管道环缝相控阵超声探伤技术的应用—国外超声检测动态
相控阵超声检测国际动态

!!英国无损检测学会会刊UO/U&g%)"",年$ 月号和美材料评价)""M 年 ! 月号均为相控阵 >% 专辑因此相控阵 >% 已成了世界瞩目之新 技术以下择要介绍有关实例 )(!(!!以缺陷定量为目的
相控阵探头能对薄板缺陷测高是因其可通过 聚焦效应提 高 方 位 分 辨 力可 利 用 压 电 复 合 型 晶 片提高时间分辨力还可借助于扇形扫查图像提 高缺陷端部的可识别性对 */L] 第e卷附录f 规定的奥氏体不锈钢和铁素体钢中缺陷的检出与测 长方法电力研究所用了三个!(' LgR的矩阵探 头其中两个用于探环缝一个用于探纵缝为对缺 陷测高定向用相控阵探头端部回波法在设有人工 线槽和自然缺陷的试块和试样上作了验证试验以 提高试验效率和定量精度
D#8E*264>3@6972;:0@57@:;<P1975H9669AU;H=7@6:939883:09@:2;E5450@7:R:;<P56426F9;05H5F2;7@69@:2; /@9;H96H:R9@:2;
!!相控阵的超声显像法十多年前就在医疗领域 使用了据悉最近又可通过四维图像使胎儿显像更 为鲜明所谓四维是指将三维图像实时显示有栩 栩如生的动画效果在工业领域的相控阵超声无损 检测几年前就能获得有足够分辨力的可判读图像 但设备价格不菲实际应用非常有限
关键词超声检测相控阵工业应用缺陷定量操作演示标准化 !!中图分类号%&!!'()#!!!文献标识码*!!!文章编号!"""+,,',)""-"!+""',+"'
M*2'6E06#!2#%6*&K"-4#6C22-8Z'/2-4*%0)!#4/0%.
双相不锈钢钢管对接环焊缝的相控阵超声检测
近年来,微电子和计算机技术飞速发展,促成了集相控阵信号产生、数据处理、显示和分析等功能于一体的相控阵仪器的发展。
随着国内外(美国ASME、国际标准ISO以及中国GB和NB)相控阵超声检测标准的完善,相控阵超声检测已广泛应用于海工、船舶、航空航天、石油化工、火电、核电等行业。
在设计时,对于海上油气工厂(FPSO)上建模块中材料为A790-S31803,规格为直径610mm,壁厚46mm的管线环焊缝,需要进行射线检测。
由于射线具有电离辐射,对检测人员的人身安全危害严重,故在管线合拢组装的过程中,不能实现射线检测中心曝光,从而降低了射线检测效率,影响项目进度。
因此,承建方、检测公司、业主和监造方进行协商后,建议采用相控阵超声检测代替射线检测进行现场检测。
在实施相控阵超声检测前,需要使用带缺陷的模拟试块进行校准,以确定检测结果的可靠性。
试样的制作试样包括灵敏度对比试块和用于验证的人工缺陷模拟试管。
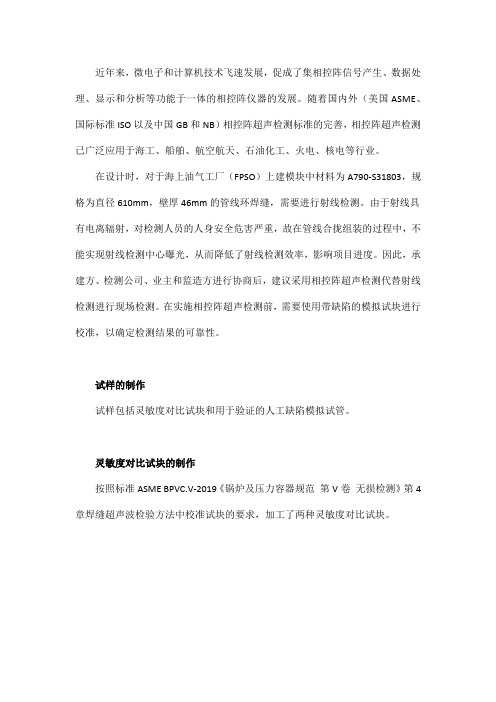
灵敏度对比试块的制作按照标准ASME BPVC.V-2019《锅炉及压力容器规范第V卷无损检测》第4章焊缝超声波检验方法中校准试块的要求,加工了两种灵敏度对比试块。
图1 灵敏度对比试块实物如图1(a)所示,在原材料上加工长横孔反射体,制作原材料灵敏度对比试块,用于楔块延迟的校准。
如图1(b)所示,按照焊接工艺焊接后进行切割,制作带有焊缝的长横孔和刻槽的灵敏度对比试块,用于灵敏度校准和TCG (时间校正增益)曲线的制作等。
反射体(长横孔和刻槽)的详细参数如下: 原材料对比试块 试块编号:PAUT-SS-01 人工反射体类型:长横孔长横孔位置:T/4、T/2、3T/4(T为试件厚度)长横孔尺寸:ф3mm×80mm带焊缝对比试块试块编号:T027973人工反射体类型:长横孔长横孔位置:焊缝中心:T/4、T/2、3T/4长横孔尺寸:ф3mm×70mm试块编号:T027972人工反射体类型:长横孔长横孔位置:坡口熔合线:T/4、T/2、3T/4长横孔尺寸:ф3mm×70mm人工反射体类型:刻槽刻槽位置:焊缝上表面刻槽尺寸:70mm×1mm×2mm试块编号:T027974人工反射体类型:刻槽刻槽位置:焊缝下表面刻槽尺寸:70mm×1mm×2mm模拟试管的制作人工缺陷模拟试管采用切除对比试块后的余料制作,依据ASME BPVC.V-2019第4章强制性附录IX中对于缺陷定量和分类的规程评定要求,确定缺陷的数量和位置。
相控阵超声检测技术的研究现状及应用
相控阵超声检测技术的研究现状及应用作者:夏皖东王恩泽郑钢丰许慧来源:《科技视界》2016年第22期【摘要】本文介绍了相控阵超声检测技术的工作原理及特点,详细阐述相控阵超声检测技术在国内外的产生、发展及研究现状,以管道环焊缝、汽轮机叶轮裂缝和飞机蒙皮为例说明相控阵超声检测在工业上的广泛应用,并指出相控阵超声检测技术将朝着便携化、自动化、图像化方向发展。
