6西格玛培训教材
6SIGMA培训教材
Define phase——工作目的
【例】烤制面包
顾客看重的是什么? • • • • • 蓬松度 软硬度 香味 新鲜 口味
以上均为客户CTQ
)
Define phase——所用工具及工作输出
获取CTQ所用方法和工具有: 成本质量分析 客户心声VOC分析 流程分析 数据分析 因果分析 Project charter
)
Define phase——所用工具及工作输出
成本质量分析 客户心声VOC分析 流程分析 数据分析 因果分析 Project charter
)
Define phase——成本质量分析
成本质量分析 结合目前生产过程能力和产品质量状况评估项目 实施后通过过程能力提升可能带来的成本效应; 是公司直接的财务收益。 最终输出——成本效应评估
6西格玛培训教材
硬商品买卖在阿里巴巴 软商品交易在阿里巧巧 )
Define phase——主要内容
方法概述
Define阶段工作目的 Define阶段所用工具及工作输出
总结
)
Define phase——方法概述
• 方法概述 6sigma管理技术方法——通过获取客户心声而得 到关键质量因子CTQ’S,再通过DMAIC模式运作 达到突破性改善的目标。
SIPOC Variable罗列出过程中的Y(输出)和(输 入),找到 Y1=f(X1,X2、X3……) Y2=f(X1、X2、X3……) …… 根据客户心声VOC确定项目需要关注的Y和X,在后 续因果分析将最终确定主要输出因子Y和主要影响 因素X,并通过measure、analyse、improve阶段分 析如何通过改变X使Y达到最优,即客户的要求。
)
Define phase——流程分析
精选6sigma普及培训教材gje

μ
σ
(一)Six Sigma是衡量指标
您会选择哪一家供应商?
(一)Six Sigma是衡量指标
哪一组数据分散小?哪一组数据σ小?哪一组数据好?为什么?
6σ 质量指在USL和LSL之间内包含有12个σ 落在USL&LSL之外的比率是 3.4 PPM.
(一)Six Sigma是衡量指标
σ水平(质量)的概念
定义
测量
分析
改善
控制
项目管理
流程图
多变量分析
连续变量的 DOE试验设计
EVOP
计算机工具
因果关系矩阵
相关性
因子 DOE
响应曲面DOE
描述性统计学
鱼骨图
回归分析
全因子及 2k 部分因子 DOE
多元回归
brainstorming
统计分析
假设检验
高级 DOE
移交计划
测量系统分析
ANOVA变量分析
对数 回归
巧干胜于一味苦干 第一次就把事情做对
(三)Six Sigma是理念
(四) 6 Sigma – 管理体系
6 sigma 管理的含义以顾客为关注中心基于数据和事实驱动的管理方法聚焦于流程改进有预见的积极管理无边界合作追求完美,容忍失误
Six Sigma与公司各层面的配合
基层
中层
高层
各种工具
DMAIC,DMADV
(一)Six Sigma是衡量指标
σ水平越高PPM越低
6 Sigma - 概念和术语
CTQ(Critical to Quality)-关键质量特性: 产品、服务或流程的“关键结果”, 一种对客户至关重要的特性,来自关键顾客需求
CTQ,USL/LSL
6-Sigma培训教材专题培训课件
顾客需求分类——卡诺模型(Kano Model)
座椅舒适度 车辆不熄火
Y
Excitement Quality (Surprise & Delight)
2
Y=f(x)
3
Performance Quality
Customer Satisfaction
车辆风噪小
天窗不漏水 全景天窗
1
Basic Quality
导看的! • 执行力缺乏,不严格按照作业指导书执行,简化操作,敷
衍了事。 • 言行不一,有好的程序不执行,程序不好不改进。
4
为什么质量差?
意识改变态度 态度改变行为 行为改变习惯 习惯改变性格 性格改变命运
质量意识的推广程度是产品质量 好坏的重要因素
5
产品质量对企业的影响
• 90%以上的顾客在购买产品时把质量作为第一决定因素。 • 购买后,不满意的顾客:只有4%的人会直接向生产者投诉,
3.4
<10%
99.976%
233 10-15%
99.4%
6,210 15-20%
93% 66,807 20-30%
65% 308,537 30-40%
6 世界级标杆
5
10% GAP
4 业内平均水平
3
10% GAP
2 毫无竞争力
50% 500,000
>40%
1
Source: Journal for Quality and Participation, Strategy and Planning Analysis
x - xbar
-0.886 0.814 -0.246 0.324 -0.006
(x – xbar)2
经典六西格玛管理培训教材_图文

六西格玛管理法导论
6西格玛的主题 (一)
6 是一种“管理哲学”
在推动6西格玛时,企业要真正能够获 得巨大成效,必须把6西格玛当成一种管 理哲学。这个哲学里,有六个重要主旨 ,每项主旨背后都有很多工具和方法来 支持.
