汽车行业常用英文缩写术语
汽车行业专用英语词汇及常用缩写
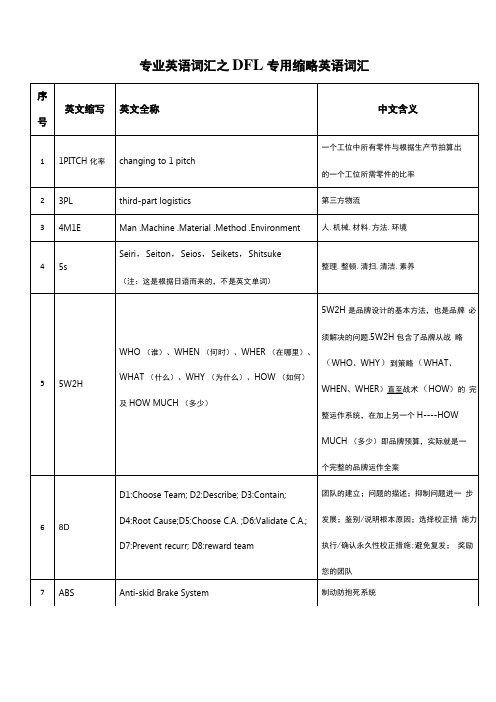
专业英语词汇之DFL专用缩略英语词汇汽车行业常用缩写AAR: Appearance Approval Report 外观批准报告A/D/V: Analysis/Development/Validation 分析/开发/验证A/D/V-DV:ADV Design Validation ADV设计验证A/D/V P&R: Analysis/Development/Validation Plan and Report. This form is used to summarize the plan and results for validation testing. Additional information can be found in the GP-11 procedure. 分析/开发/验证计划和报告A/D/V-PV: ADV Product Validation ADV 产品验证AIAG: Automotive Industries Action Group, an organization formed by General Motors, Ford and Daimler-Chrysler to develop common standards and expectations for automotive suppliers.汽车工业行动集团AP: Advance Purchasing 先期采购APQP: Advanced Product Quality Planning 产品质量先期策划APQP Project Plan: A one-page summary of the SGM APQP process that describes the tasks and the timeframein which they occur. APQP 项目策划AQC: Attribute Quality Characteristic 属性质量特性ASQE: Advanced Supplier Quality Engineer 先期供应商质量工程师BIW: Body in White. Usually the bare metal shell of the body including doors and deck lid prior to paint and trim. 白车身BOM: Bill of Materials 材料清单BOP: Bill of Process 过程清单Brownfield Site: An expansion of an existing facility. 扩建场地CMM: Coordinate Measuring Machine 三坐标测试仪Cpk: Capability Index for a stabile process 过程能力指数CTC: Component Timing Chart (DRE document)零部件时间表(DRE 文件)CTS: Component Technical Specifications 零部件技术规CVER: Concept Vehicle Engineering Release 概念车工程发布DC: Design Complete 设计完成Defect outflow detection: A phrase used in the Supplier Quality Statement of Requirements that refers to in-process or subsequent inspection used to detect defects in parts. 缺陷检测DFM/DFA: Design for Manufacturability / Design for Assembly 可制造性/可装配性设计DFMEA: Design Failure Modes and Effects Analysis. It is used to identify the potential failure modes of a part, associated with the design, and establish a priority system for design improvements.设计失效模式和后果分析DPV: Defects per vehicle 每辆车缺陷数DR: Documentation Required DR特性DRE: Design Release Engineer 设计释放工程师DV: Design Validation 设计验证E&APSP: Engineering & Advance Purchasing Sourcing Process. 工程&先期采购定点程序EP: E-Procurement 电子采购流程Error Occurrence Prevention: A phrase used in the Supplier Quality Statement of Requirements that refers to poke yoke or error-proofing devices used to prevent errors in the manufacturing process from occurring. 防错FTQ: First Time Quality 一次通过质量GA: General Assembly 总装GD&T: Geometric Dimensioning & Tolerancing 几何尺寸与公差SGM: Shanghai General Motors 通用汽车GMAP: General Motors Asian Pacific 通用汽车亚太GME: General Motors Europe 通用汽车欧洲GMNA: General Motors North American 通用汽车北美GP: General Procedure 通用程序GPDS: Global Product Description System 全球产品描述系统GPS: Global Purchasing System 全球采购系统GPSC: Global Purchasing & Supplier Chain 全球采购及供应链GR&R: Gage Repeatability and Reproducibility 检具重复性及再现性Greenfield Site: A new supplier facility that is built to support a program.GVDP: Global Vehicle Development Process 全球整车开发流程IPTV: Incidents per Thousand Vehicles 每千辆车故障IVER: Integration Vehicle Engineering Release 集成车工程发布KCC: Key Control Characteristics. It is a process characteristic where variation can affect the final partand/or the performance of the part. 关键控制特性KCDS: Key Characteristic Designation System 关键特性指示系统Kick-Off Meeting: The first APQP supplier program review.启动会议(第一次APQP 供应商项目评审)KPC: Key Product Characteristic. It is a product characteristic for which reasonably anticipated variation could significantly affect safety, compliance to governmental regulations, or customer satisfaction.关键产品特性LAAM: (General Motors) Latin American, Africa & Meddle East (通用汽车)拉丁美洲、非洲及中东LCR: Lean Opacity Rate. It is the GM daily capacity requirement.正常生产能力MCR: Maximum Capacity Rate. It is the GM maximum capacity requirement. 最大生产能力MOP: Make or Purchase 制造/采购MPC: Material Production Control 物料生产控制MPCE: Material Production Control Europe 欧洲物料生产控制MRD: Material Required Date; date material must be delivered in order to allow a build event to begin. 物料需求日期MSA: Measurement Systems Analysis 测量系统分析MVBns: Manufacturing Validation Build non-saleable 非销售车制造验证MVBs: Manufacturing Validation Build saleable 销售车制造验证NBH: New Business Hold 停止新业务N.O.D.: Notice of Decision 决议通知OEM: Original Equipment Manufacturer 主机客户PAD: Production Assembly Documents 生产装配文件PC&L: Production Control & Logistics 生产控制&物流PDT: Product Development Team 产品开发小组PFMEA: Process Failure Modes and Effects Analysis. It is used to identify potential failure modes associated with the manufacturing and assembly process.过程失效模式和后果分析PPAP: Production Part Approval Process 生产件批准程序Ppk: Performance index for a stable process 过程能力指数PPM: 1) Program Purchasing Manager, 2) Parts per Million (rejects and returns to suppliers) 1)项目经理2) 每百万件的产品缺陷数PPV: Product & Process Validation 产品及过程验证PQC: Product Quality Characteristic 产品质量特性PR/R: Problem Reporting & Resolution 问题报告及解决PSA: Potential Supplier Assessment, a subset of the Quality System Assessment (QSA)潜在供应商评审PV: Product Validation 产品验证QSA: Quality System Assessment 质量体系评审QSB: Quality Systems Basics 质量体系基础QTC: Quoted Tool Capacity 工装报价能力RASIC: Responsible, Approve, Support, Inform, Consult 负责、批准、支持、通知、讨论RR: Run at Rate按节拍生产RFQ: Request For Quotation 报价要求RPN: Risk Priority Number related to FMEA development 风险顺序数RPN Reduction Plan: An action plan that describes what is being done to reduce the risk priority number for items listed in the DFMEA or PFMEA.降低RPN 值计划SDE: Supplier Development Engineer 供应商开发工程师SFMEA: System Failure Mode and Effects Analysis 系统失效模式分析SMT: System Management Team 系统管理小组SOA: Start of Acceleration 加速开始SORP: Start of Regular Production 正式生产SOR: Statement of Requirements 要求声明SPC: Statistical Process Control 统计过程控制SPO: (General Motors) Service and Parts Operations (通用汽车)零件与服务分部SQ: Supplier Quality 供应商质量SQE: Supplier Quality Engineer 供应商质量工程师SQIP: Supplier Quality Improvement Process 供应商质量改进过程SSF: Start of System Fill 系统填充开始SSTS: Sub-system Technical Specifications 子系统技术规Sub-Assembly / Sub-System: An assembly of sub-components delivered to the SGM main production line for installation to the vehicle as a single unit.Subcontractor: The supplier of a sub-component to a Complex System/Subassembly supplier (Tier 2, 3, etc). 分供方SVE: Sub-System Validation Engineer 子系统验证工程师SVER: Structure Vehicle Engineering Release.结构车工程发布Team Feasibility Commitment: An AIAG APQP form that is provided with the Request for Quotation. It isthe supplier’s concerns with the feasibility of manufacturing the part as specified. 小组可行性承诺TKO: Tooling Kick-Off 模具启动会议UG: Unigraphics UG工程绘图造型系统VLE: Vehicle Line Executive 车辆平台负责人VTC: Validation Testing Complete 验证试验完成EWO: Engineering Work Order 工程工作指令。
汽车行业常用英文缩写

汽车行业常用英文缩写A/D/V Analysis/Development/Validation 分析/发展/验证AA Approve Architecture 审批体系ACD Actual Completion Date 实际完成日期ALBS Assembly Line Balance System 装配线平衡系统ANDON 暗灯AP Advanced Purchasing 提前采购API Advanced Product Information 先进的产品信息APQP Advanced Product Quality Planning 先期产品质量策划ATT Actual Tact Time 实际单件工时BIQ Building in Quality 制造质量BIW Body In White 白车身BOD Bill of Design 设计清单BOE Bill of Equipment 设备清单BOL Bill of Logistic 装载清单BOM Bill of Material 原料清单BOP Bill of Process 过程清单BPD Business Plant Deployment 业务计划实施CAD Computer-Aided Design 计算机辅助设计CAE Computer-Aided Engineering 计算机辅助工程(软件)CARE Customer Acceptance & Review Evaluation 用户接受度和审查评估CAS Concept Alternative Selection 概念可改变的选择CIP Continue Improve Process 持续改进CIT Compartment Integration Team 隔间融合为组CKD Complete Knockdown 完全拆缷CMM Coordinate Measuring Machines 坐标测量仪CPV Cost per V ehicle 单车成本CR&W Controls/Robotics & Welding 控制/机器人技术和焊接CS Contract Signing 合同签订CTD Cumulative Trauma Disadjust 累积性外伤失调CTS Component Technical Specification 零件技术规格CVIS Completed V ehicle Inspection Standards 整车检验标准D/PFMEA Design/process failure mode & effects analysis 设计/过程失效模式分析DAP Design Analysis Process 设计分析过程DES Design Center 设计中心DFA Design for Assembly 装配设计DOE Design Of Experiments 试验设计DOL Die Operation Line-Up 冲模业务排行DPV Defect per Vehicle 单车缺陷数DQV Design Quality Verification 设计质量验证DRE Design Release Engineer 设计发布工程师DRL Direct Run Loss 直行损失率DRR Direct Run Run 直行率DSC