永久不锈钢阴极板安装维护手册
永久不锈钢阴极板使用实践
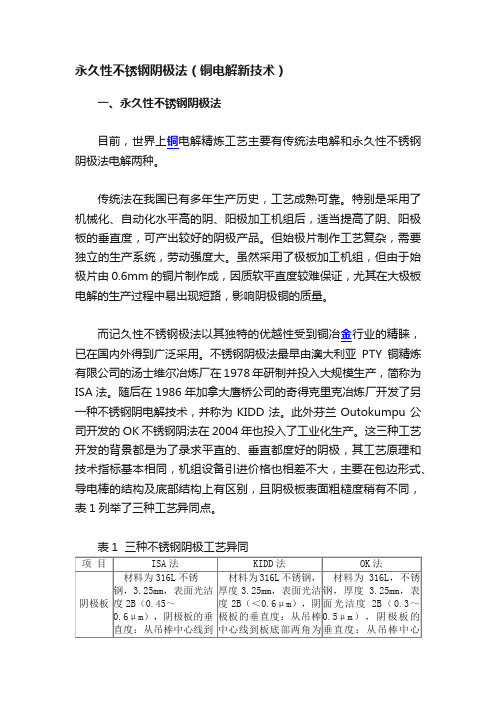
图1 不锈钢阴极板结构
(1)将阴极铜熔炼浇铸成铜方坯,并将方坯挤压成实心铜棒;将不锈钢无缝圆管辊压形成与铜吊棒合适的形状;通过冷挤压复合的方式使无缝不锈钢管与紫铜棒复合成型至设计尺寸大小,并紧密结合,然后切割成阴极板所需的最终长度,制作成钢包铜复合导电梁;不锈钢包铜复合导电梁上局部铣出榫槽,两端底部铣出紫铜,并成一定圆弧。
面变形。
不锈钢阴极板使用时间越久,不锈钢阴极变形越严重,数量就越多,当阴极板板面平整度和悬垂时,为了避免极间短路和长粒子,必须将
阴极铜的剥离难易程度主要取决于阴极铜与阴
刷光机得到恢复。
首先将夹边条取下,用专用铲子去除阴极板板面未剥净的铜,去除表面毛刺与铜粉,用角磨机将板面附着的不导电结垢去除,使用角磨机时应用力均匀。
阴极保护工程手册
阴极保护工程手册简介阴极保护是一种常用的金属防腐技术,通过施加电流,以实现对金属结构的保护。
本手册将介绍阴极保护工程的基本原理、常见的施工方法、设备选型以及运行与维护等方面的知识,旨在为工程师和技术人员提供参考。
目录1.原理介绍2.阴极保护工程的分类3.基本施工方法4.设备选型与配置5.阴极保护工程的验收标准6.运行与维护1. 原理介绍阴极保护是一种通过外部电流施加于金属表面,改变金属电化学反应而实现的防腐技术。
通过施加足够的负电位,使金属结构达到阴极极化状态,从而减少或消除金属表面的腐蚀过程。
阴极保护通常应用于长期暴露在海洋环境中的钢结构,如桥梁、码头、海上石油平台等。
2. 阴极保护工程的分类阴极保护工程按照施工方式可分为两类:外部阴极保护和内部阴极保护。
外部阴极保护主要通过在金属结构表面施加电流来达到保护效果,而内部阴极保护则是通过在金属结构内部注入抗腐蚀剂或添加活性物质来达到防腐目的。
3. 基本施工方法阴极保护工程的基本施工方法包括如下几个步骤:1.表面准备:对金属表面进行清洁、除锈、打磨等处理,使其达到适合施工的状态。
2.电流设计:根据金属结构的材料、尺寸和使用环境等因素,计算出所需的阴极保护电流。
3.设备安装:根据电流设计要求,选择合适的电源设备,并按照相关规范将其安装到金属结构上。
4.电极布置:根据金属结构的形状和尺寸,合理布置阴极和阳极电极,确保电流分布均匀。
5.电流接入:将电源与阴极和阳极电极连接起来,形成完整的电流回路。
6.监测系统:安装合适的监测设备,定期检查电流和结构的防腐效果,并进行必要的调整和维护。
4. 设备选型与配置在阴极保护工程中,电源设备的选型和配置很关键。
需要考虑金属结构的尺寸、含盐量、使用环境等因素。
一般情况下,阴极保护工程使用直流电源,电流大小根据实际情况确定。
除了电源设备,还需要选择合适的电极材料和阴极保护剂。
电极材料应具有良好的导电性能和抗腐蚀能力。
阴极保护剂的选择要考虑金属结构的材料和使用环境等因素,以提供有效的防腐蚀效果。
KXD_KXG安装维护手册
或:国产品牌国标ISO-32#抗磨液压油
图4
加油口在正上方12点位置注油。
EX.24 EX.19 only for 15KX...
