埋弧焊焊接工艺评定报告
焊接工艺评定总结

焊接工艺评定学习总结2020年11月27号晚上七点,我们通过腾讯会议的方式学习了关于焊接工艺评定的培训课程,现对学习进行总结:焊接工艺评定是指为使焊接接头的力学性能、弯曲性能或堆焊层的化学成分符合规定,对预焊接工艺规程进行验证性试验和结果评价的过程。
分为预焊接工艺规程、焊接工艺评定报告、焊接工艺规程、焊接作业指导书。
一、焊接工艺评定一般过程:根据金属材料的焊接性能,按照设计文件规定和制造工艺拟定预焊接工艺规程,施焊试件和制取试样,测定焊接接头是否符合规定的要求,并形成焊接工艺评定报告对预焊接工艺规程进行评价。
二、焊接工艺评定的条件和目的:1)焊接工艺评定应在本单位进行。
2)焊接工艺评定所用的设备、仪表应处于正常工作状态,金属材料、焊接材料应符合相应标准,并由本单位操作技能熟练的焊接人员使用本单位设备焊接试件。
3)焊接工艺评定验证承压设备制造、安装单位拟定焊接工艺规程的正确性。
4)评定承压设备制造、安装单位在限定条件下焊成符合技术规定的焊接接头能力。
三、焊接工艺评定因素及类别分类1)重要因素:是影响焊接接头力学性能和弯曲性能(冲击韧性除外)的焊接工艺评定因素。
2)补加因素:是指影响焊接接头冲击韧性的焊接工艺评定因素。
当规定进行冲击试验时,需增加补加因素。
3)次要因素:是指对要求测定的力学性能和弯曲性能无明显影响的焊接工艺评定因素。
3.1焊接方法的类别分为10种:气焊、焊条电弧焊、埋弧焊、钨极气体保护焊、熔化极气体保护焊(含药芯焊丝电弧焊)、电渣焊、等离子弧焊、磨擦焊、气电立焊和螺柱电弧焊。
其中比较常用的是焊条电弧焊、埋弧焊、钨极气体保护焊和熔化极气体保护焊。
3.2焊后热处理及分类类别号为Fe-1、Fe-3、Fe-4、Fe-5A、Fe-5B、Fe-5C、Fe-6、Fe-9B、Fe-10I,Fe-10H的材料焊后热处理类别:a.不进行焊后热处理;b.低于下转变温度进行焊后热处理;c.高于上转变温度进行焊后热处理(如正火)d.先在高于上转变温度,而后在低于下转变温度进行焊后热处理(即正火或淬火后回);e.在上下转变温度之间进行焊后热处理。
(定稿版)焊接工艺评定报告书
钢结构焊接工艺评定试验报告1、试验目的干海子特大桥主梁为多种跨径钢管桁架连续梁,墩身结构大部为钢管格构墩,大桥钢结构重量约为1万多吨,钢管钢板之间存在大量的对接焊缝和相贯线角焊缝。
则焊接工艺评定试验是控制干海子特大桥焊接质量至关重要的环节之一。
焊接工艺是保证焊接质量的重要措施,是焊工操作的唯一技术依据,焊接工艺评定结果是编制大桥焊接工艺作业指导书的基本依据。
通过焊接工艺评定试验,达到以下目的:1、验证拟定的焊接工艺的正确性、可行性;2、确定钢结构焊接工艺的适用范围;3、确定焊接使用的材料、牌号、规格;4、确认工艺流程及各道焊接工序操作的要求及数据参数控制;5.为编制施工焊接作业指导书提供依据。
6、通过评定选择合适的坡口形状和尺寸、焊接材料、焊接方法、施焊条件及工艺参数,以保证焊接接头的力学性能达到设计要求。
2、试验采用标准及试验内容以雅泸高速公路C20合同段干海子钢管混凝土桁架梁桥设计文件及有关施工验收规范和设计施工指南为依据,以有效指导该桥钢结构部分施工为目的,结合现场的实际情况拟定出焊接工艺评定试验的施焊试件和制取试样种类,检验和测定试样焊接接头是否具有所要求的使用性能。
本次焊接工艺评定试验及检验采用的标准及规范1)GB985-88《气焊、手工电弧焊及气体保护电弧焊坡口的基本形式与尺寸》2)GB/T3323-2005 《金属熔化焊焊接接头射线照相》3)GB/T5117-95 《碳钢焊条》4)GB5118-95《低合金钢焊条》5)GB12470-2003《埋弧焊用低合金钢焊丝和焊剂》6)GB11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》7)TB1558《对接焊缝超声波探伤》8)TB10212-98《铁路钢桥制造规范》9)GB2649-1989《焊接接头机械性能试验取样方法》10)GB/T2650-2008《焊接接头冲击试验方法》11)GB/T2651-2008《焊接结构拉伸试验方法》12)GB/T2652-2008《焊缝及熔敷金属拉伸试验方法》13)GB/T2653-2008《焊接结构弯曲试验方法》14)GB/T2654-2008《焊接接头硬度试验方法》15)《公路钢管混凝土桥梁设计与施工指南》(四川省交通厅公路规划勘察设计研究院)16)GB/T19869.1-2005/ISO 15614-1:2004《钢.镍及镍合金的焊接工艺评定试验》17)JG/T203-2007《钢结构超声波探伤及质量分级法》焊接工艺评定试验内容、试件的形式及覆盖范围等见表2.1。