Decision Support Center 决策支持中心ECD Estimated Completion Date 计划完成日期EGM Engineering Group Manager 工程组经理ELPO Electrode position Primer 电极底漆ENG Engineering 工程技术、工程学EOA End of Acceleration 停止加速EPC&L Engineering Production Cntrol &Logistics 工程生产控制和后勤EQF Early Quality Feedback 早期质量反馈EWO Engineering Work Order 工程工作指令FA Final Approval 最终认可FE Functional Evaluation 功能评估FEDR Functional Evaluation Disposition Report 功能评估部署报告FFF Free Form Fabrication 自由形态制造FIN Financial 金融的FL 听FMEA Failure Mode and Effects Analysis 失效形式及结果分析FPS Fixed Point Stop 定点停FTP File Transfer Protocol 文件传送协议FTQ First Time Quality 一次送检合格率GA General Assembly 总装GA Shop General Assembly Shop 总装车间Paint Shop 涂装车间Body Shop 车身车间Press Shop 冲压车间GCA Global Customer Audit 全球顾客评审GD&T Geometric Dimensioning & Tolerancing 几何尺寸及精度GDS Global Delivery Survey 全球发运检查GM General Motors 通用汽车GMAP GM Asia Pacific 通用亚太GME General Motors Europe 通用汽车欧洲GMIO General Motors International Operations 通用汽车国际运作GMIQ General Motors Initial Quality 通用汽车初始质量GMPTG General Motors Powertrain Group 通用汽车动力组GMS Global Manufacturing System 通用全球制造系统GP General Procedure 通用程序GQTS Global Quality Tracking System 全球质量跟踪系统GSB Global Strategy Board 全球战略部HV AC Heating, Ventilation ,and Air Conditioning 加热、通风及空调I/P Instrument Panel 仪表板IC Initiate Charter 初始租约ICD Interface Control Document 界面控制文件IE Industrial Engineering 工业工程IEMA International Export Market Analysis 国际出口市场分析ILRS Indirect Labor Reporting System 间接劳动报告系统IO International Operations 国际业务IOM Inspection Operation Mathod 检验操作方法IOS Inspection Operation Summary 检验操作概要IPC International Product Center 国际产品中心IPTV Incidents Per Thousand Vehicles 每千辆车的故障率IQS Initial Quality Survey 初始质量调查IR Incident Report 事故报告ISP Integrated Scheduling Project 综合计划ITP Integrated Training Process 综合培训方法ITSD Interior Technical Specification Drawing 内部技术规范图IUV A International Uniform Vehicle Audit 国际统一车辆审核JES Job Element Sheet 工作要素单JIS Job Issue Sheet 工作要素单JIT Just in Time 准时制JPH Job per hour 每小时工作量KCC Key Control Characteristics 关键控制特性KCDS Key Characteristics Designation System 关键特性标识系统KPC Key product Characteristic 关键产品特性LT Look at 看MFD Metal Fabrication Division 金属预制件区MFG Manufacturing Operations 制造过程MIC Marketing Information Center 市场信息中心MIE Manufacturing Integration Engineer 制造综合工程师MKT Marketing 营销MLBS Material Labor Balance System 物化劳动平衡系统MMSTS Manufacturing Major Subsystem Technical Specifications 制造重要子系统技术说明书MNG Manufacturing Engineering 制造工程MPG Milford Proving Ground 试验场MPI Master Process Index 主程序索引MPL Master Parts List 主零件列表MPS Material Planning System 原料计划系统MRD Material Required Date 物料需求日期MSDS Material Safery Data Sheets 化学品安全数据单MSE Manufacturing System Engineer 制造系统工程MSS Market Segment Specification 市场分割规范MTBF Mean Time Between Failures 平均故障时间MTS Manufacturing Technical Specification 生产技术规范MVSS Motor Vehicle Safety Standards 汽车发动机安全标准NAMA North American Market Analysis 北美市场分析NAO North American Operations 北美业务NAOC NAO Containerization NAO货柜运输NC Numerically Controlled 用数字控制NOA Notice of Authorization 授权书NSB NAO Strategy Board 北美业务部OED Organization and Employee Development 组织和员工发展OSH Occupational Safety & Health 职业安全健康OSHA Occupational Safety & Health Act 职业安全与健康法案OSHMS Occupational Safety & Health Management System 职业安全健康管理体系OSHS Occupational Safety & Health Standards 职业安全标准PA Production Achievement 生产结果PAA Product Action Authorization 产品临时授权PAC Performance Assessment Committee 绩效评估委员会PACE Program Assessment and Control Environment 项目评估和控制条件PAD Product Assembly Document 产品装配文件PARTS Part Readiness Tracking System 零件准备跟踪系统PC Problem Communication 问题信息PCL Production Control and Logistics 生产控制和支持PCM Process Control Manager 工艺控制负责人PCR Problem Communication Report 问题交流报告PDC Portfolio Development Center 证券发展中心PDM Product Data Management 产品资料管理PDS Product Description System 产品说明系统PDT Product Development Team 产品发展小组PED Production Engineering Department 产品工程部PEP Product Evaluation Program 产品评估程序PER Personnel 人员PET Program Execution Team 项目执行小组PGM Program Management 项目管理PI People Involement 人员参与PIMREP Project Incident Monitoring and Resolution Process 事故方案跟踪和解决过程PLP Production Launch Process 生产启动程序PMI Process Modeling Integration 加工建模一体化PMM Program Manufacturing Manager 项目制造经理PMR Product Manufacturability Requirements 产品制造能要求PMT Product Management Team 产品车管理小组POMS Production Order Management System 产品指令管理小组POP Point of Purchase 采购点PP Push - Pull 推拉PPAP Production Part Approval Process 生产零部件批准程序PPE 个人防护用品PPH Problems Per Hundred 百辆车缺陷数PPM Problems Per Million 百万辆车缺陷数PPS Practical Problem Solving 实际问题解决PR Performance Review 绩效评估PR/R Problem Reporting and Resolution 问题报告和解决PRTS Problem Resolution and Tracking System 问题解决跟踪系统PSC Portfolio Strategy Council 部长职务策略委员会PST Plant Support Team 工厂支持小组PTO Primary Tryout 第一次试验PTR Production Trial Run 生产试运行PUR Purchasing 采购PVD Production Vehicle Development 生产汽车发展PVM Programmable Vehicle Model 可设计的汽车模型QA Quality Audit 质量评审QAP Quality Assessment Process 质量评估过程QBC Quality Build Concern 质量体系构建关系QC Quality Characteristic 质量特性QCOS Quality Control Operation Sheets 质量风险控制QE Quality Engineer 质量工程师QET Quality Engineering Team 质量工程小组QFD Quality Function Deployment 质量功能配置QRD Quality, Reliability,andDurability 质量、可靠性和耐久力QS Quality System 质量体系QUA Quality 质量RC Review Charter 评估特许RCD Required Completion Date 必须完成日期RFQ Request For Quotation 报价请求RGM Reliability Growth Management 可靠性增长小组RONA Return on Net Assets 净资产评估RPO Regular Production Option 正式产品选项RQA Routing Quality Assessment 程序安排质量评定RT&TM Rigorous Tracking and Throughout Managment 严格跟踪和全程管理SDC Strategic Decision Center 战略决策中心SF Styling Freeze 造型冻结SIL Single Issue List 单一问题清单SIP Stansardized Inspection Process 标准化检验过程SIU Summing It All Up 电子求和结束SL System Layouts 系统规划SLT Short Leading Team 缩短制造周期SMARTSMBP Synchronous Math-Based Process 理论同步过程SME Subject Matter Expert 主题专家SMT Systems Management Team 系统管理小组SNR 坏路实验SOP Start of Production 生产启动SOP Safe Operating Practice 安全操作规程SOR Statement of Requirements 技术要求SOS Standardization Operation Sheet 标准化工作操作单SOW Statement of Work 工作说明SPA Shipping Priority Audit 发运优先级审计SPC Statistical Process Control 统计过程控制SPE Surface and Prototype Engineering 表面及原型工程SPO Service Parts Operations 配件组织SPT Single Point Team 专一任务小组SQA Supplier Quality Assurance 供应商质量保证(供应商现场工程师)SQC Supplier Quality Control 供方质量控制SQD Supplier Quality Development 供应方质量开发SQE Supplier Quality Engineer 供方质量工程师SQIP Supplier Quality Improvement Process 供应商质量改进程序SSF Start of System Fill 系统填充SSLT Subsystem Leadership Team 子系统领导组SSTS Subsystem Technical Specification 子系统技术规范STD Standardization 标准化STO Secondary Tryout 二级试验SUI 安全作业指导书SUW Standard Unit of Work 标准工作单位SWE Simulated Work Environment 模拟工作环境TAG Timing Analysis Group 定时分析组TBD To Be Determined 下决定TCS Traction Control System 牵引控制系统TDC Technology Development Centre 技术中心TDMF Text Data Management Facility 文本数据管理设备TG Tooling 工具TIMS Test Incident Management System 试验事件管理系统TIR Test Incident Report 试验事件报告TMIE Total Manufacturing Integration Engineer 总的制造综合工程TOE Total Ownership Experience 总的物主体验TPM Total Production Maintenance 全员生产维护TSM Trade Study Methodology 贸易研究方法TT Tact Time 单件工时TVDE Total Vehicle Dimensional Engineer 整车外型尺寸工程师TVIE Total Vehicle Integration Engineer 整车综合工程师TWS Tire and Wheel System 轮胎和车轮系统UAW United Auto Workers 班组UCL Uniform Criteria List 统一的标准表UDR Unverified Data Release 未经核对的资料发布UPC Uniform Parts Classification 统一零件分级V AE Vehicle Assembly Engineer 车辆装配工程师V APIR Vehicle & Progress Integration Review Team 汽车发展综合评审小组V ASTD Vehicle Assembly Standard Time Data 汽车数据标准时间数据VCD Vehicle Chief Designer 汽车首席设计师VCE Vehicle Chief Engineer 汽车总工程师VCRI Validation Cross-Reference Index 确认交叉引用索引VDP Vehicle Development Process 汽车发展过程VDPP Vehicle Development Production Process 汽车发展生产过程VDR Verified Data Release 核实数据发布VDS Vehicle Description Summary 汽车描述概要VDT Vehicle Development Team 汽车发展组VDTO Vehicle Development Technical Operations 汽车发展技术工作VEC Vehicle Engineering Center 汽车工程中心VIE Vehicle Integration Engineer 汽车综合工程师VIN Vehicle Identification Number 车辆识别代码VIS Vehicle Information System 汽车信息系统VLE Vehicle Line Executive 总装线主管VLM Vehicle Launch Manager 汽车创办经理VMRR Vehicle and Manufacturing Requirements Review 汽车制造必要条件评审VOC V oice of Customer 顾客的意见VOD V oice of Design 设计意见VS Validation Station 确认站VSAS Vehicle Synthesis,Analysis,and Simulation 汽车综合、分析和仿真VSE Vehicle System Engineer 汽车系统工程师VTS Vehicle Technical Specification 汽车技术说明书WBBA Worldwide Benchmarking and Business Analysis 全球基准和商业分析WOT Wide Open Throttle 压制广泛开放WPO Work Place Organization 工作场地布置WWP Worldwide Purchasing 全球采购COMMWIP Correction 纠错浪费Overproduction 过量生产浪费Material Flow 过度物料移动浪费Motion 过度移动浪费Waiting 等待浪费Inventory 过度库存浪费Processing 过度加工浪费转载请注明出自六西格玛品质论坛。