13
67 13a
KXD
13d Oil level
KXG
液面
加至此通气口处溢油即可! (如负载较大适当添加油液即可)
表C1
混入体积 % 20 30 40 50 沸点 101℃ 103℃ 103℃ 104℃ 冷凝点 -8℃ -14℃ -22℃ -33℃
文件编号 TBTC001 10/07/19
安装结束后示意图:
安装过程中示意图:
安装结束后目测膜片 ——没有扭曲形变!
×3
TRANSFLUID s.r.l. Via Guido Rossa, 4 21013 Gallarate (VA) Italy Tel. +39-0331,28421 Fax +39-0331,2842911 E-mail: info@transfluid.it Internet: www.transfluid.eu
同心度要求(RPM) 500 y-z 1000 x 1001 y-z 2000 x
B1
M1 *
15 5 19 0.25 24 27 29 * 最小轴端间距 6 0.35 0.20 0.15 0.25
2“ 1/2 E
2 x 0,3
435 440 506 511 626 632 655 661 3” 1/2 E 2 x 0,65 3“ E 2 x 0,45
AGIP CALTEX CASTROL CHEVRON ESSO FINA KLÜBER MOBIL TEXACO TOTAL CALTEX KLÜBER TEXACO
nVent ERICO Cadweld 阴极连接系统说明书
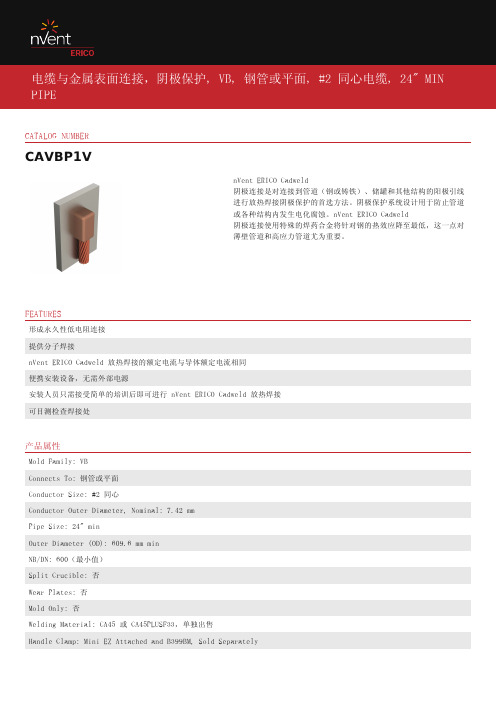
CATALOG NUMBERCAVBP1VnVent ERICO Cadweld阴极连接是对连接到管道(钢或铸铁)、储罐和其他结构的阳极引线进行放热焊接阴极保护的首选方法。
阴极保护系统设计用于防止管道或各种结构内发生电化腐蚀。
nVent ERICO Cadweld阴极连接使用特殊的焊药合金将针对钢的热效应降至最低,这一点对薄壁管道和高应力管道尤为重要。
FEATURES 形成永久性低电阻连接提供分子焊接nVent ERICO Cadweld 放热焊接的额定电流与导体额定电流相同便携安装设备,无需外部电源安装人员只需接受简单的培训后即可进行 nVent ERICO Cadweld 放热焊接可目测检查焊接处产品属性Mold Family: VBConnects To: 钢管或平面Conductor Size: #2 同心Conductor Outer Diameter, Nominal: 7.42 mm Pipe Size: 24" minOuter Diameter (OD): 609.6 mm min NB/DN: 600(最小值)Split Crucible: 否Wear Plates: 否Mold Only: 否Welding Material: CA45 或 CA45PLUSF33,单独出售Handle Clamp: Mini EZ Attached and B399BM, Sold SeparatelyPrice Key: PEase of Use: 简单ADDITIONAL PRODUCT DETAILS对于诸如计算机房、隧道或其他通风不畅区域的应用,请指定无烟 nVent ERICO Cadweld Exolon模具。
订购时,向标准模具部件号添加 XL 前缀(例如,将 TAC2Q2Q 更改为 XLTAC2Q2Q)。
Similarly, nVent ERICO Cadweld Exolon welding material is also designated by the XL prefix (for example, 150 becomes XL150).应进行测试焊接,以检查是否有可能焊穿薄壁部分,并确定有害的冶金效应。
阴阳极板制造设备维护保养制度
阴阳极板制造设备维护保养制度1 范围本制度适用于阴阳极板制造工段设备。
2 阴极板制造设备维护保养2.1 氩弧焊设备维护和保养2.1.1 安全注意事项2.1.1.1 有无异常振动、声音、气味;2.1.1.2 电缆连接处有无异常发热;2.1.1.3 打开电源开关是焊机冷去却风扇转动是否灵活;2.1.1.4 开关有无接触不良;2.1.1.5 电缆有无短接;2.1.2 巡回检查2.1.2.1 电器连接处焊机输入侧输出侧电缆连接处的禁锢螺钉是否松动,有无因生锈等接触不良现象,绝缘有无问题。
2.1.2.2 接地线焊机机壳是否安全接地。