【关键词】无损探伤;超声检测;相控阵;换能器Discussion on Present Situation and Application of Ultrasonic Phased Array TechnologyXIA Wan-dong WANG En-ze ZHENG Gang-feng XU Hui(Material Science and Engineering School, Anhui University of Science and Technology,Huainan Anhui 232001, China)【Abstract】In this paper, firstly, the principle and features of ultrasonic phased array are briefly introduced; secondly, the development process and research situation at home and abroad are detailedly described; thirdly, taking the testing of pipe welds, cracks in turbine impeller and aircraft skin as examples, ultrasonic phased array inspection finds its wide use in industry;finally,it’s pointed out that ultrasonic phased array is developing in the direction of portable,automated and visual.【Key words】Nondestructive testing; Ultrasonic inspection; Phased array; Transducer相控阵超声检测技术作为超声探伤领域的一个重要分支,至今已有40多年的发展历史。
长输管线对接环焊缝自动相控阵超声波检测技术

图 4 T O FD 图与不检波 A 扫描波形 2006 年 第 28 卷 第 5 期
( 3) T OF D 的局限性有① T OF D 有盲区, 位于 表面下几毫米处。同样, 近内壁的 T OFD 信号也不
清晰。并 且 T OF D 有过分 强调中 壁信号 的倾 向。 ② T OF D 波幅很低, 可能会被漏掉。沿缺陷方向扫 查时操作者无法判定缺陷在焊缝轴向的位置, 但用 脉冲反射检测可以得到解决。③ T OF D 通常不是 被标准核准的工艺, 所有关于合格/ 判废的判定应根 据脉冲反射数据来定, 图像分析时应将带状图、B 扫 描和 T OFD 相结合才能达到最佳效果。
是指在扫查焊缝时仅沿焊缝做直线运动, 波束 的设置是检测整个焊缝区域, 与传统的锯齿形扫查 方式不同。线形扫查是在分区扫查法基础上使用相 控阵技术或多探头技术来实现的, 它具有运动方式 简单, 适于自动化, 检测效率高的特点, 但必须保证 不漏检。相控阵技术使用的每个发射器都有特定的 角度并聚焦到焊缝的每个小区域上。在熔合线处聚 焦尺寸一般为 2 m m 或更小。由于聚焦足够小, 所 以可以有效地检测各自的区域, 并且对邻近区域反 射体上的重叠, 即当主反射体的反射波在 80% F SH ( 满屏波高) 时, 邻 近反 射体 的反 射波 位于 5% ~ 40% F SH 。并且在检测坡口角度小、使用自发自收 扫查方式时, 往往效果较差。建议使用串联扫查的 方式。使用串列法时需要两个探头一发一收, 但在 相控阵系统中, 靠一个探头就可以实现。 2. 3 衍射时差法( TOFD)
管道对接焊缝相控阵超声检测

管道对接焊缝相控阵超声检测随着工业的发展和科技的进步,相控阵超声检测逐渐被广泛应用于各种金属结构的无损检测中。
相控阵超声技术是一种高精度、高效率和高可靠性的无损检测方法,能有效地检测金属结构中的缺陷和损伤。
在管道对接焊缝的检测中,相控阵超声技术具有非常重要的作用,因为该技术能够在非破坏性的情况下检测到焊缝中的各种缺陷,从而保证管道的安全和可靠性。
管道对接焊缝通常是将两根管道连接起来的重要部分,因此,其质量的好坏直接影响着整个管道系统的安全和可靠性。
然而,在管道对接过程中,焊接工艺的不稳定性和操作不当等因素常常会导致焊缝中产生各种缺陷,如气孔、夹杂、裂纹等。
这些缺陷不仅会降低管道的承压能力和耐腐蚀能力,还可能在使用中引起泄漏和爆炸等严重事故。
因此,对管道对接焊缝进行无损检测,及时发现和修复其中的缺陷,就显得非常必要。
相控阵超声技术是一种声学探伤技术,其原理是利用声波在金属材料中传播的特性来检测其中的缺陷,因此其检测精度和效率都非常高。
相比传统的超声检测技术,相控阵超声技术具有以下优点:1.检测精度高:相控阵超声技术能够实现多角度、多方向的扫描,可以获得更加准确的检测结果。
2.检测速度快:相控阵超声技术可以快速地完成对管道对接焊缝的全面检测,提高了工作效率。
3.自动化程度高:相控阵超声技术采用数字化处理和图像显示技术,可以实现自动检测和数据处理。
在管道对接焊缝的相控阵超声检测中,通常使用的探头一般具有多个发射和接收元件,能够在焊缝表面产生多个声束,以不同的方向和角度对焊缝进行全面扫描。
利用相控阵技术,可以实现对焊缝中各种缺陷的精确定位和识别,确定缺陷的大小、形状和深度等参数,并生成二维和三维图像以便进行后续的分析和处理。
超声波相控阵技术在管道检测中的应用研究
超声波相控阵技术在管道检测中的应用研究摘要:管道由于长时间使用常常会因为腐蚀而出现坏损现象。
因此在管道项目的开发和使用过程中,都注意加强对管道破裂损坏现象的检测,方便及时维护,以免造成意外损失。
超声波相控阵技术是目前检测管道所普遍使用的技术,因其自身拥有一系列优势而得到推广。
本文主要对超声波相控阵技术在管道检测中的实际应用进行介绍。
作为一种无损检测技术,在实际操作当中,超声波相控阵技术的可靠性和准确性已经得到了广泛肯定。
关键词:管道检测;超声波相控阵技术;应用前言随着全球经济的发展,管道项目的需求量也日益增多,管道成为了越来越重要的能源运载设备。
