控轧控冷的应用
棒材轧制中控制轧制和控制冷却的应用

棒材轧制中控制轧制和控制冷却的应用姓名:迟璐全班级:学号:棒材轧制中控制轧制和控制冷却的应用迟璐全材料成型及控制工程12级[摘要]控制轧制(Contorlled Rollign)是在热轧过程中通过对金属加热制度、变形制度和温度制度的合理控制,使热朔性变形与固态相变结合,以获得细小晶粒组织,使钢材具有优异的综合力学性能的轧制新工艺。
控制冷却(controlled Cooling)是控制轧后钢材的冷却速度达到改善钢材组织和性能的目的。
控制轧制和控制冷却相结合能将热轧钢材的两种强化效果相加,进一步提高钢材的强韧性和获得合理的综合力学性能。
并介绍了棒材轧制过程中控制轧制和控制冷却工艺的特点,金属学理论。
分析了控制轧制和控制冷却工艺对热轧棒材的影响,并提出目前需要研究的问题。
[关键词]热轧棒材控制轧制控制冷却ABSTRACT:Controlled rolling is in the process of hot rolled through the metal heating system, reasonable control of the deformation and temperature, and to integrate the thermal plastic deformation and solid-state phase transformation to obtain fine grain structure, make the excellent comprehensive mechanical properties of steel rolling process. Is controlled cooling after controlled rolling steel cooling speed to achieve the purpose of improving the microstructure and mechanical properties of steel. Controlled rolling and controlled cooling could add those two kinds of reinforcement effect of hot rolling steel, further improve the tenacity of steel and have a reasonable comprehensive,mechanical,properties.Anintroductionwasmadetothefeaturesandmetallo graphicaltheoryofrollingcontrolandcoolingcontrolprocessesduringbarrolling.Theeffects oftherollingcontrolandcoolingcontrolprocessesonthehotrolledbarswereanalyzed.Proble mstoberesearchedatpresentwerealsoputforward.KEY WORDS: hotrolledbars rollingcontrol coolingcontrol1.引言控制轧制和控制冷却技术是近十多年来国内外新发展起来的轧钢生产新技术,受到国际冶金界的重视。
控轧控冷工艺的发展及应用