焊接工艺评定记录(pqr)
焊接工艺评定记录(pqr)焊接工艺评定记录(Welding Procedure Qualification Record,简称WPQR)是对焊接工艺进行全面评估的重要文件,它包含了焊接工艺的详细信息、试验过程及结果评价。
焊接工艺评定记录的主要内容包括以下几个方面:一、焊接工艺评定过程1.拟定预备焊接工艺指导书(Preliminary Welding Procedure Specification,简称PWPS):在评定前,首先需要拟定一份初步的焊接工艺指导书,其中包括焊接方法、焊接材料、焊接参数等。
2.施焊试件和制取试样:根据预备焊接工艺指导书进行试件焊接,然后从试件上制取各种试样,以备后续检测。
3.检验试件和试样:对制取的试样进行外观检测、无损探伤、拉伸测试、弯曲测试、冲击测试、硬度测试、低倍金相测试等,以评估焊接接头的质量。
4.测定焊接接头是否满足标准所要求的使用性能:通过各种测试方法,如表面裂纹检测、弯曲测试、冲击测试等,检验焊接接头是否具备良好的使用性能。
5.提出焊接工艺评定报告:对试样的检测结果进行综合分析,判断焊接工艺指导书的正确性,并撰写评定报告。
二、焊接工艺评定应用范围焊接工艺评定主要适用于锅炉、压力容器、压力管道、桥梁、船舶、航空航天、核能以及承重钢结构等钢制设备的制造、安装、检修工作。
此外,还适用于气焊、焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、埋弧焊、等离子弧焊、电渣焊等焊接方法。
三、焊接工艺评定常规测试1.外观检测:检查焊接接头的外观质量,如焊缝形状、焊缝宽度、焊缝高度等。
2. 无损探伤:通过超声波、射线等无损检测方法,检测焊接接头内部是否存在缺陷。
3.拉伸测试:测试焊接接头的拉伸强度和韧性。
4.弯曲测试:评估焊接接头在弯曲载荷下的抗弯能力。
5.冲击测试:检验焊接接头在冲击载荷下的韧性和抗裂性能。
6.硬度测试:测量焊接接头的硬度,以评估其耐磨性能。
7.低倍金相测试:观察焊接接头的金相组织,判断其是否符合标准要求。
20g钢板厚20mm埋弧自动焊焊接工艺评定

20g钢(板厚20mm)埋弧自动焊焊接工艺评定焊接工艺指导书单位名称: 20g钢(板厚20mm)埋弧自动焊焊接工艺评定焊接工艺指导书编号wps-10 日期2013.10.26 焊接工艺评定报告编号wps-10焊接方法埋弧自动焊机械化程度自动化简图:焊接接头:对接接头坡口型式:V形坡口衬垫无其他坡口表面无裂纹、分层等缺欠母材:类别号Ⅰ组别号Ⅰ-1 与类别号Ⅰ组别号Ⅰ-1 相焊及标准号GB 713钢号20g 与标准号GB713钢号20g 相焊厚度范围:母材:对接焊缝15~30mm 角焊缝不限管子直径、壁厚范围:对接焊缝15~30mm 角焊缝不限焊缝金属厚度范围:对接焊缝≤30mm 角焊缝不限其他焊接材料:焊材类别焊剂焊丝焊材标准GB5293--85GB/T14957—94填充金属尺寸/ φ4.0焊材型号F4A0/焊材牌号(钢号)HJ431 H08A其他耐蚀堆焊金属化学成分(%)C Si Mn S P Gr Ni Mo V Ti Nb/ / / / / / / / / / / 其他:焊接位置:对接焊缝的位置水平焊接方向从左到右角焊缝位/焊接方向/焊后热处理:温度范围(0C)600~700保温时间(h)≥15分钟预热:预热温度(0C)150~300层间温度(0C)≤300保持预热时间/加热方式:电加热或火焰加热保护气体:气体种类混合比流量(L/min)保护气/ / /尾部保护气/ / /背面保护气/ / /电特性:电流种类:直流极性正极性焊接电流范围(A)700-800电弧电压(V)35-40 (按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊道/焊层焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(KJ/cm) 牌号直径极性电流(A)1埋弧焊H08A φ4.0mm直正700-72035~3745/ 2埋弧焊H08A φ4.0mm直正720-76037~3945 / 3 埋弧焊H08A φ4.0mm直正730-77038~4045 /4 埋弧焊H08A φ4.0mm直正760-80038~4045/技术措施:摆动焊或不摆动焊:不摆动焊摆动参数:/焊前清理和层间清理:砂轮打磨背面清根方法:碳弧气刨单道焊或多道焊(每面): 单道焊锤击:不需要导电嘴至工件距离(mm): /其他:编制/ 日期/ 审核日期批准日期焊接工艺评定报告单位名称:____20g钢(板厚20mm)埋弧自动焊焊接工艺评定______焊接工艺评定报告编号:wps-10 焊接工艺指导书编号wps-10 焊接方法:埋弧自动焊机械化程度自动化接头简图:母材:材料标准: GB 713钢号: 20g 类、组别号Ⅰ-1与类、组别号Ⅰ-1相焊厚度:20mm直径: /其他: / 焊后热处理:热处理温度(℃): 600~700保温时间(h):≥15分钟保护气体:气体混合比流量(L/min)保护气体:/ / /尾部保护气:/ / /背面保护气:/ / /填充金属:焊材标准: GB/T14957—94焊材牌号: HJ431焊材规格: 1000*150*20 mm 焊缝金属厚度: 4 -5mm 其他: / 电特性:电流种类:直流极性:正极性钨极尺寸:/焊接电流(A): 600~625电弧电压(V): 37~40其他:/焊接位置:对接焊缝位置: 向上方向:角焊缝位置: / 方向:技术措施:焊接速度(cm/min): 73摆动或不摆动: 不摆动摆动参数: /预热:预热温度(0C): 150~300 层间温度(0C)≤300 其他:/ 多道焊或单道焊(每面): 多道其他: /拉伸试验试验报告编号: 201310试样编号试样宽度(mm)试样厚度(mm)横截面积(mm2)断裂载荷(N)抗拉强度(MPa)断裂部位和特征2013-10-09-125.07 15.84 397.1 185710 470 焊缝/韧断2013-10-09-225.08 16.09 403.5 189290 470 焊缝/韧断弯曲试验x 试验报告编号: 201310试样编号试样类型试样厚度(mm)弯心直径(mm)弯曲角度(0)试验结果2013-10-09-3侧弯10 D=3t 180 合格2013-10-09-4侧弯10 D=3t 180 合格2013-10-09-5侧弯10 D=3t 180 合格2013-10-09-6侧弯10 D=3t 180 合格冲击试验试验报告编号:201309试样编号试样尺寸缺口类型缺口位置试验温度(0C)冲击吸收功(J)备注2013-10-09-710*10*55 V型焊缝中心室温81.0;73;81.0 2013-10-09-810*10*55 V型热影响区室温133.5;129.0;98.5金相检验(角焊缝):根部:/ 焊缝:/焊缝、热影响区:/检验截面ⅠⅡⅢⅣⅤ焊脚差(mm)/ / / / / 无损检验RT:Ⅱ级UT:/MT:/ PT:/其他/耐蚀堆焊金属化学成分(重量%)C Si Mn P S Gr Ni Mo V Ti Nb/ / / / / / / / / / /分析表面或取样开始表面至熔合线的距离(mm):/ 附加说明:结论:本评定按JB4708-2000规定焊接试件、检验试样,测定性能,确认试验记录正确评定结果:合格焊工姓名孙涛焊工代号10 施焊日期/编制/ 日期/ 审核/ 日期/ 批准/ 日期/第三方检验/+20g钢埋弧自动焊焊接工艺一、焊前准备1、所焊钢种为20g,板材尺寸为1000*150*20mm,根据工艺要求,焊丝选用H08A,焊丝直径为φ4.0mm,焊剂牌号HJ431。
双面埋弧自动焊焊接工艺评定
日期
审核
日期
