减速箱输出轴机械加工工艺过称卡片
减速器加工工艺过程及工序卡
每 台 件 数
备 注
工
序
号
工 名
序 称
工 序 内 容
车
间
工
段
设 备
工 艺 装 备
工 时
准终
单件
250
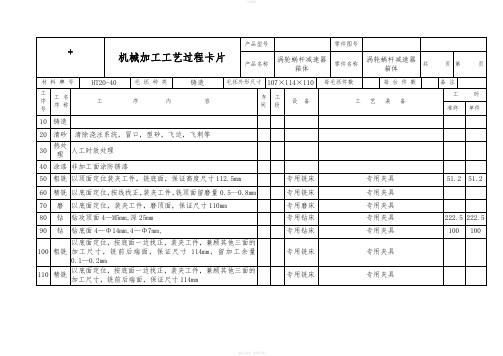
半精镗
以底面定位,以加工过的端面找正,装夹工件,粗镗Φ36mm,留加工余量0.1—0.2mm
专用镗床
专用夹具
260
精镗
以底面定位,以加工过的端线找正,装夹工件,按分割面精确对刀(保证两轴的垂直度公差为0.03mm),半精镗Φ32mm轴承孔
工 序 内 容
车
间
工
段
设 备
工 艺 装 备
工 时
准终
单件
140
钻
钻攻侧面8—M4深20mm
专用钻床
专用夹具
150
粗铣
以底面定位,按底面一边找正,装夹工件,兼顾其他三面的加工尺寸,铣Φ46两端面和Φ54端面,保证尺寸107mm,留加工余量0.1—0.2mm
专用铣床
专用夹具
160
精铣
以底面定位,按底面一边找正,装夹工件,兼顾其他三面的加工尺寸,铣Φ46两端面和Φ54
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻攻顶面4—M5mm,深25mm钻孔Φ5
专用钻床
275
15.4
2.5
25
2
钻攻顶面4—M5mm,深25mm
专用钻床
275
15.4
25
毕业设计输出轴机械加工工序卡片
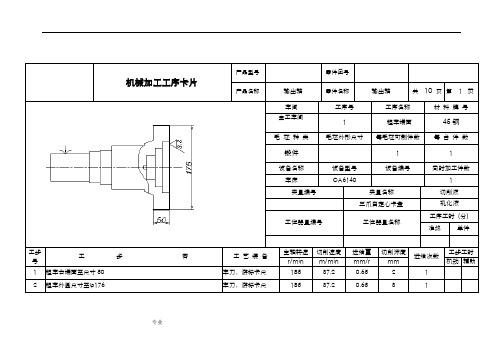
机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 1 页车间工序号工序名称材料牌号金工车间1 粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车右端面至尺寸50 车刀,游标卡尺185 37.2 0.65 2 12 粗车外圆尺寸至φ176 车刀,游标卡尺185 37.2 0.653 1.. .专业. .34机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 2 页车间工序号工序名称材料牌号金工车间2 粗车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. ... .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 3 页车间工序号工序名称材料牌号金工车间1 半精车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床立式钻床Z535 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时.. .专业. .号r/min m/min mm/r mm 机动辅助1 钻孔10*φ20 麻花钻,径千分尺400 22.6 0.2 12 扩孔10*φ20 麻花钻,径千分尺1100 68.4 0.43 1机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 4 页车间工序号工序名称材料牌号金工车间4 粗镗孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床C616A 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. .工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车右端面至30 车刀,游标卡尺185 37.2 0.652 倒角车刀185 37.2 0.65 1 134机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴车间工序号工序名称材料牌号金工车间2 半精镗孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床X51 1夹具编号夹具名称切削液.. .专业. ... .专业. .车床CA6140 1 夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗镗孔至φ50 车刀,径千分尺185 37.2 0.65 2 12 粗镗孔至φ79 车刀,径千分尺185 37.2 0.65 2 13 粗镗孔至φ104 车刀,径千分尺185 37.2 0.65 2 14 半精镗镗孔至φ80 车刀,径千分尺185 37.2 0.65 1 15 倒角车刀185 37.2 0.65.. .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第7 页车间工序号工序名称材料牌号金工车间7 铣45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数铣床X61W型铣床 1夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣键槽16*10 铣刀,游标卡尺185 37.2 0.65 2.5 2 23.. .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第8 页车间工序号工序名称材料牌号金工车间8 钻45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数钻床Z525立式钻床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻斜孔至φ8 麻花钻,径千分尺185 37.2 0.65 12 分度,钻另一个斜空至φ8 麻花钻,径千分尺185 37.2 0.65 1.. .专业. .34机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第9 页车间工序号工序名称材料牌号金工车间9 去毛刺45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助.. .专业. .1 去毛刺185 37.2 0.65234机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号金工车间10 检45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. ... .专业. .。
毕业设计输出轴机械加工工序卡片
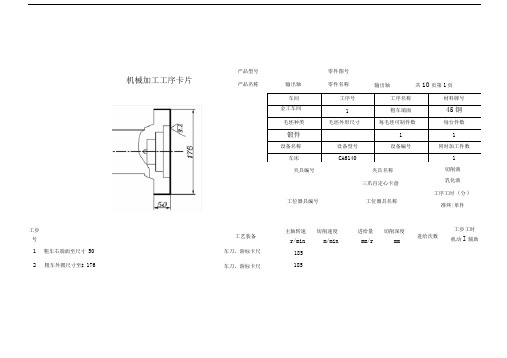