控轧控冷工艺的发展及应用摘要控轧控冷工艺是把钢坯加热到适宜的温度,轧制时控制变形量和变形温度及轧后按工艺要求来冷却钢材。
控轧主要用于轧制细晶粒结构钢,主要原理是在终轧后当钢板在轧机上运行至“再结晶”完成的温度时,选用合适水冷方式获得理想延展性和韧性。
关键词变形量变形温度再结晶1 前言1.1 控轧控冷就是控制轧制和控制冷却,也叫TMCP(热机械变形轧制)+ACC。
比较适合于低碳微合金钢,特别是Nb、V 、Ti复合的。
1.2 控制轧制:是在调整钢的化学成分的基础上,通过控制加热温度、开轧温度,轧制过程温度、变形制度等工艺参数,控制奥氏体状态和相变产物的组织状态,从而达到控制钢材组织性能的目的.1.3 控制冷却:是通过控制热轧钢材轧后的冷却条件来控制奥氏体组织状态、控制相变条件、控制碳化物析出行为、控制相变后钢的组织和性能。
1.4 TMCP:控制轧制和控制冷却技术结合起来,能够进一步提高钢材的强韧性和获得合理的综合性能,并能够降低合金元素含量和碳含量,降低生产成本。
通过控轧控冷生产工艺可以使钢板的抗拉强度和屈服强度平均提高约40~60MPa,在低温韧性、焊接性能、节能、降低碳当量、节省合金元素以及冷却均匀性、保持良好板形方面都有无可比拟的优越性。
2 发展历程2.1 控轧控冷工艺主要是用于生产板材的技术。
该技术的核心是在轧制过程中通过控制加热温度、轧制过程、冷却条件等工艺参数,改善钢材的强度、韧性、焊接性能。
2.2 控制轧制工艺主要用于含有微量元素的低碳钢种,钢中常含有铌、钒、钛,其总量一般小于0.1%。
依据《塑性变形和轧制原理》控制轧制的内容是控制轧制参数,包括温度、变形量等,以控制再结晶过程,获得所要求的组织和性能。
根据塑性变形、再结晶和相变条件,控制轧制可分为三阶段,如下所述。
(1)在奥氏体再结晶区控制轧制:适用于轧制低碳优质钢普通碳素钢低合金高强度钢。
(2)在奥氏体未再结晶区控制轧制:适用于轧制含有微量合金元素的低碳钢,如含铌钛钒得低碳钢。
控制轧制和控制冷却技术的应用课件

(7)半无头轧制 半无头轧制工艺:将几块中间坯焊接在一起,然 后通过精轧机进行连续轧制。在进入卷取机之 前,用一台高速飞剪将其分切到要求的卷重。
作用: 1)有利于生产超薄带钢和宽而薄的带钢,拓宽产 品大纲; 2)稳轧制条件以利于产品质量; 3)消除了与穿带和甩尾的麻烦; 4)显著提高了轧机的作业率和金属收得率。
(4)步进式加热炉布置的薄板坯连铸连轧生产 线
缓冲时间的大小取决于步进炉内钢坯的存放量, 一般设计上可以考虑缓冲时间取1.5-2.0h。
(5)单流单机座炉卷轧机(TSP)
适合多品种、低投资为目的的配置方式。采用单 机座炉卷轧机,铸坯厚度为50-70mm,最小产品厚 度1.5mm,设计年产量为50万t。最大缺点:带钢 表面粗糙度不好 。
10 控制轧制和控制冷却技术的应 用
10.1 控制轧制和控制冷却技术在钢板生产 中的应用 10.1.1 热轧带钢的控制轧制和控制冷却 5个步骤: 1) 加热中,微合金化元素碳氮化合物的溶 2) 解。 2)再结晶临界温度以下施以大的变形。
3) 微合金化元素碳氮化合物的变形诱导析 出延缓再结晶。 4)未再结晶并强烈变形的奥氏体发生相变。 5)分配冷却剂量来控制冷却和调整所 需要的卷取温度。
10.1.4.5 薄板坯连铸连轧生产线的配置 典型的薄板坯连铸连轧生产线工艺流程: 钢水中间包结晶器二冷区飞剪机 均热炉高压水除鳞(立辊轧边机) (粗轧机组)保温炉高压水除鳞 精轧机组近距离卷取机层流冷却远 距离卷取机打包入库。