批准
日期
焊接工艺评定报告(代号:PQR)
单位名称:宁夏青龙管业股份有限公司
焊接工艺指导书编号:2012-01焊接工艺评定报告编号:2012-01
机械化程度:自动焊接方法:双面埋弧自动焊
接头简图:(坡口形式、焊接层次及顺序)
坡口形式:Y型钝边:10mm间隙:0~1mm
错边:≤2mm余高:0~3mm焊缝宽度:≥24mm
无飞溅
9
焊瘤
不允许
无焊瘤
10
角焊缝焊K
K≤12时,K ;K>12时,K
—
检验结论
合格
检验员
李文涛
审核
宁靖华
日期
2012.5.2
1
裂纹
一、二、三类焊缝均不允许
无裂纹
2
表面夹渣
一、二类焊缝不允许,三类焊缝深不大于0.1δ;长不大于0.3δ,且不大于10
无夹杂
3
咬边
一、二类焊缝:深不超过0.5。
三类焊缝:深不大于1。
无咬边
4
未焊满
一、二类焊缝:不允许;
三类焊缝:不超过0.2+0.02δ且不超过1,每100焊缝内缺陷总长不大于25。
无未满焊
5
表面气孔
一、二类焊缝:不允许;
三类焊缝:直径不小于1.5的气孔,每米范围内允许5个,间距不小于20
无表面气孔
6
焊缝余高h
手工焊
一、二类焊缝≤25,△h=0~2.5
—
自动焊
0~4
1.5mm
7
对接接头焊缝宽度
手工焊
盖过每边口1~2.5,且过渡平缓
—
自动焊
盖过每边口2~7,且过渡平缓
API 5L认证用焊接工艺评定(内外焊)X70

单丝焊
锤击:
——
其他:焊剂烘干温度 300-350℃ 保温 1-2 小时
检验项目
横向拉 伸试验
检验项目及试样数量
冲击试验
缺口断开试验
焊缝 热影响区
焊缝
横向导向弯曲试验
面弯
背弯
侧弯
试样数量
2
3
3
2
2
2
——
射线探伤 表面不得有裂纹、断弧、烧穿、弧坑、气孔、未熔合等缺陷存在
外观检查
外观目视检查,应没有可视焊接缺陷/
其他 ——
牌号
规格/mm
焊 材
H08Mn2MoA
内Φ4.0/外Φ4.0
SJ101
10~40 目
烘干 —— 350℃,2h
炉批号 材质证明书编号
11101105
2011100812
11092621
20243
其他 —— ——
焊接位置 预热温度 焊后热处理 清根方法
平焊 1G —— ——
角向磨光机、钢丝刷
XXXX 钢 管 有 限 公 司 射 线 探 伤 检 验 报 告 共8页 第8页
车间
被检件名称
焊接工艺评定试板
检测报告编号
PD-2011-08
2011.10.8
被检件材质
X70
检验执行标准
API 5L 第 44 版
工艺 条件
底片编号 PD-08-1
设备型号
XDY22507/3
胶片类型
天津Ⅲ
增感方式
铅箔
要求完成日期 评定标准
焊接接头(QW-402):
坡口形式: X 形坡口 根部间隙:0-1.0mm 钝 边:6mm 坡口角度:50-60°
焊接工艺评定报告气保焊

Cegu=C+Mn/6+(Cr+Mn+V)/5+(Ni+Cu)/15
焊接材料
生产厂
牌号
类型
直径(mm)
烘干制度(℃xh)
备注
焊条
/
/
/
/
/
焊丝
ER50-6
实心
Φ1.2
/
焊剂或气体
CO2
/
/
/
焊接措施
GMAW
焊接位置
平位焊
接头形式
T
焊接工艺参数
见焊接工艺评估指导书
Байду номын сангаас清根工艺
碳弧气刨+砂轮
焊接设备型号
%
预热温度(℃)
/
层间温度
/
后热温度
/
时间(Min)
/
后热处理
/
技术措施
焊前清理
清除油污、浮锈
层间清理
/
背面清根
碳弧气刨+砂轮
其他
焊工姓名
资格代号
级别
施焊日期
年月日
记录
日期
年月日
审核
日期
年月日
焊接工艺评估检查成果
共页第页
非破坏检验
试验项目
合格原则
评估成果
汇报编号
备注
外观
X光
超声
磁粉
拉伸试验
汇报编号
弯曲试验
评估
年月日
评估单位:(签章)
年月日
审核
年月日
技术负责
年月日
焊接工艺评估指导书
共页第页
工程名称
指导书编号
PQR(ZD)-235GMAW-05
埋弧焊焊接工艺评定报告
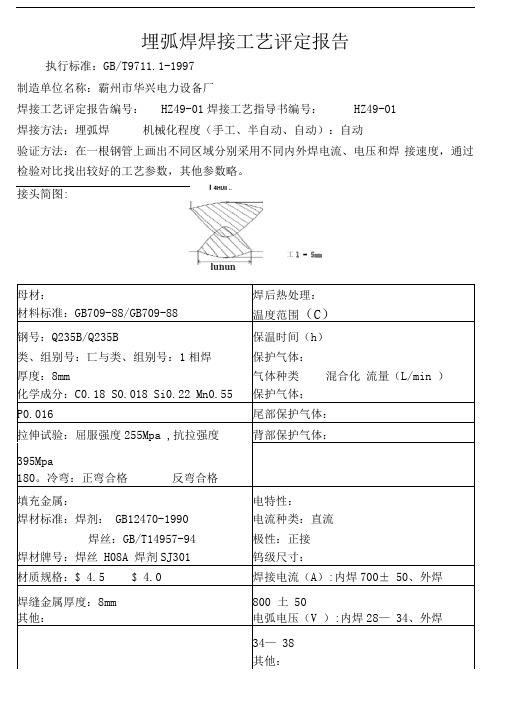