2.1.2.3 消除焊机内部灰尘晶闸管冷却板积有灰尘,会造成散热不良,给晶闸管带来不利影响。
变压器等绕组处积有灰尘,会造成绝缘恶化。
因此应半年检查一次,卸下侧板,顶盖,用干燥的压缩空气对有关部位进行除尘。
2.1.2.4 高频调整通常情况下请勿触摸火花电极(火花电极间距调整1mm),电极表面不平,污物显著时,请打磨表面,将各电极间距距离调整为1mm.动作异常时的检查要点2.1.3 故障处理2.1.3.1 不引弧、无高频1)控制电路保险熔断2)火花间隙过宽或短路3)焊具开关电缆断线4)焊接方法切换开关设置‘手工焊’2.1.3.2 有弧高频但不引1)忘接母材侧电缆或接触不良2)焊具电缆、母材电缆断线3)钨极母材间距离过大4)电源电压过低(380V±10%为好)2.1.3.3 电弧不稳、引弧困难、断弧 1)钨电极过粗(相对于电流值)气体不流通 2)使用纯钨电极(应用钍钨电极或铈钨极) 3)使用纯氩以外的保护气体 4)气体流量过大 2.1.3.4 送气不良 1)气管中途弯折 2)焊具被脏物堵塞 3)气阀不动作2.1.3.5 气体畅通不止 1) 气管接头处漏气 2)气阀故障2.2 阴极导电棒安全注意事项阴极导电棒设备工作中可能发生的故障及消除方法。
名称故障产生原因消除方法1:重磨轴颈或刮削轴瓦 2:检查润滑情况,清理 油路 1:轴和轴瓦咬住曲轴曲轴的轴承发热导轨发热2:润滑情况不良 3:曲轴与轴瓦间隙太小 3:调整间隙 1:导轨间隙太小2:导轨内润滑不良 3:滑块与导轨咬住1:调松导轨间隙 2:检查润滑情况 3:刮削导轨 滑块连杆1:拧紧锁紧块2:拧紧盖板螺钉,并扳 动球头螺丝,以测松紧 程度连杆与球头螺丝松开,1:锁紧块松动滑块内有响声 2:环行盖板松动踏下脚踏开关时,离合1:工作键的拉力弹簧断裂或太松器不动作。
阴极保护工程技术手册
阴极保护工程技术手册实例应用篇一、钢质管道阴极爱护方法与设计1、钢质管道牺牲阳极阴极爱护:①设计运算:管道表面积运算:S=2πrLS—管道表面积 r —管道半径 L—管道长度管道爱护电流运算:I =S IaI—管道爱护电流S—管道表面积Ia—管道爱护电流密度)阳极输出电流:Ia=△E/RIa—阳极输出电流A △E—阳极有效电位差VR—回路总电阻R阳极数量:N=f.IA/IaN—阳极数量IA—所需爱护电流A Ia—单支阳极输出电流A F—备用系数,取2-3倍阳极使用寿命:T=0.85 W/ωIT —阳极工作寿命a W—阳极净质量,kgω—阳极消耗率kg/(A.a) I—阳极平均输出电流,A②设计、安装说明:1、一样牺牲阳极工程采纳镁合金牺牲阳极,规格通常为22公斤/支,也有采纳14公斤、11公斤、8公斤的规格,一样安装时单支焊接或两支阳极并联为一组安装。
2、假如是并联焊接,相邻阳极组最好分布在管道两侧。
阳极组距管道外壁约2.0m左右,距管道外壁最少不小于300mm;最小埋深部不小于1m。
可依照现场实际情形,按照有关标准规范适当调整阳极位置。
3、假如阳极采纳4支一组,同侧阳极组间距最低不小于2米。
4、阳极钢芯与电缆连接,采纳焊锡灌注,以减少接触电阻,同时应保持连接处的绝缘密封,需包覆环氧树脂玻璃布,然后再采纳热收缩套管,加以密封和绝缘,阳极的钢芯一端阳极端面,须涂环氧树脂,确保该端面不起作用,其他五面要清洁洁净,放入盛有阳极填充料的棉布口袋中。
5、阳极电缆可用10mm2电缆,可用vv-1kv/1x10mm2。
6、牺牲阳极与钢管可采纳铝热焊剂直截了当将阳极电缆焊接于钢管上,安装前,第一在管道防腐层上切割出一个100mm*100mm 的焊接口,或依照焊接施工情形对焊接口大小进行相应调整。
并清理焊接口保持表面干燥和清洁,以保证焊接质量。
焊接完成后采纳补伤片补伤,认真修复焊接处的防腐层,保证该处密封绝缘。
7、阳极安装在阳极坑后进行回填,在回填土中不应含有砖、石等,若坑内较干燥时,应在阳极外的布袋上盖上一层薄土后,向坑内灌水,使阳极布袋内的填料饱和吸满水,然后再回填并夯实,复原地坪。
阴极保护工程技术手册基础知识
阴极保护工程技术手册基础知识一、阴极维护简介:每种金属浸在一定的介质中都有一定的电位,称之为该金属的腐蚀电位〔自然电位〕。
腐蚀电位可表示金属失掉电子的相对难易。
腐蚀电位愈负愈容易失掉电子,我们称失掉电子的部位为阳极区,失掉电子的部位为阴极区。
阳极区由于失掉电子〔如,铁原子失掉电子而变成铁离子溶入土壤〕遭到腐蚀而阴极区失掉电子遭到维护。
阴极维护的原理是给金属补充少量的电子,使被维护金属全体处于电子过剩的形状,使金属外表各点到达同一负电位,金属原子不容易失掉电子而变成离子溶入溶液。
