工艺路线的出发点,应当是使零件的几何形状、尺寸精度以及位置精度等技术要求能得到合理的保证。
在生产纲领已经确定为中批生产的条件下,考虑采用普通机床以及部分高效专用机床,配以专用夹具,多用通用刀具,万能量具。
部分采用专用刀具和专一量具。
并尽量使工序集中来提高生产率。
除此以外,还应当考虑经济效果,以便使生产成本尽量下降。
1、 工艺线路方案一工序Ⅰ 铣削左右两端面。
工序Ⅱ 粗车ф65,ф85,ф75,ф155外圆及倒角。
工序Ⅲ 钻ф30孔、扩ф32孔,锪ф43孔。
工序Ⅳ 钻6-ф13.5孔,2-M10-6H,4-M10-6H 深20孔深24的孔及攻螺纹 工序Ⅴ 精车ф65外圆及与ф80相接的端面.工序Ⅵ 粗、精、细镗ф60H8()046.00-孔。
工序Ⅶ 铣ф60孔底面 工序Ⅷ 磨ф60孔底面。
工序Ⅸ 镗ф60孔底面沟槽。
工序Ⅹ 研磨ф60孔底面。
工序Ⅺ 去毛刺,终检。
2、 工艺路线方案二工序Ⅰ 车削左右两端面。
工序Ⅱ 粗车ф65,ф85,ф75,ф155外圆及倒角。
工序Ⅲ 钻ф30孔、扩ф32孔,锪ф43孔。
工序Ⅳ 精车ф65外圆及与ф80相接的端面.工序Ⅴ 粗、精、细镗ф60H8()046.00-孔。
工序Ⅵ 铣ф60孔底面 工序Ⅶ 磨ф60孔底面。
工序Ⅷ 镗ф60孔底面沟槽。
工序Ⅸ 研磨ф60孔底面。
工序Ⅹ 钻6-ф13.5孔,2-M10-6H,4-M10-6H 深20孔深24的孔及攻螺纹 工序Ⅺ 去毛刺,终检。
3、 工艺方案的比较与分析上述两个方案的特点在于:方案一是采用铣削方式加工端面,且是先加工12孔后精加工外圆面和ф60H8()046.00-孔。
;方案二是使用车削方式加工两端面,12孔的加工放在最后。
两相比较起来可以看出,由于零件的端面尺寸不大,应车削端面,在中批生产中,综合考虑,我们选择工艺路线二。
但是仔细考虑,在线路二中,工序Ⅳ 精车ф65外圆及与ф80相接的端面. 然后工序Ⅹ 钻6-ф13.5孔,2-M10-6H,4-M10-6H 深20孔深24的孔及攻螺纹。
这样由于钻孔属于粗加工,其精度要求不高,且切削力较大,可能会引起已加工表面变形,表面粗糙度的值增大。
因此,最后的加工工艺路线确定如下:工序Ⅰ 车削左右两端面。
工序Ⅱ 粗车ф65,ф85,ф75,ф155外圆及倒角。
工序Ⅲ 钻ф30孔、扩ф32孔,锪ф43孔。
工序Ⅳ 钻6-ф13.5孔,2-M10-6H,4-M10-6H 深20孔深24的孔及攻螺纹工序Ⅴ 精车65外圆及与80相接的端面.工序Ⅵ 粗、精、细镗ф60H8()046.00-孔。
工序Ⅶ 铣ф60孔底面 工序Ⅷ 磨ф60孔底面。
工序Ⅸ 镗ф60孔底面沟槽。
工序Ⅹ 研磨ф60孔底面。
工序Ⅺ 去毛刺,终检。
2、6确定加工余量.工序尺寸及毛坯尺寸“填料箱盖”零件材料为HT200钢,硬度为HBS190~241,毛坯质量约为5kg ,生产类型为中批生产,采用机器造型铸造毛坯。
根据上述材料及加工工艺,分别确定各加工表面的机械加工余量、工序尺寸及毛坯尺寸如下:(1) 外圆表面(ф65、ф80、ф75、ф100、ф91、ф155)考虑到尺寸较多且相差不大,为简化铸造毛坯的外形,现直接按零件结构取为ф84、ф104、ф160的阶梯轴式结构,除ф65以外,其它尺寸外圆表面粗糙度值为R a 6.3um,只要粗车就可满足加工要求,以ф155为例,2Z=5mm 已能满足加工要求.(2) 外圆表面沿轴线长度方向的加工余量及公差。
查《机械制造工艺设计简明手册》(以下简称〈〈工艺手册〉〉表2.2-1,铸件轮廓尺寸(长度方向>100~160mm,故长度方向偏差为5.2± mm.长度方向的余量查表2.2-4,其余量值规定为3.0~3.5 mm.现取3.0 mm 。
(3)4332φφ、孔。
毛坯为实心。
两孔精度要求自由尺寸精度要求,R a 为6.3,钻——扩即可满足要求。
(4)孔ф60H8(046.00+)。
要求以外圆面ф65H5(0013.0-)定位,铸出毛坯孔 ф30。
查表2.3-9,粗镗ф59.5 2Z=4.5精镗 ф59.9 2Z=0.4细镗ф60H8(046.00+) 2Z=0.1(5) ф60H8(046.00+)孔底面加工.按照<<工艺手册>>表2.3-21及2.3-23 1. 研磨余量 Z=0.010~0.014 取Z=0.010 2. 磨削余量 Z=0.2~0.3 取Z=0.3 3. 铣削余量 Z=3.0—0.3—0.01=2.69(6)底面沟槽.采用镗削,经过底面研磨后镗可保证其精度. Z=0.5(7) 6—5.13φ孔及2—M10—6H 孔、4—M10—6H 深20孔。
均为自由尺寸精度要求。
1.6—5.13φ孔可一次性直接钻出。
2.查〈〈工艺手册〉〉表2.3—20得攻螺纹前用麻花钻直径为ф8.5的孔。
钻孔 ф8.5,攻螺纹 M10 (8)零件毛坯图附图二2、7工序设计(一)选择加工设备与工艺装备1、工序I - X 是粗车粗镗和半精车。
选用卧式车床就能满足要求。
本零件尺寸不大,精度要求不高,选用最常用的CA6140型卧式车床。
2、工序XI、X II是精细车精镗。
由于要求的精度较高,表面粗糙度较小选用精密的车床才能满足要求。
故选用C616A型车床。
3、工序X II、 V III是钻孔。
可采用专用夹具在立式钻床上加工,可选用Z3040型摇臂钻床。
4、工序X III是研磨孔,精度较高,选用M7232B型立轴矩台磨床。
5.选择夹具本零件除外圆及两端面加工用三爪自定心卡盘外,其他的工序都用专用夹具。
6. 选择刀具6.在车床上加工的工序,一般都用硬质合金车刀和镗刀,加工灰铸铁零件采用YG型硬质合金,粗加工用YG6,半精加工用YG8,精加工和精细加工用YG10,切槽宜用高速钢,磨削用砂轮。