埋弧焊焊接工艺评定报告执行标准:GB/T9711.1-1997 制造单位名称:霸州市华兴电力设备厂焊接工艺评定报告编号: HZ49-01焊接工艺指导书编号: HZ49-01焊接方法:埋弧焊机械化程度(手工、半自动、自动):自动验证方法:在一根钢管上画出不同区域分别采用不同内外焊电流、电压和焊 接速度,通过检验对比找出较好的工艺参数,其他参数略。
接头简图:母材:焊后热处理: 材料标准:GB709-88/GB709-88 温度范围(C ) 钢号:Q235B/Q235B保温时间(h ) 类、组别号:匸与类、组别号:1相焊 保护气体: 厚度:8mm气体种类 混合化 流量(L/min )化学成分:C0.18 S0.018 Si0.22 Mn0.55保护气体: P0.016尾部保护气体: 拉伸试验:屈服强度255Mpa ,抗拉强度背部保护气体:395Mpa180。
冷弯:正弯合格反弯合格填充金属:电特性: 焊材标准:焊剂: GB12470-1990电流种类:直流 焊丝:GB/T14957-94极性:正接 焊材牌号:焊丝 H08A 焊剂SJ301 钨级尺寸:材质规格:$ 4.5 $ 4.0焊接电流(A ):内焊700± 50、外焊焊缝金属厚度:8mm 800 土 50其他:电弧电压(V ):内焊28— 34、外焊 34— 38其他:工1 - 5mmlununI 4HUII ..焊缝拉伸试验试验报告编号:07-01-01拉伸试样弯曲试验试验报告编号:07-01-02冲击试验试验报告编号:07-01-03金相检验:根部:(焊透、未焊透)焊缝:(溶合、未溶合)焊缝、热影响区:(有裂纹、无裂纹) 酸洗:酸洗样块要求达到硬度检验: 布氏硬度指:略 无损检验:RT: 合格UT : 合格MT: ——PT:――其他:一一结论:本评定按 GB/T9711.1-1997规定焊接试件、检验试样、测定性能、确 认试验记录正确1. 焊缝外形尺寸:焊缝余高0-4mm ,焊缝宽度:内焊10mm ,外焊12mm 。
焊接工艺评定

附件一焊接工艺评定1.下列情况必须进行焊接工艺评定1.1 首次使用的钢材应进行工艺评定;1.2 首次采用的焊接方法;1.3 采用新的焊接材料施焊;1.4 首次采用的重要焊接接头型式。
2.工艺评定用的钢材、焊接材料和焊接方法应与工程所使用的相同;对于要求溶透的T型接头焊接试件,应与工程实物相当。
3.焊接工艺评定应由较高技能的焊工施焊。
4.试件焊缝尺寸的允许误差偏差、焊缝的外观缺陷应符合JB4708的要求,对接焊缝需进行X射线探伤检验,合格标准按JB4730标准不低于2级;对T型接头的组合焊缝应做底倍金相试片,检查溶合情况,对埋弧焊试件应测定焊缝成型系数,其值应大于1.2。
5.焊接接头的力学性能试验应符合《焊缝金属及焊接接头力学性能试验》(GB2649~2656)的规定。
其取样方法、取样数量、试验合格标准应符合JB4708标准。
6.焊接工艺评定试验必须按照焊接工艺指导书进行。
焊接工艺评定试验不合格时须重新编制焊接工艺指导书。
7.焊接工艺评定结束,应填写焊接工艺评定报告。
工艺评定报告内容包括实际焊接工艺参数、母材和焊材质量证明书(复印件)、探伤报告、试验报告,最后应有结论:试验合格或不合格。
附件二焊接工艺规程1. 适用范围为保证本工程现场焊接质量,有效控制现场焊接质量,特编制本常用焊接工艺规程。
与工程施工中发生可能影响焊接质量的修改和变化,应对本工艺规程进行即时的修改或重新编制。
2.编制依据本公司已完成的焊接工艺评定及设计图纸和国家相应的施工规范、标准。
3.通用规定气体保护焊、埋弧自动焊。
3.1 本工程现场施焊焊接方法为焊条电弧焊、CO2根据设计施工图纸的规定的材料为16Mn和Q235,施工中对应使用的焊接材料为J507焊条和J427焊条、H08Mn2Si焊丝、H08Mn焊丝。
焊条在施焊前应进行350℃-450℃的烘烤,并保温1-2小时,拿出烘箱后应使用焊条保温筒携带。
3.2 现场施工应有有实践经验焊接技术人员指导焊接工作。
焊接工艺评定报告(DOC)

古城副井行政办公楼钢结构挑檐手工电弧焊焊接工艺评定报告编制部门:编制:审定:批准部门:批准:手工电弧焊焊接工艺评定报告1.评定材质:16M n钢材评定厚度δ=36mm2.评定目的:为了验证施焊中的焊接工艺性的正确性。
