浅谈数码打样色彩管理
数码打样色彩管理过程与体验
2 色彩管理不重视 印刷 规范化 .
我 厂 的印 刷机 型复 杂 ,做 色彩 管理 前 印刷标 准样张 时 ,只是 简单地将 印刷 实地密度控制 在本厂原定 的密度范
科 印网推 出海 量技 术 文章数 据库 依 托五 刊 杂 志 荟萃 万篇 文章 W WW.ei.n kync
印 技 260田 刷 术・01 0/
1没有 系统学 > ̄ 掌握印刷色彩管理方法 . - n - - J
对数码 打样的色彩管理认识 不足 ,认为一切 问题都可 以通过 调整数码打样来 解决 。当 印刷 追不上样张 时 ,我们 只有被 动地调整数码打样 曲线 ,结果是 问题此起彼 伏。灰 色 系正 常时 ,其他颜 色偏 差又大 了j紫色像 了,红 色系又 跑 了 :颜色可 以了 调 子却跳变严重 ,过渡 网不 平滑等 。
个 印刷工 艺流 程中为控制 印刷质量提 供 了一种行之有效 的
技术手段 ,并在各个环节架起 了桥 梁 ,它可 以事先控 制扫
S reP o 网点数码 打样系统 。 c nr f e o真 数码打样 投入使用初期 ,由于技术人 员缺 乏专 业知识
和经验 ,使我们 走入 误区 ,总结原 因是 多方面的 。
维普资讯
围内 .没有考虑不 同机型 的差异 ,且很长时 间以来 仅有
一
的走版纸就追上样张 。但 由于时间紧 ,认识不足 ,准备 不
条相对可 用的数码打样 曲线 。这样 在用不 同的 印刷机型 ES 产 品时 ,就会 出现一 台E S机追样 还可 以,而另一台 aU r aJ r ̄ ES 机样张差别很大 的现 象 ,同时 ,同一台 ES 机还会 出 aU r aJ r ̄
须 首先做 好数码打样 的色彩管理 工作 。下面就 着重介绍我
数码打样色彩管理方案及问题

数码打样色彩管理方案及问题色彩管理的目的就是保证打印出来的颜色和显示器上的颜色一致,尽量减少色差。
那么,如何做到这一点呢?咱们先从硬件设备说起。
一、硬件设备1.显示器:显示器是咱们工作的第一步,得选个好显示器。
要选那种色域宽广、色彩还原度高的显示器,最好还能支持校色功能。
这样,我们在显示器上看到的颜色,才能尽可能地接近打印出来的颜色。
2.打印机:打印机这玩意儿,也是关键。
要选择一款支持色彩管理的打印机,这样才能在打印过程中,尽可能地还原颜色。
打印机的维护也很重要,定期清洗喷头,保证打印质量。
3.纸张:纸张的选择也很关键。
不同的纸张,对色彩的呈现效果是不同的。
要选择适合打印机的纸张,这样才能保证打印出来的颜色效果。
二、色彩管理软件1.校色软件:校色软件是咱们色彩管理的好帮手。
通过校色软件,我们可以调整显示器的色温、亮度、对比度等参数,使显示器显示的颜色更接近真实颜色。
三、色彩管理流程1.校色:在开始工作之前,要对显示器进行校色。
这一步很重要,因为它直接关系到我们在显示器上看到的颜色是否准确。
2.色彩设置:在Photoshop等图像处理软件中,要对色彩设置进行调整。
比如,将色彩模式设置为RGB,色彩空间设置为sRGB等。
3.打印设置:在打印前,要对打印机的色彩设置进行调整。
这一步要根据打印机和纸张的实际情况来操作。
4.打印:打印过程中,要密切关注打印效果,如有色差,要及时调整。
四、常见问题及解决方法1.色差问题:色差是数码打样中常见的问题。
解决方法有:调整显示器和打印机的色彩设置,使用高质量的打印机和纸张,以及定期对设备进行维护。
2.颜色失真:颜色失真是由于打印机或纸张问题导致的。
解决方法有:选择适合的打印机纸张,调整打印机的色彩设置。
3.打印速度慢:打印速度慢可能是由于打印机驱动设置不当导致的。
解决方法:调整打印机驱动设置,提高打印速度。
数码打样色彩管理是一项复杂而细致的工作。
要想做好这项工作,我们需要了解硬件设备、软件设置,以及色彩管理流程。
数码打样色彩管理原理和实施方法

、
实施 打 印机 色彩 管 理 注 意
特性 ,从而建立了色彩管理 的基础 。
事 实上 ,大 多数 喷墨打 印机 并 不是
线 性的输 出状态 ,一般 在总 墨量大 约为 5 %时 获得 最 大 的颜 色密 度 值 ,此 后 , 0
事项
概括如下 :
剩下 的喷 墨范 剧所表现 的色度值 平均 分
维普资讯
印 技 前术
_鹱 l _ l
j |
法
文 / 锦 芳 刘
数 茎 善 裹
样依 据 ,一套数码 打样 系统 包括 一台打 印机 、一套数码打 样软 件 ( 集成 色彩管 理 功能)和一 个测量仪 器 。在这个 过程 中 ,实现色彩管理 是数 码打 样 的核 心和 关键所在 。 实现数 码打样 的色 彩管理 也可 以简 单归纳 为四个 步骤 :
配 ,也就 是说 ,打 印 出来 的黄 色色块 的 范 围似 乎是从 0 10 %一 0 %之间平均 分配 , 表现 为密度 的线性 变 化 ,即 打 印机输 入 密度 值近似 等于 输 出密度值 。一个经 过 线性 化校 正 的打 印机得 到 的 Pol rfe比没 i 有线性 化得到 的会更理想 。
=、对打印机做基本线性化