(1)只有精轧机的薄板坯连铸连轧生产线
两条生产线的区别: 这种配置线铸坯厚度约为50-70mm,设计年产量多 在150万t,产品最小厚度1.0mm。
控制轧制及控制冷却技术在型钢生产中的应用

控制轧制及控制冷却技术在型钢生产中的应用一、引言型钢是一种重要的金属材料,在建筑、汽车制造、机械制造等领域具有广泛的应用。
为了提高型钢的质量和性能,控制轧制及控制冷却技术被广泛应用于型钢生产中。
这些技术通过精确控制轧制工艺参数和冷却过程,可以有效提高型钢的强度、塑性和表面质量,满足不同领域对型钢材料性能的需求。
二、控制轧制技术的应用1. 调整轧制温度和速度在型钢轧制中,通过调整轧制温度和轧制速度,可以控制晶粒的细化和晶格的取向,从而提高型钢的强度和塑性。
尤其是在热轧过程中,通过精确控制轧制温度和速度,可以有效控制晶粒生长,减少析出相的尺寸,使得型钢的晶粒细化,提高强度和硬度。
2. 控制轧制力和变形量通过精确控制轧制力和变形量,可以有效调整型钢的组织结构和力学性能。
在轧制过程中,通过监测轧辊力和变形量,可以实现对型钢的细微调整,达到提高型钢性能的目的。
在轧制高强度型钢时,通过增加轧制力和变形量,可以有效提高型钢的强度和硬度。
3. 控制轧制辊形状通过选择合适的轧辊形状,可以实现更加精确的型钢轧制。
不同形状的轧辊对型钢的变形和组织结构有着不同的影响,因此通过调整轧辊的形状,可以实现对型钢结构和性能的精细控制。
三、控制冷却技术的应用1. 控制冷却速度在型钢生产中,通过控制冷却速度,可以实现对型钢组织和性能的调整。
在快速冷却条件下,型钢的组织结构更加均匀,晶粒更加细小,从而提高了型钢的强度和韧性。
在慢速冷却条件下,型钢的组织结构更加致密,表面质量更好,适用于高表面质量要求的场合。
2. 控制冷却介质不同的冷却介质对型钢的冷却效果和组织结构有着不同的影响。
通过选择合适的冷却介质,可以实现对型钢组织和性能的精细调控。
对于高强度型钢,可以采用高效的水冷或气体冷却,快速降温,实现对型钢强度和硬度的提高。
3. 控制冷却方式在型钢生产中,采用不同的冷却方式,可以实现对型钢的细微调整。
采用直接水冷或间接水冷,可以分别实现快速和慢速的冷却效果,从而满足不同型钢的冷却需求。
控轧控冷技术在轴承钢生产中的应用
控轧控冷技术在轴承钢生产中的应用关键词:控制轧制控制冷却轴承钢细化晶粒一引言随着现代科学技术的发展,滚动轴承的使用量日益增加。
轴承的主要损坏形式是接触疲劳破坏,因此要求轴承钢具有高的接触疲劳强度,同时具有高的耐磨性和良好的工艺性能。
GCr15 具有良好的综合性能,因而成为轴承行业中应用最为广泛的钢种之一。
控轧控冷是在轧制过程中通过控制加热温度、轧制过程、冷却条件等工艺参数,改善钢材的强度、韧性、焊接性能。
该项技术问世20年来,经过不断地完善和巩固,已经逐步扩展到海洋结构用钢、管线、型材等各个领域。
将控轧控冷技术应用于轴承钢能使得钢材的综合性能得到大幅提高,取得巨大的经济效益。
二控制轧制控制轧制(Controlled rolling):热轧过程中通过对金属加热制度、变形制度和温度制度的合理控制,使热塑性变形与固态相变结合,获得细小晶粒组织,使钢材具有优异的综合力学性能的轧制新工艺。
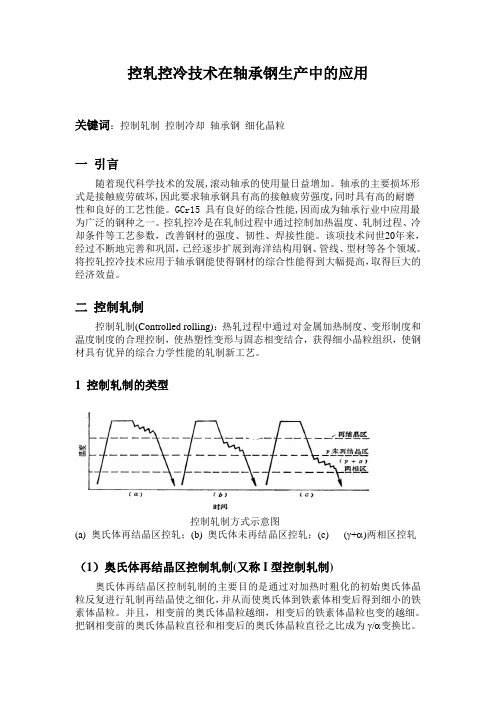