产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第1页工步号1 粗车右端面至尺寸502 粗车外圆尺寸至$ 176车间工序号工序名称材料牌号金工车间 1 粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称三爪自定心卡盘工艺装备车刀,游标卡尺车刀,游标卡尺工位器具编号工位器具名称切削液乳化液工序工时(分)准终|单件主轴转速切削速度r/min m/min185进给量mm/r切削深度mm进给次数工步工时机动I辅助185机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第2页车间金工车间工序号工序名称材料牌号52 000191 毛坯种类锻件设备名称车床夹具编号2毛坯外形尺寸粗车外圆柱面每毛坯可制件数45钢每台件数设备型号CA6140工位器具编号设备编号同时加工件数工步号工艺装备王轴转速r/min切削速度m/min1 粗车外圆端面至266 车刀,游标卡尺185夹具名称三爪自定心卡盘工位器具名称进给量mm/r切削深度mm切削液乳化液工序工时(分)准终单件进给次数工步工时机动丨辅助产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第6页车间工序号工序名称材料牌号金工车间 6 精车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分)准终|单件工步号1工艺装备粗镗内孔至0 50 车刀,内径千分尺主轴转速r/min185切削速度m/min进给量切削深度mm/r mm进给次数工步工时机动|辅助2粗镗内孔至$ 79 3粗镗内孔至$ 104 车刀,内径千分尺185 车刀,内径千分尺1854 半精镗镗内孔至0 80 车刀,内径千分尺185 1 15 倒角车刀185产品型号机械加工工序卡片零件图号输出轴零件名称输出轴共10页第7页车间工序号工序名称材料牌号金工车间7 铳45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数铳床X61W型铣床 1 夫具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件产品名称工步号工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度进给次数工步工时mm 机动辅助铣键槽16*10 铳刀,游标卡尺185产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第8页工步号工艺装备麻花钻,内径千分尺2分度,钻另一个斜空至$ 8 3 麻花钻,内径千分尺车间金工车间毛坯种类锻件设备名称钻床夹具编号工位器具编号主轴转速r/min185185工序号8工序名称钻毛坯外形尺寸设备型号每毛坯可制件数1设备编号Z525立式钻床专用夹具夹具名称工位器具名称切削速度m/min进给量mm/r切削深度mm材料牌号45钢每台件数1同时加工件数1切削液工序工时(分)准终|单件进给次数工步工时机动I辅助机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第9页车间工序号工序名称材料牌号金工车间9 去毛刺45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具名称切削液夹具编号工位器具编号工位器具名称工序工时(分)准终单件工步 号工步 内 容工艺装备主轴转速 切削速度 进给量 切削深度进给次数工步工时 r/minm/minmm/rmm机动辅助1 佥验185234机械加工工序卡片产品型号 零件图号产品名称 输出轴 零件名称输出轴共 10页 第10页车间 工序号工序名称材料牌号金工车间 10检45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件1设备名称设备型号设备编号 同时加工件数1工位器具编号工位器具名称工序工时(分)准终单件夹具名称切削液夹具编号。
(整理)输出轴加工工艺过程卡片
85
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标
记
处数
更改
文件号
签字
日期
中心钻,内径千分尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标
记
处数
更改
文件号
签字
日期
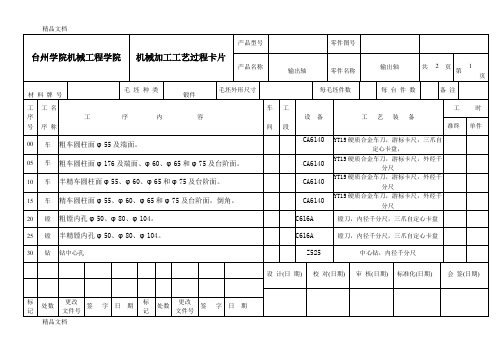
台州学院机械工程学院
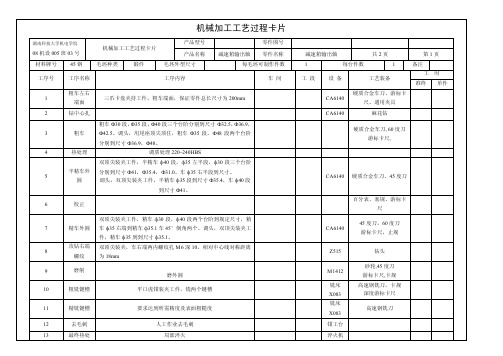
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
输出轴
共
2
页
第
1
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
00
车
粗车圆柱面φ55及端面。
CA6140
YT15硬质合金车刀,游标卡尺,三爪自定心卡盘,
05
车
粗车圆柱面φ176及端面、φ60、φ65和φ75及台阶面。
CA6140
YT15硬质合金车刀,游标卡尺,外经千分尺
10
车
半精车圆柱面φ55、φ60、φ65和φ75及台阶面。
CA6140
YT15硬质合金车刀,游标卡尺,外经千分尺
台州学院机械工程学院
机械加工工艺过程卡片
产品型号
零件图号
市场价格在有些情况下(如对市场物品)可以近似地衡量物品的价值,但不能准确度量一个物品的价值。三者的关系为:
《机械制造技术》第14课 编制减速器传动轴的机械加工工艺卡片(1)

课题编制减速器传动轴的机械加工工艺卡片——机械加工工艺规程设计(1)课时2课时(90 min)教学目标知识技能目标:(1)掌握机械加工工艺路线的拟订(2)掌握机械加工工序的设计思政育人目标:提高逻辑严谨、思维缜密的问题分析能力教学重难点教学重点:工艺路线的拟定,加工余量和工序尺寸的确定,机床设备、工艺装备及切削用量的选择教学难点:工艺路线的拟定,切削用量的选择教学方法启发式、讲授法、案例分析法、讨论法、总结法教学用具电脑、投影仪、多媒体课件、教材教学设计课前任务→考勤(2min)→互动导入(5min)→传授新知(53min)→项目实践(25min)→课堂小结(3min)→作业布置(2min)教学过程主要教学内容及步骤设计意图课前任务⏹【教师】上传预习资料,发布预习任务,和学生负责人取得联系,让其提醒同学通过APP或其他学习软件,完成课前任务查找机械加工工艺规程设计的相关资料,观看上传的预习视频,思考工艺规程设计可能包含那些内容,通过发起的线上任务,分析讨论如何进行机械加工工艺规程的设计。