完成这一目的的方法有两种:一种是牺牲阳极阴极维护,一种是外加电流阴极维护。
牺牲阳极阴极维护是将电位更负的金属与被维护金属衔接,并处于同一电解质中,使该金属上的电子转移到被维护金属上去,使整个被维护金属处于一个较负的相反电位下。
此方法普遍运用于维护小型〔电流普通小于1安培〕或处于低土壤电阻率环境下〔土壤电阻率小于100欧姆.米〕的金属结构。
如,城市管网、小型储罐等。
外加电流阴极维护是经过外加直流电源以及辅佐阳极,迫使电流从阳极体经过土壤流向被维护金属,使被维护金属结构电位低于周围环境。
该方式主要用于维护大型或处于高土壤电阻率土壤中的金属结构,如:长输埋地管道,大型罐群等。
二、阴极维护相关定义:1、自然电位:自然电位是金属埋入土壤后,在无外部电流影响时的对地电位。
自然电位随着金属结构的材质、外表状况和土质状况,含水量等要素不同而异,普通有涂层埋地管道的自然电位在-0.4V~0.7V(CSE)之间,在雨季土壤湿润时,自然电位会偏负,普通取平均值-0.55V。
2、维护电位:维护电位是指阴极维护时使金属腐蚀中止时所需求的电位值。
3、维护电流密度:维护电流密度系指被维护构筑物单位面积上所需的维护电流。
4、最小维护电流密度:使金属腐蚀下降到最低水平或中止时所需求的维护电流密度,称作最小维护电流密度,其常用单位为mA/m2表示。
处于土壤中的暴露金属,最小维护电流密度普通取10mA/m2。
维护----管道阴极保护
1 管理内容1.1阴极保护系统投运前的准备:(1)阴极保护系统设施、设备的检查:必须认真检查阴极保护站、恒电位仪、深井阳极、埋地电缆、测试桩等部件的完好、接线正确与否,运行前无障碍因素。
(2)供电系统和电气设备的安全检查:按有关“电气安装规程”检查交流380V/50H电源电缆、防雷、接地装置的完好无损。
(3)管线和绝缘状况检查:检查管线系统本身有否良好的导电性,跨接的电缆是否完好;管线沿线的阀门、仪表井均应有良好的防腐层绝缘。
管线与其它类型管线或金属构筑物不应有“短接”等故障,。
(4)测量仪器及工具、记录表格的准备:应准备好运行时需要的数字万用表、接地电阻测试仪、便携式参比电极、螺丝刀、电笔、老虎钳、保险丝等仪器工具,以及数据记录表格。
1.2 阴极保护系统的运行:(1)准备工作完成后,在图纸资料、数据、表格齐全和有关专业人员到场情况下,可按使用说明书和有关技术要求进行通电运行。
通电后要严密观察恒电位仪电气参数的变化,注意保护电位上升的情况,同时,要防止过保护和超负载运行,按恒电位仪使用说明书要求的程序调节恒电位仪。
(2)操作调试人员须经技术培训和专业人员指导。
经考核合格后方可上岗操作。
非专业人员一律不准擅自操作。
(3)管线极化和测试:通电后、仪器直流送电,通过阳极井体排流,使管线逐渐极化,电位负向偏移,应保持通电点保护电位在0.85~1.2V之间(相对铜/硫酸铜参比电极),记录输出电压、电流、显示电位的数值。
不断根据管线各点保护电位情况进行调试,直至全线达到-0.85V以上。
连续通电极化24小时以上,极化后测量各测试桩的管/地电位,应保证所有埋地金属保护构筑物保护电位在-0.85V以上。
在此前提下,适当调节通电点电位并保证不超过最大允许电位值。
到此阴极保护系统可正式投入运行。
1.3 极保护系统运行后的管理维护:为保证阴极保护系统不间断安全运行,应按管理维护规程完成以下日常管理维护的工作项目。
(1)阴极保护站:保障供电、配送电、接地、防雷、照明设施的完善,建筑物的完整,环境整洁、通风、做好维修备用件的采购和储存。
浅谈不锈钢阴极板的修复
浅谈不锈钢阴极板的修复乐安胜【摘要】[摘要] 介绍了永久法铜电解中不锈钢阴极板使用过程中出现的几种损坏情况,及采取的相应修复措施和取得的效果, 95%的损坏极板得到了修复。
【期刊名称】中国有色冶金【年(卷),期】2017(046)003【总页数】3【关键词】[关键词] 铜精炼;不锈钢阴极板;修复1978年MIM公司的汤斯维尔铜冶炼厂使用不锈钢阴极板进行铜电解,是铜电解工业跨越式创新。
不锈钢永久阴极主要有三种形式:ISA板、KIDD/EPCM 板、OT板。
这三种不锈钢板的不同点在导电棒和夹边条的形式,ISA板的导电棒是中空不锈钢棒镀铜工艺,OT板和KIDD板是实心铜棒外包不锈钢,KIDD/EPCM板也开发了导电棒采用空心铜型材外包不锈钢;三种板的夹边条形式虽略有不同,但都趋于张紧棒形式,维修安装快捷。
由于均采用了更平直的不锈钢阴极,其工艺技术指标均优于始极片法,被新建铜电解项目采用。
目前这三种板在国内均有应用。