1 为什 么要对打印机做基本 线性化 . 基本 线性 化决定 了纸 张和油 墨共 同 作 用下 的物 理特性 ,优化 了打 印机 的喷
图一 喷墨打 印机 输出状态 图
Pol文件 ;④ 匹配 打 印机 Po e 印 rf i e r 和 l i f
刷机 Po e rf 。 l i 本 文 以德 国 软 件 商 开 发 的 著 名 数 码 打 样 软 件 B s Srepo f 例 , 有 e cen ro 为 t
数码打样技术的操作规范化管理方案

数码打样技术的操作规范化管理方案随着CTP技术的推广,数码打样技术得到了越来越广泛的应用,但在很多中小型企业生产中,因为操作人员对色彩管理及数码打样技术理解的不足,使得数码打样在应用中很容易出现问题,有些业内朋友甚至由此怀疑数码打样的实用意义。
综合分析导致故障的缘由,我们发现大多是因为人为操作不当导致的。
本文在总结实践中常见问题的基础上,对数码打样提出了规范化操作的意见,希望对从事数码打样操作的业界友人带来启发,促进数码打样技术在企业生产中发挥其应有的作用。
为了保证打样样张色彩的稳定性,一个有效的方法就是对打样环境以及操作规程做出规范化的管理。
这是因为数码打样中输出样稿色彩受到纸张、墨水、打样设备等多方面因素的影响,往往外界微小的变化,就能对某一材料或设备运行产生影响。
为了降低这些因素的影响,在总结生产经验及实验结果的基础上,提出以下几点意见。
1.建立标准的颜色环境标准的颜色环境是实施色彩管理的首要条件,是准确观察、测量原稿、打样样张和印刷品颜色的前提。
(1)采用标准光源目前国际公认的观察反射样品的标准光源是5000K(D50)或6500K(D65),它在可见光谱范围内(360~750nm)具有红、绿、蓝三光区能量近乎相等的特性,能较好再现颜色外貌。
D50为观察幻灯片、原稿、样张和印刷品的标准照明光源,显色指数应在95以上。
(2)营造标准观察环境环境色和背景色的彩度越小越好。
环境色指的是工作者周围的颜色,背景色指观察印刷品背景的颜色,两者均要求为中性灰色,即孟塞尔明度值的中性灰。
另外,应选择昼夜照明没有变化的工作环境。
如果工作区有窗户,应使用窗帘使光线均匀暗淡下去,而且还要避免将工作区设在有强光照射的地方。
2.操作空间保持标准的温湿度在生产操作过程中,人们往往忽视了温湿度对纸张和墨水带来的影响。
温湿度不同特别容易造成纸张含水量、纸张尺寸和表面强度等方面的变化,同时对打样过程中墨水的干燥也带来一定程度的影响。
色彩管理的作用及在数码打样中的应用

我厂的数码打样输出设备是H e gj 50 P os n  ̄50 ,色彩管理软件为海德堡的Pi .n e rtO e ,流程 n p 系统为海德堡的Pi ed 以¥ e — ies n ( rtRa  ̄M t Dm ni 满天星),包含先进的色彩管理技术、P色彩 n i a o s
管理 流 程 、I I 彩 管理 流程及 数 字打 样色 彩 管理 流程 。 NP R色
具体 色 彩 管理流 程 如下 :
第 一步 :采 用数码打 样 打 印l 测 试条 ,测量 后生 成l 文 件 。 T 8 C C 第 二步 :对 C F T 进行 线性 化 ,输 出含 有l 的测 试条 和 一些 有代 表性 的 图像 。 T 或C P T 8 ‘
设备 使设 备 标准 化 。
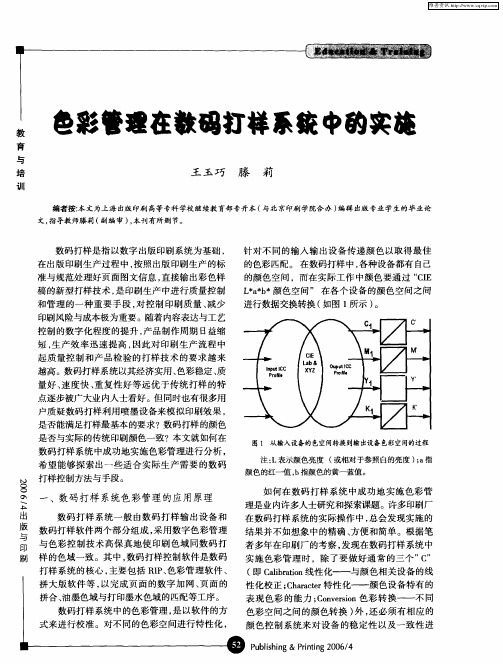
为此 ,需要 引入一个与设备特征无关 的色空间 ,这就是c E AB 间,在扫描仪 的校准 l L 空
中 ,以曲线 的形 式使 设备 特 征标 准化 。同时设 备 的R B G 数据 被转 换成 L B 间并 存储 在 Ic A空 C 文件 中 在 扫描 过 程 中文件 被激 活 ,图像 的标准 数 据在 L 空 间生 成 。在监 视 器 的校 准 中 ,同样 要 AB 生成 IC C 文件 ,图像 显 示 时文件 激活 ,标准 的L B 间转换  ̄R B 间 。在 印刷过 程 中输 出IC A空 J iG 空 C 文 件 实 现L B 间到打 印或 胶 印过 程C Y 空 间 的转 换 。 A空 M K
随着 印刷 技 术 的发 展 ,数字 化 将贯 穿 于 印刷 工艺 的各 个 环 节 , T 、数 码 印刷 等高 新 技术 C P 得 到 广泛 应 用 。数码 打样 正 是从 制版 到 印刷 实现 数字 化流 程 的 中 间环节 ,它不 仅为 用 户提供 了
远程数码打样的色彩管理实施

■ 宁波城 市职业技术学院 陈 伟
远程数码打样的色彩管理实施
远 程 数码 打 样 除 了具 备 数码 打 样 的技 术优 势之 外 ,更 加 缩短 了样张 传 送 时 间 .提高 了工作 效 率 。远 程 数码 打 样 的核 心技 术 是色 彩 管理 系 统 。 由此 本文 将 探讨 远 程 数码 打 样 的色
本 例 远 程 数 码 打 样 系 统 软 硬 件 配 置 如
EsnSy sP O 4 0 喷 墨打 印 机 Es tl R 0 0 墨打 印 机 po tl R 0 0 u po Sy sP O 40 喷 n u