⏹【学生】完成课前任务通过课前任务,培养学生独立收集资料的能力,对机械加工工艺规程的设计形成初步认识,锻炼其观察、分析、总结的能力考勤(2 min)⏹【教师】使用APP进行签到⏹【学生】按照老师要求签到培养学生的组织纪律性,掌握学生的出勤情况互动导入(5 min)⏹【教师】讲述“任务引入”案例(详见教材),并提出问题机械加工工艺规程的编制方法和过程都有哪些呢?⏹【学生】聆听、思考、回答通过设置疑问的方式,引导学生主动思考,激发学生的学习兴趣传授新知⏹【教师】通过学生的回答,引出本节课知识点,讲解机械加运用多媒体课件,通过提问引导(53 min)工工艺规程设计的相关内容一、工艺路线的拟订拟订工艺路线是编制机械加工工艺规程的关键步骤,工艺路线拟订得是否合理直接影响机械加工工艺规程的合理性、科学性和经济性。
工艺路线拟订的主要任务是选择加工方法、划分加工阶段、安排加工顺序和组合工序内容。
输出轴机械加工工艺卡

机械加工工序卡片
产品型号
零件图号
共13页
产品名称
零件名称
输出轴
第7页
车间
工序号
工序名称
材料牌号
车
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3040
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时/ min
准终
单件
会签
(日期)
标记
处数
更改号
签字
日期
标记
处数
更改号
签字
日期
机械加工工序卡片(九)
机械加工工序卡片
产品型号
零件图号
共13页
产品名称
零件名称
输出轴
第9页
车间
工序号
工序名称
材料牌号
镗
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
镗床
T612
夹具编号
夹具名称
切削液
45°端面车刀
粗车各圆面,留加工余量1.4mm,倒角
CA6140
90°左偏刀
4
车
粗车大端Ф176外圆,留加工余量1.2mm,车内肩孔,深度车至尺寸要求
CA6140
90°左偏刀、镗刀200,
B×H=16×25
5
热处理
调质HB217~255
减速器箱体机械加工工艺规程-卡片

减速器箱体机械加工工艺规程-卡片(总37页)-本页仅作为预览文档封面,使用时请删除本页-234标记处数更改文件号签字日期标记处数更改文件号签字日期景德镇陶瓷学院机械加工工序卡片产品型号零件图号产品名称减速器零件名称减速器箱体共21 页第 1 页车间工序号工序名称材料牌号10 铸造HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造件204×190×2611设备名称设备型号设备编号同时加工件数金属模夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件4工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1金属模铸造,铸造出符合设计要求的毛坯,毛坯尺寸按照毛坯图上的尺寸。
游标卡尺,分度值为设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)景德镇陶瓷学院机械加工工序卡片产品型号零件图号产品名称减速器零件名称减速器箱体共21 页第 2 页车间工序号工序名称材料牌号20 清砂HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造件204×190×2611设备名称设备型号设备编号同时加工件数56工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1清除浇注系统,冒口,型砂,飞边,飞刺等。
60设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)景德镇陶瓷学院机械加工工序卡片产品型号零件图号产品名称减速器零件名称减速器箱体共21 页第 3 页车间工序号工序名称材料牌号30 热处理HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数67设备名称设备型号设备编号同时加工件数加热炉夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1人工时效处理:装炉温度≦200℃,升温温度≦100℃,保温温度:500~550℃,保温时间4~6小时,冷却温度:30℃,出炉温度:≦200℃。
减速器箱体机械加工工艺规程 卡片

减速器箱体机械加工工艺规程卡片XXX Ceramic InstituteMaterial gradeProcess nameSerial numberProduct model Part numberMechanical processing process cardBlank type HT200 cast ironProcess contentProduct name: cer box body Part name: cer box bodyBlank size: 204×190×261.1 blank per piece。
per unitXXX timeXXXAllowance per piece:10.20.30.40.50.60.70.80.90.100.110.120.130Using XXX。
The blank size is according to the size on the blank drawing.XXX pouring systems。
risers。
sand molds。
burrs。
and flash.Artificial aging treatment for heat treatment.Rough milling: Use the top surface as the benchmark。
XXX through the Ø140 hole with a center XXX-XXX surface.Use the bottom surface as the benchmark。
XXX through the Ø65 hole with a center XXX-XXX.Drill and ream 4-Ø13 holes on the bottom surface。
and then bore and flatten 4-Ø28 holes.Use the bottom surface as the XXX the two pins (in the 2-Ø13 holes) that locate the rough milling。
输出轴加工工序卡片

沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第1页车间工序号工序名材料牌号1-1车φ176端面外圆倒角45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件442工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 粗车φ176轴端面硬质合金车刀游标卡尺200 110 0.66 2 1 93.7 142 精车φ176轴端面硬质合金车刀游标卡尺217 120 0.4 0.5 1 94.5 14底图号3 粗车φ176外圆并倒角硬质合金车刀游标卡尺125 73 0.8 2.5 1 8 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第2页车间工序号工序名材料牌号1-2车右端孔并倒角45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件1设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件442工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 车削φ104φ80φ55孔倒角硬质合金车刀游标卡尺210 20 0.35 15 1 300 452 精车φ80孔硬质合金车刀游标卡尺560 138 0.3 1.5 1 840 126 底图号3 加工中心孔高速麻花钻游标卡尺135 150 0.5 3.5 2 5 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第3页车间工序号工序名材料牌号2-1 车左端面外圆并加工孔45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件650工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 粗车轴左端面硬质合金车刀游标卡尺200 110 0.66 2 1 93.75 202 加工中心孔硬质合金车刀游标卡尺600 150 0.5 4.5 1 2 0.3 底图号3 粗车轴φ77 硬质合金车刀游标卡尺320 80 0.71 2.5 1 136.5 27.3装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第4页车间工序号工序名材料牌号2-2 精车各轴段并倒角45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件611.9工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助1 粗车φ76φ66φ61φ56轴段硬质合金车刀游标卡尺320 75 1.2 3.53 92 132 半精车φ76φ66φ61φ56轴段硬质合金车刀游标卡尺510 100 0.45 0.93 80 20 6描校 3 精车φ76φ66φ61φ56轴段硬质合金车刀游标卡尺630 120 0.15 0.55 1 20.8 54 倒各轴段上的角硬质合金车刀游标卡尺580 120 0.18 0.55 1 5.1 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第5页车间工序号工序名材料牌号3 钻2-φ8孔45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件79工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 钻2-φ8孔高速钢φ8麻花钻头游标卡尺210 20 0.35 15 1 24 4.8 装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第6页车间工序号工序名材料牌号4 钻10-φ20孔45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件223工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 钻10-φ19.8孔高速钢10-φ19.8麻花钻头游标卡尺210 20 0.35 15 1 300 602 铰10-φ20孔高速钢φ20铰刀塞规560 138 0.3 1.5 1 840 16装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第7页车间工序号工序名材料牌号5 铣键槽45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X52K 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件77工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 粗铣键槽高速立铣刀游标卡尺945 89 0.12 5.0 1 62 9.32 精铣键槽高速立铣刀游标卡尺1225 154 0.1 2.0 1 37.6 7装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第8页车间工序号工序名材料牌号6 磨外圆面45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1420 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件3261工步号工步内容刀具量具主轴转速m/s切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 磨左端精车后的外圆砂轮游标卡尺923 32 30 0.1 1 2626 394 装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
减速器输出轴机械加工工艺过程卡片
半精车外 分别到尺寸 Ф41,Ф35.4,Ф31.0。车 ф35 右半段到尺寸。
5
圆
调头,双顶尖装夹工件,半精车 ф35 段到尺寸 Ф35.4,车 ф40 段
到尺寸 Ф41。
6
校正
双顶尖装夹工件,精车 ф30 段,ф40 段两个台阶到规定尺寸,精
7
精车外圆 车 ф35 右端到精车 ф35.1 车 45°倒角两个。调头,双顶尖装夹工
件,精车 ф35 到到尺寸 ф35.1。
攻钻右端 双顶尖装夹,车右端两内螺纹孔 M 6 深 10,相对中心线对称距离
8
螺纹
为 18mm