不锈钢阴极板材质为316 L,厚度3.25 mm,表面光洁2B,阳极板的垂直度从吊棒中心线到板底部两角为90°,阴极扳底边开有V形槽[1-11]。
30万t不锈钢永久阴极法铜电解项目于2012年10月竣工投产,项目采用EPCM板,于2014年5月系统达产达标[12], 于2015年8月在英国金属交易所阴极铜注册成功。
阴极板是不锈钢板与空心铜棒爆炸式焊接,中间不锈钢套包裹铜棒,两端为空心铜棒,安装铜堵头密封,缝隙注入化学防腐密封剂。
使用聚丙烯夹边条,两边开槽,一边卡住不锈钢板,一边套入加紧棒增加夹紧力,夹边条与不锈钢板之间粘一层专用胶带,不锈钢底部加工V形槽。
不锈钢阴极板参数如表1。
1 不锈钢阴极板生产过程中出现的损坏1.1 板面弯曲变形和弹性变形不锈钢阴板在使用中因操作不精细,容易发生板面弯曲变形。
当阳极板板面不光滑或垂直度没有达到要求,行车下阴极时,极板下降碰到阻挡,行车未及时停车,板面就会挤压弯曲。
阴极保护安装说明中英En
循环水阴极保护系统安装说明INSTALLATION MANUAL OF THE CATHODIC PROTECTION SYSTEM FOR CIRCULATINGWATER青岛双瑞海洋环境工程有限公司SunRui Marine Environment Engineering Company2011-3-21目录CONTENTS1总则 (1)1 GENERAL (1)2编制依据 (1)2 COMPILATION BASIS (1)3外加电流阴极保护系统简介 (1)3 INTRODUCTION OF IMPRESSEDCURRENT CATHODIC PROTECTION SYSTEM (1)4外加电流阴极保护系统的安装 (5)4 INSTALLATION OF IMPRESSEDCURRENT CATHODIC PROTECTION SYSTEM (5)5安装后检查 (9)5 INSPECTION AFTER CONSTRUCTION (9)1总则1GENERAL本安装说明用于AWARAWAR电厂1#和2#机组循环水管道以及开式循环水管道内壁外加电流阴极保护系统的安装。
This installation manual is used to instruct how to install the impressed current cathodic protection (ICCP) system to the circulating water pipes of NO.1 and NO.2 unit in AWAR-AWAR power plant, and to inside of open circulating pipes.2编制依据2COMPILATION BASIS设计院相关图纸及文件;Relevant drawings and documents of designing institute;设计计算书;Design calculation;安装过程中的相关标准。
永久不锈钢阴极板使用实践
300 kt/a铜冶炼 项 目由中国瑞林设 计 院设计 ,第 一 期 200 kt/a于 2012年 年 初 建成 投 产 ,2015年挖 潜 增 效 至 300 kt/a。其 中配 备 960槽 电解 槽 、两 台进 口 电解 专用 吊车 、一 台进 口阳极 整形机组 、两台 国产 阴 极铜 剥片机组 、一 台国产残极洗 涤机组 、进 口不锈钢 阴极 板 38 880块 、国产 阴极板 14 310块 。阴极 板 的 性 能直接影 响阴极铜 的质 量 ,其 中阴极板 的导 电率 直 接 关系着 电解 的槽 电压 ,进而影响铜 电解 的交流 电耗 等关键技术 经济指标 。该 项 目不锈 钢阴极板使用 年限 近 6年 ,其 间主要存在 阴极板悬垂度 变差 ,表 面平整 度 、光洁度及 导电性能变差 等问题 。
Perm anent Stainless Steel Cathode Plate Practice
Wu Wanhua (Zijin Copper Industry Co.,Ltd.,Longyan 364200,China) Abstract:The performance of the stainless steel cathode plate directly affects the quality of the cathode copper,and the conductivity of the cathode plate is directly related to the voltage of the electrolysis,which affects the key technical and economic indicators of the AC consumption of copper electrolysis.In this paper,the application of perm anent stainless steel