表 1所示 。B S R moe ro远 程数 码 打样 E T e tpo f
远 程 数 码 打 样 可分 为 远 程 软 拷 贝 打 样 和 远 程 硬 拷 贝 打 样 。其 中 ,远 程 硬 拷 贝打 样 是 通 过 客 户 端 远 程 传 输 数 字 文 件 在 服务 器 端进 行 数码 打 样 .以打 印机 模 拟 印刷 机 色域 , 达 到打 样 与 印刷 的色 彩 一致 的 目的 。本 文 的 内容也 是 围绕 远 程硬 拷贝打 样来 阐述 的。 远程 数码 打 样 系统 涉 及 显示 器 扫描 仪 、打 印机 印刷 机 等 多种设 备 ,这些 不 同 类型 的设 备 .甚 至 是 同 一类 型 不 同
彩管理 实施 。
对色彩精确性具有完全 的控制 ,确保最终输
出数据 与原始 校样一 致 。
在 两端 数据 信 息进 行传 输 之前 ,用户端
对 数码 打 样 系统进 行 色彩 管理 的过 程是 由后
往 前 推 进 的 一 旦 数 码 打 样 的 参 数 固定 下
远程 数码打样 的核心——色彩管理
数码打样之色彩分析
刷幅面一致 ,但通 常制作 的页面文件是单页的 , 如果直接打 印 必 然造成纸张 的浪费和打 印效率
的降 低 , 因此 要 由专 门 的 拼版 软 件 进 行 拼 大版 和
折手的操作 。拼版 软件可以是独 立的 ,也可 以是 内置在打样软件 中的一个功能 ,既可 以对R 前 的 I P
存在 较大 差别 。传统打 样 主要通过 控 制 实地 密度和 网点值 的方法 实现对 色彩 的
控 制 ,而 数 码 打 样 则 采 用 色 彩 匹 配 的 色
彩 控 制 方 法 来 实 现 印 刷 色 域 同打 印 色 域 的一 致 即建 立 IC Poi 。 数码 打 样 的 C rfe l
用计算机 图文信息控制成像装置 ,使喷嘴 中的墨 水在一定压 力下喷 出,直接在承 印材料上成像 。 打印设备影响数字打样输 出效 果的主要 因素 是打印头的工作情况 。打 印头能够达到的打 印精
数码打样系统 的构成
关键 ,主要包: I、色彩 管理软件 、拼大版软件  ̄R P 等 .完成页面的加网 、页面的拼合 、油墨色域与
} E 墨 水 色域 的 匹配 。 TI S ( )R 。R 的任 务 是 解 释 页 面描 述 结 果 , 1 I I P P 有 R 前 打 样 ̄ R 后打 样 两 种 方式 ,后 者 是 目前 数 J P 3P II 码 打 样 发 展 的 主流 .采 用 R 后 的 数 据进 行数 码 打 I P 样 的优 点 在 于 保 证 了打 样 数 据 同 输 出 制版 数 据 的
PI I U L Y & S A D R I T N 聚焦标准 R T GQ A I NN T T NAD A I Z O
色彩分析
文 /胡 蕾
数码打样色彩解析

上述色彩特性的大量色块信息的过程,而输出的色标文 件就是根据上述特性来设计制作的。
2.打印机色彩特性与印刷机色彩特性的比较 打印机和印刷机都是基于CMY K四色减色空间工作 的,其颜色表现方法是基本相同的。但是由于二者使用 的纸张、油墨或墨水特性的差别导致其色彩特性有较大 差异。 图1为JaPan Web coated代表的印刷机色域以 及EPson 7000打印机的色域。从图中可以看出,打 印机的色域要远远大于印刷机色域,而且几乎能够包含 其所有的色彩范围。 3.数码打样与色彩管理 数码打样的目的在于模拟和预测印刷品的最终表 观效果,实现纸张.油墨以及印刷适性等多方面的匹 配。然而由于数码打样与印刷所采用的成像方式以及印 刷材料的不同,导致其色彩特性存在较大差异。因此需 要建立色彩管理系统.实现打样与印刷色彩的匹配。 ①色彩管理系统的组成 a.PCS特性文件。连接颜色空间,给每一个颜色 一个明确的C I EXYZ或C I ELAB数值,这些数值不依赖 于复制颜色时所使用的具体设备,而仅取决于实际看到 的颜色的感觉。 b.特性文件。特性文件用来描述设备的RG B或 CMY K控制信号与那些信号所实际产生的颜色之间的 关系,明确定义RGB或CHY K数值所对应的C I E LAB或 CI E XYZ数值。 c.CMM。CMM(色彩管理引擎)是一个小程序.用 来完成RGB或CMY K数值转换的计算工作。CMM与包含在 特性文件里的颜色数据共同完成转换工作。 d.再现意图,是处理色域外颜色的方法.即在源 设备空间中可以实现而在输出设备的色空间中无法复制 的颜色。在I CC色彩管理规范中包含四种不同的再现意 图:感知的和饱和度的再现意图使用色域压缩方案,即 把源设备色空间的饱和度降低,使颜色能够与目的设备 的色域吻合;相对色度和绝对色度再现意图则使用色域 裁减方案,即将所有超出色域的颜色直接剪切掉,用与 它们最接近的颜色来代替。 ②数码打样的色彩管理 色彩管理包括3个步骤,即设备校准.设备特征化 与色彩转换,对数码打样系统实施色彩管理也要遵循这 3个步骤。 首先要对设备进行校正,其目的在于稳定设备的工 作状态.而且还要保持打印机的输入输出的线性关系。