汽车行业常用英文缩写

汽车行业常用英文缩写A/D/V Analysis/Development/Validation 分析/发展/验证AA Approve Architecture 审批体系ACD Actual Completion Date 实际完成日期ALBS Assembly Line Balance System 装配线平衡系统ANDON 暗灯AP Advanced Purchasing 提前采购API Advanced Product Information 先进的产品信息APQP Advanced Product Quality Planning 先期产品质量策划ATT Actual Tact Time 实际单件工时BIQ Building in Quality 制造质量BIW Body In White 白车身BOD Bill of Design 设计清单BOE Bill of Equipment 设备清单BOL Bill of Logistic 装载清单BOM Bill of Material 原料清单BOP Bill of Process 过程清单BPD Business Plant Deployment 业务计划实施CAD Computer-Aided Design 计算机辅助设计CAE Computer-Aided Engineering 计算机辅助工程(软件)CARE Customer Acceptance & Review Evaluation 用户接受度和审查评估CAS Concept Alternative Selection 概念可改变的选择CIP Continue Improve Process 持续改进CIT Compartment Integration Team 隔间融合为组CKD Complete Knockdown 完全拆缷CMM Coordinate Measuring Machines 坐标测量仪CPV Cost per Vehicle 单车成本CR&W Controls/Robotics & Welding 控制/机器人技术和焊接CS Contract Signing 合同签订CTD Cumulative Trauma Disadjust 累积性外伤失调CTS Component Technical Specification 零件技术规格CVIS Completed Vehicle Inspection Standards 整车检验标准D/PFMEA Design/process failure mode & effects analysis 设计/过程失效模式分析DAP Design Analysis Process 设计分析过程DES Design Center 设计中心DFA Design for Assembly 装配设计DOE Design Of Experiments 试验设计DOL Die Operation Line-Up 冲模业务排行DPV Defect per Vehicle 单车缺陷数DQV Design Quality Verification 设计质量验证DRE Design Release Engineer 设计发布工程师DRL Direct Run Loss 直行损失率DRR Direct Run Run 直行率DSC Decision Support Center 决策支持中心ECD Estimated Completion Date 计划完成日期EGM Engineering Group Manager 工程组经理ELPO Electrode position Primer 电极底漆ENG Engineering 工程技术、工程学EOA End of Acceleration 停止加速EPC&L Engineering Production Cntrol &Logistics 工程生产控制和后勤EQF Early Quality Feedback 早期质量反馈EWO Engineering Work Order 工程工作指令FA Final Approval 最终认可FE Functional Evaluation 功能评估FEDR Functional Evaluation Disposition Report 功能评估部署报告FFF Free Form Fabrication 自由形态制造FIN Financial 金融的FL 听FMEA Failure Mode and Effects Analysis 失效形式及结果分析FPS Fixed Point Stop 定点停FTP File Transfer Protocol 文件传送协议FTQ First Time Quality 一次送检合格率GA General Assembly 总装GA Shop General Assembly Shop 总装车间Paint Shop 涂装车间Body Shop 车身车间Press Shop 冲压车间GCA Global Customer Audit 全球顾客评审GD&T Geometric Dimensioning & Tolerancing 几何尺寸及精度GDS Global Delivery Survey 全球发运检查GM General Motors 通用汽车GMAP GM Asia Pacific 通用亚太GME General Motors Europe 通用汽车欧洲GMIO General Motors International Operations 通用汽车国际运作GMIQ General Motors Initial Quality 通用汽车初始质量GMPTG General Motors Powertrain Group 通用汽车动力组GMS Global Manufacturing System 通用全球制造系统GP General Procedure 通用程序GQTS Global Quality Tracking System 全球质量跟踪系统GSB Global Strategy Board 全球战略部HVAC Heating, Ventilation ,and Air Conditioning 加热、通风及空调I/P Instrument Panel 仪表板IC Initiate Charter 初始租约ICD Interface Control Document 界面控制文件IE Industrial Engineering 工业工程IEMA International Export Market Analysis 国际出口市场分析ILRS Indirect Labor Reporting System 间接劳动报告系统IO International Operations 国际业务IOM Inspection Operation Mathod 检验操作方法IOS Inspection Operation Summary 检验操作概要IPC International Product Center 国际产品中心IPTV Incidents Per Thousand Vehicles 每千辆车的故障率IQS Initial Quality Survey 初始质量调查IR Incident Report 事故报告ISP Integrated Scheduling Project 综合计划ITP Integrated Training Process 综合培训方法ITSD Interior Technical Specification Drawing 内部技术规范图IUVA International Uniform Vehicle Audit 国际统一车辆审核JES Job Element Sheet 工作要素单JIS Job Issue Sheet 工作要素单JIT Just in Time 准时制JPH Job per hour 每小时工作量KCC Key Control Characteristics 关键控制特性KCDS Key Characteristics Designation System 关键特性标识系统KPC Key product Characteristic 关键产品特性LT Look at 看MFD Metal Fabrication Division 金属预制件区MFG Manufacturing Operations 制造过程MIC Marketing Information Center 市场信息中心MIE Manufacturing Integration Engineer 制造综合工程师MKT Marketing 营销MLBS Material Labor Balance System 物化劳动平衡系统MMSTS Manufacturing Major Subsystem Technical Specifications 制造重要子系统技术说明书MNG Manufacturing Engineering 制造工程MPG Milford Proving Ground 试验场MPI Master Process Index 主程序索引MPL Master Parts List 主零件列表MPS Material Planning System 原料计划系统MRD Material Required Date 物料需求日期MSDS Material Safery Data Sheets 化学品安全数据单MSE Manufacturing System Engineer 制造系统工程MSS Market Segment Specification 市场分割规范MTBF Mean Time Between Failures 平均故障时间MTS Manufacturing Technical Specification 生产技术规范MVSS Motor Vehicle Safety Standards 汽车发动机安全标准NAMA North American Market Analysis 北美市场分析NAO North American Operations 北美业务NAOC NAO Containerization NAO货柜运输NC Numerically Controlled 用数字控制NOA Notice of Authorization 授权书NSB NAO Strategy Board 北美业务部OED Organization and Employee Development 组织和员工发展OSH Occupational Safety & Health 职业安全健康OSHA Occupational Safety & Health Act 职业安全与健康法案OSHMS Occupational Safety & Health Management System 职业安全健康管理体系OSHS Occupational Safety & Health Standards 职业安全标准PA Production Achievement 生产结果PAA Product Action Authorization 产品临时授权PAC Performance Assessment Committee 绩效评估委员会PACE Program Assessment and Control Environment 项目评估和控制条件PAD Product Assembly Document 产品装配文件PARTS Part Readiness Tracking System 零件准备跟踪系统PC Problem Communication 问题信息PCL Production Control and Logistics 生产控制和支持PCM Process Control Manager 工艺控制负责人PCR Problem Communication Report 问题交流报告PDC Portfolio Development Center 证券发展中心PDM Product Data Management 产品资料管理PDS Product Description System 产品说明系统PDT Product Development Team 产品发展小组PED Production Engineering Department 产品工程部PEP Product Evaluation Program 产品评估程序PER Personnel 人员PET Program Execution Team 项目执行小组PGM Program Management 项目管理PI People Involement 人员参与PIMREP Project Incident Monitoring and Resolution Process 事故方案跟踪和解决过程PLP Production Launch Process 生产启动程序PMI Process Modeling Integration 加工建模一体化PMM Program Manufacturing Manager 项目制造经理PMR Product Manufacturability Requirements 产品制造能要求PMT Product Management Team 产品车管理小组POMS Production Order Management System 产品指令管理小组POP Point of Purchase 采购点PP Push - Pull 推拉PPAP Production Part Approval Process 生产零部件批准程序PPE 个人防护用品PPH Problems Per Hundred 百辆车缺陷数PPM Problems Per Million 百万辆车缺陷数PPS Practical Problem Solving 实际问题解决PR Performance Review 绩效评估PR/R Problem Reporting and Resolution 问题报告和解决PRTS Problem Resolution and Tracking System 问题解决跟踪系统PSC Portfolio Strategy Council 部长职务策略委员会PST Plant Support Team 工厂支持小组PTO Primary Tryout 第一次试验PTR Production Trial Run 生产试运行PUR Purchasing 采购PVD Production Vehicle Development 生产汽车发展PVM Programmable Vehicle Model 可设计的汽车模型QA Quality Audit 质量评审QAP Quality Assessment Process 质量评估过程QBC Quality Build Concern 质量体系构建关系QC Quality Characteristic 质量特性QCOS Quality Control Operation Sheets 质量风险控制QE Quality Engineer 质量工程师QET Quality Engineering Team 质量工程小组QFD Quality Function Deployment 质量功能配置QRD Quality, Reliability,andDurability 质量、可靠性和耐久力QS Quality System 质量体系QUA Quality 质量RC Review Charter 评估特许RCD Required Completion Date 必须完成日期RFQ Request For Quotation 报价请求RGM Reliability Growth Management 可靠性增长小组RONA Return on Net Assets 净资产评估RPO Regular Production Option 正式产品选项RQA Routing Quality Assessment 程序安排质量评定RT&TM Rigorous Tracking and Throughout Managment 严格跟踪和全程管理SDC Strategic Decision Center 战略决策中心SF Styling Freeze 造型冻结SIL Single Issue List 单一问题清单SIP Stansardized Inspection Process 标准化检验过程SIU Summing It All Up 电子求和结束SL System Layouts 系统规划SLT Short Leading Team 缩短制造周期SMARTSMBP Synchronous Math-Based Process 理论同步过程SME Subject Matter Expert 主题专家SMT Systems Management Team 系统管理小组SNR 坏路实验SOP Start of Production 生产启动SOP Safe Operating Practice 安全操作规程SOR Statement of Requirements 技术要求SOS Standardization Operation Sheet 标准化工作操作单SOW Statement of Work 工作说明SPA Shipping Priority Audit 发运优先级审计SPC Statistical Process Control 统计过程控制SPE Surface