六西格玛管理法导论
6 “管理哲学”包括:
A、最小的投入,最大的收益; B、一次就做好; C、蛮干不如巧干; D、找出错误的根源,避免错误发生的可能; E、 “和”的天才(The Genius Of “And”)…
“(六西格玛)是通用电气至今所采用的最重 要的创新……它是我们公司未来领导力的基因组 成部分。”
---- 杰克·韦尔奇
六西格玛管理法导论
GE公司实施六西格玛的收益
事先的投资和持续的能力带来显著的报酬
六西格玛生产率提高 顾客满意(GE被誉为全球最受尊敬的企业!) 成本包括项目改进投入和六西格玛导入成本(第1、2年 )
早在产品设计的同时,就已考虑对生产工艺的影响,开始 出现面向客户的特征,生产过程处于受控状态。开始与供 应商紧密配合,从半成品层次就严格地控制产品的质量。 成本大幅度降低,质量提高。
全员参与,质量好坏与每一位员工的责任都紧密地互相联 系。追求卓越,每位员工都寻求提高质量的途径,以使客 户满意。完全面向外部客户,最大限度地优化流程,根据 客户的需要来提供优质的产品和服务,主动地提高质量。
同为提高公司的市场竞争力而努力!!!
六西格玛管理法导论
六西格玛概述
六西格玛管理法导论
六西格玛管理的大背景
六西格玛管理最先由MOTOROLA于1987提出并实施;后由通用电气 、ABB、 西门子等商业机构采用并发展;到现在已是国际上炙手可热的 管理模式 现在,20%以上的财富500强已经实施或正在实施六西格玛管理法 中国进入WTO,中国企业与国际接轨,成为“世界工厂”,提高质量成为 塑造国际竞争力的巨大需求 “看不见的手”决定了企业的命运与成败在于创新、品质、品牌、价格 大多数中国企业5年以后将会失去竞争优势(张维迎) 有远见的中国企业家已经开始认识和接纳六西格玛 研究如何在中国有效的应用六西格玛,并把其本土化,成为重要课题
超经典6sigma_绿带培训教材

六西格玛在全球范围内的推广与普及
国际标准化组织的认可
国际标准化组织对六西格玛方法的认可和推广,促进了其在全球范围内的普及和应用。
跨国企业的实践经验
许多跨国企业成功实施六西格玛的经验被广泛分享和传播,为全球范围内的企业提供了 借鉴和参考。
教育和培训机构的推广
各类教育和培训机构在培养专业人才和普及六西格玛知识方面发挥了重要作用,推动了 六西格玛在全球范围内的普及和应用。
详细描述
直方图可以清晰地展示数据的分布情 况,帮助我们了解数据的集中趋势和 离散程度。通过观察直方图的形状、 峰度、偏度等特征,可以对数据的特 性进行初步分析。
箱线图
总结词
箱线图也称为箱状图或箱状分布图,是 一种用于表示数据分布特征的图形化工 具。
VS
详细描述
箱线图由箱体、须线和异常值三个部分组 成。箱体表示数据的中位数、四分位数和 异常值范围;须线表示数据的最大值和最 小值;异常值则以圆圈或星号表示。通过 观察箱线图的箱体、须线和异常值,可以 了解数据分布的集中趋势、离散程度和异 常值情况。
六西格玛鼓励创新和学习,不断 引入新的方法和工具来提高组织 绩效。
02
CHAPTER
六西格玛工具与技术
流程图
总结词
流程图是用于描述一个过程或系统的运作流程的工具,通过图形化的方式展示从输入到输出的整个过 程。
详细描述
流程图使用图形符号表示各个步骤和操作,包括开始和结束符号、输入和输出符号、处理步骤符号、 决策符号、子流程符号等。通过绘制流程图,可以清晰地了解一个过程的所有步骤和操作,有助于发 现潜在的问题和改进点。
总结词
控制图是一种用于监测和控制过程的图形化 工具,通过将实际数据与控制限进行比较, 判断过程是否处于受控状态。
6sigma培训教材(PPT 59页)
对一个3西格玛水平的企业来说,提高一个西 格玛水平可取得(qǔdé)下述收益:
利润率增长20% 产出才干提高12%—18% 添加休息力12% 资本投入添加10%—30%