数码打样的色彩控制

I 8 / 色度标 准样 . T 73 通过 测量 、 转换 . 生成Po f Poi 。 ro ̄ rfe l 随后 .在 C l Tn 的G m 面板 中检视 Po f rfl的 o rue a ma o roe Poi r e
模拟 印刷标准 样豹工艺过 程 。
P D文 件 中 .并将 P 此设为默认 值 .这 样在打 印前 端发来 P 文件 时 .它便会 s 用它较 大豹 Po f roe r
Poi 打 样色彩空 rfl e
首 先 . 有一张非 常标准 的印刷大样 所谓标准 .即 耍 在标 准豹 印刷 条件下 印制 . 墨路 各色相 的密度都 完全 各 符台印刷标准 数据 . 差不大于 0 0 而且大样 要包括 l 误 .2 T 8 / 色度标 准样 .IO 0 73 S 3 0和 IO 0 S 4 0等打样标 准测试 样及 1 级 的灰 阶梯尺 。然后 用 Gea c eh S e t sa 9 rtg Mab t 豹 p cr cn o
载到 S ep 3豹 h ra 4
调 用各种 O tu Poi upt rfe数据和 其本 身的 Po frPoi l roe rfe来 l 真 实模拟各 类标准 印刷条 件下 的印刷效果 。 在一 年 多的实 际生 产 中 我们 公司豹数码 打样得 到了印刷界 豹肯定和 广 大客 户豹认 可。下面 .就 简单介绍一下 S ep 3 h ra 4 打样机
稳定性 十分高 。 我们都知道打样豹 目的是为印刷真 实再现原稿的色彩 层次提供 权威 的跟色取样 , 而保证 印刷 复制原稿 的准确 从 性 从原稿 到 扫描 成 电子文件 .到 输 出印版直 至 印刷成 品 ,都可利 用 A f 的 C l T n 色彩管理 软件和精确 的 电 ga oo u e r 子色度测量仪 . 对扫描仅 . 印刷机等 输^输 出设 备做相应 的特性 化文件 .即 I u rfe( n tPoi 输A特 性文件 】和 O tu p l up t Poi 输 出特 件 ) IC文件 . rfc【 I 性文 的C 从而保 证 色彩 层发得 到最 大限度 的准确还原 。对于 S ep 3 h ra 4 打样机 ,同样可
了解色彩管理和数码打样

了解色彩管理和数码打样色彩管理是指在图像处理中控制和保持一致的颜色输出的过程。
在数码打样过程中,色彩管理起着至关重要的作用。
色彩管理的目的是确保图像在不同设备上显示出一致的色彩。
不同设备(如显示器、打印机、扫描仪等)对颜色的理解和呈现方式存在差异,因此在图像处理中需要借助色彩管理来进行校准和调整,以确保最终输出的图像色彩与原始图像尽可能一致。
在数码打样中,色彩管理是至关重要的。
数码打样是在纸张或其他材料上输出图像的过程,包括打印机、墨盒、墨粉、纸张等多个环节。
每个环节对色彩的处理都会影响最终输出的效果,因此需要进行色彩管理来保证色彩的准确性和一致性。
首先,色彩管理需要对设备进行校准。
通过对设备的调整和校准,可以确保其对颜色的理解与标准色彩空间相一致。
常见的标准色彩空间包括sRGB和Adobe RGB等,不同的设备可以选择不同的色彩空间进行校准。
其次,色彩管理需要对图像进行转换。
在打样过程中,会使用不同的色彩空间和打印模式,因此需要将图像从原始色彩空间转换为目标色彩空间,并根据目标设备的特性进行调整。
这样可以确保图像在不同设备上呈现出一致的色彩效果。
最后,色彩管理还需要考虑环境因素的影响。
例如,光线的条件、显示器的亮度和对比度等都会对色彩的呈现产生影响。
因此,在色彩管理中需要考虑这些因素,并进行相应的调整和校准,以确保色彩的准确显示。
综上所述,色彩管理在数码打样中起着至关重要的作用。
通过对设备进行校准、对图像进行转换和考虑环境因素的影响,可以确保最终输出的图像色彩准确、一致,并符合预期效果。
色彩管理的应用使得数码打样成为可能,为各种领域的设计和创作提供了重要的支持。
色彩管理和数码打样在现代科技和创作领域中具有广泛的应用。
随着数码技术的发展和应用场景的丰富多样,对色彩的准确控制和管理成为一个重要的需求。
下面进一步探讨色彩管理和数码打样在不同领域中的应用和影响。
在印刷和出版行业中,色彩管理和数码打样是不可或缺的工具。
色彩管理在数码打样系统中的实施
出 数码 打样 系统一般 由数码打样输 出设备和 版 数码打样软件两个部分组成 , 采用数字色彩管理 与
印
与色彩控制技术高保 真地使 印刷色域 同数码打 打样 系统的核心 , 主要包括 RP 色彩管理软件 、 I、 拼大版软件等 , 以完成页面的数字加 网、 页面 的 拼合 、 油墨色域与打印墨水色域的匹配等工序 。 数码打样系统 中的色彩管理 , 是以软件的方
量好 、 速度快 、 重复性好等远优 于传统打样 的特 点逐 步被 广大 业 内人士 看好 。但 同时也 有很 多用
户质疑数码打样利用喷墨设备来模拟印刷效果 , 是否能满足打样最基本 的要求?数码打样的颜色
是否 与实 际的传 统 印刷颜 色一致 ?本 文就 如何 在 数码打样系统 中成功地实施色彩管理进行分析 ,