and Prototype Engineering 表面及原型工程SPO Service Parts Operations 配件组织SPT Single Point Team 专一任务小组SQA Supplier Quality Assurance 供应商质量保证(供应商现场工程师)SQC Supplier Quality Control 供方质量控制SQD Supplier Quality Development 供应方质量开发SQE Supplier Quality Engineer 供方质量工程师SQIP Supplier Quality Improvement Process 供应商质量改进程序SSF Start of System Fill 系统填充SSLT Subsystem Leadership Team 子系统领导组SSTS Subsystem Technical Specification 子系统技术规范STD Standardization 标准化STO Secondary Tryout 二级试验SUI 安全作业指导书SUW Standard Unit of Work 标准工作单位SWE Simulated Work Environment 模拟工作环境TAG Timing Analysis Group 定时分析组TBD To Be Determined 下决定TCS Traction Control System 牵引控制系统TDC Technology Development Centre 技术中心TDMF Text Data Management Facility 文本数据管理设备TG Tooling 工具TIMS Test Incident Management System 试验事件管理系统TIR Test Incident Report 试验事件报告TMIE Total Manufacturing Integration Engineer 总的制造综合工程TOE Total Ownership Experience 总的物主体验TPM Total Production Maintenance 全员生产维护TSM Trade Study Methodology 贸易研究方法TT Tact Time 单件工时TVDE Total Vehicle Dimensional Engineer 整车外型尺寸工程师TVIE Total Vehicle Integration Engineer 整车综合工程师TWS Tire and Wheel System 轮胎和车轮系统UAW United Auto Workers 班组UCL Uniform Criteria List 统一的标准表UDR Unverified Data Release 未经核对的资料发布UPC Uniform Parts Classification 统一零件分级VAE Vehicle Assembly Engineer 车辆装配工程师VAPIR Vehicle & Progress Integration Review Team 汽车发展综合评审小组VASTD Vehicle Assembly Standard Time Data 汽车数据标准时间数据VCD Vehicle Chief Designer 汽车首席设计师VCE Vehicle Chief Engineer 汽车总工程师VCRI Validation Cross-Reference Index 确认交叉引用索引VDP Vehicle Development Process 汽车发展过程VDPP Vehicle Development Production Process 汽车发展生产过程VDR Verified Data Release 核实数据发布VDS Vehicle Description Summary 汽车描述概要VDT Vehicle Development Team 汽车发展组VDTO Vehicle Development Technical Operations 汽车发展技术工作VEC Vehicle Engineering Center 汽车工程中心VIE Vehicle Integration Engineer 汽车综合工程师VIN Vehicle Identification Number 车辆识别代码VIS Vehicle Information System 汽车信息系统VLE Vehicle Line Executive 总装线主管VLM Vehicle Launch Manager 汽车创办经理VMRR Vehicle and Manufacturing Requirements Review 汽车制造必要条件评审VOC Voice of Customer 顾客的意见VOD Voice of Design 设计意见VS Validation Station 确认站VSAS Vehicle Synthesis,Analysis,and Simulation 汽车综合、分析和仿真VSE Vehicle System Engineer 汽车系统工程师VTS Vehicle Technical Specification 汽车技术说明书WBBA Worldwide Benchmarking and Business Analysis 全球基准和商业分析WOT Wide Open Throttle 压制广泛开放WPO Work Place Organization 工作场地布置WWP Worldwide Purchasing 全球采购COMMWIP Correction 纠错浪费Overproduction 过量生产浪费Material Flow 过度物料移动浪费Motion 过度移动浪费Waiting 等待浪费Inventory 过度库存浪费Processing 过度加工浪费转载请注明出自六西格玛品质论坛。
汽车行业术语英语缩写
汽车行业术语英语缩写-CAL-FENGHAI.-(YICAI)-Company One1汽车行业术语英语缩写AT是自动挡 MT是手动挡都是英文缩写另附汽车常用英语名词&缩写 2009-05-16 13:06 Automobile English 2D二门(2 door)3D三门 (3 door)4D四门(4 door)4WD四轮驱动系统(4 Wheel drive)4WS四轮转向系统(4 Wheel Steer)5D五门(5 door)AA4四速自动变速器AAR自动控制室内空气循环系统ABC车身主动控制系统ABS防抱死制动系统(Antilock Braking System)ABS+T自动防滑稳定系统+循迹系统ACC附件(accessory)AC空调(air condition)AIRBAG安全袋AMP电流表A/MT手自一体 (Automatic/Manual Transmission)Ap恒时全轮驱动ASC加速防滑控制器ASF全铝车身框架结构ASM动态稳定系统ASR加速防滑系统(Acceleration Slip Regulation)AS转向臂ATF自动变速器油(Automatic Transmission Fluid)A-TRC车身主动循迹控制系统AT,A/T自动档(Automatic Transmission)AWD四驱系统(All-Wheel Drive)AYC主动偏行系统Az接通式全轮驱动BBAS制动辅助系统BAT蓄电池液量警告灯BBW汽车电制动系统(Brake By Wire)BCM车身控制模块BEAM远光指示灯BELT安全带警告灯BF钢板弹簧悬挂B水平对置式排列多缸发动机CC 活顶四门跑车(Convertible Coupe)C 双门跑车(Coupe)CC 发动机排量单位:毫升CCS汽车巡航控制系统(Cruise Control System)Cd 空气阻力系数,简称“风阻”。
CDI共轨柴油直喷(common-rail diesel injection)CHE充电指示灯(Charge) CKD散装零件装配( Completely Knocked Down)CUV融轿车、MPV和SUV特性为一体的多用途车,也被称为Crossover。
汽车行业质量术语缩写
汽车行业质量术语缩写在汽车行业中,有许多术语被用来描述和评估汽车的质量和性能。
这些术语通常以缩写的形式出现,以便在技术文档、报告和讨论中更加简洁和方便。
本文将介绍一些常见的汽车行业质量术语缩写,并解释它们的含义。
1. ABS:防抱死制动系统(Anti-lock Braking System)。
ABS是一种安全系统,它可以防止车轮在紧急制动时锁死,保持车辆的操控性和稳定性。
2. ECU:电子控制单元(Electronic Control Unit)。
ECU是一种用于控制和管理车辆电子系统的微处理器。
它负责监测和调节发动机、传动系统、刹车系统等各个方面的功能。
3. OBD:故障诊断接口(On-Board Diagnostics)。
OBD是一种用于检测和诊断车辆故障的系统。
它可以通过连接到车辆的诊断接口,读取和解析车辆的故障码,帮助技师快速定位和修复问题。
4. MPG:每加仑英里数(Miles Per Gallon)。
MPG是衡量汽车燃油经济性的指标,表示每消耗一加仑汽油行驶的里程数。
较高的MPG值意味着汽车更加节能环保。
5. RPM:每分钟转速(Revolutions Per Minute)。
RPM是发动机旋转的速度单位,表示发动机每分钟旋转的圈数。
它通常用于衡量发动机的运行状态和性能。
6. TPMS:胎压监测系统(Tire Pressure Monitoring System)。
TPMS是一种用于监测车辆轮胎气压的系统。
它可以实时监测轮胎的气压,并在气压异常时发出警报,以提醒驾驶员及时调整气压,确保行驶安全。
7. ESC:电子稳定控制系统(Electronic Stability Control)。
ESC 是一种车辆动态稳定控制系统,它通过传感器监测车辆的横向加速度、转向角度等参数,当车辆出现失控倾向时,自动调节刹车力和发动机输出,以保持车辆的稳定性。
8. AWD:全时四驱(All-Wheel Drive)。
汽车行业常见英文缩写及词汇
常用汽车行业英文缩写及词汇1PP- First Phase of Production Prove-Out 第一次试生产3C Customer(顾客导向)、Competition(竞争导向)、Competence(专长导向)4S Sale, Sparepart零配件, Service, Survey信息反馈5S 整理,整顿,清理,清洁,素养8D- 8 DisciplineABS Anti-lock Braking SystemAIAG 美国汽车联合会ANPQP Alliance New Product Quality ProcedureApportionment 分配APQP Advanced Product Quality PlanBacklite Windshield 后窗玻璃Benchmark Data 样件资料bloodshot adj.充血的, 有血丝的BMW Bavarian Motor WorksC.P.M Certified Purchasing manger 认证采购经理人制度CB- Confirmation Build 确认样车制造CC- Change CutOff 设计变更冻结CC\SC- critical/significant characteristicCCR Concern & Countermeasure RequestCCT Cross Company TeamCharacteristics Matrix 特性矩阵图COD Cash on Delivery 货到付现预付货款(T/T in advance)CP1- Confirmation Prototype 1st 第一次确认样车CP2- Confirmation Prototype 2nd 第二次确认样车Cpk 过程能力指数Cpk=Zmin/3CPO Complementary Parts OrderCraftsmanship 精致工艺Cross-functional teams跨功能小组CUV Car-Based Ultility VehicleD1:信息收集;8DD2:建立8D小组;D3:制定临时的围堵行动措施,避免不良品流出;D4:定义和证实根本原因,避免再发;D5:根据基本原因制定永久措施;D6:执行和确认永久措施;D7:预防再发,实施永久措施;D8:认可团队和个人的贡献。
汽车常用术语的英文缩写及对应中文含义

汽车常用术语的英文缩写及对应中文含义汽车常用术语的英文缩写及对应中文含义:1. ABS: Anti-Lock Brake System,防抱死制动系统。
2. AC: Air Conditioning,空调系统。
3. ATF: Automatic Transmission Fluid,自动变速器油。
4. AWD: All-Wheel Drive,全时四驱/全时AWD/四驱。
5. BHP: Brake Horse Power,刹车马力。
6. CC: Cubic Capacity,排气量。
7. DRL: Daytime Running Lamp,日间行车灯。
8. EBD: Electronic Brakeforce Distribution,电子制动力分配系统。
9. ECU: Electronic Control Unit,电子控制单元。
10. EPB: Electric Parking Brake,电动驻车制动器。
11. ESP: Electronic Stability Program,电子稳定程序/电子稳定控制系统。
12. GPS: Global Positioning System,全球卫星导航系统。
13. HUD: Head-Up Display,抬头显示器。
14. ICE: Internal Combustion Engine,内燃引擎。
15. LED: Light Emitting Diode,发光二极管。
16. MPG: Miles Per Gallon,每加仑英里数。
17. OBD: Onboard Diagnostics,车载诊断系统。
18. PHEV: Plug-in Hybrid Electric Vehicle,插电式混合动力车。
19. RWD: Rear-Wheel Drive,后驱。
20. SUV: Sport Utility Vehicle,运动型多用途车/运动型越野车。
汽车行业术语英文缩写

汽车行业术语英文缩写# 汽车行业术语英文缩写## 引言在汽车行业中,使用英文缩写可以简化专业术语的表达,提高沟通的效率。
本文将介绍一些常用的汽车行业术语的英文缩写,以帮助读者更好地理解和应用这些术语。
## 主体以下是一些常见的汽车行业术语及其英文缩写:1. Vehicle Identification Number(VIN):车辆识别码2. Original Equipment Manufacturer(OEM):原始设备制造商3. Electronic Control Unit(ECU):电子控制单元4. Anti-lock Braking System(ABS):防抱死制动系统5. Central Processing Unit(CPU):中央处理器6. On-Board Diagnostics(OBD):车载诊断系统7. Electronic Stability Control(ESC):电子稳定控制系统8. Tire Pressure Monitoring System(TPMS):胎压监测系统9. Powertrain Control Module(PCM):动力总成控制模块10. Continuously Variable Transmission(CVT):无级变速器11. Anti-Theft System(ATS):防盗系统12. Engine Control Unit(ECU):发动机控制单元13. Adaptive Cruise Control(ACC):自适应巡航控制14. Auxiliary Power Unit(APU):辅助动力装置15. Fuel Injection System(FIS):燃油喷射系统除了上述术语外,汽车行业还有许多其他缩写词,它们代表着不同的汽车部件、系统和功能。
通过掌握这些缩写词,读者可以更好地交流和理解汽车行业的相关信息。
## 结论本文介绍了一些常见的汽车行业术语的英文缩写,包括车辆识别码、原始设备制造商、电子控制单元等。
汽车行业术语英语缩写

汽车行业术语英语缩写AT是自动挡MT是手动挡都是英文缩写另附汽车常用英语名词&缩写2009-05-16 13:06 Automobile English 2D二门(2 door)3D三门(3 door)4D四门(4 door)4WD四轮驱动系统(4 Wheel drive)4WS四轮转向系统(4 Wheel Steer)5D五门(5 door)AA4四速自动变速器AAR自动控制室内空气循环系统ABC车身主动控制系统ABS防抱死制动系统(Antilock Braking System)ABS+T自动防滑稳定系统+循迹系统ACC附件(accessory)AC空调(air condition)AIRBAG安全袋AMP电流表A/MT手自一体(Automatic/Manual Transmission)Ap恒时全轮驱动ASC加速防滑控制器ASF全铝车身框架结构ASM动态稳定系统ASR加速防滑系统(Acceleration Slip Regulation)AS转向臂ATF自动变速器油(Automatic Transmission Fluid)A-TRC车身主动循迹控制系统A T,A/T自动档(Automatic Transmission)AWD四驱系统(All-Wheel Drive)AYC主动偏行系统Az接通式全轮驱动BBAS制动辅助系统BA T蓄电池液量警告灯BBW汽车电制动系统(Brake By Wire)BCM车身控制模块BEAM远光指示灯BELT安全带警告灯BF钢板弹簧悬挂B水平对置式排列多缸发动机CC 活顶四门跑车(Convertible Coupe)C 双门跑车(Coupe)CC 发动机排量单位:毫升CCS汽车巡航控制系统(Cruise Control System)Cd 空气阻力系数,简称“风阻”。
CDI共轨柴油直喷(common-rail diesel injection)CHE充电指示灯(Charge)CKD散装零件装配( Completely Knocked Down)CUV融轿车、MPV和SUV特性为一体的多用途车,也被称为Crossover。
汽车常见英语缩写(精心整理)
1.CVVT是英文Continue Variable Valve Timing的缩写,翻译成中文就是连续可变气门正时机构,它是近些年来被逐渐应用于现代轿车上的众多可变气门正时技术中的一种。