1 控制轧制的类型控制轧制方式示意图(a) 奥氏体再结晶区控轧;(b) 奥氏体未再结晶区控轧;(c) (γ+α)两相区控轧(1)奥氏体再结晶区控制轧制(又称I型控制轧制)奥氏体再结晶区控制轧制的主要目的是通过对加热时粗化的初始奥氏体晶粒反复进行轧制再结晶使之细化,并从而使奥氏体到铁素体相变后得到细小的铁素体晶粒。
并且,相变前的奥氏体晶粒越细,相变后的铁素体晶粒也变的越细。
把钢相变前的奥氏体晶粒直径和相变后的奥氏体晶粒直径之比成为γ/α变换比。
当奥氏体晶粒粗大时此比值远远大于1,即由一个奥氏体晶粒可以产生几个铁素体晶粒。
当相变前的奥氏体晶粒细小时,该γ/α变换比接近于1,所以,在仅仅由于再结晶奥氏体晶粒微细化而引起的奥氏体的晶粒细化方面存在一个极限。
奥氏体再结晶区轧制是通过再结晶使奥氏体晶粒细化,从这种意义上说,它实际上是控制轧制的准备阶段。
奥氏体再结晶区域通常是在约950℃以上的温度范围。
(2)奥氏体未再结晶区控制轧制(又称Ⅱ型控制轧制)在奥氏体未再结晶区进行控制轧制时,γ晶粒沿轧制方向伸长,γ晶粒内部产生形变带。
控轧控冷技术的发展及在钢管轧制中应用的设想

写 T P技 术是 随着钢铁 材料性 能的提 高 和新 钢 种 MC )
开发 的需要 而产 生 的 ,并 随之 得到 了持 续 的发 展 与
应 用 ,其 可在不 降低 韧性 的前 提下 获得更 高 的强度
王 国栋 ( 9 2 ) 14 一 ,男 ,教 授 ,博 士 生 导 师 ,中 国工 程 院 院士 ,中 国金 属 学 会 常 务理 事 ,中 国金 属 学 会 轧 钢 学
在 T P技 术 的发 展 历 程 中 ,人 们 首 先 认 识 MC 到 的是控 制轧 制 。控 制轧制 是 一种用 预定 的程序 来
控 制热 轧 钢 的变形 温度 、压 下量 、变 形道 次 、变 形
会副理事长 、轧制理论学术委 员会 主任 。长期从事钢铁 材料轧制理论 、工艺 、自动化等领域的应用基础和工程 技术研究。先后 主持 和完成多项 国家重点基础研究发展 计划 ( 7 ) 目、高技术 研究 发展计划 (6 ) 目、国 9 3项 8 3项
时间
( 例如 N ) b 是为了提高奥氏体 的再结晶温度 ,使奥 氏体在 比较 高 的温度下 还 处于未 再结 晶区 ,从 而增 大奥 氏体在 未再 结 晶区 的变形量 ,实现奥 氏体 的硬 化。 仅 通过控 制 轧制对 钢材 性能 的提 高有一 定 的局 限性 。比如 “ 温大 压 下 ” 长 久 以来 形成 的 “ 低 与 趁热 打铁” 的传统观念背道而驰 ,它必然受到设备能力 等 条件 的 限制 。操 作方 面 的 问题 也不 容 回避 。为 了 突破控 N ̄N 的限制 ,同时也是 为 了进一 步强 化钢 F L 材 的性 能 ,在控 制轧制 的基 础上 ,又 开发 了利用 轧 材余 热 进行 热处 理 的控 制冷 却技 术 。控制冷 却 的核
控轧控冷技术应用

控轧控冷技术在螺纹钢生产中的应用摘要:采用控轧控冷的方法用20Mnsi生产400 MPa级的Ⅲ级钢筋,可以降低成本。
用热模拟试验机测定了20MnSi钢的动态CCT曲线,确定了开发20MnSiⅢ级钢筋的生产试验方案,所生产的螺纹钢筋的性能指标达到了Ⅲ级钢筋的标准要求。
关键词:20MnSi;螺纹钢筋;控轧控冷;钢筋是重要的建筑用钢材,其应用非常广泛,用量也很大。
随着建筑行业的迅猛发展,对热轧螺纹钢筋的性能要求越来越高。
工业发达国家,如德国、美国等国家的建筑用钢已淘汰了低强度的Ⅱ级钢筋这一等级,并以400 MPa级的Ⅲ级钢筋来替代。