图 1 从 输入设备的 色空间转换到输 出设备 色彩空 间的过程
希望能 够探索 出一些适合实际生产需要的数码
打样 控制 方法 与手段 。
0 0
一
注: L表示颜色亮度 ( 或相对于参 照白的亮度 ) a ; 指
颜色 的红—值 , b指颜色的黄一蓝值 。
、
数码打样 系统色 彩管理 的应用原理
线 在理 想 的状 态下 , 该 是直 线 型 的 。通过 输 出 应
能够印制出真正代表 印刷色域空间 的 I8 / 的 训 T73 色标 图, 也唯有此 , 才能得到最精确 的印刷特性 化 文件 , 实现 真正 意义上 的数码 打 样 。
为 了 要 让 印 刷 机 等 设 备 印 制 出 标 准 的 I8 T 73色标 图 ,必 须进 行 印刷 操作 系 统 的标 准化 作 /
色彩管理在印前打样的意义——浅析软打样与数码打样的对比

控制 ,并使 打印机获得 的样张 与传 统印刷样张一致 。由于数码
印刷可 以再不断改 良 ,从尺 寸 的使用程度 和技术 的发 展来看 ,
的检查 。
色的支持 能力也越来越 完善 , 如专业 的数码打样 系统可以为 例 专 色的叠 印和陷印 、专 色透 明度的控制 、专色层次 过渡等凹 印
工艺 中经常 碰到的问题提供很好 的解决方案 。
使 用软打样检 查单个页面 的完善度 和精确性并不 困难 。在 送 它们 到直接制版 ( T )机之 前 , 屏幕上检查处理 过的书 C P 在
发展 ,打样不再局限于在 印前通过 专I 的印刷打样机 打样 ,开 、 - 3
始应用专用材料 ( 如重氮材料 )或打印机来进行版 式打样与彩
色打样 ,并向专业数码打样方 向发 展。 目前 ,国内的数 码打样 系统主要通过色彩管理软件来模拟彩 色印刷的分色原理 与工艺
数码打样 的优点 主要包括以下几 点 : 不需输 出胶 片或 制 ① 作 印版 滚筒 ,在缩短生 产周期的 同时 ,还 能降 低成 本 。②基 于 喷 墨技 术制作的样张通常 质量更稳定 。③数码打 样是数字化 印
维普资讯
印前技术
翡黼 瓣 翳 鞭—黼鞠黼一 镩 鞠黜躐蠢嘲 辑
技术专栏
色 管 在 前 样 意 彩理印打 的义
浅析软打样与数码打样的对比
文 ,谭 青
_ r 印刷过程中,印刷打样是非常重要的一个环节,而随
.
然 而 ,安装和维护 一套 高精度 的软打样 系统是很难 的 ,尤
基于CGS数码打样软件ColorTuner的打印机色彩管理

技术专栏印前技术_墓子C G S 数码打鮮软件_C olorTuner 的打印H I 笆锻篇理文/洪亮安永祥孙常歌p -i -,于印刷业现在大多采用喷墨打印机作为数码打 bd样机进行数码打样,因此本文主要讨论喷墨打印机输出设备的色彩管理问题。
打印机色彩管理系统的引进有两种方式,一种是 与专业的色彩管理软件(如Pr of i l emaker 、U P r o f i l e r 、 EF 1 Fiery X F 、Oris Col or Tune r 、GMG CoIorProof^P ) 相捆绑,色彩管理完全由软件方来完成,打印机只是 做简单的输出;另一种方式是打印机本身集成了色彩 管理系统,色彩管理是由打印机来完成的。
不论是哪 种方式,都是为了输出准确的颜色,也就是人们常说 的需要打印出的颜色与印刷出的颜色一致或与屏幕看 到的颜色一致,这一过程就是色彩管理的最终目标 —所见即所得。
Oris Co l o r Tu n e r 是德国C G S 公司出品的专业数码打样系统。
这一完整的打样系统,结合了色彩管理、高 速、高精度输出三大优势。
它包括设置向导、自动色 彩匹配和自动打印机校准,全部运行于一个基于网络 的环境中,提供能在世界任何地方进行的色彩匹配作 业控制和输出。
本文重点介绍如何使用Oris Col or Tuner 3.1专业 色彩管理软件对打印机进行色彩管理。
Oris ColorTuner 实现数码打样中的色彩管理,主要按照五大步骤:基 本打印机设置、打印机校准、颜色校正、专色校正、 色彩特性文件应用(匹配打印机P r o f i l e 和印刷机P r o fi 1 e ) 〇双击桌面图标Oris C o l o r T u n e r ,以启动程序。
点击窗口左上角“添加打印机”按钮(如图1所示) 或“文件/添加打印机”命令,弹出打印机设置向导对 话框(如图2所不),点击“下一步”按钮,以进行 打印机相关设置。
数码打样的色彩管理解决方案

数 码 印 艺
i l爨 ’ 糕
D P I
天津科技大学包装与印刷工程学 院
刘 霖
黄 岩
Байду номын сангаас
数码 打样 的色彩管理
解 决 方 蓬 案
。
Coo n g me t ouin gtl ro n lr Ma a e n lt s oDii o f g S o t aP i
色 范围及效 果 、四色网点叠 印密度各异 ,因此要将数码打