铜电解不锈钢阴极板整形修复的原理及技术要求
铜电解不锈钢阴极板整形修复的原理及技术要求不锈钢阴极板又称永久不锈钢阴极板,是一种可以反复使用寿命达15年至20年的冶金设备,永久性不锈钢阴极板电解铜技术自1978 年研制成功而被广泛应用于国内外电解铜行业。
因不锈钢阴极导电横梁结构方式的不同和铜电解工艺的不同,主要包括钢包铜不锈钢阴极和铜包钢不锈钢阴极两种。
而在电积脱铜工艺中主要采用钢包铜结构的不锈钢阴极板。
1不锈钢阴极板的材质与表面要求冷轧 316L 不锈钢材质的选择是因其具有良好的耐蚀性和机械性能,尤其是在电积(电解)工艺中能在表面形成一层坚韧透明的氧化铬薄膜,且这层复合氧化膜具有独特、迅速重新形成的性质,可保证不锈钢阴极表面能反复沉积、剥离。
目前国内外在制作不锈钢阴极板的通用材质为316L,厚度为3.25mm.要使电解铜与阴极板之间有足够的附着力,在电解周期以内不会自行从阴极板表面脱落;又要使电解铜与阴极板之间不能结合太牢,在达到电解周期以后,借助于机械和人力易于从阴极板表面剥离,同时保证高电流效率和电解铜的表面质量和纯度. .电解铜与阴极板之间结合力的最佳值范围为2~10gf/mm2(0.02Mpa~0.1Mpa),处于此结合力范围的电解铜不会自行从板面脱落,同时也易于从板面剥离.。
所以其板材表面要求达到2B Ra1.6μm.不锈钢阴极板的平面度要求电解铜(电积铜)工艺中阴阳极板之间的间距平行度问题,阴极板的翘曲,会导致阴阳极板间电力线不均匀,加剧铜阳极(电解铜工艺中)溶解不均,在电解后期可溶铜阳极会形成大洞或断裂调入电解槽内;在电积脱铜工艺中,会导致阴极铜厚薄不均,质量不好等问题。
严重时会发生短路,发生烧板现象。
整个板面的翘曲变形不能超过5mm不锈钢阴极板的铅垂度阴极板自然挂置时板面重心与地球重心的连线称为铅垂度。
不锈钢阴极板铅垂度也直接影响阴极与阳极的平行间距。
不锈钢阴极板的铅垂度必须控制在5mm以内。
导电横梁的直线度要求导电横梁的弯曲变形会导致板面翘曲。
永久性不锈钢阴极法(铜电解新技术)
永久性不锈钢阴极法(铜电解新技术)一、永久性不锈钢阴极法目前,世界上铜电解精炼工艺主要有传统法电解和永久性不锈钢阴极法电解两种。
传统法在我国已有多年生产历史,工艺成熟可靠。
特别是采用了机械化、自动化水平高的阴、阳极加工机组后,适当提高了阴、阳极板的垂直度,可产出较好的阴极产品。
但始极片制作工艺复杂,需要独立的生产系统,劳动强度大。
虽然采用了极板加工机组,但由于始极片由0.6mm的铜片制作成,因质软平直度较难保证,尤其在大极板电解的生产过程中易出现短路,影响阴极铜的质量。
而记久性不锈钢极法以其独特的优越性受到铜冶金行业的精睐,已在国内外得到广泛采用。
不锈钢阴极法最早由澳大利亚PTY铜精炼有限公司的汤士维尔冶炼厂在1978年研制并投入大规模生产,简称为ISA法。
随后在1986年加拿大鹰桥公司的奇得克里克冶炼厂开发了另一种不锈钢阴电解技术,并称为KIDD法。
此外芬兰Outokumpu公司开发的OK不锈钢阴法在2004年也投入了工业化生产。
这三种工艺开发的背景都是为了录求平直的、垂直都度好的阴极,其工艺原理和技术指标基本相同,机组设备引进价格也相差不大,主要在包边形式、导电棒的结构及底部结构上有区别,且阴极板表面粗糙度稍有不同,表1列举了三种工艺异同点。
表1 三种不锈钢阴极工艺异同由于均采用不锈钢阴极取代传统工艺的始极片,其工艺技术指标有了较大改善并优于传统法。
表2为传统法和不锈钢阴极法两工厂的设计参数和指标。
表2 两工厂的设计参数和指标从表中可以看出,不锈钢阴极法电解精炼工艺指标主要特点有:(1)极距小,电流密度高:因阴极平直,不容易短路,所以不锈钢阴极可采用较小极距和较高的电流密度。
(2)阴极周期短:不锈钢阴极法一般采用较短的阴极周期,通常为6~8天,一般是阳极周期的1/3。
短期可以减少阴极铜长粒子的机会,有利于阴极铜质量的保证。
(3)残极率低:由于不锈钢阴极平直,电力线分布均匀,不容易短路,所以阳极溶解更均匀,不会在电解后期形成大洞或断裂掉入槽内,残极率可以降低到12%~16%。