9
磨削
磨外圆
10
粗铣键槽
平口虎钳装夹工件,铣两个键槽终热处
要求达到所需精度及表面粗糙度
人工作业去毛刺 局部淬火
减速箱输出轴
共2页
第1页
1 工段
钻头
砂轮,45 度刀 游标卡尺,卡规 高速钢铣刀,卡规 深度游标卡尺
高速钢铣刀
理及清洗
14
检查
终检
等 游标卡尺,卡规,塞规, 直尺
标记 处数 描图
更改文件号
日 签字
期 描校
标记
处数
更改文件号 底图号
签字
日期
设计(日期)
2011 年 6 月 7 日 装订号
审核(日 标准化(日期) 会签(日期)
期)
钻中心孔
粗车 Ф30 段,Ф35 段,Ф40 段三个台阶分别到尺寸 Ф32.5,Ф36.9,
3
粗车
Ф42.5。调头,用尾座顶尖顶住,粗车 Ф35 段,Ф48 段两个台阶
分别到尺寸 Ф36.9,Ф48。
4
热处理
减速器工艺卡片
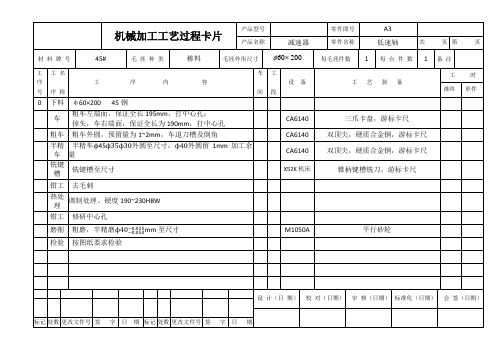
工步工步工步工步工步工步工步工步工步工步产品名称一级齿轮减速器零件名称低速轴端盖共 1 页第 1 页材料牌号HT150 毛坯种类棒料毛坯外形尺寸Ø90*30每毛坯件数 1 每台件数 1 备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 下料选择Ø90*30的铸铁棒料2 粗车以外圆为粗基准粗车两端面,打中心孔车床YG8硬质合金车刀、三爪卡盘3 粗车以中心孔两为基准车大外圆至φ84,车外圆至φ71,车小外圆至φ66,车退刀槽3*1车床YG8硬质合金车刀、双顶尖4 半精车以两中心孔为基准半精车外圆至φ68 车床YG8硬质合金车刀、双顶尖5 钳工划螺纹孔、中心孔的加工线游标高度尺6 钻孔钻4*4的孔并攻丝至∅5,钻φ48的中心盲孔摇臂钻床高速钢钻头、可卸盖式钻具、手用丝锥7 半精铣半精铣透盖的两个端面至L=23mm 立式铣床直柄立铣刀8 车车端盖一端的锥形孔车床YG8硬质合金车刀、三爪卡盘9 处理去毛刺、倒棱边、清洗10 检验检验零件尺寸设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)工步机械加工工序卡片产品型号零件图号产品名称一级齿轮减速器零件名称低速轴端盖共 1 页第 1 页车间工序号工序名称材料牌号6 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Ø90*30 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z35 1夹具编号夹具名称切削液平口钳工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻φ48的中心盲孔硬质合金麻花钻φ40 170 25.5 0.50 24 12 钻4*4的孔并攻丝至∅5硬质合金麻花钻φ4、手用丝锥1320 16.5 0.50 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片产品型号零件图号产品名称一级齿轮减速器零件名称低速轴透盖共 1 页第 1 页材料牌号HT150 毛坯种类棒料毛坯外形尺寸Ø90*25每毛坯件数 1 每台件数 1 备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 下料选择Ø90*25的铸铁棒料2 粗车以外圆为粗基准粗车两端面,打中心孔车床YG8硬质合金车刀、三爪卡盘3 粗车以中心孔两为基准车大外圆至φ84,车外圆至φ71,车小外圆至φ66,车退刀槽3*1车床YG8硬质合金车刀、双顶尖4 半精车以两中心孔为基准车外圆至φ68 车床YG8硬质合金车刀、双顶尖5 钳工划中心孔及螺纹孔的加工线游标高度尺6 钻孔钻φ40的中心孔,钻4*4的孔并攻丝至∅5摇臂钻床高速钢钻头、可卸盖式钻具、手用丝锥7 半精铣半精铣透盖的两个端面至L=21mm 立式铣床直柄立铣刀8 半精镗镗中心孔至φ42,镗透盖的两端的圆孔及中部的环槽镗床简易浮动镗刀、镗模9 处理去毛刺、倒棱边、清洗10 检验检验零件尺寸设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称一级齿轮减速器零件名称低速轴透盖共 1 页第 1 页车间工序号工序名称材料牌号6 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Ø90*25 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液平口钳工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻φ40心孔,硬质合金麻花钻φ40 160 20 0.50 20 12 钻4*4的孔并攻丝至∅5硬质合金麻花钻φ4、手用丝锥1250 15.6 0.50 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工艺过程卡片产品型号零件图号产品名称一级齿轮减速器零件名称高速轴端盖共 1 页第 1 页材料牌号HT150 毛坯种类棒料毛坯外形尺寸Ø75*30每毛坯件数 1 每台件数 1 备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 下料选择Ø75*30的铸铁棒料2 粗车以外圆为粗基准粗车两端面,打中心孔车床YG8硬质合金车刀、三爪卡盘3 粗车以中心孔两为基准车大外圆至φ72,车外圆至φ58,车小外圆至φ53,车退刀槽3*1车床YG8硬质合金车刀、双顶尖4 半精车以两中心孔为基准半精车外圆至φ55 车床YG8硬质合金车刀、双顶尖5 钳工划螺纹孔、中心孔的加工线游标高度尺6 钻孔钻4*4的孔并攻丝至∅5,钻φ35的中心盲孔摇臂钻床高速钢钻头、可卸盖式钻具、手用丝锥7 半精铣半精铣透盖的两个端面至L=24mm 立式铣床直柄立铣刀8 车车端盖一端的锥形孔车床YG8硬质合金车刀、三爪卡盘9 处理去毛刺、倒棱边、清洗10 检验检验零件尺寸设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)工步机械加工工序卡片产品型号零件图号产品名称一级齿轮减速器零件名称低速轴端盖共 1 页第 1 页车间工序号工序名称材料牌号6 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Ø75*30 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液平口钳工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻φ35的中心盲孔硬质合金麻花钻φ35 