我国现有运输管道由于使用时间已经较长,极易因为管壁减薄而发生泄漏事故,整体的管道状况已经进入事故多发期。
管道一旦出现破裂坏损,不仅会造成十分巨大的经济损失,而且也会造成环境污染,危害生态环境。
因此做好正在使用管道的检测工作,努力防患于未然是十分必要的。
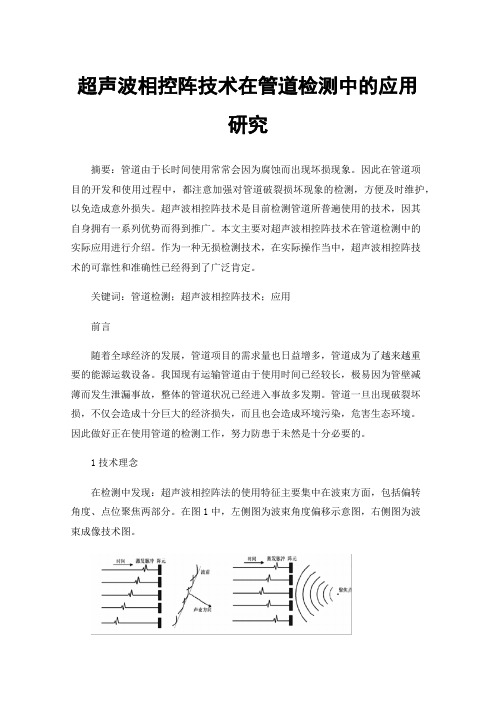
1技术理念在检测中发现:超声波相控阵法的使用特征主要集中在波束方面,包括偏转角度、点位聚焦两部分。
在图1中,左侧图为波束角度偏移示意图,右侧图为波束成像技术图。
图 1 波束角度偏移、聚焦成像示意图2在特种设备性能测定中超声2.1探头选用2.1.1晶片阵列晶片阵列含有多种类型,如图2所示。
现阶段在特种设备性能检测工作中,使用频数较高的晶片阵列类型为线性。
在必要检测时,使用的双线性类型,顺应装置的收发检测需求。
图 2 各类阵列示意图2.1.2频率频率值大小对于检测结果具有直接影响,在频率值较高时,检测结果的灵敏性、影像清晰度相对较高,更有利于检测分析。
然而,频率参数较高时,相对应的衰减性能较高,对检测形成了不利作用。
一般情况下,如果特种设备在检测时,以碳钢焊缝为检测方向,适用的检测频率区间为[2.5,5]MHz。
针对焊缝壁较为轻薄的情况,在检测时频率选择7.5MHz。
对于不锈钢材质的焊缝,在检测时探头可选频率区间为[1,2.5]MHz。
管道对接焊缝相控阵超声检测
管道对接焊缝相控阵超声检测管道对接焊缝相控阵超声检测是一种新型的无损检测方法,具有速度快、信息量大、可靠性高等优点。
相控阵超声技术是通过调节不同探头的阵元激发时刻和延迟时间,实现对被测物体的扫描和成像。
在管道对接焊缝检测中,相控阵超声检测可以提供焊缝的几何形状、缺陷位置和尺寸等详细信息。
管道对接焊缝是连接管道的重要部分,其质量直接关系到管道的运行安全和工作效率。
传统的管道对接焊缝检测方法主要是通过目视和放射性检测进行,存在检测速度慢、成本高、操作复杂等问题。
而相控阵超声检测不仅可以快速、可靠地获取焊缝的质量信息,还可以实时显示焊缝的实际情况,能够及时采取措施进行修补,从而提高检测效率和焊接质量。
相控阵超声检测的原理是利用物体对超声波的反射、散射和透射等现象进行检测。
在管道对接焊缝检测中,首先需要将探头紧密贴合在焊缝表面,然后通过激励电压将探头中的阵元一个个激发,将产生的超声信号发送到被测物体,然后探头接收被测物体反射回来的信号,最后再通过信号处理和图像重建等算法获得焊缝的图像。
1. 高分辨率:相控阵超声检测可以实现对焊缝的高分辨率成像,能够准确地显示焊缝的几何形状和缺陷等信息。
2. 大探测深度:相控阵超声检测可以实现对管道对接焊缝的全程检测,不受管道内部复杂结构的限制。
3. 快速检测:相控阵超声检测可以实现对焊缝的快速全面检测,大大提高了工作效率。
4. 灵活性:相控阵超声检测可以根据不同情况选择合适的探头和算法,适用于不同管道尺寸和焊缝类型的检测。
5. 可靠性:相控阵超声检测可以实时显示焊缝的实际情况,能够及时发现焊缝的缺陷,提高了焊接质量和安全性。
在实际应用中,相控阵超声检测可以广泛应用于石油、化工、水利等领域的管道对接焊缝检测中。
通过相控阵超声检测,能够快速、准确地获取焊缝的质量信息,提高管道的安全性和工作效率。
相控阵超声检测技术还可以与其他无损检测方法相结合,提高检测的准确性和可靠性。
管道对接焊缝相控阵超声检测是一种高效、可靠的无损检测方法,有着广阔的应用前景。
相控阵超声波检测技术在焊缝检测中的应用分析
相控阵超声波检测技术在焊缝检测中的应用分析摘要:在管道环焊缝检测中,相控阵超声波检测技术具有检测精度高、检测速度快、可重复性强、缺陷检出率高、检测成本低等优点,适用于各种管径、坡口形式焊缝的检测,有效提高焊接工艺水平和焊接质量,是自动焊焊缝检测的首选技术,已得到了很好的应用和推广。
关键词:相控阵;分区扫查;带状图;体积通道;TOFD通道;耦合通道随着焊接技术的快速发展,全自动焊接工艺被越来越多的应用到了管道建设施工中,焊接水平的提高也对检测技术提出了更高的要求。
通常,焊接检测方法采用X射线检测和手动超声波检测。
这两种检测方法都有其各自的优、缺点:?譹?訛射线检测虽具有直观、对体积型缺陷敏感等优点,但射线检测成本高,速度慢,对面积型缺陷(如未熔合)不敏感,而且具有射线辐射,安全性差;?譺?訛手动超声波检测虽具有操作简便,应用灵活和对面积型缺陷敏感的忧点,但手动超声波检测结果可重复性差,对焊缝缺陷不能定性,只能作为辅助检测手段。
所以射线检测和手动超声波检测已不能满足焊接检测技术发展的需要,于是全自动相控阵超声波检测技术应运而生。
在管道环焊缝检测中,相控阵超声波检测技术具有检测精度高、检测速度快、可重复性强、缺陷检出率高、检测成本低等优点,适用于各种管径、坡口形式焊缝的检测,成为自动焊环焊缝检测的首选技术。
1相控阵系统工作原理1.1波束聚焦原理相控阵检测技术是通过软件控制晶片阵列中每个晶片时间延迟,控制脉冲发射使波束聚焦到特定的深度,并以一定的角度传播。
阵列可以产生聚焦的横波和纵波。
相控阵可以实现线性扫查、扇形扫查和动态深度聚焦等功能(如图1所示)。
1.2焊缝的分区扫查设置采用相控阵超声检测技术的关键是进行分区扫查,根据焊缝坡口形式、填充次数将焊缝分成几个垂直的区,如根部区,钝边区,热焊区,填充区。
每个分区的高度一般为1~3mm,每个区都由一组独立的晶片进行扫查(这种分区的扫查被称为A扫)。
检测主声束的角度根据各分区的焊缝坡口角度进行设定。