第十九页,共58页。
那么为什么要追求六西格玛?停留在4或5西格 玛行不行?毕竟这已是逾越99%的〝好〞了。 用中国邮政的统计资料,假定信件的处置抵达 99%〔3.8西格玛〕的准确投递率,这说明约 每小时要投错或丧失邮件(yóujiàn)数逾越9500 件,六西格玛意味着这一数字将降到3.4。
第二十二页,共58页。
假定组织现有的任何一个竞争对手或新的竞争 对手,内行业内或组织的细分市场上抵达六西 格玛质量水平,组织获利的日子可以为数不多 了。六西格玛可以带来大幅度改良过去质量水 平的举动命令,并能从基本上改动组织的市场 位置。一旦行业内某个组织成功地实施并坚持 了六西格玛运营战略,成为(chéngwéi)并坚持 业界指点位置的方法那么是比竞争对手更明智 地实施六西格玛。
第二十一页,共58页。
◆什么都不做意味着什么
我们不得不说明这个效果:〝六西格玛真的值 得做吗?〞对应的另一个方面的效果是:〝假 定我们不做六西格玛会付出什么本钱?与什么 都不做的本钱有多大区别?〞
〝什么都不做〞这一选择关于某个组织而言, 可以是正确的择,但是(dànshì)组织需求在 比拟什么都不做的本钱与做一些的本钱之后再 做这个决策。
第十四页,共58页。
三、受益(shòuyì)于6sigma管理的企业和组织
摩托罗拉公司在1986年率先提出6sigma管理方式并在 企业中推行。自从采取6sigma管理后,该公司平均每 年提高消费率12.3%,因质量缺陷(quēxiàn)构成的损 失添加了84%,摩托罗拉公司因此取得了庞大的成功, 成为世界著名跨国公司,并于1998年取得美国鲍德里 奇国度质量管理奖。美国通用电气公司〔GE〕自 1995年推行6sigma管理方式以来,由此所发作的效益 每年呈减速度递增:每年节省的本钱为1997年3亿美 元、1998年7.5亿美元、1999年15亿美元;利润率从 1995年的13.6%提升到1998年的16.7%。
6西格玛管理黑带培训教材

6SIGMA为MOTOROLA带来了什么 (shén me)
• 销售额增长5倍,利润每年添加20% • 实施Six Sigma 管理法带来的糜费(mífèi)
额累计达140亿美元 • MOTOROLA的股票价钱平均每年下跌
工具(gōngjù) 技术
Many tools existed for years
(statistics,DOE...)
多年来,存在与多种工具
战略规划 严厉(yánlì)纪律
What was missing --
Six Sigma!
我们缺少的是
管理(guǎnlǐ)哲学 组织愿景
第十八页,共29页。
Quality Vision
Motorola - 1987
Texas Instruments - 1988
ABB (Asea Brown Boveri) - 1993 Allied Signal - 1994
General Electric - 1995
Kodak - 1995
Westinghouse - 1996 Siemens (manufacturing only) - 1997 Nokia - 1997
到2000年度GE Six Sigma 管理(guǎnlǐ)投入 600万美元,公司获利高达25亿美金,客户收 益5亿美金
30亿美金收益(shōuyì) … 使客户和股东满意
第八页,共29页。
什么是六西格玛
什么(shén me)是六西格
➢ 提高质量的方法(fāngfǎ)
六西格玛是基于统计的质量(zhìliàng)项目. 它是一套改善进程控制的严厉的方法体系.
6Sigma培训教程(PPT64页)

改善表现
衡量市场要求
探索设计其他方案进行Fra bibliotek细的设计控制表现
否
是
是
否
实施新设计
现有流程是否能满足客户要求?
这是否是新产品、流程服务或工厂?