200 21.9 0.50 17.5 12 钻4*4的孔并攻丝至∅5硬质合金麻花钻φ4手用丝锥1250 15.6 0.50 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工艺过程卡片产品型号零件图号产品名称一级齿轮减速器零件名称高速轴透盖共 1 页第 1 页材料牌号HT150 毛坯种类棒料毛坯外形尺寸∅75*30 每毛坯件数 1 每台件数 1 备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 下料选择75*30的铸铁棒料2 粗车以外圆为粗基准车端面,打中心孔车床YG8硬质合金车刀、三爪卡盘3 粗车以中心孔两为基准车大外圆至φ72,车外圆至φ58,车小外圆至φ53,车退刀槽3*1车床YG8硬质合金车刀、双顶尖4 半精车以两中心孔为基准车外圆至φ55 车床YG8硬质合金车刀、双顶尖5 钳工划中心孔及螺纹孔的加工线游标高度尺6 钻孔钻φ25的中心孔,钻4*4的孔并攻丝至∅5摇臂钻床高速钢钻头、可卸盖式钻具、手用丝锥7 半精铣半精铣透盖的两个端面至L=24mm 立式铣床直柄立铣刀8 半精镗镗中心孔至φ27,镗透盖的两端的圆孔及中部的环槽镗床简易浮动镗刀、镗模9 处理去毛刺、倒棱边、清洗10 检验检验零件尺寸设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称一级齿轮减速器零件名称高速轴透盖共 1 页第 1 页车间工序号工序名称材料牌号6 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料∅75*30 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液平口钳工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻φ25的中心孔,硬质合金麻花钻φ25 250 19.5 0.50 12.5 12 钻4*4的孔并攻丝至∅5硬质合金麻花钻φ4、手用丝锥1250 15.6 0.50 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
减速器零件机械加工工艺过程卡(可打印修改)
陕西国防学院
机械加工工艺过程卡片
产品型号 产品名称
减速器
零件图号 零件名称
齿轮
共
页第
页
材料牌号
毛坯种类
工 工名
工
序
内
毛坯外形尺寸
容
车 工 设备
每毛坯件数
每台件数
工艺装备
备注 工时
序 号 序称
间段
准终 单件
30 半精车 半精车一端端面、半精镗内孔、倒角 2×45°、1×45°
CA6140 三抓卡盘、45°车刀、镗孔刀、塞规
15 粗车 粗车外圆 ø55 和 ø65
20 粗车 粗车外圆 ø45、ø52、ø55、ø58
25 热处理 调质 190~230HBS
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
陕西国防学院
容 间段
减速器
设备
零件图号 零件名称 每毛坯件数
箱座
共
每台件数
工艺装备
页第
页
备注
工时
准终 单件
95 钳 打印记、拆开组合
100 钳 扩 6 孔(4-ø15、2-ø16H7)为 6-ø16 105 铣 铣输油沟 110 入库
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
毛坯外形尺寸 车工
容 间段
01 铸造 金属型机器造型砂型铸造——铸造毛坯
减速器
设备
零件图号 零件名称 每毛坯件数
箱盖
减速箱输出轴的切削加工工艺
减速箱输出轴的切削加工工艺一、学习目标知识目标:·了解铣削、刨削、拉削和磨削的加工特点及应用;·掌握在刨床、铣床上加工水平面、垂直面及沟槽的操作;·掌握在平面磨床及外圆磨床上进行磨削的基本操作;·熟悉在钻削和镗削孔的基本操作。
能力目标:·能正确选择简单零件的加工工艺流程;·能独立完成简单零件的切削加工。
二、任务引入图7-25 输出轴减速箱中的输出轴如图7-25所示,属于阶梯轴。
阶梯轴是轴类零件中用得最多的一种,它一般由外圆、轴肩、螺纹、螺纹退刀槽、砂轮越程槽和键槽等组成。
车削和磨削是加工阶梯轴零件的主要加工方法,其一般的加工工序安排为:准备毛坯→正火→切端面打中心孔→粗车→调质→半精车→精车→表面淬火→粗、精磨外圆表面→终检。
轴上的花键、键槽、螺纹、齿轮等表面的加工,一般都放在外圆半精加工以后,精磨之前进行。
三、相关知识(一)铣削铣削是平面的主要加工方法之一。
铣削时,铣刀的旋转是主运动,零件随工作台的运动是进给运动。
铣床的种类很多,常用的是升降台卧式铣床和立式铣床。
铣削大型零件的平面则用龙门铣床,生产率较高,多用于批量生产。
1.铣削的工艺特点和应用(1)铣刀是典型的多齿刀具,有几个刀齿同时参加工作,并且参与切削的切削刃较长,切削速度也较高,且无空回行程,故生产率较高。
但加工狭长平面或长直槽时,刨削比铣削生产率高。
(a)圆柱铣刀铣平面(b)立铣刀铣台阶面(c)套式端面铣刀铣平面(d)端铣刀铣大平面(e)三面刃铣刀铣直槽(f)T形铣刀铣T形槽(g)角度铣刀铣V形槽(h)键槽铣刀铣键槽(i)燕尾槽铣刀铣燕尾槽(j)成形铣刀铣凸圆弧(k)齿轮铣刀铣齿轮(l)螺旋槽铣刀铣螺旋槽图7-26 铣削加工的主要应用范围(2)铣削力变动较大,切削过程不平稳,容易产生振动,这就限制了铣削加工质量和生产率的进一步提高。
(3)铣刀刀齿在切离零件的一段时间内,可以得到一定的冷却,散热条件较好。
减速器输出轴

1 设计分析技术要求分析(1)轴颈E、F 轴颈E、F是输出轴在减速器中装配装配基准面。
其公差品级为IT6,表面粗糙度为Ra=μm。
轴颈F上设计了直径略校一点的一段,长度为44mm,直径为Φ35。
E、F对基准A—B的径向圆跳动均为。
使如此处置会使轴承的装配工艺性好。
(2)外圆面M、N 外圆面M、N是安装齿轮和带轮的径向装配基准面。
其公差品级为IT6,表面粗糙度为Ra=μm。
使齿轮传动、带传动的平稳性好。
(3)轴肩P、Q 轴肩P、Q使安装齿轮和轴承的轴向装配基准面。
P对基准A—B的端面跳动为,表面粗糙度为Ra=;Q端面的表面粗糙度为Ra=,如此能够保证齿轮的正确啮合。
(4)布氏硬度要求热处置T224,使其达到220~240HBS,以保证输出轴具有良好的力学综合性能。
(5)键槽为了使轮(带轮、齿轮)与轴连接在一路运动,常在轴和孔的连接处开一个键槽,将健嵌入。
具体各部件的技术要求表1。