样 效 果 和 不 同 的 纸 张 油 墨 及 印 刷 方 式 对 应 起 来 ,应 建 立 输 出特 性 文 件 。 ( ) 于 数 码 打 样 机 种 类 繁 多 , 它们 对 同 一 彩 色 文 件 2由 输 出 的 色 彩 是 不 同 的 .色 彩 表 现 力有 很 大 差 别 ,需 要 实 施 色 彩 管 理 使 不 同 的数 码 打 样 效 果 去 对应 印刷 色 彩 。 ( ) 码 打 样 与 模 拟 打 样 的 色 域 不 同 .一 般 比 模 拟 打 3数 样 色域 大 .因 此 必 须 将 色 域 以外 的颜 色 映 射 到 模 拟 打 样 的
。0 氍 码 尉 杂卷 【汀 订 i c 2 耆 印 州 中征 叭 卜 o 生 征 _ 蝴
/r I l _ 舾
蔫
—
_
2。 第2 08 期dp 3 年 9
维普资讯
_ lT 瓣 DP数 E 略 i印G G艺 码 1
术 所 要 求 的 尺 度 匹 配 ,呈 色 剂 的 光 谱 特 性 和 复 制 特 性 与 其 模 拟 的 印 刷 工 艺 并 不 等 同 ,基 于 这 个 原 因 . 应 对 数 码 打 样 系 统 进 行 色 彩 管 理 .使 数 码 打 样 能 够 再 现 印 刷 机 的 成像特 性 。 为 了模 拟 印 刷 机 的复 制 特 性 ,必 须 对所 有数 码 打 样 系
浅析色彩管理在数码打样中的应用

的必要性 的分析 , 接着从打印机 的保养维护、 重新线性化 角度进行 了数码打样 系统 的维护探讨。 【 关键词 】 数码打样技术 ; 色 彩 管理 ; 保养维护 ; 线性化
0 引言
随着数码打样技术的发展以及 C T P技术的不断普及。 色彩 管理 在工作流程中的作用显得更 加重要。在印刷过程 中 大家最为关心的 就是颜色复制 的稳定性和一致性 希望在不 同的生产加工阶段, 在不同 的设备上所显示 出的颜色稳定 由于编辑图像的过程 中会使用不同的 应用软件和设 备. 而各种设备表现颜色的原理 和色域是不 同的, 这就需 要有一个标准来 对色彩进行统一管理
1 数 码 打 样 进行 色彩 管 理 的 必 要性
1 . 1 数码打样技术 的介绍 近年来 . 数码打样技术已成为 印前领域中的一项热 门技术 。数码 打样指 的是不使用任何模拟方 式. 直接使用彩色打印机将 彩色桌面系 统所制成 的页面数据以样张的形式输 出, 对印前的图像 页面质量 进行 检 查. 印刷工序与用户可以此作 为参照 与签字付印的依 据。计算 机直 接制版技术与数码印刷近年来发展迅速 , 同时也拓展了数码打样 的应 用范围. 它是基于数字出版印刷 系统, 根据相应的生产标准与规范 , 对 出版印刷生产过程 中的页面图文信息进行恰 当的处理 , 不采取任何模 拟手段 . 直接使用彩色打印机将相关 页面数据以样张的形式输出 , 对 最后的印刷效果进行模拟 . 对 图像 页面质量进行检查 , 印刷工序与用
科技・ 探索・ 争鸣
S c 科 i e n c e & 技 T e c h 视 n o l o g y ¥ V 9 i s i o n
-
浅析色彩管理在数码打样中的应用
黄 卿 ( 南 充职 业技 术学 院 , 四川 南充 6 3 7 1 3 1 )
数码打样进行色彩管理的必要性

一、数码打样进行色彩管理的必要性和传统的打样相比较,数码打样具有图像再现性好,对人员的素质要求比较低,输出的速度比较快,系统成本比较低等优势,越来越受业内人士的青睐。
然而和实际的印刷过程相比较,其仍存在一些方面的问题。
专色打样。
虽然很多数码打样系统支持专色,但是对于超出打印机色域范围的专色实际上是用CMYK四色表示的,其类似于印刷中使用CMYK来调配专色,和印刷使用的专色不完全相同。
网点的结构。
除少数数码打样软件,如EFI Colorproof、GMG Colorproof与BlackMagic 支持彩喷真网点打样之外,基本使用调频网点或无网点的染料升华技术,然而印刷通常采用调幅网点进行颜色再现,这就会导致在加网的过程中潜在的鬼影故障非常的难检出,印刷操作人员必须在印刷的过程中使用色调匹配控制法检查印刷质量。
颜色匹配。
由于数码打样一般采用高光纸或者半高光纸、哑光纸,并且比印刷纸要白,使用的墨水的光谱特性和印刷墨水的光谱特性也不一致,致使数码打样与印刷所能再现的颜色范围不一样,前者的色域一般要比后者色域要大,因而它们的颜色匹配程度需要接受进一步的考验。
与此同时,国内印刷厂所使用的油墨是日本油墨标准,而印刷机械大部分却是欧洲的,加上我国南北气候上的差异比较大,从而造成数码打样和实际的印刷不可以很好地配合。
由于这些方面的问题,要使数码打样的色彩和印刷完全匹配就必须对数码打样系统进行色彩管理。
通过色彩管理系统调用特定的纸张与油墨组合下的打样设备以及印刷机特性文件来进行两者之间的颜色匹配,使打样设备输出的样张能模拟最终的印刷效果。
二、色彩管理在EFI Colorproof XF 4.0数码打样解决方案中的实施,下面以EFI Colorproof XF 4.0数码打样解决方案为例来说明数码打样色彩管理的具体实施。
1、建立标准的颜色环境稳定的颜色环境使观察原稿颜色、打样样张以及印刷品颜色的效果一致。
因而颜色环境的标准化是实施色彩管理的首要条件,其包括观察环境的标准化与环境光源的标准化两个方面。