例如:宝马公司叫做 Venus,丰田叫做VVTI,本田叫做VTEC,但不管叫做什么,他们的目的都是给不同的发动机工作状况下匹配最佳的气门重叠角(气门正时),只不过所实现的方法是不同的。
本田的VTEV-I理论上比其他的要先进.兼顾了高低转速的需要,由于他是纯机械式的,没有象宝马和其他车厂是使用电子控制所以在世界上还是比较先进的了,现在目前最好的可变气门正时系统是宝马760的是无段式的.被公认为全球最先进的发动机。
2.TSI是 Turbo-charging,涡轮增压;Super-charging,机械增压和Injection,燃油直喷,三个关键特色的首字母缩写。
在涡轮增压(大家听很多了比较熟悉吧)基础上,机械增压填补了涡轮增压产生迟滞时的动力输出,燃油直喷技术令发动机对燃料的使用效率提高到新的高度。
在欧洲,搭载双增压发动机的高尔夫GTI1.4TSI在获得远超2.0L 自然吸气时发动机功率的同时获得了更低的燃油消耗,这真是一台有劲儿的机器,还很环保。
国内引进国产的TSI发动机确切说是FSI发动机和涡轮增压器的结合。
即涡轮增压(Turbocharger)+FSI.省略了机械增压和分层燃烧部分。
省略的部分也不是完全没有道理,除了高成本的价格门槛外,双增压会大副提高发动机的压缩比,相对应的使用的燃油的标准也大大提高,相对于燃油质量普遍一般的国内市场,有时候高科技的减配也是无奈而必须的。
3.DSG(Direct Shift Gearbox)中文表面意思为“直接换挡变速器”,DSG 有别于一般的半自动变速箱系统,它是基于手动变速箱而不是自动变速箱,因此,它也是AMT(机械式自动变速器)的一员。
配备了DSG的发动机由于快速的齿轮转换能够马上产生牵引力和更大的灵活性,加速时间比手动变速器更加迅捷。
汽车行业专用词常用缩写
Glossary of Terms术语Glossary of Terms术语AAR: Appearance Approval Report 外观批准报告A/D/V: Analysis/Development/Validation 分析/开发/验证A/D/V–DV: ADV Design Validation ADV设计验证A/D/V P&R: Analysis/Development/Validation Plan and Report. This form is used to summarize the plan and results for validation testing. Additional information can be found in the GP-11 procedure.分析/开发/验证计划和报告A/D/V–PV: ADV Product Validation ADV产品验证AIAG: Automotive Industries Action Group, an organization formed by General Motors, Ford andDaimler-Chrysler to develop common standards and expectations for automotive suppliers. 汽车工业行动集团AP: Advance Purchasing 先期采购APQP: Advanced Product Quality Planning 产品质量先期策划APQP Project Plan: A one-page summary of the SGM APQP process that describes the tasks and the timeframe in which they occur. APQP项目策划AQC:Attribute Quality Characteristic 属性质量特性ASQE: Advanced Supplier Quality Engineer 先期供应商质量工程师BIW: Body in White. Usually the bare metal shell of the body including doors and deck lid prior to paint and trim. 白车身BOM: Bill of Materials 材料清单BOP:Bill of Process 过程清单Brownfield Site: An expansion of an existing facility. 扩建场地CMM: Coordinate Measuring Machine 三坐标测试仪Cpk: Capability Index for a stabile process 过程能力指数CTC: Component Timing Chart (DRE document) 零部件时间表(DRE文件)CTS: Component Technical Specifications 零部件技术规范CVER: Concept Vehicle Engineering Release 概念车工程发布DC: Design Complete 设计完成Defect outflow detection: A phrase used in the Supplier Quality Statement of Requirements that refers to in-process or subsequent inspection used to detect defects in parts. 缺陷检测DFM/DFA: Design for Manufacturability / Design for Assembly 可制造性/可装配性设计DFMEA: Design Failure Modes and Effects Analysis. It is used to identify the potential failure modes of a part, associated with the design, and establish a priority system for design improvements. 设计失效模式和后果分析DPV: Defects per vehicle 每辆车缺陷数DR: Documentation Required DR特性DRE: Design Release Engineer 设计释放工程师DV: Design Validation 设计验证DTS: Dimensional Technical SpecificationsE&APSP: Engineering & Advance Purchasing Sourcing Process. 工程&先期采购定点程序EP: E-Procurement 电子采购流程Error Occurrence Prevention: A phrase used in the Supplier Quality Statement of Requirements that refers to poke yoke or error-proofing devices used to prevent errors in the manufacturing process from occurring. 防错FTQ: First Time Quality 一次通过质量GA: General Assembly 总装GD&T: Geometric Dimensioning & Tolerancing 几何尺寸与公差SGM: Shanghai General Motors 上海通用汽车GMAP: General Motors Asian Pacific 通用汽车亚太GME: General Motors Europe 通用汽车欧洲GMNA: General Motors North American 通用汽车北美GP: General Procedure 通用程序GPDS: Global Product Description System 全球产品描述系统GPS: Global Purchasing System 全球采购系统GPSC: Global Purchasing & Supplier Chain 全球采购及供应链GR&R: Gage Repeatability and Reproducibility 检具重复性及再现性Greenfield Site: A new supplier facility that is built to support a program.GVDP: Global Vehicle Development Process 全球整车开发流程IPTV: Incidents per Thousand Vehicles 每千辆车故障IVER: Integration Vehicle Engineering Release 集成车工程发布KCC: Key Control Characteristics. It is a process characteristic where variation can affect the final part and/or the performance of the part. 关键控制特性KCDS: Key Characteristic Designation System 关键特性指示系统Kick-Off Meeting: The first APQP supplier program review. 启动会议(第一次APQP供应商项目评审) KPC: Key Product Characteristic. It is a product characteristic for which reasonably anticipated variation could significantly affect safety, compliance to governmental regulations, or customer satisfaction. 关键产品特性LAAM: (General Motors) Latin American, Africa & Meddle East (通用汽车)拉丁美洲、非洲及中东LCR: Lean Capacity Rate. It is the GM daily capacity requirement. 正常生产能力MCR: Maximum Capacity Rate. It is the GM maximum capacity requirement. 最大生产能力MOP: Make or Purchase 制造/采购MPC: Material Production Control 物料生产控制MPCE: Material Production Control Europe 欧洲物料生产控制MRD: Material Required Date; date material must be delivered in order to allow a build event to begin. 物料需求日期MSA: Measurement Systems Analysis 测量系统分析MVBns: Manufacturing Validation Build non-saleable 非销售车制造验证MVBs: Manufacturing Validation Build saleable 销售车制造验证NBH: New Business Hold 停止新业务N.O.D.: Notice of Decision 决议通知OEM: Original Equipment Manufacturer 主机客户PAD: Production Assembly Documents 生产装配文件PC&L: Production Control & Logistics 生产控制&物流PDT: Product Development Team 产品开发小组PFMEA: Process Failure Modes and Effects Analysis. It is used to identify potential failure modes associated with the manufacturing and assembly process. 过程失效模式和后果分析PPAP: Production Part Approval Process 生产件批准程序Ppk: Performance index for a stable process 过程能力指数PPM: 1) Program Purchasing Manager, 2) Parts per Million (rejects and returns to suppliers) 1)项目经理2)每百万件的产品缺陷数PPV: Product & Process Validation 产品及过程验证PTR:Production Trail RunPQC: Product Quality Characteristic 产品质量特性PR/R: Problem Reporting & Resolution 问题报告及解决PSA: Potential Supplier Assessment, a subset of the Quality System Assessment (QSA) 潜在供应商评审PV: Product Validation 产品验证QSA: Quality System Assessment 质量体系评审QSB: Quality Systems Basics 质量体系基础QTC: Quoted Tool Capacity 工装报价能力RASIC: Responsible, Approve, Support, Inform, Consult 负责、批准、支持、通知、讨论R@R: Run at Rate 按节拍生产RFQ: Request For Quotation 报价要求RPN: Risk Priority Number related to FMEA development 风险顺序数RPN Reduction Plan: An action plan that describes what is being done to reduce the risk priority number for items listed in the DFMEA or PFMEA.降低RPN值计划SDE: Supplier Development Engineer 供应商开发工程师SFMEA: System Failure Mode and Effects Analysis 系统失效模式分析SMT: System Management Team 系统管理小组SOA: Start of Acceleration 加速开始SORP: Start of Regular Production 正式生产SOR: Statement of Requirements 要求声明SPC: Statistical Process Control 统计过程控制SPO: (General Motors) Service and Parts Operations (通用汽车)零件与服务分部SQ: Supplier Quality 供应商质量SQE: Supplier Quality Engineer 供应商质量工程师SQIP: Supplier Quality Improvement Process 供应商质量改进过程SSF: Start of System Fill 系统填充开始SSTS: Sub-system Technical Specifications 子系统技术规范Sub-Assembly/ Sub-System: An assembly of sub-components delivered to the SGM main production line for installation to the vehicle as a single unit.Subcontractor: The supplier of a sub-component to a Complex System/Subassembly supplier (Tier 2, 3, etc). 分供方SVE: Sub-System Validation Engineer 子系统验证工程师SVER: Structure Vehicle Engineering Release. 结构车工程发布Team Feasibility Commitment: An AIAG APQP form that is provided with the Request for Quotation. It is the supplier’s concerns with the feasibility of manufacturing the part as specified.小组可行性承诺TKO: Tooling Kick-Off 模具启动会议UG: Unigraphics UG工程绘图造型系统VLE: Vehicle Line Executive 车辆平台负责人VTC: Validation Testing Complete 验证试验完成WO: Engineering Work Order 工程工作指令。
汽车行业常用英文简称

汽车行业常用英文简称DRE:Design Release Engineer,设计发布工程师,又名PE,Product Engineer,产品工程师,是汽车行业最常见技术工种。
DRE的叫法源自通用汽车,国内是泛亚汽车最先使用,后来被其他汽车研发中心引用。
每个主机厂DRE的工作内容不尽相同,在泛亚,DRE负责产品设计,研发,变更,管理,维护等一切跟产品技术相关的工作。
大众汽车对应DRE的称谓是FOP (Father Of Part),其产品相关性可见一斑。
工作职责在汽车产品的生命周期中,DRE负责掌控零件开发计划,带领PDT产品开发团队主导零件的设计开发维护工作。
具体工作职责包括:产品的定位,开发策略,Benchmark竞品分析,DCS 成本分析,撰写SOR并发布,找寻潜在供应商,TA技术能力评估,TR技术方案评审,定点,设计零件,布置零件,发布3D数模和图纸,撰写DFMEA,申请专利,支持供应商交样,发现、接收、解决零件和造车问题,反馈EIR,TIR,输出解决方案,发布设计变更EWO并维护变更进度……直到零件完成OTS工程认可,该把零件重任交付给SQE去做PPAP了,至此DRE可以如释重负地喘一口气,但这并不意味着就可以撒手不管了,投产和售后的产品设计问题以及对问题的判定(设计问题or质量问题)依然是DRE不可忽略的工作量。
SQE:即供应商质量工程师(Supplier Quality Engineer)。