表1 减速器输出轴零件技术要求表加工表面尺寸及偏差/mm 公差/mm及精度等级表面粗糙度/μm 形位公差/mm 轴颈E ,IT6轴颈E左端面,IT6 无最大直径圆G Φ48 无无G的左端面P Φ48 无G的左端面Q Φ48 无无外圆面M ,IT6 无轴颈F左段,IT6轴颈F左段,IT11 无轴颈F右端面,IT11 无外圆面N ,IT6 Ra2106 无N右端面,IT6 无续表1 减速器输出轴零件技术要求表加工表面尺寸及偏差/mm 公差/mm及精度等级表面粗糙度/μm 形位公差/mm 键槽S侧面12P9键槽S底面无无无键槽T侧面8P6键槽T底面无无无内螺纹孔2×M6深10 无无无零件分析减速器是典型的机械产品。
输出轴是典型的轴类机械零件。
减速器的要紧功用是将电动机的动力和运动以适合的转速传递给工作机。
零件的功用轴类零件的功用为只传动零件(齿轮.皮带轮)传递扭矩,经受载荷,和保证在主轴上的工件(或刀具)具有必然的回转精度。
减速器加工工艺过程及工序卡
专用镗床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
以底面定位,以加工过的端面找正,装夹工件,粗镗Φ32mm轴承孔,从28.4到29.9
工 序 内 容
车
间
工
段
设 备
工 艺 装 备
工 时
准终
单件
140
钻
钻攻侧面8—M4深20mm
专用钻床
专用夹具
150
粗铣
以底面定位,按底面一边找正,装夹工件,兼顾其他三面的加工尺寸,铣Φ46两端面和Φ54端面,保证尺寸107mm,留加工余量0.1—0.2mm
专用铣床
专用夹具
160
精铣
以底面定位,按底面一边找正,装夹工件,兼顾其他三面的加工尺寸,铣Φ46两端面和Φ54
m/min
mm/r
mm
机动
辅助
1
钻攻9—M4,深20钻孔Φ4
专用钻床
170
15.4
2
20
钻攻9—M4,深20
专用钻床
170
15.4
20
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
减速器加工工艺过程及工序卡

准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
以底面定位,按底面一边找正,装夹工件,兼顾其他三面的加工尺寸,铣前后端面,保证尺寸114mm从116.45到115.05
专用铣床
200
24
1.4
1.4
2
以底面定位,按底面一边找正,装夹工件,兼顾其他三面的加工尺寸,铣前后端面,保证尺寸114mm,从115.05到114
专用镗床
专用夹具
220
检验
检查轴承孔尺寸及精度
专用镗床
230
半精镗
以底面定位,以加工过的端面找正,装夹工件,半精镗Φ32mm轴承孔,留加工余量0.1—0.2mm
专用镗床
专用夹具
36.5
36.5
240
半精镗
以底面定位,以加工过的端面找正,装夹工件,半精镗Φ28mm轴承孔,留加工余量0.1—0.2mm
专用镗床
+
机械加工工艺过程卡片
产品型号
零件图号
产品名称
涡轮蜗杆减速器箱体
零件名称
涡轮蜗杆减速器箱体
共
页
第
页
材 料 牌 号
HT20-40
毛 坯 种 类
铸造
毛坯外形尺寸
107×114×110
每毛坯件数
每 台 件 数
备 注
工
序
号
工 名
序 称
工 序 内 容
车
间
工
段
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标记 描图
处数
更改文件号
签字
标记
处数
更改文件号 底图号
签字
日期
2010 年 12 月 20 装订号
机械加工工序卡片
产品型号 产品名称 减速箱输出轴 车间 工程训练中心车 间 毛坯种类 锻件 设备名称 立铣床 夹具编号
零件图号 零件名称 工序号 1 毛坯外型尺寸 Φ 50mm×202mm 设备型号 XA6132 夹具名称 平口虎钳 工位器具编号 工位器具名称 工序工时 准终 0 单件 42s 减速箱输出轴 工序名称 铣键槽 每毛坯可制件数 1 设备编号 共1页 第1页 材料牌号 45 钢 每台件数 1 同时加工件数 1 切削液
装订号
设计 (日期) 标 记 处 数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签 字 日 期
审核 (日期)
标准化 (日期)
会签 (日期)
(厂名)
机械加工工序卡片
产品型号 产品名称
减速箱输出轴 车间 毛坯种类 锻件 设备名称 车床 夹具编号
零件图号 零件名称
减速箱输出轴 共1页 工序号 工序名称 8 精车 毛坯外型尺寸 每毛坯可制件数 Φ 50mm×202mm 1 设备型号 CA6140 夹具名称 双顶尖 工位器具名称 设备编号
工位器具编号
工步号 1 描图
工步内容 修研两端中心孔
工艺装备 麻花钻,游标卡尺
主轴转速 r/min
切削速度 m/min
进给量 mm/r
背吃刀 量 mm
进给 次数
工步工时 机动 辅助
描校 底图号
装订号
设计 (日期) 标 记 处 数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签 字 日 期
0.5 0.5 0.5 1 1 1 1 1
0.8 0.8 0.8 4.2 2.3 3.7 1 2
1 1 1 1 1 1 1 1
装订号
设计 (日期) 标 记 处 数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签 字 日 期
审核 (日期)
标准化 (日期)
会签 (日期)
(厂名)
机械加工工序卡片
工艺装备 顶尖 游标卡尺、60°硬质合金刀 YT5 游标卡尺、60°硬质合金刀 YT5 游标卡尺、60°硬质合金刀 YT5 游标卡尺、60°硬质合金刀 YT5 游标卡尺、60°硬质合金刀 YT5 游标卡尺、60°硬质合金刀 YT5 游标卡尺、60°硬质合金刀 YT5 游标卡尺、60°硬质合金刀 YT5
工步号
描 图
工
步
内
容
工
艺
装
备
主轴转速 r/min
切削速度 m/min
进给量 mm/r
背吃刀量 mm
进给次数
1 2 3 4 5 6
双顶尖装夹工件 半精车左Ф 35 段到Ф 35.4 以Ф 35 右端为基准,半精车Ф 48 左端轴肩到 8.6 以Ф 31 端面为基准,半精车Ф 48 右端轴肩到 175 半精车Ф 40 段到Ф 41 半精车 Ф 40 段右端锥面,锥度 5:16。 半精车Ф 35 段到Ф 35.4 半精车右Ф 35 段到Ф 35 以Ф 31 端面为基准,半精车右端Ф 35 轴肩到 55
工步内容 用中心孔定位 以右端为定位基准,粗车 Ф30 左端轴肩至 56 以右端为定位基准,粗车 Ф48 右端轴肩至 174 以 Ф48 右端为定位基准,粗车 Ф40 右端轴肩至 41,粗车 Ф48 左端至 9.6 粗车 Ф30 段到 Ф32.5 粗车中间 Ф35 段到 Ф36.5 粗车 Ф40 段到 Ф42.5 粗车 Ф48 段到 Ф48 粗车左端 Ф35 段到 Ф36.9