3. 评定接头形式:背部带衬板的组合焊缝。
衬板和腹翼板应根据拼点规定,点焊牢固,每一边都有拼点焊缝。
施焊分9层焊接,采用直线运条,当焊宽超过3-4φ焊时采用分道焊。
其中φ焊为焊条直径。
4.参数选择:打底层:φ3.2mm E5015 I=120±10(A) U=22±2(v) V=10±1c m/min其余层:φ4mm E5015 I=190±10(A) U=22±2(v) V=13±1m/h 随着焊缝宽度增加,对焊速可作相应的调整.焊接材质都选用J506或J507焊接.5. 极性及电流种类;选用交流弧焊机(J506)6. 检测:Ⅰ主控项目焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬伤、未焊满、根部收缩等缺陷。
2、不允许有表面裂纹、夹渣、未焊透、焊缝宽度,应盖边每边2-4㎜,平缓过渡,飞溅应清除干净。
3、力学试验:取试件进行力学试验,应符合建筑工程试验、检验标准。
焊接工艺评定报告编号:001评定项目:手工电弧焊焊接方法:手工电弧焊焊接工艺评定人:赵海职称:职务:负责评定单位:山西宏图建设工程有限公司填写评定日期:2012年11月18日批准人:职称:职务:批准评定报告单位:批准评定日期:2012年5月18日接头:接头形式:组合焊缝衬垫(有、无):背部采用如图衬垫衬垫材料:A3其它:摭点时拉开母材:类别号:Ⅱ级别号:1 牌号:16Mn 厚度:36 与类别号:Ⅱ级别号:1 牌号:16Mn 厚度:36 相焊接其它:焊接材料:焊条牌号:J507 规格:φ4(φ3.2)mm焊接位置:对接接头焊缝位置:平焊缝焊接方向:两侧一致其它:预热、层间、后热温度:(手工焊、埋弧焊)预热温度:层间温度:后热温度:时间:焊后消除内应力热处理:不作焊后消应焊接规范:焊缝层次焊接方法填充金属焊接电流电弧电压范围V焊接速度mm/min线能量J 牌号直径mm极性电流A第一层手工电弧焊J507 φ3.2直流反接110+130(注)22-24 不允许有另外层手工电弧焊J507 φ3.2直流反接110+130 22-24 不允许有注:底层电流要求两侧熔透并不击外观检查结论:试样编号外观发现缺陷情况评定结果无损探伤结论:冲击试验结论:抗拉伸试验结论:弯曲试验结论:硬度试验结论:试验单位试验报告编号其它检验项目及结论:试样编号试验单位试验报告编号综合评定结论本工艺评定合格日期评定人贾军政施焊日期代号填表日期审核日期标准化日期批准日期5.参考书目文献1.钢结构工程施工质量验收规范……………中华人民共和国建设部2.《焊接手册》上、中、下…………………………机械工业出版社3.《金属结构》……………………………………水力电利出版社4.《金属结构的电弧焊》…………………………机械工业出版社5.《焊接质量管理及检验》…………………………机械工业出版社浙江省水电建筑机械有限公司焊缝超声波探伤报告JL/CX13-13 报告编号9931委托单位:报告日期99 年 5焊缝编号缺陷位置深度mm批示长度mm波幅DB评定记录返修备注均为Ⅰ级检验等级:○A √B ○C检验焊缝总长:300 mm,一次返修总长:mm二次返修总长:mm,同一部位次返修后合格结论:√合格○不合格探伤员:审核:年月日浙江省水电建筑机械有限公司超声波探伤部位图JL/CX13-14 报告编号3.5手工电弧焊16Mn中厚板对接试验1.评定材质:16Mn钢材评定厚度δ=36㎜2.评定目的:为了验证施焊中拟定的焊接工艺性的正确性。
焊接工艺评定报告(28mm埋弧焊)

4
SAW
4㎜
600
30
16
5
SAW
4㎜
650
30
18
6
SAW
4㎜
650
30
16
施焊环境
室内
环境温度(℃)
相对湿度
-%
预热温度(℃)
-
层间温度(℃)
-
后热温度
-
时间(min)
-
后热处理
-
技术措施
焊前清理
有
层间清理
有
背面清根
有
其 他
焊前须将焊道两侧20㎜范围内的油污、铁锈、飞边、毛刺及其它杂质清理干净。
HJ431
规格(目)
8~40
生产厂
莱芜槲林
烘干温度(℃)
250
时间(min)
120
施焊工艺参数记录
道次
焊接方法