职责:1、负责保障供应商所供原材料的质量,由于供应商供货物料质量缺陷引发的问题要及时反馈供应商要求其改善;2、负责追踪确认供应商的改善报告及实施效果,必要时可进行现场审核检查以及辅导;3、负责制定进货检验部门的检验规范及检验计划,并适时对检验员进行培训指导;4、参与供应商初始样品的评估放行工作;5、每月或每季度,对现有供应商的质量状况进行统计评分,对评分较低的供应商提出限期改善要求;6、参与新供应商开发与审核,与采购、研发部门一起对新供应商进行考核打分。
汽车行业常见英文缩写及词汇

汽车行业常见英文缩写及词汇常用汽车行业英文缩写及词汇1PP- First Phase of Production Prove-Out 第一次试生产3C Customer(顾客导向)、Competition(竞争导向)、Competence(专长导向)4S Sale, Sparepart零配件, Service, Survey信息反馈5S 整理,整顿,清理,清洁,素养8D- 8 DisciplineABS Anti-lock Braking SystemAIAG 美国汽车联合会ANPQP Alliance New Product Quality ProcedureApportionment 分配APQP Advanced Product Quality PlanBacklite Windshield 后窗玻璃Benchmark Data 样件资料bloodshot adj.充血的, 有血丝的BMW Bavarian Motor WorksC.P.M Certified Purchasing manger 认证采购经理人制度CB- Confirmation Build 确认样车制造CC- Change CutOff 设计变更冻结CC\SC- critical/significant characteristicCCR Concern & Countermeasure RequestCCT Cross Company TeamCharacteristics Matrix 特性矩阵图COD Cash on Delivery 货到付现预付货款(T/T in advance)CP1- Confirmation Prototype 1st 第一次确认样车CP2- Confirmation Prototype 2nd 第二次确认样车Cpk 过程能力指数Cpk=Zmin/3CPO Complementary Parts OrderCraftsmanship 精致工艺Cross-functional teams跨功能小组CUV Car-Based Ultility VehicleD1:信息收集;8DD2:建立8D小组;D3:制定临时的围堵行动措施,避免不良品流出;D4:定义和证实根本原因,避免再发;D5:根据基本原因制定永久措施;D6:执行和确认永久措施;D7:预防再发,实施永久措施;D8:认可团队和个人的贡献。
汽车行业专业术语及缩写

汽车行业专业术语及缩写:
QS 9000:
VDA 6:
EAQF:
AVSQ:
IATF:( theInternational Automotive TaskForce)国际汽车特别行动小组,简称IATF AIAG:(Automotive Industry Action Group)即汽车工业行动小组,美国汽车行动集团、美国汽车联合会
ANFIA:(Associazione Nazionale fra le Industrie Automo bilistiche (意大利)国家汽车工业协会
FIEV:Federation des Industries des Equipements pour Vehicules (法国)汽车装备工业联合会
SMMT:(Society of Motor Manufacturers and Traders)英国汽车制造商和贸易商协会VDA:(VBRBAND DER AUTOBOMIL INDUSTRIE)德国汽车工业协会
JAMA:(Japan Automobile Manufacturers Association )日本汽车制造商协会
GM:通用(美)
FORD:福特(美)
DAIMLER-CHRYSLER:戴姆勒-克莱斯勒(美)RENAVLT:雷诺(法国)
CITROEN:雪铁龙(法国)PEUGEOT:标致(法国)BMW:宝马(德)
VW(VOLKSWAGON):大众(德)AUDI:奥迪(德)
OPEL:欧宝(德)
FIAT:菲亚特(意大利)IVECO:依维柯(意大利)TOYOTA:丰田(日)HONDA:本田(日)SUZUKI:铃木(日)NISSAN:日产(日)。
汽车英文缩写术语
汽车英文缩写术语
在汽车行业中,有许多常用的英文缩写术语,下面我将逐一解释它们的含义。
1. ABS:防抱死制动系统。
该系统能够通过监测轮胎的旋转速度,防止车辆在制动时出现抱死现象,提高了制动安全性。
2. ECU:发动机控制单元。
该控制单元通过接收来自车辆传感器的数据,控制发动机的工作状态,以达到最佳的动力输出和燃油效率。
3. ESC:电子稳定控制系统。
该系统能够通过监测车辆的转向和加速情况,自动调整轮胎的热力和制动力,提高了车辆的稳定性和安全性。
4. HUD:抬头显示器。
该系统能够将车辆的速度、导航等信息投影到驾驶员的视线范围内,提高了驾驶员的信息获取效率。
5. OBD:故障诊断系统。
该系统能够监测车辆的传感器和控制单元,诊断出车辆的故障,并通过故障码提示驾驶员或修理工。
6. TPMS:胎压监测系统。
该系统能够监测车辆轮胎的胎压,一旦发现胎压偏低,会通过警示灯提示驾驶员需要及时进行维护。
7. CVT:连续可变传动。
该传动系统采用无级变速技术,能够实现无级变速,提高了发动机的燃油经济性和动力输出效率。
8. VVT:可变气门正时。
该系统能够根据发动机负荷和转速的变化,自动调整气门正时,提高了发动机的动力输出效率和燃油经济性。
以上就是常见的汽车英文缩写术语,希望能够对您有所帮助。
汽车行业常用英文缩写
汽车行业常用英文缩写A/D/V Analysis/Development/Validation 分析/发展/验证AA Approve Architecture 审批体系ACD Actual Completion Date 实际完成日期ALBS Assembly Line Balance System 装配线平衡系统ANDON 暗灯AP Advanced Purchasing 提前采购API Advanced Product Information 先进的产品信息APQP Advanced Product Quality Planning 先期产品质量策划ATT Actual Tact Time 实际单件工时BIQ Building in Quality 制造质量BIW Body In White 白车身BOD Bill of Design 设计清单BOE Bill of Equipment 设备清单BOL Bill of Logistic 装载清单BOM Bill of Material 原料清单BOP Bill of Process 过程清单BPD Business Plant Deployment 业务计划实施CAD Computer-Aided Design 计算机辅助设计CAE Computer-Aided Engineering 计算机辅助工程(软件)CARE Customer Acceptance & Review Evaluation 用户接受度和审查评估CAS Concept Alternative Selection 概念可改变的选择CIP Continue Improve Process 持续改进CIT Compartment Integration Team 隔间融合为组CKD Complete Knockdown 完全拆缷CMM Coordinate Measuring Machines 坐标测量仪CPV Cost per V ehicle 单车成本CR&W Controls/Robotics & Welding 控制/机器人技术和焊接CS Contract Signing 合同签订CTD Cumulative Trauma Disadjust 累积性外伤失调CTS Component Technical Specification 零件技术规格CVIS Completed V ehicle Inspection Standards 整车检验标准D/PFMEA Design/process failure mode & effects analysis 设计/过程失效模式分析DAP Design Analysis Process 设计分析过程DES Design Center 设计中心DFA Design for Assembly 装配设计DOE Design Of Experiments 试验设计DOL Die Operation Line-Up 冲模业务排行DPV Defect per Vehicle 单车缺陷数DQV Design Quality Verification 设计质量验证DRE Design Release Engineer 设计发布工程师DRL Direct Run Loss 直行损失率DRR Direct Run Run 直行率DSC Decision Support Center 决策支持中心ECD Estimated Completion Date 计划完成日期EGM Engineering Group Manager 工程组经理ELPO Electrode position Primer 电极底漆ENG Engineering 工程技术、工程学EOA End of Acceleration 停止加速EPC&L Engineering Production Cntrol &Logistics 工程生产控制和后勤EQF Early Quality Feedback 早期质量反馈EWO Engineering Work Order 工程工作指令FA Final Approval 最终认可FE Functional Evaluation 功能评估FEDR Functional Evaluation Disposition Report 功能评估部署报告FFF Free Form Fabrication 自由形态制造FIN Financial 金融的FL 听FMEA Failure Mode and Effects Analysis 失效形式及结果分析FPS Fixed Point Stop 定点停FTP File Transfer Protocol 文件传送协议FTQ First Time Quality 一次送检合格率GA General Assembly 总装GA Shop General Assembly Shop 总装车间Paint Shop 涂装车间Body Shop 车身车间Press Shop 冲压车间GCA Global Customer Audit 全球顾客评审GD&T Geometric Dimensioning & Tolerancing 几何尺寸及精度GDS Global Delivery Survey 全球发运检查GM General Motors 通用汽车GMAP GM Asia Pacific 通用亚太GME General Motors Europe 通用汽车欧洲GMIO General Motors International Operations 通用汽车国际运作GMIQ General Motors Initial Quality 通用汽车初始质量GMPTG General Motors Powertrain Group 通用汽车动力组GMS Global Manufacturing System 通用全球制造系统GP General Procedure 通用程序GQTS Global Quality Tracking System 全球质量跟踪系统GSB Global Strategy Board 全球战略部HV AC Heating, Ventilation ,and Air Conditioning 加热、通风及空调I/P Instrument Panel 仪表板IC Initiate Charter 初始租约ICD Interface Control Document 界面控制文件IE Industrial Engineering 工业工程IEMA International Export Market Analysis 国际出口市场分析ILRS Indirect Labor Reporting System 间接劳动报告系统IO International Operations 国际业务IOM Inspection Operation Mathod 检验操作方法IOS Inspection Operation Summary 检验操作概要IPC International Product Center 国际产品中心IPTV Incidents Per Thousand Vehicles 每千辆车的故障率IQS Initial Quality Survey 初始质量调查IR Incident Report 事故报告ISP Integrated Scheduling Project 综合计划ITP Integrated Training Process 综合培训方法ITSD Interior Technical Specification Drawing 内部技术规范图IUV A International Uniform Vehicle Audit 国际统一车辆审核JES Job Element Sheet 工作要素单JIS Job Issue Sheet 工作要素单JIT Just in Time 准时制JPH Job per hour 每小时工作量KCC Key Control Characteristics 关键控制特性KCDS Key Characteristics Designation System 关键特性标识系统KPC Key product Characteristic 关键产品特性LT Look at 看MFD Metal Fabrication Division 金属预制件区MFG Manufacturing Operations 制造过程MIC Marketing Information Center 市场信息中心MIE Manufacturing Integration Engineer 制造综合工程师MKT Marketing 营销MLBS Material Labor Balance System 物化劳动平衡系统MMSTS Manufacturing Major Subsystem Technical Specifications 制造重要子系统技术说明书MNG Manufacturing Engineering 制造工程MPG Milford Proving Ground 试验场MPI Master Process Index 主程序索引MPL Master Parts List 主零件列表MPS Material Planning System 原料计划系统MRD Material Required Date 物料需求日期MSDS Material Safery Data Sheets 化学品安全数据单MSE Manufacturing System Engineer 制造系统工程MSS Market Segment Specification 市场分割规范MTBF Mean Time Between Failures 平均故障时间MTS Manufacturing Technical Specification 生产技术规范MVSS Motor Vehicle Safety Standards 汽车发动机安全标准NAMA North American Market Analysis 北美市场分析NAO North American Operations 北美业务NAOC NAO Containerization NAO货柜运输NC Numerically Controlled 用数字控制NOA Notice of Authorization 授权书PRTS Problem Resolution and Tracking System 问题解决跟踪系统PSC Portfolio Strategy Council 部长职务策略委员会PST Plant Support Team 工厂支持小组PTO Primary Tryout 第一次试验PTR Production Trial Run 生产试运行PUR Purchasing 采购PVD Production Vehicle Development 生产汽车发展PVM Programmable Vehicle Model 可设计的汽车模型QA Quality Audit 质量评审QAP Quality Assessment Process 质量评估过程QBC Quality Build Concern 质量体系构建关系QC Quality Characteristic 质量特性QCOS Quality Control Operation Sheets 质量风险控制QE Quality Engineer 质量工程师QET Quality Engineering Team 质量工程小组QFD Quality Function Deployment 质量功能配置QRD Quality, Reliability,andDurability 质量、可靠性和耐久力QS Quality System 质量体系QUA Quality 质量RC Review Charter 评估特许RCD Required Completion Date 必须完成日期RFQ Request For Quotation 报价请求RGM Reliability Growth Management 可靠性增长小组RONA Return on Net Assets 净资产评估RPO Regular Production Option 正式产品选项RQA Routing Quality Assessment 程序安排质量评定RT&TM Rigorous Tracking and Throughout Managment 严格跟踪和全程管理SDC Strategic Decision Center 战略决策中心SF Styling Freeze 造型冻结SIL Single Issue List 单一问题清单SIP Stansardized Inspection Process 标准化检验过程SIU Summing It