管道对接焊缝相控阵超声检测
管道对接焊缝相控阵超声检测管道对接焊缝相控阵超声检测技术是一种利用超声波对管道焊缝进行快速、准确检测的先进技术。
在工业生产和施工中,管道对接焊缝是非常重要的一环,其质量直接影响着整个管道系统的安全性和可靠性。
对管道对接焊缝进行有效的检测至关重要。
传统的焊缝检测方法需要借助于X射线或者磁粉探伤等技术,不仅成本高昂,而且存在安全隐患。
而管道对接焊缝相控阵超声检测技术则可以通过超声波的方式对焊缝进行高效、安全、准确的检测,因此备受工程领域的青睐。
管道对接焊缝相控阵超声检测技术是利用超声波的传播特性来实现对管道焊缝缺陷的探测。
其原理是通过超声波传播到管道内部后,由声波探头接收回波信号,根据回波信号的强度和时间来获得管道内部的结构信息,并通过信号处理和成像等技术手段来分析焊缝的质量和缺陷情况。
相控阵超声检测技术是指超声探头上的多个发射元件和接收元件之间的时间分别是不同的,在探测中通过优化这些元件的发射和接收时间差,实现波束的形成和调整,从而实现对焊缝进行高分辨率、高灵敏度、全方位的检测。
1. 高效性:相控阵技术能够实现对管道焊缝的全方位覆盖,无死角检测,大大提高了检测效率。
2. 精准度:相控阵技术通过精确的波束调整和控制,在焊缝内部能够实现对缺陷的精准定位和识别。
3. 安全性:相控阵超声检测技术无需使用放射性同位素,不存在辐射危害,对人体和环境无污染,是一种安全环保的检测方法。
4. 便携性:相控阵超声检测设备体积小,重量轻,便于携带和操作,适用于现场管道施工和维护。
1. 工业管道加工制造过程中的焊缝检测,可以及时发现焊接质量问题,保证产品质量。
2. 管道安装后的现场检测,可以帮助工程人员了解管道内部的结构情况,对管道系统的安全性进行评估。
3. 管道维护、检修期间的焊缝检测,可以发现管道劣化、变形及焊缝断裂等问题,及时进行修复和维护。
1. 智能化:随着计算机技术和人工智能的发展,管道对接焊缝相控阵超声检测技术将向智能化方向发展,实现自动化、智能化的检测,提高检测效率和准确度。
管道对接焊缝相控阵超声检测
管道对接焊缝相控阵超声检测一、引言管道对接焊缝是工业中常见的焊接工艺,主要用于连接管道和管件,保证管道的完整性和密封性。
由于焊接过程中存在诸多因素,如焊接材料、焊接工艺、人为操作等,导致焊缝质量的不均匀性和隐蔽性。
为了保证管道的安全运行,必须对管道对接焊缝进行全面、准确的检测。
传统的焊缝检测方法主要包括X射线检测、磁粉探伤、超声波检测等。
然而这些方法存在着一些局限性,比如X射线检测对环境有一定的辐射污染,磁粉探伤需要对被检测物体进行后续的清洗处理,超声波检测技术受限于传统的探头形式和检测方法,无法对焊缝进行精细化和高效率的检测。
相控阵超声检测技术的应用,为管道对接焊缝的检测提供了新的解决方案。
二、相控阵超声检测技术的原理相控阵超声检测技术是指利用多个超声换能器,通过对控制每个超声换能器的波束的发射时间和延迟时间进行精确控制,使得超声波束能够按照需要的扫描路径和角度进行发射和接收,从而实现对被检测物体的高精细度扫描和成像。
相控阵超声检测技术可以实现对焊缝进行立体扫描,得到高分辨率和高灵敏度的检测结果。
1. 数字控制:通过数字控制系统精确控制每个超声换能器的发射时间和延迟时间,实现多个超声波束的同时发射和接收。
2. 多元素换能器:多个超声换能器组成的相控阵超声探头,能够同时发射多个超声波束,并且在接收信号时能够实现多个超声波束的精确定位和成像。
3. 实时成像:相控阵超声检测技术可以实时对被检测物体进行立体扫描和成像,得到高分辨率的检测结果。
三、相控阵超声检测技术在管道对接焊缝检测中的应用1. 高精度:相控阵超声检测技术能够实现对管道对接焊缝的高精度扫描和成像,可以检测出焊缝中微小的缺陷和裂纹。
2. 高效率:相控阵超声检测技术能够实现多个超声波束的同时发射和接收,提高了检测效率和生产效率。
3. 灵活性:相控阵超声检测技术可以根据需要对超声波束的发射路径和角度进行灵活控制,适应各种焊缝形状和工件结构。
四、结语随着工业技术的不断发展,相控阵超声检测技术在管道对接焊缝检测中的应用将会越来越广泛。
管道对接焊缝相控阵超声检测

管道对接焊缝相控阵超声检测管道对接焊缝是工业生产中常用的一种连接方法,焊缝的质量直接影响着管道的使用安全和性能。
为了确保焊缝的质量,需要使用非破坏检测技术对焊缝进行评估。
相控阵超声检测是一种常用的非破坏检测技术,具有操作灵活、检测效率高、灵敏度高等优点,被广泛应用于管道对接焊缝的检测中。
相控阵超声检测是一种利用超声波对被测对象进行成像检测的方法。
通过控制多个超声换能器按照一定的时序和角度,发射并接收超声波信号,从而获取被测物体的内部结构和缺陷情况。
相控阵超声检测可以实现对焊缝的全面检测,不仅可以检测焊缝的整体结构,还可以检测焊缝中的缺陷和腐蚀等问题。
在管道对接焊缝的相控阵超声检测中,首先需要选择合适的超声波换能器。
一般选择线阵或矩阵式换能器,其具有高发射/接收灵敏度、较宽的视场角和较高的分辨率等特点,可以更精确地获取焊缝的信息。
然后,将换能器安装在管道上,通过控制超声波的发射和接收,实现对焊缝的全方位检测。
相控阵超声检测不仅可以检测焊缝的整体结构,还可以检测焊缝中的缺陷。
通过分析检测信号的反射强度、时间、声速等信息,可以判断焊缝中是否存在裂纹、夹渣等缺陷,并确定其位置、大小和形态等。
还可以对焊缝的腐蚀程度进行评估,为后续的维修和加固提供依据。