焊条(焊丝)直径(㎜)
保护气体流量 (1/min)
电流(A)
电压(V)
焊接速度(㎝/min)
热输入(kj/㎝)
备注
1
GMAW
1.2
300
30
20
2
SAW
4㎜
600
30
18
3
SAW
4㎜
600
30
H08MnA
4
焊剂或气体
莱芜槲林
HJ431
250℃×2h
焊接方法
SAW
焊接位置
平焊
接头形式
对接
焊接工艺参数
见焊接工艺评定指导书
清根工艺
焊前清理、层间清理
焊接设备型号
MZ-1000埋弧整流焊机
双面埋弧焊螺旋钢管的焊接工艺评定

焊接工艺评定(PQR)

青岛德通起重机有限公司焊接工艺评定(PQR)文件编号:DT1019-2012版本: B受控状态:发放编号:2012年3月1日发布2012年4月1日实施焊接工艺评定(PQR)第1条焊接工艺评定是用以评定施焊单位是否有能力焊出符合产品技术条件所要求的焊接接头,验证施焊单位制订的焊接工艺指导书是否合适。
第2条焊接工艺评定是在焊接性试验基础上进行的生产前工艺验证试验,应在制订焊接工艺指导书以后,焊接产品以前进行。
焊接工艺评定是由施焊单位的熟练焊工(不允许外单位的焊工)按照焊接工艺指导书的规定焊接工艺试件,然后对工艺试件进行包观、无损探伤、力学性能和金相等项检验,同时将焊接时的实际工艺参数和各项检验结果记录在焊接工艺评定报告上,施焊单位规定的技术负责人应对该报告进行审批。
第3条对于产品上每种焊缝(按接头类型、母材、焊接材料、焊接方法和工艺等划分),施焊单位应编制焊接工艺指导书。
如果改变其中某项条件或参数,应另行编制焊接工艺指导书。
第4条焊接工艺指导书应有下列内容;1.焊接工艺指导书编号和日期;2.相应的焊接工艺评定报告的编号;3.焊接方法及自动化程度;4.接头形式、有无衬垫及衬垫材料牌号;5.用筒图表明坡口、间隙、焊道分布和顺序;6.母材的钢号、分类号;7.母材、熔敷金属的厚度范围、管子直径范围;8.焊条、焊丝的牌号和直径,焊剂的牌号和类型,钨极的类型、牌号和直径,保护气体的名称和成分;9.焊接位置、立焊的焊接方向;10.预热的最低温度、预热方式、最高的层间温度、焊后热处理的温度范围和保温时间范围;11.每层焊缝的焊接方法,焊条、焊丝、钨极的牌号和直径,焊接电流的种类、极性和数值范围,电弧电压范围,焊接速度范围,送丝速度范围,导电嘴至工件的距离,喷嘴尺寸及喷嘴与工件的角度,保护气体、气体垫和尾部气体保护的成分和流量,施焊技术(有无摆动、摆动方法、清根方法、有无锤击等);12.焊接设备及仪表;13.编制人和审批人的签字和日期。
焊接工艺评定报告
焊接工艺评估汇报
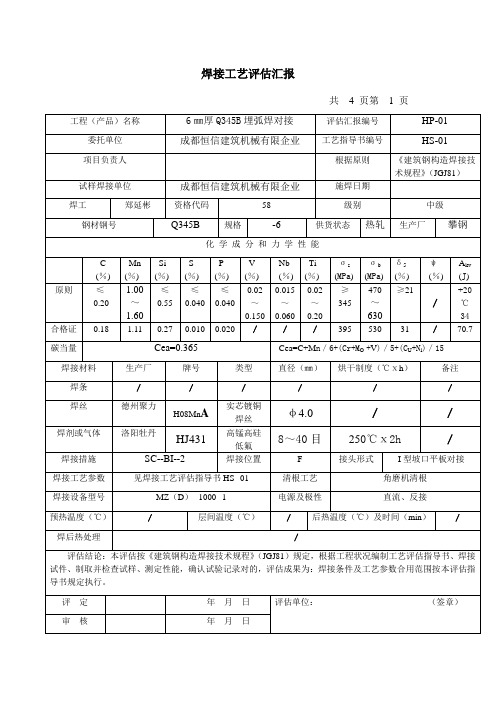
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
吴国斌焊接工艺评估汇报
共 4 页第 1 页。
工程项目中焊接工艺评定报告及方法(范本)
焊接工艺评定工作是整个焊接工作的前期准备,焊接工艺评定工作是验证所拟定的焊件及有关产品的焊接工艺的正确性而进行的试验过程和结果评价,重要性不言而喻。
一、焊接工艺评定概念它包括焊前准备、焊接、试验及其结果评价的过程。
焊接工艺评定也是生产实践中的一个重要过程,这个过程有前提、有目的、有结果、有限制范围。
所以焊接工艺评定要按照所拟定的焊接工艺方案进行焊前准备、焊接试件、检验试件、测定试件的焊接接头是否具有所要求的使用性能的各项技术指标,最后将全过程积累的各项焊接工艺因素、焊接数据据和试验结果整理成具有结论性、推荐性的资料,形成“焊接工艺评定报告”。
二、焊接工艺评定的意义焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。
焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证,因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。