All Up 电子求和结束SL System Layouts 系统规划SLT Short Leading Team 缩短制造周期SMARTSMBP Synchronous Math-Based Process 理论同步过程SME Subject Matter Expert 主题专家SMT Systems Management Team 系统管理小组SNR 坏路实验SOP Start of Production 生产启动SOP Safe Operating Practice 安全操作规程SOR Statement of Requirements 技术要求SOS Standardization Operation Sheet 标准化工作操作单SOW Statement of Work 工作说明SPA Shipping Priority Audit 发运优先级审计SPC Statistical Process Control 统计过程控制SPE Surface and Prototype Engineering 表面及原型工程SPO Service Parts Operations 配件组织SPT Single Point Team 专一任务小组SQA Supplier Quality Assurance 供应商质量保证(供应商现场工程师)SQC Supplier Quality Control 供方质量控制SQD Supplier Quality Development 供应方质量开发SQE Supplier Quality Engineer 供方质量工程师SQIP Supplier Quality Improvement Process 供应商质量改进程序SSF Start of System Fill 系统填充SSLT Subsystem Leadership Team 子系统领导组SSTS Subsystem Technical Specification 子系统技术规范STD Standardization 标准化STO Secondary Tryout 二级试验SUI 安全作业指导书SUW Standard Unit of Work 标准工作单位SWE Simulated Work Environment 模拟工作环境TAG Timing Analysis Group 定时分析组TBD To Be Determined 下决定TCS Traction Control System 牵引控制系统TDC Technology Development Centre 技术中心TDMF Text Data Management Facility 文本数据管理设备TG Tooling 工具TIMS Test Incident Management System 试验事件管理系统TIR Test Incident Report 试验事件报告TMIE Total Manufacturing Integration Engineer 总的制造综合工程TOE Total Ownership Experience 总的物主体验TPM Total Production Maintenance 全员生产维护TSM Trade Study Methodology 贸易研究方法TT Tact Time 单件工时TVDE Total Vehicle Dimensional Engineer 整车外型尺寸工程师TVIE Total Vehicle Integration Engineer 整车综合工程师TWS Tire and Wheel System 轮胎和车轮系统UAW United Auto Workers 班组UCL Uniform Criteria List 统一的标准表UDR Unverified Data Release 未经核对的资料发布UPC Uniform Parts Classification 统一零件分级V AE Vehicle Assembly Engineer 车辆装配工程师V APIR Vehicle & Progress Integration Review Team 汽车发展综合评审小组V ASTD Vehicle Assembly Standard Time Data 汽车数据标准时间数据VCD Vehicle Chief Designer 汽车首席设计师VCE Vehicle Chief Engineer 汽车总工程师VCRI Validation Cross-Reference Index 确认交叉引用索引VDP Vehicle Development Process 汽车发展过程VDPP Vehicle Development Production Process 汽车发展生产过程VDR Verified Data Release 核实数据发布VDS Vehicle Description Summary 汽车描述概要VDT Vehicle Development Team 汽车发展组VDTO Vehicle Development Technical Operations 汽车发展技术工作VEC Vehicle Engineering Center 汽车工程中心VIE Vehicle Integration Engineer 汽车综合工程师VIN Vehicle Identification Number 车辆识别代码VIS Vehicle Information System 汽车信息系统VLE Vehicle Line Executive 总装线主管VLM Vehicle Launch Manager 汽车创办经理VMRR Vehicle and Manufacturing Requirements Review 汽车制造必要条件评审VOC V oice of Customer 顾客的意见VOD V oice of Design 设计意见VS Validation Station 确认站VSAS Vehicle Synthesis,Analysis,and Simulation 汽车综合、分析和仿真VSE Vehicle System Engineer 汽车系统工程师VTS Vehicle Technical Specification 汽车技术说明书WBBA Worldwide Benchmarking and Business Analysis 全球基准和商业分析WOT Wide Open Throttle 压制广泛开放WPO Work Place Organization 工作场地布置WWP Worldwide Purchasing 全球采购COMMWIP Correction 纠错浪费Overproduction 过量生产浪费Material Flow 过度物料移动浪费Motion 过度移动浪费Waiting 等待浪费Inventory 过度库存浪费Processing 过度加工浪费转载请注明出自六西格玛品质论坛。
汽车行业术语缩写
汽车行业术语缩写常用汽车行业英文缩写及词汇DCCDesignChangeControl;DFA-DesignForAssembly面向装;DOEDesignOfExamination试验;DQESDeliveryQualityEvalu;DTLDirectToLine;DVP&RDesignValidateP;EDIelectronicdatainterch;ERPEnterpriseResDCC Design Change ControlDFA- Design For Assembly 面向装配的设计DOE Design Of Examination试验设计DQES Delivery Quality Evaluation SystemDTL Direct To LineDVP&R Design Validate Plan&Report设计验证计划报告EDI electronic data interchange 电子数据交换ERP Enterprise Resource PlanningES Engineering Specification工程规格ESI Early Supplier Involvement 供应商先期参与Ex-Work(工厂交货)、FOB(船上交货)、FAS(船边交货)或CIF(运保费在内交货)FEU- Field Evaluation Units 用户市场实际体验与评估first gear 一档Flow Chart 流程图FMEA Failure Mode and Effects Analysisfour-wheel drive 四轮驱动FRG- Ford Reliability Guideline 福特可靠性指导Front Windshield 前挡风玻璃Tempered glass 钢化玻璃front-wheel drive 前轮驱动FSS- Full service supplier 全服务供应商FTA Fault Tree AnalysisGD&T- Geometric Dimensioning & Tolerancing 标准公差GR&R Guage Repeatability&reproducibility量具的重复性和再现性HTFB- Hard Tooling Functional Build 工装集成调试与验证IPO Individual Parts OrderISIR Initial Sample Inspection ReportJIT Just In TimeKD- knocked down/ Semi Knock Down(SKD) /Completely Knock Down(CKD)KO Kick-offLaminated glass 夹层玻璃LP-Lean Production 精益生产LR Launch ReadinessLS Launch SupportLVPM Local Vendor Packaging MethodMPV Multi-PurposeVehicle 多用途汽车MRD Material Required DateMRO Maintenance,Repair,and OperationMTP- Make to print supplier 照图加工供应商N/A- Not ApplicableNCDR Non-Conforming Delivery ReportNCMAR Non-Conforming Material Action ReportNDA Non Disclosure Agreement 保密协定NDS Nissan Design SpecificationNML Nissan Motor LtdNVH- System Noise, Vibration & Harshness 系统噪音,振动及粗糙性OSM- Outside of MaterialPA Program Approvalpallet n. 托盘Passenger Vehicle 乘用车PAT- Program Attributes Team 产品属性小组PDL Product Design LetterPH Proportions&HardpointsPIPC- Percentage of Indexes with Process Capability 能力指数百分比PIST- Percentage of Inspection points Satisfying Tolerance 检测点满意工差百分比PMT- Program Moudle Team 产品模块小组PO Purchase OrderPPAP- Production Part Approval Process 生产件批准程序PPSR Production Preparation Status ReportPQA Process Quality AssurancePR Program ReadinessPre-Launch 试生产price-driven costing 价格引导成本Production Preparation-Final Nissan - PT2/Renault - PPProduction Preparation-Initial Nissan - PT1/Renault - PPP3 Production Trial Run 试生产Prototype 样件QFD Quality Funtion Deploy质量功能展开QFTT Quality Functional Task TeamQR- Quality Reject 质量拒收QS Quality StandardRAN Release Authorisation Numberreverse 倒车档RFQ Request For Quotation询价RKD Reverse Knock DownRLQ Receiving Lot QuantityROC Rate of ClimbROI return on investment 报酬率ROP Re-Order PointRTO Required To OperateSAIS Supplier Assessment & Improvement SystemSC Strategic Confirmation/significant Charac''teristicsSDS- System/ Design Specifications 系统/设计说明second gear 二档SFMEA System FMEAShipping Date 出货日、Invoice Date 发票日或On Board Date 装船日Side Windshield 侧窗玻璃SJ Strategic IntentSNP Standard Number of PartsSOW- state of work 工作申明SPC Statistical Process ControlSQA Supplier Quality AssuranceSREA- Supplier Request for Engineering Approval 供应商工程设计更改申请ST Surface TranferSTRS Supplier Test Report System Subcontractor 分承包商Sunroof Windshield 天窗玻璃SUV Sports Utility VehicleTAG Test Aptitude GraphiqueTCO Total Cost of Ownership 总持有成本TCRA Total Cost Reduction ActivityTGR Things Gone RightTGW Things Gone WorstTM Techinical ManualTPM Total Preventive MaintenanceTTO-Tool Try Out 工装验证UOM Unit Of MeasureVES Vehicle Evaluation SystemVO- Vehicle Operation 主机厂VPP- Vehicle Program Plan 整车项目计划VQA Vehicle Quality AssuranceVTTO- Vendor Tool Try-Out 供应商工装验证WERS- World Wide Engineering Release SystemWVTA Whole Vehicle Type ApprovalOTS OFF TOOL SAMPLE 用批量生产的工模器具制造出的样件PVS Produktions Versuchs Serie 批量试生产TMA Trial Manufacturing Agreement2TP 两日试生产,主要是验证供应商的批量供货能力OS 零批量,是批量生产前的总演习,批产的全面验证SOP Standard Operation 即批量生产Start-Of-Production Standard Operating Procedure 标准操作程序QSV Qualitaes-Sicherungs-Vereinbarung 质量保证协议BMG Bau-Muster-Genehmigung 产品工程样件性能检验认可Nullserie 零批量QSR 质量体系要求Bias 偏差DB Durability Build 样车阶段lead time n.订货至交货的时间sink mark 缩痕LRR launch readiness reviewYC (Potential Critical Characteristic) 潜在关键特性YS (Potential Significant Characteristic) 潜在重要特性Restriction of Hazardous Substances 简称RoHS SGS, BV, TUV, Intertek, ETC BV-Bureau Veritas 法国国际检验局Front bumper 前保险杠Rear bumper 后保险杠Radiator grille 格栅Headlamp 前大灯Tail lamp-liftgate 尾灯-行李箱盖上Tail lamp-quarter 尾灯-后侧围上Front door trim panel 前门内饰板Rear door trim panel 后门内饰板Interior release handle bezel 内开手把手框Power controls bezel 电动车窗开关框Window interior capping 窗框饰条Exterior mirror 外后视镜Body side moulding 防擦条Cowl grille 通风格栅Roof molding 车顶装饰条Lift gate molding 牌照板支架Lift gate handle 行李箱盖拉手Weather strip_door openings 门框胶条 Weather strip_liftgate 行李箱胶条A Pillar Trim A柱B Pillar Trim upper B柱上B Pillar Trim lower B柱下Front scuff Plate 前门槛条Rear scuff plate 后门槛条Back panel trim lower 行李箱门槛条Garnish trim-Quarter windowCowl trim panel A柱下Liftgate upper trim 尾门内饰板上 Liftgate side trim 尾门内饰板中 Liftgate lower trim 尾门内饰板下 IPDefroster panel 除霜盖板Console 中控台Steering column cover 方向机柱上下盖板 Cluster 组合仪表Carpet 前地毯Trunk carpet 后地毯Front seat 前座椅2nd row seat 第二排座椅burr(金属) flash(塑件)毛边gap 间隙defective products 不良品finished products 成品disposed products 处理品沿用件COP更改类型Modification原FS号Ori. FS No.图纸日期Spec. Date目标重量Weight Target样件Prototype 备注Comment具体进度Milestones工装样品OTS Sample(BMG) 工装样件Prototype(BS1) 首批样品FBD (PVS) ,EM Temin (no BMG)零批量生产Zero-Production Run (0S)起步生产SOP(开始批量生产)。