创新流程(DMEDI)
确定是否要改进或重新设计
6 Sigma精益生产
什么是精益生产?精益生产是一种观念,它设法将生产产品或提供服务的运营资本减到最小。 换句话说,流程中的增值时间应大大超过非增值时间。什么是6 Sigma精益生产?6 Sigma精益生产是DMAIC方法的应用,并与从精益生产原理中提取出来的概念一起实施。 这两者结合在一起,就能够提供一个提高速度、管理库存/生产量并降低损耗的可持续的流程。
DMAIC: 改善流程
定义机会
衡量表现
分析机会
改善表现
控制表现
“实际问题”的焦点直接与底线相关 在4~6个月内取得结果 需要时使用包括精确的统计法在内的多种工具和方法 保持长期改善 在整个组织机构普及改善 担当改革的代表
1.0 定义机会
2.0 衡量表现
3.0 分析机会
4.0 改善表现
5.0控制表现
今天会怎么做?
在所有事实和数据都没有的情况下进行业务决策用非正式的团队承担具体的题目在不去控制保持收益的情况下进行改善
在竞争日趋激烈的业务领域中的
至关重要的问题
你是否始终满足客户的要求…… 或者你的表现中是否存在这些差距?你的改善努力是否不断获得回报…… 或者这些努力的财务效益是否已经实现,并且创新和竞争收益已经停止?
目的
主要活动
潜在工具和方法
主要成果
1.0 定义 机会
2.0 衡量表现
3.0 分析机会
6Sigma 培训教材
过程能力应比你想象的好 !
6σ工具和技术使我们能够: 工具和技术使我们能够:
–深入了解一个过程能够完成得多么完美 过程能力 –深入了解如何让我们发挥极至水平
6σ方法和途径
领先一步,追求卓越 领先一步 追求卓越----6 Sigma管理模式 追求卓越 管理模式
每百万过程失误的机遇
我们不知道我们到底不知道什么 如果我们不能够以数字的形式表达我们所了解的东西,说明我们 对它并不真正了解 如果我们对它并不真正了解,我们就无法控制它 如果我们不能够控制它,那么我们只能依靠运气
领先一步,追求卓越 领先一步 追求卓越----6 Sigma管理模式 追求卓越 管理模式
课程大纲: 课程大纲
1.6 Sigma管理模式产生的历史背景及发展现状 管理模式产生的历史背景及发展现状 *从管理理论的发展看6 Sigma管理模式 * 6 Sigma管理模式与全面质量管理(TQM) * 6 Sigma管理模式目前的发展水平及现状 2.什么是 Sigma管理模式 三层含义 什么是6 管理模式(三层含义 管理模式 三层含义) *以统计学为基础的质量工具 *基于过程的持续改善 *企业文化的核心
(分布偏差±1.5σ) σ
GSO目前的过程能力估计在2-3西格玛之间 GSO目前的过程能力估计在2 目前的过程能力估计在
领先一步,追求卓越 领先一步 追求卓越----6 Sigma管理模式 追求卓越 管理模式
何谓六个西格玛? 何谓六个西格玛? 均值和幅宽/值域 均值和幅宽/
偏心
过散
中心过程
减少幅宽
领先一步,追求卓越 领先一步 追求卓越----6 Sigma管理模式 追求卓越 管理模式
因此,如果要6σ确信您能够准时开始工作,那么您需要在路 途上花费46.5分钟,平均为25分钟.(给定当前的平均值和浮 动变量) 如果您减小方差并改变平均值,这种情况会有所改善. 与过程专家, 6σ工具和技术协同工作能够使我们有效地改变 均值及减小方差.