工艺装备
双顶尖
主轴转速 r/min
切削速度 m/min
进给量 mm/r
背吃刀 量 mm
进给 次数
工步工时 机动 辅助
45 度刀,60 度刀 游标卡尺,止规 45 度刀,60 度刀 游标卡尺,止规 45 度刀,60 度刀 游标卡尺,止规 45 度刀,60 度刀 游标卡尺,止规
1120 900 750 1120
产品型号 产品名称
减速箱输出轴 车间 毛坯种类 锻件 设备名称 车床 夹具编号
零件图号 零件名称
减速箱输出轴 共1页 工序号 工序名称 7 车越程槽 毛坯外型尺寸 每毛坯可制件数 Φ 50mm×202mm 1 设备型号 CA6140 夹具名称 通用夹具 工位器具名称 设备编号
第1页 材料牌号 45#钢 每台件数 1 同时加工件数 1 切削液 工序工时 准终 单件
3
粗车
车工
CA6140
45 度刀,麻花钻,60 度刀 游标卡尺,止规
4 5 6 7 8 9 10 11 12 13 14 15 16
热处理 钳 半精车 车越程槽 精车 攻钻螺纹 磨削 钳 铣 钳 热处理 清洗 检查
钳工 车工 车工 车工 钳工 磨工
钳工台 CA6140 CA6140 CA6140 Z512 M1432A 钳工台 XA6132 钳工台 淬火机 清洗机
第1页 材料牌号 45#钢 每台件数 1 同时加工件数 1 切削液 工序工时 准终 单件 0 37s
工位器具编号
工步号 1 2 描图 3 4 描校 5
工步内容
双顶尖装夹工件 精车 ф30 段到规定尺寸 精车 ф40 段到规定尺寸 以 ф48 左端面为基准,精车 ф48 左端轴肩到 7 精车 45°倒角两个
主轴转速 r/min
切削速度 m/minபைடு நூலகம்
进给量 mm/r
背吃刀 量 mm
进给 次数
工步工时 机动 12s 52.2 2.6 5.3 4.5 4.6 1.3 2s 辅助 2s 8s 0.5s 1s 0.8s 0.8s 0.3s 0.4s
560 400 450 633 560 500 450 560
50 50 50 60 60 60 60 60
审核 (日期)
标准化 (日期)
会签 (日期)
机械加工工序卡片
产品型号 产品名称 减速箱输出轴 车间
零件图号 零件名称 工序号 6 毛坯种类 锻件 设备名称 卧式车床 夹具编号 毛坯外型尺寸 Φ 50mm×202mm 设备型号 CA6140 夹具名称 双顶尖 工位器具编号 工位器具名称 工序工时 准终 0 单件 78.3s 工步工时 机动 辅助 减速箱输出轴 工序名称 半精车 每毛坯可制件数 1 设备编号 共1页 第1页 材料牌号 45 钢 每台件数 1 同时加工件数 1 切削液
190
11.9
0.2
3
1
15s
3s
设 计 (日 期) 对(日期)审 核(日期)标准化(日期) 签(日期) 校 会
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
(厂名)
机械加工工序卡片
产品型号 产品名称
减速箱输出轴 车间 毛坯种类 锻件 设备名称 车床 夹具编号
零件图号 零件名称
机 械 加 工 工 序 卡 片
产品型号 产品名称 减速箱输出轴 车间
零件图号 零件名称 工序号 9 毛坯种类
锻件
减速箱输出轴 工序名 攻钻螺纹 每坯可制件数 1
产品型号 产品名称
减速箱输出轴 车间 毛坯种类 锻件 设备名称 钳工台 夹具编号
零件图号 零件名称
减速箱输出轴 共1页 工序号 工序名称 5 钳 毛坯外型尺寸 每毛坯可制件数 Φ 50mm×202mm 1 设备型号 夹具名称 通用夹具 工位器具名称 设备编号
第1页 材料牌号 45#钢 每台件数 1 同时加工件数 1 切削液 工序工时 准终 单件 0
110 110 110 110
0.2 0.2 0.2 0.2
0.3 0.3 0.3 0.3
1 1 1 1
15s 13 3s 0.5s
2.5s 2.4s 0.5s 0.1s
底图号 装订号 设计 (日期) 标 记 处 数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签 字 日 期 审核 (日期) 标准化 (日期) 会签 (日期)
减速箱输出轴 共1页 工序号 工序名称 3 粗车 毛坯外型尺寸 每毛坯可制件数 Φ 50mm×202mm 1 设备型号 CA6140 夹具名称 三爪卡盘 工位器具名称 设备编号
第1页 材料牌号 45#钢 每台件数 1 同时加工件数 1 切削液 工序工时 准终 单件 0 98.3s
工位器具编号
工步号 1 2 3 4 描图 5 6 描校 底图号 7 8 9
2.5s 0.5s 1.6s 0.25s 33s 5s
7.1s 1.5s 2.3s 0.4s 5.6s 1.1s 6.5s 1.3s 8s 1.6s
描 校
7 8
底图 号
9
校 对(日期)
标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字 日
期 标记 处数 更改文件号 签
字 日
期
(厂名)
机械加工工序卡片
减速箱输出轴机械加工工艺过程卡片
毛坯图
零件图
机械加工工艺过程卡片
产品型号 (厂 名) 材料牌号 工序号 1 2 45 钢 工序名称 下料 热处理 机械加工工艺过程卡片 产品名称 毛坯种类 锻件 毛坯外型尺寸 工序内容 热轧 45 钢 调质处理 220~350HB 三爪卡盘夹持工件,粗车右端面见平,钻中心孔。用尾座顶尖顶 住,粗车 Ф30 段,Ф35 段,Ф40 段三个台阶分别到尺寸 Ф32.5, Ф36.9,Ф42.5。调头,粗车另一端面保证工件总长 200mm,钻中 心孔。用尾座顶尖顶住,粗车 Ф35 段,Ф48 段两个台阶分别到尺 寸 Ф36.9,Ф48。 退火 修研两端中心孔 双顶尖装夹工件,半精车 ф40 段,ф35 左半段,ф30 段三个台阶 分别到尺寸 Ф41,Ф35.4,Ф31.0。车 ф35 右半段到尺寸。 调头,双顶尖装夹工件,半精车 ф35 段到尺寸 Ф35.4,车 ф40 段 到尺寸 Ф41。车 Ф40 段右端锥面,锥度 5:16。 在左 ф35 右端轴肩端面车出 2*0.5mm 越程槽 双顶尖装夹工件,精车 ф30 段,ф40 段两个台阶到规定尺寸,精 车左 ф35 右端轴肩端面,精车 45°倒角两个。 双顶尖装夹,车右端两内螺纹孔 M6 深 10,相对中心线对称距离 为 18mm 磨外圆 划键槽加工线 平口虎钳装夹工件,铣两个键槽 去毛刺 淬火 清洗 终检 铣工 钳工 热处理 校验 审核(日 期) 减速箱输出轴 零件名称 减速箱输出轴 1 工 段 自由锻 设 备 锯床 每台件数 工艺装备 游标卡尺 共2页 1 第1页 备注 工 准终 时 单件 每毛坯可制作件数 车 间 零件图号