三、焊接工艺评定目的和适用范围3.1 焊接工艺评定目的1.是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件;2.是焊接质量管理所要执行的关键环节或重要措施;3.是反映一个单位施焊能力和技术水平高低的重要标志;4.是行业和国家相关的规程所做规定的必须进行的项目。
3.2 焊接工艺评定的适用范围1.焊接工艺评定适用于锅炉、管道、压力容器和承重钢结构等钢制设备的制作、安装、检修的焊接工作以及焊工培训和焊工技术考核,在这些工作实施前都要进行的焊接工艺评定,来确定所拟订的焊接工艺的正确性。
2.焊接工艺评定适用于焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、药芯焊丝电弧焊、气焊、埋弧焊等焊接方法。
焊接工艺评定测试及标准

焊接工艺评定测试及标准一站式的材料检测、分析与技术咨询服务焊接工艺评定测试及标准有哪些?焊接工艺评定简介:焊接工艺评定(Welding Procedure Qualification Record,简称WPQR) 为验证所拟定的焊件焊接工艺的正确性或进行焊工能力考核而进行的试验过程及结果评价。
焊接工艺评定目的1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头。
2.验证施焊单位所拟订的焊接工艺指导书是一站式的材料检测、分析与技术咨询服务否正确。
3.为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。
4.考核焊工能力。
焊接工艺评定应用范围1、适用于锅炉,压力容器,压力管道,桥梁,船舶,航空航天,核能以及承重钢结构等钢制设备的制造、安装、检修工作。
2、适用于气焊,焊条电弧焊,钨极氩弧焊,熔化极气体保护焊,埋弧焊,等离子弧焊,电渣一站式的材料检测、分析与技术咨询服务焊等焊接方法。
评定过程1、拟定预备焊接工艺指导书(Preliminary Welding Procedure Specification,简称PWPS)2、施焊试件和制取试样3、检验试件和试样4、测定焊接接头是否满足标准所要求的使用性能5、提出焊接工艺评定报告对拟定的焊接工艺一站式的材料检测、分析与技术咨询服务指导书进行评定工艺评定常规测试(查看更多测试)外观检测无损探伤拉伸测试弯曲测试冲击测试硬度测试低倍金相测试表面裂纹检测一站式的材料检测、分析与技术咨询服务工艺评定相关标准评定参考标准工艺评定的标准国内标准SY∕T4103-1995 (相当于API 1104) NB/T47014-2011 《承压设备用焊接工艺评定》SY∕T0452-2002《石油输气管道焊接工艺评定方法》(注:供石油,化工工艺评定)JGJ81-2002 《建筑钢结构焊接技术规程》(注:公路桥梁工艺评定可参照执行)一站式的材料检测、分析与技术咨询服务GB50236-98 《现场设备,工业管道焊接工程施工及压力管道工艺评定》《蒸汽锅炉安全技术监察规程(1996)》注:起重行业工艺评定借用此标准欧洲标准ISO15614-1 钢的电弧焊和气焊∕镍和镍合金的电弧焊ISO15614-2铝和铝合金的电弧焊ISO15614-3铸铁电弧ISO15614-4铸铝的修补焊一站式的材料检测、分析与技术咨询服务ISO15614-5钛和钛合金的电弧焊∕锆和锆合金的电弧焊ISO15614-6铜和铜合金的电弧焊ISO15614-7堆焊ISO15614-8管接头和管板接头的焊接EN 288 或ISO 15607 - ISO 15614系列标准美国标准AWSD1.3-98 薄板钢结构焊接规程一站式的材料检测、分析与技术咨询服务D1.6:1999 不锈钢焊接D1.1∕D1.1M:2005 钢结构焊接规程D1.2∕D1.2M:2003 铝结构焊接规程D1.5∕D1.5M:2002桥梁焊接D14.3∕D14.3M:2005 起重机械焊接规程简介美信检测是一家具有CNAS和CMA资质认证●形貌观●显微结●表面元●表面异一站式的材料检测、分析与技术咨询服务察与测量构分析素分析物分析●成分分析●力学性能测试●热学性能测试●焊接工艺评定●CT扫描●无损检测●切片分析●阻燃性能测试●油品检测●清洁度测试●可靠性测试●失效分析●配方分析●有毒物质检测●涂镀层厚度......。