(六西格玛管理)西格玛培训教材优质
(六西格玛管理)西格玛培训教材第一章6西格码概述六西格玛起源与发展20世纪90年代在美国兴起的六西格玛管理,如汹汹火焰在全世界燃烧。
推行六西格玛企业的名单如同世界500强企业的排名,六西格玛不仅在这些优秀企业扎下了根,而且还经受了时间的考验。
一时间六西格玛成了全世界管理界的热门话题。
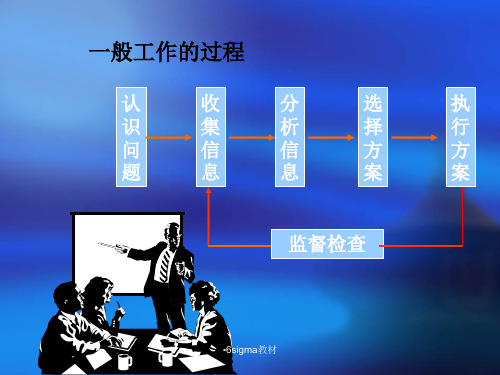
六西格玛是什么呢?简单说,六西格玛是衡量质量水平的一种“公制单位”,因为六西格玛水平的质量意味着即是你的产品均值与目标值还存在一点偏离(1.5σ),你的产品差错率也尽为百万分之3.4。
目前世界上真正实现了六西格玛质量的企业并不多,六西格玛质量水平就成了企业追求完美的一个象征。
六西格玛是在全面质量管理基础上发展起来的一种有效的管理方法,它指导企业“选出正确的人选”,采用“正确的方法”来做“正确的事”。
把人(具有黑带等资格的人)的力量、流程(DMAIC)的力量和技术方法的力量“三流合一”紧密结合,成为一种持续改进和突破的有效方法。
六西格玛管理围绕着质量做“文章”,通过提高质量来满足顾客需求,保证企业稳定市场占有率甚至增加市场份额,但它又不是为了提高质量而提高质量,六西格玛在提高质量的同时降低了成本,给企业增加利润。
六西格玛的实践彻底打破了传统的“提高质量就意味着增加成本”的老观念。
当然六西格玛还有更重要的作用,那就是改变企业的文化,注入创新的“基因”,使企业持续保持活力。
一、六西格玛起源与发展六西格玛起源于摩托罗拉。
许多人可能还记得上世纪八十年代,日本产品凭借着高质量、低成本横扫全球,美国的制造企业也持续遭受打击,市场竞争的战火就在美国企业的家门口燃烧,摩托罗拉也遭受重创,最让他们难以接受的是日本一家企业从他们手中收购一家电视机厂后,迅速用日本管理模式治理和运作,很快使产品质量发生了极大的变化,电视机的缺陷率只有摩托罗拉管理时期的1/20,摩托罗拉不得不承认自己的质量在衰退,管理已落伍。
于是,他们走上了艰辛的质量改进之路,通过制定质量战略,采取改进措施,来满足顾客需求。
六西格玛培训教材

制定项目计划(目标)并获得领导批准
– 制定项目目标和计划( 方 案)。 – 随着项目的进行和对它认识的加深,对计划进行必要的
修订。 – 与主要的相关人员一道评审所制定的 方案,以获得他们
定义的工具
• 头脑风暴 • 亲和图 • Pareto分析 • Kano分析 • 质量功能展开 • 流程图 • 质量成本 • 鱼骨图(因果图) • 项目进程计划
如欲更多了解有关工具和及其使用方法,请 参考“质量指导”。
2.20
GE Appliances Copyright 1999
定义阶段
修订版 10 1998年12月18日
定义阶段
修订版 10 1998年12月18日
第2部分:定义项目
目的:
通过学习工具和概念来帮助您定义项目、选择合 适的项目成员、并制定项目完成的进度。
目标: 1. 明确定义六个西格玛项目的主要步骤 2. 回顾用于定义项目的几个问题求解工具的目的和程 序
3. 确定支持小组成员及其作用 4. 解释项目Y的涵义
2.1
GE Appliances Copyright 1999
定义阶段
修订版 10 1998年12月18日
定义阶段
定义阶段主要是确定需要改 进的产品和/或工序, 并且 确保进行该项目所需的资源 能够到位。
定义 控制
衡量 分析
改进
定义阶段的重要性何在?
定义阶段设定改进项目的期望值。
定义阶段的输入是什么?
输入 订单
信用 核查
订购卡
发出 确认函
归档 文书工作
知名韩企六西格玛6sigma黑带培训教材

6 Sigma的 3大领域
Improve an existing Product
Improve an existing Service
Improve an existing Process
Build 6σ quality into new designs
TQ 6σ
Manufac- turing 6σ
6 Sigma的成功要素
1 -*/21
对6 Sigma的批判 (1)
1 -*/21
对于6 Sigma的批评(2)
1 -*/21
对于6 Sigma用宗教的热情, , ,
6 Sigma 达成
Champion (Stretch Goal & Vision)
MBB支援 (Breakthrough idea & Implementation)
6 Sigma的成功要素
* Champion Review : Champion按阶段别(Theme选定 → 检证成果)管理进展现况及议事决定的会议体
R&D 6σ
6 Sigma is the way ‘ itself ’ we work
开发阶段上设计完成度确保
量产阶段上确保品质
间接部门的Output最大化
1) 顾客的 Needs
T
USL
Lቤተ መጻሕፍቲ ባይዱL
USL
LSL
Defect !