相控阵超声检测在管道对接焊缝中的应用具有一定的难度和挑战。
管道的直径和壁厚等参数对检测结果有一定影响,需要根据具体情况进行调整。
焊缝的形态和结构多样,需要选择合适的探头和检测方法来满足实际需求。
相控阵超声检测的数据处理和分析也是一个复杂的过程,需要掌握一定的专业知识和技术手段。
管道对接焊缝的相控阵超声检测是一种常用的非破坏检测方法,可以全方位地评估焊缝的质量和缺陷情况。
但在实际应用中还存在一定的难度和挑战,需要借助专业知识和技术手段来实现准确检测。
相信随着科技的不断进步和发展,相控阵超声检测在管道对接焊缝中的应用会越来越广泛。
相控阵超声检测国际动态

---------------------------------------------------------------最新资料推荐------------------------------------------------------相控阵超声检测国际动态相控阵超声检测国际动态. txt 熬夜,是因为没有勇气结束这一天;赖床,是因为没有勇气开始这一天。
朋友,就是将你看透了还能喜欢你的人。
本文由 weldzsy 贡献 pdf 文档可能在 WAP 端浏览体验不佳。
建议您优先选择 TXT,或下载源文件到本机查看。
相控阵超声检测国际动态李衍(无锡市锅炉压力容器学会无损检测专委会,无锡214026)摘要:相控阵超声(UT)有探头阵元激励(振幅和延时)由计算机控制,声束参数如角度、焦距和焦点等可通过软件调整的种种优点。
介绍了超声相控阵技术在工业上的应用类另日和实例动态,包括航空航天、核电设备、承压设备在制在用检测,具有对复杂几何形状或可接近性受限工件检测的适应性,对缺陷定量表征的优越性。
也介绍了相控阵应用的有关标准动态及法规对相控阵操作演示的立项要求,旨在为国内推广该新技术提供借鉴。
关键词:超声检测;相控阵;工业应用;缺陷定量;操作演示;标准化中图分类号:1 / 20TGll5.28文献标识码:A文章编号:1000-6656(2009】01005605WorldwideTrendofPhasedArrayUltrasonicTestingLIYah(NDTSubcommitteeofWu】【iBoilerandPressureVesselSociety-Wu妇214026-China)Abstract:Phasedarray(PA)ultrasonictechnologyhastheadvantagesthattheelementsofsearchunitsascanbeexcitedsizeinamplitudeanddelaybycomputer,andthebeamparameterssuchangle。
PAUT检测技术在国外的广泛应用

PAUT检测技术在国外的广泛应用引言相控阵超声检测(PAUT)技术是一种高级超声检测方法,广泛应用于工业领域,尤其在航空航天、石油化工、核工业等行业中备受推崇。
国外许多企业和领域已经成功地应用PAUT技术,为安全生产和质量控制提供了强有力的支持。
应用领域1. 航空航天领域: 在航空航天行业,对零部件的可靠性和安全性要求极高。
PAUT技术能够提供高分辨率的缺陷检测,广泛用于飞机发动机、机翼、机身等关键部件的质量控制。
它的非接触性和高效率使得在飞机制造和维修中广泛使用。
2. 石油和天然气行业: PAUT在石油和天然气行业的管道和设备检测中发挥着关键作用。
它能够快速而准确地检测管道壁的腐蚀、裂纹等缺陷,提高了设备的安全性和可靠性。
3. 核工业: 在核电站建设和维护中,PAUT技术可以用于对核设施的关键部件进行无损检测,确保其符合最高的安全标准。
其高灵敏度和高分辨率使得对微小缺陷的检测成为可能。
4. 制造业: PAUT技术在制造业中被广泛应用,包括汽车制造、船舶制造等。
通过对零部件进行快速、准确的检测,有助于确保产品的质量,提高制造效率。
优势与特点1. 高分辨率: PAUT技术通过相控阵探头产生的多个声束,实现对被测材料的全方位扫描,提供极高的检测分辨率,能够检测到微小的缺陷。
2. 快速检测: 相对于传统的超声检测方法,PAUT技术具有更高的检测速度。
它能够同时检测多个角度,大大提高了检测效率。
3. 灵活性: PAUT系统可以通过软件调整来适应不同的检测任务。
这种灵活性使得它适用于各种形状和材质的被测物。
4. 无损检测: PAUT是一种无损检测技术,不需要对被测材料进行破坏性操作,确保了被测物的完整性。
结论在国外,PAUT技术已经成为一种不可或缺的先进无损检测方法,被广泛应用于多个高风险行业。
其高分辨率、快速检测和灵活性等优势,使得它在提高生产效率、确保设备安全性方面发挥着重要作用。
随着科技的不断发展,PAUT技术将继续推动无损检测领域的进步,为各行各业提供更高水平的质量保障。
管道对接焊缝相控阵超声检测

管道对接焊缝相控阵超声检测【摘要】管道对接焊缝相控阵超声检测在管道焊口检测中起着重要作用。
本文首先介绍了管道对接焊缝相控阵超声检测的重要性,并探讨了前沿技术在该领域的应用。
随后分析了传统管道焊口检测方法存在的问题,详细阐述了管道对接焊缝相控阵超声检测的原理和优势。
对相控阵超声检测设备的发展现状及关键技术进行了讨论。
最后展望了管道对接焊缝相控阵超声检测的未来发展,并总结了其重要性。
管道对接焊缝相控阵超声检测的推广将有效提高管道安全性,减少事故发生的概率,对整个工业领域具有重要意义。