Ⅲ级钢筋具有强度高,综合性能好的优点,采用Ⅲ级以上钢筋代替Ⅱ级钢筋可节约钢材约10%~15%,而我国建筑用钢筋的80%为20MnSiⅡ级钢筋,为此我国正在大力推广应用400 MPa级的Ⅲ级钢筋,研制和开发高强度钢筋已是势在必行。
400 MPa级的Ⅲ级钢筋的生产工艺目前主要有两种,一是在20MnSi中加入微量合金元素钒(或铌、钛),二是采用控轧控冷的方法,而前者的成本较高。
钢筋的控轧控冷是通过控制钢材在轧制过程中的温度变化和轧后冷却过程的工艺参数,以得到细小均匀的相变组织,从而获得强度、塑性、韧性均好的优良产品。
采用控轧控冷方法可节约合金元素,降低成本;同时可简化工序,降低能耗,具有显著的经济效益和社会效益。
笔者采用控轧控冷的方法进行了Ⅲ级钢筋的试验开发工作。
1试验材料及方法为了准确地确定合理的控轧控冷工艺参数,在Gleeble-2000热模拟机上测定了动态CCT 曲线。
试验用钢20MnSi的化学成分(质量分数,%)为:0.21 C,1.44 Mn,0.47 Si,0.028 S,0.023 P。
CCT曲线的测定:采用 10 mm×12 mm的圆棒试样,在Gleeble-2000热模拟试验机上将试样加热到1 150℃,保温5 min后以10℃·s-1的冷却速度分别冷却到900℃和1 050℃,保温20 s 后分别进行50%的单道次变形,然后分别以1、2、10、15、50℃·s-1的冷却速度冷却到室温,测得热膨胀曲线,结合金相法绘制出两个变形温度下的动态CCT曲线。
简析控轧控冷技术在无缝钢管生产中的应用

摘
要 :从在线常化工艺 、在线淬火工艺和在线快 速冷却工艺等 3方面介绍 了控轧控冷技术在 国内无缝钢管
生 产中的应用情 况 ;分析 了控 轧控冷技术 在无缝钢 管生产 中应用有待加 强的 问题 。分析讨 论认 为 : 目前需加强
P l l O钢级 油井 管、高钢级管线管及高压锅炉管的在线热处 理试验研究 ;完善检测手段 和控 轧控冷装置 ;根据机组
(1 . S i n o me t T e c h n o l o g i e s C o . ,L t d . ,U n i v e r s i t y o f S c i e n c e& T e c h n o l o g y B e i j i n g ,B e i j i n g 1 0 0 0 2 9 ,C h i n a ; 2 . D e s i g n i n g& R e s e a r c h I n s t i t u t e ,B a o t o u I r o n& S t e e l ( G r o u p ) C o . ,L t d . ,B a o t o u 0 1 4 0 1 0 ,C h i n a ; 3 . X i n x i n g D u c t i l e I r o n P i p e s X i  ̄i a n g C o . ,L t d . ,B a y i n g u o l e n g 8 4 1 3 0 0 ,C h i n a)
A b s t r a c t :E l a b o r a t e d h e r e i n t h e e s s a y i s t h e a p p l i c a t i o n o f t h e T MC P ( T h e r ma l - Me c h a n i c a l C o n t r o l P r o c e s s )