阴极保护操作维修手册
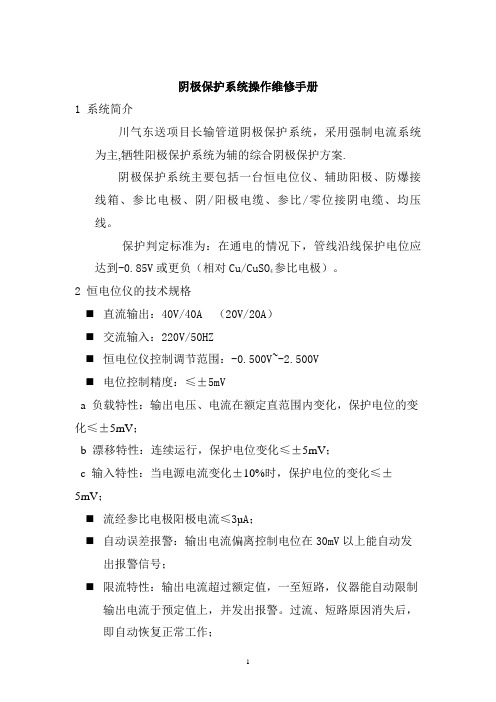
阴极保护系统操作维修手册1 系统简介川气东送项目长输管道阴极保护系统,采用强制电流系统为主,牺牲阳极保护系统为辅的综合阴极保护方案.阴极保护系统主要包括一台恒电位仪、辅助阳极、防爆接线箱、参比电极、阴/阳极电缆、参比/零位接阴电缆、均压线。
保护判定标准为:在通电的情况下,管线沿线保护电位应达到-0.85V或更负(相对Cu/CuSO4参比电极)。
2 恒电位仪的技术规格⏹直流输出:40V/40A (20V/20A)⏹交流输入:220V/50HZ⏹恒电位仪控制调节范围:-0.500V~-2.500V⏹电位控制精度:≤±5mVa 负载特性:输出电压、电流在额定直范围内变化,保护电位的变化≤±5mV;b 漂移特性:连续运行,保护电位变化≤±5mV;c 输入特性:当电源电流变化±10%时,保护电位的变化≤±5mV;⏹流经参比电极阳极电流≤3 A;⏹自动误差报警:输出电流偏离控制电位在30mV以上能自动发出报警信号;⏹限流特性:输出电流超过额定值,一至短路,仪器能自动限制输出电流于预定值上,并发出报警。
过流、短路原因消失后,即自动恢复正常工作;⏹抗交流干扰能力:当参比电极受到24V以下交流电干扰时,仪器正常工作;⏹防雷击余波:阳极、阴极、参比电极能承受20kV,重复周期1到5秒,脉冲宽度约为25秒的脉冲波,时间为1分钟,仪器能正常工作。
3 强制电流阴极保护系统操作说明3.1 阴极保护系统启动前需测试和记录的参数(1)土壤电阻率(2)管线(罐)对地自然电位(Cu/CuSO4参比电极)(3)阳极地床接地电阻3.2 启动阴极保护系统(1)启动电源前,再次核对阴极电缆与管线相连、阳极电缆与阳极地床相连;(2)确认电源输出电流、电压正常;(3)按设计图纸,连续测量并记录汇流点电位,直至数据稳定;再根据测试结果相应调节阴极保护系统,以确保满足保护准则:被保护钢结构保护电位应达到-0.85V或更负(相对Cu/CuSO4参比电极)。
钢结构设备维修手册
钢结构设备维修手册1. 引言钢结构设备在现代工业中扮演着重要的角色,因其优异的性能而被广泛应用于建筑、桥梁、机械设备等领域。
为了确保钢结构设备的正常运行和延长其使用寿命,及时进行维修是至关重要的。
本手册将详细介绍钢结构设备的维修方法和注意事项,帮助维修人员及时进行维护和修复。
2. 钢结构设备维修前的准备在进行钢结构设备维修前,首先需要对设备进行全面的检查和评估。
维修人员应该了解设备的工作原理和结构,熟悉设备的维修手册和相关技术规范。
同时,准备好所需的工具和备件,确保工作的顺利进行。
3. 维修方法3.1 清洁和涂漆钢结构设备在使用过程中容易受到腐蚀和污染,因此定期进行清洁和涂漆是维修的重要步骤。
清洁可以去除表面的污垢和腐蚀物,涂漆可以形成一层保护膜,延长设备的使用寿命。
3.2 螺栓紧固和拧紧钢结构设备中的螺栓连接是非常重要的,螺栓的松动会导致设备的不稳定和安全隐患。
维修人员应该定期检查设备中的螺栓,发现松动及时拧紧或更换。
3.3 表面修复设备表面的磨损和损坏是维修的常见问题。
维修人员可以使用喷焊、打磨和涂覆等方法修复钢结构设备的表面,恢复其原有的功能和外观。
3.4 零部件更换钢结构设备中的部分零部件可能因长期使用而磨损或损坏,需要及时更换。
在更换零部件时,维修人员应该选择与原件相匹配的零部件,确保设备的稳定性和正常运行。
4. 维修注意事项4.1 安全第一在进行钢结构设备维修时,维修人员应始终将安全放在首位。
必须佩戴合适的防护设备,遵守相关的安全操作规程,确保人身和设备的安全。
4.2 定期维护钢结构设备需要定期维护,预防性的维修可以减少突发故障和损坏的发生。
维修人员应制定维护计划,按时进行设备的检查、清洁和润滑等工作。
4.3 注意环境因素钢结构设备的维修需要考虑周围环境的因素,如温度、湿度、腐蚀性物质等。
在维修过程中,维修人员应根据实际情况选择合适的材料和方法,确保维修效果和设备的稳定性。
5. 总结钢结构设备的维修是确保设备长期稳定运行的重要环节。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安 装 维 护 手 册
三门三友冶化技术开发有限公司 2010 年 9 月 10 日
® SY
三 友 三门三友冶化技术开发有限公司 Sanmen Sanyou Metallurgy & Chemical Technologies Co., Ltd.