【关键词】管道对接焊缝、相控阵超声检测、传统检测方法、原理、优势、设备发展、关键技术、未来发展、重要性、前沿技术、管道焊口检测、现状1. 引言1.1 管道对接焊缝相控阵超声检测的重要性管道对接焊缝相控阵超声检测在工业领域起着至关重要的作用。
随着现代化工业的快速发展,管道的安全性和可靠性需求也日益提高。
而焊接是管道构造中至关重要的环节,焊缝质量直接关系到管道的使用寿命和安全性。
对管道对接焊缝进行准确、可靠的检测变得非常关键。
传统的管道焊接检测方法存在一些局限性,例如对大面积检测非常困难,同时检测结果的准确性和可靠性也有待提高。
而相控阵超声检测技术的引入,为管道对接焊缝检测带来了新的希望。
相控阵超声检测技术具有高分辨率、高灵敏度和高可靠性的特点,能够更准确地检测管道焊缝内部的缺陷和问题,确保焊接质量符合标准要求。
管道对接焊缝相控阵超声检测在工业生产中具有重要意义,不仅可以提高管道的安全性和可靠性,还可以减少人工检测的时间和成本,提升工作效率和生产质量。
在未来的发展中,相信这项技术将会得到更广泛的应用和进一步的推广。
1.2 前沿技术在管道对接焊缝相控阵超声检测中的应用管道对接焊缝相控阵超声检测是一种高效、精准的检测方法,得到了广泛应用和推广。
在目前的前沿技术中,有一些在管道对接焊缝相控阵超声检测中的应用已经取得了显著的成果。
在超声波传感器方面,采用了先进的相控阵技术,可以实现对焊缝区域的快速、全面扫描,提高了检测的效率和准确性。
管道对接焊缝相控阵超声检测
管道对接焊缝相控阵超声检测
管道对接焊缝相控阵超声检测是一种无损检测方法,是一种使用相控阵技术进行实时
表面形貌和焊缝检测的方法。
管道对接焊缝相控阵超声检测原理:通过在管道对接焊缝表
面引入可延伸的高频超声波,利用相控阵超声探头在管道上发射,得到更精确的全局和局
部的表面非接触式的探测。
相控阵超声波会在管道上发射多次,其中会发现目标表面特征,经过无损测量仪器和计算机软件处理,最终可以掌握管道对接焊缝的表面质量情况。
管道对接焊缝相控阵超声检测的优点:1、可以检测出焊缝表面的缺陷:例如小亏蚀,小孔洞,熔池深度等;2、检测灵敏度高:可以实现机器化作业,受控制,检测精度高;3、检测时间短:一般只需几分钟即可完成;4、可检测精度高:可以检测到缺陷小于0.02mm;
5、有效定量检测和实时显示检测结果;
6、确保焊缝质量稳定,有助于提高应用物料的使
用效率;7、可免去在管道对接焊缝表面进行人工探伤的环节,能够实现视觉化和机器化
的数据记录和决策。
管道对接焊缝相控阵超声检测是利用高频超声探头和相位控制阵列探头,分别发射多
次声波,使用计算机软件对收集的数据进行处理,来获取焊缝表面特征数据的一种方法。
它可以检测出焊缝表面的缺陷,增强焊接质量的控制,保障管道对接焊缝的质量,减少焊
缝处理时间和成本,实现视觉化和机器化的数据记录和决策,确保管道的正常使用。
相控阵超声检测技术在厚壁管道对接焊缝检测中的应用

相控阵超声检测技术在厚壁管道对接焊缝检测中的应用摘要:相控阵超声技术是传统超声检测在技术上的发展,比传统超声波探伤具有更高的缺陷检出率,目前相控阵检测技术在无损检测行业中已经得到了广泛的应用。
本文主要围绕相控阵技术原理、设备的使用和调校,结合国外工程相控阵检测技术在厚壁管对接焊缝检测中的实际应用案例,对相控阵检测技术在石油化工工艺管线中的应用情况做一些说明,可以为国内相控阵检测的推广提供一些应用案例。
关键字:相控阵超声检测技术;厚壁管对接焊缝;应用实例1概述在石油化工行业中,在高温高压等工况下,厚壁管被大量的使用,且随着石油精细化加工,厚壁管的使用也越来越多。
普通的300KV的射线机最大穿透能力为48mm,γ射线源虽然穿透能力强,但其使用和运输过程中发生安全事故的可能性非常大,而且对无损检测人员的辐射损害也非常大。
在鲁迈拉油田游离水处理工程中有大量的厚壁管需要对其焊缝进行无损探伤。
规格为325*25.4mm,406*30.96,457*34.93,508*38.1这些规格的管道已经超过了300KV射线机的最大穿透能力,只能借助相控阵技术对其焊缝进行检测。
使用奥林巴斯MX2代相控阵检测设备系统,对厚壁工艺管道对接焊缝进行了检测,并取得了非常不错的效果。
因此本文将相控阵检测技术在厚壁工艺管线焊缝检测中的应用情况做一阐述。
2相控阵超声检测技术原理相控阵检测技术是传统超声检测在技术上的发展,其关键在于采用了全新的发生与接收超声波的方法,相控阵列通过电子控制发射声束的形状和波束偏转角度,使其无需移动探头就可进行电子扫查,然后通过后处理,改变超声波的聚焦尺寸和位置,通过有效的信号平均,提高了信噪比。
3设备选择与校准及相控阵TCG曲线的制作3.1设备与探头的选择相控阵系统应载有聚焦法则设定软件,能借此修正超声波束特性;设备应具有数据存储功能;相控阵系统的波幅和屏高线性应标准化,既满足E2491标准的要求,且至少一年校验一次;仪器应能在1MHz-10MHz的标称频率下发射和接受声脉冲;仪器应能以所有探头标称频率至少5倍的频率,将A扫描显示数字化,波幅数字化时,分辨力至少应为8bit(256个色阶);相控阵设备应具有角度校准增益和时间校准增益。
管道对接焊缝相控阵超声检测
管道对接焊缝相控阵超声检测
管道对接焊缝相控阵超声检测是一种利用超声波技术检测管道对接焊缝缺陷的方法。
它通过将超声波引入被测管道中,利用超声波在材料中的传播和反射特性,对焊缝进行检
测和评估。
这种检测方法具有非接触、高效、准确、可靠等优点,在工业检测中得到了广
泛应用。