数码印刷中的色彩管理

所见 即所 得 ” 。就 是 原稿 通 过 不 同 的方 式和 设 备 输 出可 以得 到相 同的结 果 ,并 且 在 显示 器 上 可 以预 测 出 印刷 效 果 。而 要
实现 这 一 点 ,需要 通 过 色彩 管 理 ,使 色 彩 表现 的 各 个环 节 都
色 表现 让 自己满 意 的 那种 。解决 此 矛 盾 只有 让 客 户理 解 这 ~ 差异 并 帮助客 户 校 准显 示器 ,以将 显示 差异 缩小 到 最小 程度 。
所 以.我 们 要 定期 维 护和 在 更 换部 件 后 调 整设 备 ( 要 的 清 必
洁 更换 和 色彩 的线性 化 ) ,使 之 始终 在恒 定 的状 态 下工作 。另 外 ,还 要 注 意按 照 要求 保 证 设 备外 部 和 内部 的环 境 ,这 样就 会减 少 因为设 备 问题 影响 印品质 量 的情况 。 设 备 的 稳定 性 可 以从 两 个角 度 看 :同一 文 件 连续 印刷 的 稳定 性 和 同一 文 件 不定 期印 刷 的稳 定 性 ,重 点 是 后者 。数 码 印 刷设 备 在某 些 技 术上 确 实取 得 了越来 越 大 的 进步 .但 要 很 好地 与色 彩管 理相 配合 ,其稳 定输 出 的性 能是一 项 重 要指 标 。 最 简单 的办 法 就是 对 同 一文 件 在 同 一设 备上 用同 一 种纸 张 进
行 不 同 时 间 间隔 的 测试 ,从 几 小 时 几 天 到 几 周不 等 ,而 且
质 量和 技 术 含 量 的一 项 内 容 越 来 越 被 设 备 厂 商 所 重 视 甚
至 有 的 厂 商 将 用于 办 公 型 彩 色 打 印机 配 上价 格 不 菲 的打 印
服 务 器 也 堂 而 皇 之地 谈 起 了色 彩 管 理 。 更 为 可 悲 的是 ,众
浅谈数码打样的色彩管理
浅谈数码打样的色彩管理来源: 高术科技发布日期: 2004-08-18 浏览次数:目前国内很多印刷企业已经成功地应用了数码打样技术。
引进数码打样不只是简单地添加一台彩色输出设备和一套软件,而是借助数码打样引进了色彩管理技术,并建立适合印刷企业的工艺匹配参数。
同时也为企业未来选择计算机直接制版机(CTP)做好准备。
应用数码打样,从短期看,是解决印刷企业在色彩管理方面质量不稳定的问题;从长期看,是为企业未来技术更新打下坚实的基础。
很多欧美印刷企业在采用计算机直接制版之前,也大都要先使用数码打样技术数个月,来使整个印刷工艺色彩管理稳定和提高。
一套完整的数码打样系统包括色彩管理软件、彩色输出设备、色彩测量仪器和色彩管理方案四个部分。
数码打样的色彩管理技术实际上就是彩色输出设备纸墨的色彩空间与印刷纸墨的色彩空间的色彩匹配过程,通过实现不同的色彩转换来达到彩色输出设备与印刷颜色的一致性、数据的安全性、色彩转换的准确性和色彩质量的稳定性。
采用数字技术,建立数码打样的色彩管理,还能够促进生产工艺的标准化、规范化和数据化。
“一次RIP,多次输出”是数码打样必须具有的特性,其原因是打样就是要检查印刷前工序是否正确,预示印刷结果供用户签样,并为印刷提供参考样张。
因此,在整个输出过程中,数据的安全性至关重要,递交给彩色输出设备、激光照排机或直接制版机的数据必须一致,因而采用RIP 后数码打样软件是现在的主流技术。
数码打样系统通常采用喷墨打印机为彩色输出设备,如EPSON 或HP 公司的大幅面喷墨打印机。
由于打印机使用的专用打样纸张、墨水和印刷油墨有很大的差异,在视觉效果上也不同。
所以数码打样软件必须如图1所示,设定黄品青黑四色的最大实地密度值,对彩色输出设备的墨量进行限定。
彩色输出设备的线性化调整是确保打样表现色彩质量的重要因素,即四色实地密度和灰平衡。
通过色彩管理软件,如高术Blackmagic,能够直接驱动爱色丽或格灵达- 麦克贝斯等多种系列反射密度计和分光光度仪,在线采集数据并自动产生四色线性化曲线,如图2 所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘 要 : 色 彩 在 人 们 的 生 活 中 必 不 可 少 , 对 色 彩 运 用 的 好 坏 会 影 响 印 刷 业 的 生 存 与 发 襞 。 鉴 于 此 ,本 文 对 数 码 打 样 的 色 彩 管 理 做 7 详 细 的 分 析 o
无 法 统 一 , 而 造 成 数 码 打 样 与 实 从 际 印刷 迟迟 不能 很 好地 配合 。
统 , 配 备 高 质 量 , 精 度 的 打 印 除 高
机 外 。 须 配 备相 应 的打 印应 用程 必
统 , 保 证 多 次输 出 同 一 打 样 , 可 打
样 质量 不 变 。 这 两 款 数 码 打 样 机 无 论 从 外 型 、 置 、 能 、 格等 方 面都 是 非 配 性 价
圈
ti,h uh r n ls stec lr n g me t g tl r o mp eey hs tea to ay e oo a e n d i ofc a h ma f o i ap o ltt.