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.合金元素的作用 在HRB400盘条生产中,钒、钒-氮、铌、钛 微合金化成分在20Mnsi基础上分别增加 0.04%-0.12%V、 0.02%-0.04%Nb , 0.02%-0.05%Ti,强化机制主要为析出强化 和细晶强化
HRB400盘条的组织是铁素体+珠光体.钒、铌微合金元素 在控轧控冷中的作用主要有:(1)加热时抑制 奥氏体晶粒长 大;(2)变形时抑制奥氏体再结晶;(3)相变时使铁素体晶粒 细化;(4)相间或铁素体基体析出强化。 钒的溶解度较大,热变形时一般处于固溶状态,对再结晶 过程抑制较小,它的主要作用是奥氏体向铁素体转变时相间 或铁素体基体析出强化.细晶强化作用较小.但是氮的加 入.在奥氏体中VN的溶解度与NbC相当,变形时诱导析出 的VN能抑制奥氏体再结晶和阻止晶粒长大。 铌的最突出的作用是抑制高温变形的再结晶,扩大了再结 晶温度范围,微量的铌能起到显著的细晶强化效果和中等的 析出强化效果。在非再结晶区累计变形能诱导相变获得超细 铁素体晶粒
合金元素在钢中的作用
A 加热阻止奥氏体长大 随着加热温度的提高及保温时间的延长,奥氏体晶粒变得 粗大。微合金元素形成高度弥散的碳氮化合物小颗粒.可以 对奥氏体晶界起固定作用.从而阻止奥氏体晶粒长大.即提 高了钢的粗化温度 当Nb、Ti含量在0.10%时, 可以提高奥氏体粗化温度 到1050~1100℃,V在小 于0.10% 时,阻止晶粒长 大的作用不大.在950 ℃ 左右奥氏体晶粒就开始粗 化。
1.4 控轧控冷的应用
主讲:王庆娟
控制轧制的优点如下:
(1)可以在提高钢材强度的同时提高钢材的低温韧性。 (2)可以充分发挥铌、钒、钛等微量元素的作用。
控制轧制工艺的缺点:
(1)要求较低的轧制变形温度和一定的道次压下率,因 此增大了轧制负荷。 (2)由于要求较低的终轧温度,大规格产品需要在轧制 道次之间待温,降低轧机生产率。
控制冷却工艺的优点 (1)节约能耗、降低生产成本。利用轧后钢材余热,给予 一定的冷却速度控制其相变过程,从而可以取代轧后正火处 理和淬火加回火处理,节省了二次加热的能耗,减少了工序, 缩短了生产周期,从而降低了生产成本。 (2)可以降低奥氏体相变温度,细化室温组织。轧后控制 冷却能够降低奥氏体相变温度,对同一晶粒度级别的奥氏体, 低温相变后会使,晶粒明显细化,使珠光体片层间隔明显变 薄。 (3)可以降低钢的碳当量。采用轧后控制冷却工艺有可能 减少钢中的碳含量及合金元素加入量,达到降低碳当量的效 果。 (4)道次间控制冷却可以减少待温时间,提高轧机小时产 量。在道次间采用控制冷却,可以精确地控制终轧温度,减 少轧件停下来等待降温的时间。
2 控制冷却工艺参数设计
一、终轧温度的设定
1) 高碳钢、 低合金高强度钢以及冷镦钢之类线材的终轧温度 对于强度和韧性要求较严格线材,要求奥氏体晶粒细化 (粗晶粒冲击韧性 差) 、 脱层薄, 所以它们的终轧温度不能过高, 一般应控制在930980℃ 。 2) 低碳软钢、 碳素焊条钢线材的终轧温度 对强度性能要求不高, 主要用于拉拔铁丝、 制钉等用途的由于含碳量低, 奥氏体化温度高, 所以终轧温度应相应高一些, 一般可设定在9801050℃ 1050 。 3) 轴承钢线材的终轧温度 对于轴承钢, 为了避免网状碳化物形成, 在轧机能力许可的情况下, 应 该使终轧温度可能低于900℃ 。如不能达到, 则需在轧后快冷至 650℃左 右保温。 4) 奥氏体-铁素体型不锈钢线材的终轧温度 对某些奥氏体-铁素体型不锈钢, 为了让碳化物充分溶解, 以便在后续冷 却中得到固溶处理的效果, 必须进行高温终轧。终轧温度一般不低于 1050 ℃ 。终轧温度的控制可通过增加或减少精轧机机架间水冷量和精轧 机前水箱水量来实现。