USL
LSL
X
X = T
6σ Level !, 3.4 ppm !
演讲人姓名
What is 6 Sigma - 6 Sigma 发展 History
改善目标(6Sigma水准)的侧面上通过6 Sigma的技法,发展为做事方式的效率化
最新6sigma教材
改进:优化解决方案,并确认该方案能够满足或超过项目质量改进目标。
控制:确保过程改进一旦完成能继续保持下去,而不会返回到先前的状态.
6sigma教材
培训----项目---成立项目团队--项目运作---项目汇报
定义
测量
分析
改进
控制
一般工作的过程
认识问题
收集信息
分析信息
选择方案
执行方案
监督检查
6sigma教材
DMAIC过程
定义:辨认需改进的产品或过程,确定项目所需的资源。
D: Define
M: Measure
A: Analyze
I: Improve
C: Control
测量:定义缺陷, 收集此产品或过程的表现作底线,建立改进目标。
1 + 1 + 2 + 3 + 4 + 6 + 4 + 3
6sigma教材
6 概述
第5步..…定义 Y (口味)的改进目标
如何定义改进? 将竞争对手作为标竿 关注缺陷 ( 即 口味等级< 7) 明确“可接受的西格玛水平” 设定相应的改进目标
或许5 过程是足够的!
如何确定偏差的主要来源 (Xs)? 厨师大脑风暴 可能的原因是: - 盐的用量 - 面粉品牌 - 烘烤时间 - 烘烤温度 - 发酵粉等级
YEAST
FLOUR
多种来源: 厨师,供货商, 控制条件
分析
6sigma教材
6 概述
第7步.....如何筛选波动的潜在根源(Xs)?
同上测量阶段
确定Y&X的过程能力
6 Sigma — 培训教材
6西格玛管理的实施方法-七步骤法(2/2)
第四步骤:计划及制定解决方法(Plan and implement a solution): 再利用有经验的员工和技术人才,通过各种检验方法, 当方法设计完成后,便立即实行。 第五步骤:检查效果(Evaluate effects): 通过数据收集、分析、检查其解决方法是否有效和达到 什么效果。 第六步骤:把有效方法制度法(Standardize any effective solutions): 当方法证明有效后,便制定为工作守则,各员工必须遵 守。 第七步骤:检讨成效并发展新目标(Reflect on process and develop future plans)。 当以上问题解决后,总结其成效,并制定解决其他问题的方案。
控制计划 操作图表 作业指导书 工业控制 EPC 自动控制 SPC 控制图
6西格玛管理的实施方法-七步骤法(1/2)
目前,企业界对6西格玛管理的实施方法还没有一个统一的标准。 大致上可以摩托罗拉公司提出并取得成功的“七步骤法”(Seven Step Method)作为参考。 ■ “七步骤法”内容如下: 第一步骤:找问题(Select a problem and describe it clearly): 把要改善的问题找出来,当目标锁定后便召集有关员工, 成为改善的主力,并选出首领,作为改善责任人,接着 便制定时间进度表。 第二步骤:研究现行生产方法(Study the Present System): 收集现行生产的数据,并作整理。 第三步骤:找出各种原因 (Identify Possible causes) : 集合有经验的员工,利用脑力风暴法(Brain storming)、控制图(Control chart) 和鱼骨图 (Cause and effect diagram),找出每一个可能发生问 题的原因。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6西格玛培训教材绪言在当前激烈的市场竞争中,质量已成为企业功败垂成的关键,争夺市场,争夺顾客归根结底也还是质量战。
好的质量是低成本、高效率、低损耗、高收益的保证,也是长期赢得顾客忠诚度,企业获得可持续发展的基石。