相控阵超声检测是利用探头上排列有多个发射和接收元件的特殊超声探头,通过电子
器件对每个元件的发射和接收进行控制,从而实现对被测物体内部的全方位扫描。
相控阵
超声技术可以实现对焊缝的三维成像,能够全方位地检测焊缝的内部缺陷,如气孔、夹杂、未熔合等。
管道对接焊缝相控阵超声检测采用的主要设备包括超声探头、接收电路、信号处理系
统和显示系统等。
超声探头是整个系统的核心组成部分,它由多个发射和接收元件组成,
通过控制每个元件的工作时间和幅度,可以实现对焊缝的全方位扫描。
接收电路用于接收
探头发射的超声波信号,并将其转换为电信号,传递给信号处理系统进行处理。
信号处理
系统用于对接收到的信号进行滤波、放大、增益调节等处理,以提高检测的灵敏度和可靠性。
显示系统用于将处理后的信号转换为图像,并进行图像显示和分析,以便操作人员对
焊缝缺陷进行判断和评估。
管道对接焊缝相控阵超声检测可以有效地检测出焊缝的内部缺陷,并且可以实时显示
缺陷位置和形态,对于焊接质量的评估具有重要意义。
它可以提高焊接过程中的质量控制
水平,减少缺陷的发生和对设备和工程的损害,具有很高的应用价值。
随着相控阵超声技
术的不断发展和成熟,管道对接焊缝相控阵超声检测将在工业应用中发挥更加重要和广泛
的作用。
相控阵&TOFD超声检验新技术在海外电站中的应用

相控阵&TOFD超声检验新技术在海外电站中的应用 ,随着国家”一带一路”战略的布局,越来越多的中国工程公司大力开拓海外市场,国际电站EPC竞争日趋激烈,另一方面业主出于对项目成本、项目整体收益的考虑,对项目的施工工期一再压缩,这为项目执行带来很大的挑战。
海外电站项目部一般执行的是ASME标准,特别是高标准、严要求的中东区域,尤为严格。
以作者所在的某中东3041MW燃气循环电站为例,第1台联合机组从安装到吹管仅仅6个多月,且多为大口径焊口,焊口大部分集中在旁路站和汽机房区域,如果采用常规射线检验,远远不能满足现场需求。
本文就探讨了相控阵、TOFD 超声检验在中东区域电站EPC建设的工程应用分析。
二、可行性分析2.1、工期分析及技术方案对比经过测算所在项目1台联合循环机组需检验焊口数量大约为1016只,大部属于大管径厚壁管,由于工期紧张几乎没有独立的探伤操作时间,按照项目每天安排晚上5个小时的探伤时间计算,整个1号机组探伤时间理论上累计只有1个月时间,实际探伤时间的计算需要以实际位置、焊口返修、底片重拍、射线剂量等多方面考虑,往往高于理论时间。
为了满足工期必须采取交叉作业。
附件1是管道检验可行性方案对比。
2.2、成本分析由于TOFD和相控阵的价格远远高于传统射线的价格,故需要对采用新技术的工期目标和成本费用同时进行分析,以达到最佳效果。
附表2 针对不同管径及项目所在地的分包情况进行了费用、时间对比,经过对比分析,如果全部采用相控阵和TOFD超声技术,将会节省186天探伤时间,但检验费用将会大大增加造成检验成本的浪费。
如果仅对厚度大于30mm的焊口采用相控阵和TOFD技术,将会节省射线检验时间约106天,且节省检验费用约39150沙币。
根据以上的工期和成本分析,对于厚度大于30mm焊口采用新技术,是满足工期需要的,且能节省检验费用,满足项目的生产需要。
根据现场实际情况,可以适当对其他焊口进行TOFD 和相控阵检验,以满足施工进度。
管道对接焊缝相控阵超声检测
管道对接焊缝相控阵超声检测【摘要】本文主要介绍了管道对接焊缝相控阵超声检测技术。
首先介绍了该技术的原理,然后详细阐述了相控阵超声检测技术在管道对接焊缝检测中的应用,并介绍了相控阵超声检测设备及方法。
还分析了管道对接焊缝相控阵超声检测的优势,未来发展前景和挑战。
通过对该技术的研究和应用,可以提高焊缝检测的准确性和效率,提升管道工程的安全性和质量。
管道对接焊缝相控阵超声检测技术在工业领域具有重要意义和广阔的应用前景,但同时也面临着一些挑战,需要不断改进和完善。
【关键词】关键词:管道对接焊缝、相控阵超声检测、原理、技术、设备、方法、应用、优势、发展前景、挑战、研究背景、研究目的、研究意义1. 引言1.1 研究背景管道对接焊缝相控阵超声检测是一种非破坏性检测技术,可以有效地检测管道焊缝的缺陷和质量问题。
随着工业化的发展和工程建设的不断推进,对管道焊缝的质量要求也越来越高,因此需要一种高效、准确、可靠的检测方法来保障管道的安全运行。
目前,常规的管道焊缝检测方法存在一些局限性,如检测效率低、操作复杂、对人员技术要求高等问题,而相控阵超声检测技术则能够克服这些问题,具有更高的检测精度和灵活性。
对管道对接焊缝相控阵超声检测技术进行深入研究和应用具有重要意义。
通过对管道对接焊缝相控阵超声检测技术的研究,可以不仅提高管道焊缝的检测效率和准确性,保障管道的安全运行,还可以为管道工程的设计、施工和维护提供重要的参考和支持。
本文旨在对管道对接焊缝相控阵超声检测技术进行深入探讨,为相关领域的研究和应用提供理论支持和实践指导。
1.2 研究目的管道对接焊缝相控阵超声检测是一项重要的非破坏检测技术,在工业领域中具有广泛的应用。
其研究目的包括但不限于以下几个方面:1. 提高检测精度:通过对管道对接焊缝进行超声检测,能够准确、快速地发现焊缝缺陷和裂纹等问题,帮助工程师及时采取修复措施,保障管道安全运行。
2. 降低人工成本:相较于传统的目视检测方法,管道对接焊缝相控阵超声检测能够实现自动化、高效率的检测过程,减少人工操作,并提高工作效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