控制轧制、控制冷却工艺参数控制特点 (1)控制钢坯加热温度。根据对钢材性能的要求来确定钢 坯加热温度,对于要求强度高而韧性可以稍差的微合金钢, 加热温度可以高于1200℃,对以韧性为主要性能指标的钢材, 则必须控制其加热温度在1150 ℃以下。 (2)控制最后几个轧制道次的轧制温度。一般要求终轧道 次的轧制温度接近Ar3温度,有时也将终轧温度控制在(A+F) 两相区内。 (3)要求在奥氏体未再结晶区域内给予足够的变形量。对 于微合金钢要求在900~950 ℃以下的总变形量大于50%,对 于普通碳钢通过多道次变形累积达到奥氏体发生再结晶。 (4)要求控制轧后的钢材冷却速度、开始快冷温度、快冷 终了温度或卷取温度,以便保证获得必要的显微组织。
三、相变区的冷却速度控制
相变区冷却速度决定着奥氏体的分解转变温度和时间, 也决定着线材的 最终组织形态, 所以整个控冷工艺的核心问题就是如何控制相变区冷却 速度。 对具有散卷风冷运输和这一类型的冷却工艺来说, 冷却速度的控制取决 于运输机的速度、 风机状态和风量大小以及保温罩盖的开闭。 运输机速度是改变线圈在运输机上布放密度的一种工艺控制参数。通过 改变运输机速度采改变线圈布放密度, 从而控制线材的冷却速度, 这是 散卷冷却运输机的主要功能。 一般说来, 在轧制速度、 吐丝温度以及冷却条件相同的情况下,运输机 的速度越快,线圈布放得越稀, 散热速度越快, 因而冷却速度越快。但 这种关系并非对全部速度范围都成立, 当运输机的速度快到一定值时, 冷却速度达到最大, 即使再增大运输机速度, 冷却速度也不再增加。这 是因为运输机速度加快, 增加了线圈间距, 使线圈之间的相互热影响不 断减小, 直至消失, 此时运输机速度增加, 不能提高冷却效果。相反, 运输机速度加快缩短了盘卷的风冷时间, 反而会降低冷却效果。 运输机速度的确定除了与钢种、 规格和性能要求有关之外, 还与轧制速 度有关。
四、集卷温度的确定 集卷温度主要取决于相变结束温度及其后的冷却过程。为了 保证产品性能, 避免集卷后的高温氧化和 FeO 的分解转变 以及改善劳动环境, 一般要求集卷温度在 250以下。有时由 于受冷却条件的限制, 集卷温度可能会高一些, 但不应高 于350。所以, 多数情况下要求集卷段鼓风冷却, 以降低集 卷温度。
高线控制轧制技术的目的是减少脱碳,控制晶粒尺寸,控制显微组织与 性能,控制氧化铁皮,节约或取消热处理。 控制上一般采用两段或三段变形制度,由于高线孔型系统一定,因此变 形量调整不大,主要靠温度控制来改善变形奥氏体的组织状态,提高钢 材性能,在设计上采用低温开轧、精轧前后水箱水冷来实现。一般粗轧 在奥氏体再结晶区变形细化晶粒,中轧或精轧在950℃以下轧制,在γ相 末再结晶区变形;或中轧在950℃以下轧制,在γ相未再结晶区变形.精 轧在Ar3与Ar1两相区轧制。 不同产品因钢种、成分及最终用途的不同要求不同的冷却速度,以此来 控制转变时间、相交组织状态。冷却方法主要有两种类型:一类是采用 水冷+运细机散卷风冷(或空冷),典型工艺有斯太尔摩冷却工艺、阿希洛 冷却工艺、施罗曼冷却工艺、达涅利冷却工艺等;另一类是水冷+其他 介质或它是控制相变开始温度的关键参数。在斯太尔摩控冷工艺中, 一般根 据钢种和用途的不同将吐丝温度控制在760-900℃。部分钢种选用下列 吐丝温度:
对低、 中碳钢为了提高强度, 应降低吐丝温度, 而对高碳钢, 则要提高 吐丝温度才能获得强度的增加。 对有些以强度为主的线材, 如建筑用钢筋, 为了提高其抗拉强度, 有意将吐丝 温度设定得很低 ( 600℃以下) , 让其表面形成马氏体, 然后在后续冷却中利 用芯部余热进行自回火而得到回火马氏体。这样处理使线材抗拉强度大大提高。
B 抑制奥氏体再结晶 微量元素对奥氏体再结晶的 作用是影响奥体再结晶的临界 变形量、再结晶温度、 变形量、再结晶温度、再结晶 速度以及再结晶的晶粒大小。 速度以及再结晶的晶粒大小。 关于微合金元素阻止再结晶的 机理,但一般认为, 机理,但一般认为,在高温下 产生析出之前。 产生析出之前。微合金元素固 溶产生变形、 溶产生变形、位错与畸变的交 互作用, 互作用,使得点阵常数发生变 化,此时拖曳机制起主要作 而在相对低的温度下, 用.而在相对低的温度下,变 形诱导析出发生, 形诱导析出发生,析出粒子钉 扎晶界移动变得重要
提高控轧、 提高控轧、控冷钢材强韧性的因素
控制轧制、 控制轧制、控制冷却技术在工业中的应用
1.线、 棒材控制轧制技术
控温轧制有如下两种变形制度: A二段变形制度 粗轧在奥氏体再结晶区轧制, 通过反复变形及再结晶细化奥 氏体晶粒; 中轧及精轧在950℃以下轧制, 是在γ 相的未再 结晶区变形, 其累计变形量为60%~70%, 在Ar3附近终轧, 可以得到具有大量变形带的奥氏体未再结晶晶粒, 相变以后 能得到细小的铁素体晶粒。 B 三段变形制度 粗轧在γ 再结晶区轧制, 中轧在950℃以下的γ 未再结晶区 轧制, 变形量为70%, 精轧在Ar3与Ar1(之间的双相区轧制。 这样得到细小的铁素体晶粒及具有变形带的未再结晶奥氏体 晶粒, 相变后得到细小的铁素体晶粒并有亚结构及位错。为 了实现各段变形,必须严格控制各段温度, 在加热时温度不 要过高, 避免奥氏体晶粒长大, 并避免在部分再结晶区中 轧制形成混晶组织, 破坏钢的韧性。
热轧后控制冷却工艺包括三个不同的冷却阶段,一般把从终轧温度开始 到奥氏体向铁素体开始转变温度Ar3的冷却称为一次冷却,把随后至奥氏 体相变完成的整个过程的冷却称为二次冷却.把奥氏体相变完了至室温 的冷却称为三次冷却(空冷)。三个冷却阶段的目的和要求是不同的。 一次冷却的目的是控制热变形后的奥氏体状态.阻止奥氏体晶粒长大, 固定由于变形而引起的位错,加大过冷度,降低相变温度,为相变做组 织上的准备。相变前的组织状态直接影响相变机制和相变产物的形态、 大小和钢材性能。一次冷却的开始快冷温度越接近终轧温度,细化奥氏 体效果越好。 二次冷却在相变过程中控制相变冷却开始温度、冷却速度和停止温度 等,以保证得到所需金相组织与钢材性能。不同钢种根据组织性能的要 求选择不同的冷却速度。低碳钢、低合金钢、微合金钢轧后快冷,可以 得到铁素体和细珠光体及弥散的碳化物;高碳钢、高碳合金钢轧后快冷, 能减小珠光体片层间距;冷撤钢、轴承钢缓冷,等温转变可以得到变态 珠光体、球状或半球状碳化物,节约用户热处理球化退火时间。 三次冷却或空冷,相变结束后采用空冷,固溶在铁素体中的过饱和破 化物随温度降低在不断弥散析出,便其沉淀强化。