永久不锈钢阴极板安装维护手册 一、安装:
准备: 安装工具:橡皮榔头、美工刀 安装材料:绝缘胶带、夹边条(夹紧圆棒) 安装母体:永久不锈钢阴极板
清洗: 安装前对阴极板板面进行清洗或擦拭,具体视现场情况而定。保 证板面清洁即可
装绝缘胶带: 根据安装尺寸需要将绝缘胶带均匀、对称的贴在阴极板上。粘贴 过程中避免出现气泡和褶皱的情况出现。
装夹条: 取一条夹边条,一手将夹口平直的对准阴极板的边缘,对准后另 一手以榔头均匀敲击夹边条,使整条夹边条固定在阴极板上。
表面光洁度是影响剥片性能的关键因素,初始的 2B 光洁度提供 了足够的粘结性能,使阴极可以在电解车间内安全运输,且可以很容 易地用永久不锈钢阴极板剥片机组剥离。只有在难以用正常方式剥铜 时,才应该考虑对阴极板抛光,以恢复其表面条件。总体原则是,不 能机械剥离但是能手动剥离的阴极板不需要进行表面修整。一些阴极 板不能机械剥离的原因是铜沉积层太薄,而不是由于表面条件差。如 果铜沉积层薄,而非阴极板上铜弯曲(剪切),铜就会随不锈钢板一起 移动。阳极老化、电极几何形状维护差、电流分布差以及电流密度高 都会造成阴极物理质量差,可能需要尽早剥片。
如果有局部脱离,可直接将夹边条敲击回原位即可恢复使用效 果。
® SY
三 友 三门三友冶化技术开发有限公司 Sanmen Sanyou Metallurgy & Chemical Technologies Co., Ltd.
维护与保养 阴极板的平整度和垂直度对保持电流的均匀分布及电流效率作
用极为重要。未垂直悬挂的阴极板会导致电流分布不均,从而造成进 一步的短路和阴极质量问题。如果没有正确校直。这些阴极板就会损 坏明显。
板面受外力撞击 1、板面校平 面要求见
变形
2、调垂直度
附件
对划痕进行打磨、 3 阴极板 板面受外力刮擦
抛光
V型槽破损
修复V型槽或送厂 家修复
四、附件
不锈钢阴极板技术标准: 平直度: < +/- 5.5 mm 板面下部:< +/- 5.5 mm 板面中间:< +/- 4 mm 板面上部:< +/- 3 mm
® SY
三 友 三门三友冶化技术开发有限公司 Sanmen Sanyou Metallurgy & Chemical Technologies Co., Ltd.
SYA
SYB
SYC
SY1
SY2
SY3
SY4
SY5
SY6
SY7
SY8
SY9
正确的抛光方法至为重要。阴极板应采用合适的抛光介质进行抛 光,且应安放在正确的设备上,并以建议的速度进行操作。只有表面 受损的区域才应进行抛光。抛光过度通常会引起电极的预剥离,造成 电解车间严重的安全事故.以及电流分布的变化。如果在速度太高的 设备上进行抛光,阴极板就有擦伤的可能.从而导致不锈钢板的裂隙 腐蚀。
® SY
三 友 三门三友冶化技术开发有限公司 Sanmen Sanyou Metallurgy & Chemical Technologies Co., Ltd.
三、阴极板保养维护表
序号 名称 1 夹边条
内容 局部脱离 损坏、掉落
处理方法 以榔头敲击复原
重新装夹边条
备注
2 导电棒 触点残留污垢
去除污垢
装夹紧圆棒: 将圆棒敲入夹边条圆弧卡槽内,圆棒应在近导电棒侧露出,方便 拆卸。
® SY
三 友 三门三友冶化技术开发有限公司 Sanmen Sanyou Metallurgy & Chemical Technologies Co., Ltd.
圆棒露头 拆卸:
经过一定的使用周期,夹边条受到外界影响出现局部脱离或者损 坏而影响生产时,必须对其进行拆卸,其操作顺序与安装时相反。