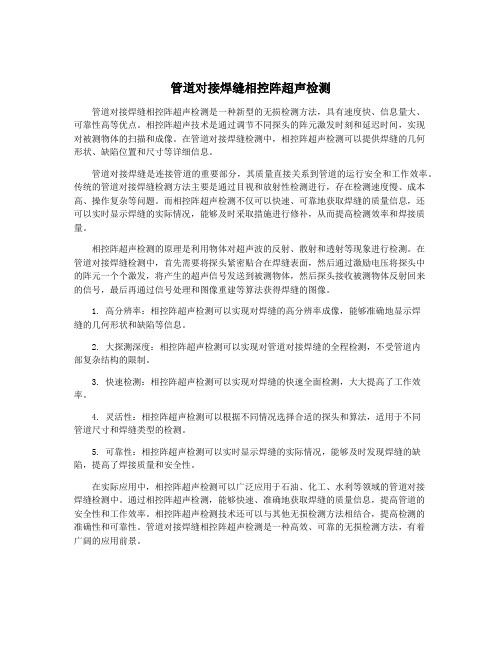
束路 径 , 以此 完 成 对 焊 缝 整 个 断 面 的扫 查 , 靠 探 头 并 在 管子 周 向 的 机 械 扫 查 , 成 焊 缝 全 长 乃 至 全 体 积 完
的扫 查 ( 1 。 图 )
( )顺 次 触 发 +定 时 触 发 2
相 控 阵探 头 的声 场
电子扫 描实现高速探伤 。特别是采用 多压 电元 件沿 管 子 轴 向顺 序排 列 的 相 控 阵 探 头w ̄' s U 1r s n c t s i ;Ph s d a r y p o e y d : ta o i e t ng a e r a r b ;P p l e i ei ;W ed n l
2 0世 纪 7 0年 代 前 , 外 对 煤 气 管 道 环 焊 缝 的 国 无 损 检 测 一 般 都 采 用 射 线 照相 , 伤 效 率 低 , 有 现 探 还 场 射 线 防 护 问题 。 2 纪 8 0世 0年 代 开 始 采 用 超 声 自 动探 伤 。最 初 的 自动 探 伤 , 须 使 斜 探 头 沿 管 子 轴 必 向 和 周 向 作 机 械 扫 查 , 构 复 杂且 速 度 有 限 。 结 2 纪 9 0世 0年 代 开 始 采 用 相 控 阵 探 头 , 通 过 可
作机 械 扫 查 , 伤 速度 倍 增 一 探 - r - 。
1 原 理 和 攻 关 点
1 1 原 理 .
图 I 相控 阵超 声探 伤示 意 图
()电子 扫 描 + 机 械 扫查 1
相 控阵超声 探伤是
I .斜 楔
5 .电子 扫描
2 .超 声波 束
6 .单元 间距 1 .焊缝 O
Ab ta t sr c :Ov re ss ce s u p l a ino lr s ncp a e ra e h oo yt s e t g t ecr u e e il e s a u c s f l p i t fu ta o i h s d a ry tc n lg O i p ci h ic mf rnt a c o n n a
国 外 超 声 检 测 动 态
李 衍 242) 1 0 8
’
.
一
…
( 锡 华 光 锅 炉公 司 , 锡 无 无
一
~
●・
一
摘
要: 介绍 2 世 纪末 国外相控 阵超 声挥 伤高被 术在管道 环焊缝检测上 的成功 应用。通过 多 O
压 电元 件 相 控 阵探 头 纵 向 电子 扫 挂 和 对 管 子 的 周 向 机 械 扫 查 , 对 管道 环 焊 缝 作 快 速 检 验 。 为 保 可
中 图 分 类 号 : G1 5 2 T 1. 8 文 献标 识码 : A 文 章 编 号 :0 06 5 (0 2 0 — 3 60 10 6 6 2 0 )90 8 —5
APPLI CATI N O OF PHAS ED ARRAY TECHNoLoGY 、 I PECTI 1O NS oN oF
THE RTH ELDS I PI GI W N PELI  ̄ :TREND NF OF UL1 RAS NI TESTI 1 O C NG ABROAD
Ll Ya l l
( u i a u n olrC .Lt. W x Hu g a gB i o e d ,W u i 10 8 Chn ) x 4 2 , ia 2
维普资讯
第 4 第 9 卷 期
1002年 9月
无 损 检 测
N DT
Vn . 1 No. 12 9
Sep 20 ( 2 1
。
、
。
综
。 自 e 、
述
}
管 道 环 缝 相 控 阵 超 声 探 伤 技 术 的 应 用
we d n p p l e s d s r b d By e e t i a c n i g i x a ie t n o h i e a d m e h n c l c n i g i i l s i i ei s wa e c i e . n lc rc ls a n n a i ld r c i ft e p p n c a i a a n n n cr n o s
证 相 控 阵探 头 在 主 要 特 性 上 等 效 于普 通 斜 探 头 , 聚 苯 乙烯 作 楔 块 材 料 , 高分 子 聚 合 物作 换 能 器 用 用 材 料 , 用 曲 面 声 透镜 改 善探 头 在 管 子 轴 向和 周 向 的 声 束 特 性 。 并 关 键 词 : 声检 验 ; 控 阵探 头 ; 超 相 管道 ; 缝 焊
c mf r n i ld r c i n,a g r h we d c u d b n p c e a i l . I wa h wn t a s n o y t r n s we g t — u e e ta ie to it l o l e i s e t d r p d y t s s o h t u i g p l s y e e a d e ma e i l i h p y r a r ns u e t r l d c r e d e a n a o s i e swa h e n f pl t fe — ra ,h g l m e s ta d c r ma e a n u v d we g sa c u tcl n s t ek y p i to p ia i n e f c o i a o a c o t e e s f r p a e r a y t m. i n s o h s d a r y s s e v