想 象 一 下 如 果 没 有 色 彩 这 个 世 界 将 会 怎 样 ? 姿 多 彩 的 颜 色 在 多 人 们 的 生 活 中 , 以 说 是 不 可 缺 少 可 的 。 彩 运 用 的 好 坏 会 直 接 或 间 接 色 影 响到 各 行各业 的 生存 与发 展 。 消 色 ( 白灰 ) 黑 专 色
目前 , 通 用 的 是 我 们 向 大 家 最 推 荐 的 D es gnJ 5000和 H P i et
率 并 有 助 于 色 彩 管 理 , 就 是 色 彩 这 管 理的软 体 。 在 从 硬 件 来 看 那 就 是 选 择 一 款 稳 定 的输 出设备 。 为 我们 讨 论 因 的是 数码 打 样 的 色彩 管理 。 以 说 所 完 整 的 数 码 打 样 的 色 彩 管 理 的 作
利 用 , 码 打 样 就 是 如 此 。 其 原 数 究 因再 经 过 多方 论证 和 探索 这 一 “ 迷 团 ”已 得 以 解 释 。
百 分 比 来 表 示 , 色 差 为 还 原 基 准 以 计 算 , 达  ̄9 % 以 上 ; 应 15 ]
2. 8个 色 块 的 平 均 色 差 应 小 92
平 均 色 差 应 小 于 2 ;
的距 离等 ) 色 彩规 律 的深 入 认识 对
与 了解 有 助 于 提 高 我 们 的工 作 效
原 因关 键 在 于 国 内标 准 化 程 度低 , 同印 厂根 据 实践 工 作 各 自 不 设 计本 单 位标 准 , 使标 准 无 法得 致
到统 一 。 里 提 到的 统一 就 是我 接 这
口 、 相。 度 色
据 计 算 自 然 界 可 存 在 一 千 万
以上 的色相 。 色印 刷 色也 有 八千 四 万 种 之 多 。 学 的 管 理 色 彩 对 于 我 科 们 复 制 作 品 是 很 有 帮 助 的 。 同 的 不
就 拿 我 们 印 刷 业 来 说 : 彩 运 色 用 的 好 坏 是 我 们 的 立 业 之 本 。 当 但 新 工 艺 、 设备 进 入 到我 们 身边 时 新 我 们 往 往 不 能 快 速 地 接 受 和 有 效
于 35; .
色 彩 , 产 生 不 同 的 视 觉 效 果 。 不 会 在 同 的 对 比 变 化 下 , 引 起 人 的 各 种 会
感 受 ( 彩的 冷 暖 、 彩 的 对 比 、 色 色 色
彩 的面 积 大 小 、 彩 的 重量 、 彩 色 色
3中 性 灰 平 衡 及 部 分 记 忆 色 的 .
大 部分 却 用欧 洲 的 , 上我 国南北 加
进 行 调整 , 码 打样 质量能 保 持稳 数 定 。 旦 打 样 调 色 文 件 ( 文 件 ) 一 I c c 确 定 , 每 一 幅 图 的 打 样 色 彩 即 确 则 定 。 本 身 采 用 闭 环 色 彩 校 准 系 因
气 候 上 的 差 异 较 大 , 致 色 彩 标 准 导
Ab t c. t a n t es o tftec lri o esl iga diwo l fu n etes rie sr tI n o h r h oo pepl' i n n udi e c u vv a " c b o n v t n l h a dd v lp n f it gid sr a rn t t ietec lre a t .na c r e c t n e eo me t prn i u t i no o iz oo x cl I c o d n ewi o n n y fc ul h y h
常 出 色 的 。 过 HP与 彩 虹 迪 捷 公 司 经
序及 附 加 色彩 管 理功 能 , 是 数码 这 打 样 系统 的组 成 关键 。 有 的 数码 现 打 样 RI P软 件 很 多 , 本 质 上 来 说 从 数 码 打 样 R IP 就 含 有 色 彩 管 理 功 能 , 由于 国内标 准 的不 统一 造 成 但
不 能 简 单 把 一 台 打 印 机 加 一 套 RI P 软 件 看作 是数 码打 样 系统 。 从 技 术 上 来 讲 , 码 打 样 色 彩 数 管 理 对 颜 色 的 模 拟 有 三 个 方 面 的 物 理 指标 :
1. 彩 模 拟 的 准 确 度 , 般 用 色 一
色 彩还 有 三个 属性 即亮 度 、 饱
用 是 : 何 一 套 完 整 的 数 码 打 样 系 任
De in e 0 S 色 数 码 打 样 机 。 sg J t P 六 1 打 印机 本 身 配有 温 度 、 度 传 感 器 , 湿
当 温 度 、 度 有 所 变 化 时 , 自动 湿 可
下 来 要 说 的 “ 彩 管 理 ” 色 。 众 所 周知 , 内 各 印厂 油 墨大 国 部 分 是 日本 油 墨 标 准 而 印 刷 机 械