汽车行业术语缩写

常用汽车行业英文缩写及词汇DCCDesignChangeControl;DFA-DesignForAssembly面向装;DOEDesignOfExamination试验;DQESDeliveryQualityEvalu;DTLDirectToLine;DVP&RDesignValidateP;EDIelectronicdatainterch;ERPEnterpriseResDCC Design Change ControlDFA- Design For Assembly 面向装配的设计DOE Design Of Examination试验设计DQES Delivery Quality Evaluation SystemDTL Direct To LineDVP&R Design Validate Plan&Report设计验证计划报告EDI electronic data interchange 电子数据交换ERP Enterprise Resource PlanningES Engineering Specification工程规格ESI Early Supplier Involvement 供应商先期参与Ex-Work(工厂交货)、FOB(船上交货)、FAS(船边交货)或CIF (运保费在内交货)FEU- Field Evaluation Units 用户市场实际体验与评估first gear 一档Flow Chart 流程图FMEA Failure Mode and Effects Analysisfour-wheel drive 四轮驱动FRG- Ford Reliability Guideline 福特可靠性指导Front Windshield 前挡风玻璃Tempered glass 钢化玻璃front-wheel drive 前轮驱动FSS- Full service supplier 全服务供应商FTA Fault Tree AnalysisGD&T- Geometric Dimensioning & Tolerancing 标准公差GR&R Guage Repeatability&reproducibility量具的重复性和再现性HTFB- Hard Tooling Functional Build 工装集成调试与验证IPO Individual Parts OrderISIR Initial Sample Inspection ReportJIT Just In TimeKD- knocked down/ Semi Knock Down(SKD) /Completely Knock Down(CKD)KO Kick-offLaminated glass 夹层玻璃LP-Lean Production 精益生产LR Launch ReadinessLS Launch SupportLVPM Local Vendor Packaging MethodMPV Multi-PurposeVehicle 多用途汽车MRD Material Required DateMRO Maintenance,Repair,and OperationMTP- Make to print supplier 照图加工供应商N/A- Not ApplicableNCDR Non-Conforming Delivery ReportNCMAR Non-Conforming Material Action ReportNDA Non Disclosure Agreement 保密协定NDS Nissan Design SpecificationNML Nissan Motor LtdNVH- System Noise, Vibration & Harshness 系统噪音,振动及粗糙性OSM- Outside of MaterialPA Program Approvalpallet n. 托盘Passenger Vehicle 乘用车PAT- Program Attributes Team 产品属性小组PDL Product Design LetterPH Proportions&HardpointsPIPC- Percentage of Indexes with Process Capability 能力指数百分比PIST- Percentage of Inspection points Satisfying Tolerance 检测点满意工差百分比PMT- Program Moudle Team 产品模块小组PO Purchase OrderPPAP- Production Part Approval Process 生产件批准程序PPSR Production Preparation Status ReportPQA Process Quality AssurancePR Program ReadinessPre-Launch 试生产price-driven costing 价格引导成本Production Preparation-Final Nissan - PT2/Renault - PPProduction Preparation-Initial Nissan - PT1/Renault - PPP3Production Trial Run 试生产Prototype 样件QFD Quality Funtion Deploy质量功能展开QFTT Quality Functional Task TeamQR- Quality Reject 质量拒收QS Quality StandardRAN Release Authorisation Numberreverse 倒车档RFQ Request For Quotation询价RKD Reverse Knock DownRLQ Receiving Lot QuantityROC Rate of ClimbROI return on investment 报酬率ROP Re-Order PointRTO Required To OperateSAIS Supplier Assessment & Improvement SystemSC Strategic Confirmation/significant Charac''teristicsSDS- System/ Design Specifications 系统/设计说明second gear 二档SFMEA System FMEAShipping Date 出货日、Invoice Date 发票日或On Board Date 装船日Side Windshield 侧窗玻璃SJ Strategic IntentSNP Standard Number of PartsSOW- state of work 工作申明SPC Statistical Process ControlSQA Supplier Quality AssuranceSREA- Supplier Request for Engineering Approval 供应商工程设计更改申请ST Surface TranferSTRS Supplier Test Report SystemSubcontractor 分承包商Sunroof Windshield 天窗玻璃SUV Sports Utility VehicleTAG Test Aptitude GraphiqueTCO Total Cost of Ownership 总持有成本TCRA Total Cost Reduction ActivityTGR Things Gone RightTGW Things Gone WorstTM Techinical ManualTPM Total Preventive MaintenanceTTO-Tool Try Out 工装验证UOM Unit Of MeasureVES Vehicle Evaluation SystemVO- Vehicle Operation 主机厂VPP- Vehicle Program Plan 整车项目计划VQA Vehicle Quality AssuranceVTTO- Vendor Tool Try-Out 供应商工装验证WERS- World Wide Engineering Release SystemWVTA Whole Vehicle Type ApprovalOTS OFF TOOL SAMPLE 用批量生产的工模器具制造出的样件PVS Produktions Versuchs Serie 批量试生产TMA Trial Manufacturing Agreement2TP 两日试生产,主要是验证供应商的批量供货能力OS 零批量,是批量生产前的总演习,批产的全面验证SOP Standard Operation 即批量生产Start-Of-Production Standard Operating Procedure 标准操作程序QSV Qualitaes-Sicherungs-Vereinbarung 质量保证协议BMG Bau-Muster-Genehmigung 产品工程样件性能检验认可Nullserie 零批量QSR 质量体系要求Bias 偏差DB Durability Build 样车阶段lead time n.订货至交货的时间sink mark 缩痕LRR launch readiness reviewYC (Potential Critical Characteristic) 潜在关键特性YS (Potential Significant Characteristic) 潜在重要特性Restriction of Hazardous Substances 简称RoHS SGS, BV, TUV, Intertek, ETC BV-Bureau Veritas 法国国际检验局Front bumper 前保险杠Rear bumper 后保险杠Radiator grille 格栅Headlamp 前大灯Tail lamp-liftgate 尾灯-行李箱盖上Tail lamp-quarter 尾灯-后侧围上Front door trim panel 前门内饰板Rear door trim panel 后门内饰板Interior release handle bezel 内开手把手框Power controls bezel 电动车窗开关框Window interior capping 窗框饰条Exterior mirror 外后视镜Body side moulding 防擦条Cowl grille 通风格栅Roof molding 车顶装饰条Lift gate molding 牌照板支架Lift gate handle 行李箱盖拉手Weather strip_door openings 门框胶条Weather strip_liftgate 行李箱胶条A Pillar Trim A柱B Pillar Trim upper B柱上B Pillar Trim lower B柱下Front scuff Plate 前门槛条Rear scuff plate 后门槛条Back panel trim lower 行李箱门槛条Garnish trim-Quarter windowCowl trim panel A柱下Liftgate upper trim 尾门内饰板上Liftgate side trim 尾门内饰板中Liftgate lower trim 尾门内饰板下IPDefroster panel 除霜盖板Console 中控台Steering column cover 方向机柱上下盖板Cluster 组合仪表Carpet 前地毯Trunk carpet 后地毯Front seat 前座椅2nd row seat 第二排座椅burr(金属) flash(塑件)毛边gap 间隙defective products 不良品finished products 成品disposed products 处理品沿用件COP更改类型Modification原FS号Ori. FS No.图纸日期Spec. Date目标重量Weight Target样件Prototype 备注Comment具体进度Milestones工装样品OTS Sample(BMG) 工装样件Prototype(BS1) 首批样品FBD (PVS) ,EM Temin (no BMG)零批量生产Zero-Production Run (0S)起步生产SOP(开始批量生产)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
OTS
:
OffToolingSample
译为“工程样件”
。
定义:在非生产节拍下,使用批量状态的工装生产的样件,用于验证产品的设计能力。
工程样件得到认可后形成的报告叫
OTS
认可报告
,也叫
工程认可报告
。主要包括:
1.
设计资料(图纸等设计资料)
;
2.PSW(
产品保证书
)
;
3.
PPAP
的目的是用来确定供应商是否已经正确理解了顾客工程设计记录和规范的所有要求,
以及其生产过程是否具有潜在能力,
在实际生产过程中按规定的生产节拍满足顾客要求的产
品。
目的:
1.
确定供方正确理解了客户所有要求;
2.
确定供方是否有能力按照适当节拍进行生产;
3.
确定质量能力是否稳定。
要求:
1.
必须是
1~8
由实验室人员上岗资格证书代替)等。
APQP
、
FMEA
、
SPC
、
MSA
、
PPAP
为质量管理五大工具,
也称品管五大工具
OTS
认可报告。
SOP
:
StartOfProduction
译为“开始量产”
,
即产品可以进行大批量生产了。
EOP
:
EndofProduction
译为“量产结束”
,是指产品生命周期结束,停止量产,此后配件一般不再批量生产和
提供,但为满足售后需要,有时还需要组织生产,但往往是按确定的订单来生产。
APQP
:
过程流程图;
6.PFMEA-
过程潜在失效模式及后果分析;
7.
工艺设备调查表;
8.
工装模具一览表;
9.
检验设备一览表;
10.MSA
测量系统分析;
11.Cpk & Ppk-
初始过程能力研究;
12.Control plan
生产控制计划;
13.
包装认可报告;
14.
其他客户特殊要求的,
IMDS
、包装指导书,产能分析表、具有资格的实验室文件(可以
检验合格报告(尺寸、性能、外观合格报告)
;
4.
样件控制计划(
CP
)
;
5.
设计失效模式分析
DFMEA
(一般不提交)
;
6.
实验报告及实验室资质证明;
7.
材料(如金属、橡胶、塑料)的材质保证书或材质检测报告;
8.BOM
表(分供方清单)
;
9.
测量系统分析(
MSA
)等。以上均为供方提供,受到需方审核。需方反馈供方时,输出为
小时内连续生产的
300
件或以上零件(除非客户书面说明不强制要求)
;
2.
生产过程等同于正式批量生产的状态,须考虑模具、量检具、工装等;
3.
必须是独立生产过程的零件,须考虑模腔、相同的生产线等;
PPAP
文件包含:
1.PSW
;
2.BOM
;
3.
检测报告(
4
种类型)
;
4.
产品特殊特性清单;
5.Process flow diagram
FEMA
:
FailureModeandEffectAnalysis
译为“失效模式和效果分析”
,
是一种用来确定潜在失效模式及其原因的分析方法。
是
FMA
(故障模式分析)和
FEA
(故障影响分析)的组合。
它对各种可能的风险进行评价、
分析,
以便在现有技术的基础上消除这些风险或将这
些风险减小到可接受的水平。
具体来说,
译为
“测量系统分析”
,
使用数理统计和图表的方法对测量系统的分辨率和误差进行分
析,
以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,
并确定测量系统误差
的主要成分。
PPAP
:
ProductionPartApprovalProcess
译为“生产件批准程序”
,
包括生产件和散装材料在内的生产件批准的一般要求。
虑和论述。
SPC
:
StatisticalProcessControl
译为
“统计过程控制”
,
是一种借助数理统计方法的过程控制工具。
它对生产过程进行
分析评价,
根据反馈信息及时发现系统性因素出现的征兆,
并采取措施消除其影响,
使过程
维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
MSA
:
MeasurementSystemAnalysis
开发各阶段中,
当设计有变化或得到其他信息时及时不断地修改,
并在图样加工完成之前结
束。其评价与分析的对象是最终的产品以及每个与之相关的系统、子系统和零部件。
需要注意的是,
d-FMEA
在体现设计意图的同时还应保证制造或装配能够实现设计意
图。因此,虽然
d-FMEA
不是靠过程控制来克服设计中的缺陷,但其可以考虑制造
/
过程控制提供了良好的基础。
PFMEA
:
ProcessFailureModeandEffectsAnalysis
译为“过程失效模式及后果分析”
,是由负责制造
/
装配的工程师
/
小组主要采用的一种
分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因
/
机理已得到充分的考
通过实行
FMEA
,
可在产品设计或生产工艺真正实
现之前发现产品的弱点,可在原形样机阶段或在大批量生产之前确定产品缺陷。
FMEA
包括:
DFMEA
和
PFMEA
DFMEA
:
DesignFailureModeandEffectsAnalysis
译为“设计失效模式及后果分析”
,是指设计概念形成之时或之前开始,并且在产品
AdvancedProductQualityPlanning
译为“先期产品质量策划”
,
是
QS9000/TS16949
质量管理体系的一部分。
定义:是一种用来确定和制定确保某产品使顾客满意所需步骤的结构化方法。
目的:
1.
引导资源,使顾客满意;
2.
促进对所需更改的早期识别;
3.
避免晚期更改;
4.
以最低的成本及时提供优质产品。