在今天,全球一体化经济趋势日益加深,市场的地域藩篱逐渐淡化,企业都在重新调整自己的经营战略和措施目标,有众多企业追求“零缺陷”和确立“有缺陷的产品都是不合格品”的思想,以提高自身的质量管理水平和竞争能力。
二十世纪末美国质量的迅速提高和近几年来美国产品在世界地位的提高证明了 6 西格码理论在企业质量管理中的巨大作用。
近几年来国有关介绍 6 西格码知识和推广 6 西格码的管理理念的书籍和材料很多,也悄然兴起了学习 6 西格码的热潮,相信过不了廿年, 6 西格码质量管理理论必将在中国大放光彩。
目前 ISO9000 质量管理体系已经在公司逐步实施和开展,相对于 9000 标准, 6 西格码管理理论提出了更高、更严、更系统、几乎达到完美的要求。
从目前企业所处的发展阶段来看,我们与其相差甚远,但企业要想在激烈的竞争中站稳并发展壮大,要想立足世界,要想冲刺世界 500 强,我们必须首先在管理方法上占先机,作为质量管理工作者不断掌握和接受新的管理理念和知识应是对人员能力的一项基本要求。
为满足学习的需要,也为了逐步向先进的管理思想靠拢,我们搜集并整理了有关国学者对 6 西格码理论的认识、理解的文章并编辑成册。
力求以简洁、通俗易懂的语言,系统的对“什么是 6 西格码,为什么要实施 6 西格码和如何实施 6 西格码”作简明扼要的阐述,以期帮助更好的理解和全面的了解 6 西格码,同时我们也收集了有关 6 西格码和 ISO9000 标准之间关系比较等多篇文件,对更好的实施和运用 9000 标准将有很大的促进和帮助作用。
6 西格码质量管理理念对我们的质量管理工作提出了更高的目标,掌握和了解 6 西格码知识,将促使我们重新审视自身工作的不足,尤其是克服思想认识上的障碍和误区。
但由于编者水平所限及材料的不完善,其中有很多方面的欠缺,我们将在以后的工作中不断补充和完善,也欢迎大家对其中的不足和错误之处给予批评和指正。
二〇〇七年九月第一章 6 西格码概述六西格玛起源与发展20世纪90年代在美国兴起的六西格玛管理,如汹汹火焰在全世界燃烧。
推行六西格玛企业的如同世界 500强企业的排名,六西格玛不仅在这些优秀企业扎下了根,而且还经受了时间的考验。
一时间六西格玛成了全世界管理界的热门话题。
六西格玛是什么呢?简单说,六西格玛是衡量质量水平的一种“公制单位”,因为六西格玛水平的质量意味着即是你的产品均值与目标值还存在一点偏离(1.5σ),你的产品差错率也尽为百万分之3.4 。
目前世界上真正实现了六西格玛质量的企业并不多,六西格玛质量水平就成了企业追求完美的一个象征。
六西格玛是在全面质量管理基础上发展起来的一种有效的管理方法,它指导企业“选出正确的人选”,采用“正确的方法”来做“正确的事”。
把人(具有黑带等资格的人)的力量、流程(DMAIC)的力量和技术方法的力量“三流合一”紧密结合,成为一种持续改进和突破的有效方法。
六西格玛管理围绕着质量做“文章”,通过提高质量来满足顾客需求,保证企业稳定市场占有率甚至增加市场份额,但它又不是为了提高质量而提高质量,六西格玛在提高质量的同时降低了成本,给企业增加利润。
六西格玛的实践彻底打破了传统的“提高质量就意味着增加成本”的老观念。
当然六西格玛还有更重要的作用,那就是改变企业的文化,注入创新的“基因”,使企业持续保持活力。
一、六西格玛起源与发展六西格玛起源于摩托罗拉。
许多人可能还记得上世纪八十年代,日本产品凭借着高质量、低成本横扫全球,美国的制造企业也持续遭受打击,市场竞争的战火就在美国企业的家门口燃烧,摩托罗拉也遭受重创,最让他们难以接受的是日本一家企业从他们手中收购一家电视机厂后,迅速用日本管理模式治理和运作,很快使产品质量发生了极大的变化,电视机的缺陷率只有摩托罗拉管理时期的1/20,摩托罗拉不得不承认自己的质量在衰退,管理已落伍。
于是,他们走上了艰辛的质量改进之路,通过制定质量战略,采取改进措施,来满足顾客需求。
六西格玛就是摩托罗拉质量改进活动中的最大的创意。
摩托罗拉将六西格玛管理用于整个制造领域,产品质量大幅提高,满足了顾客的需求,使摩托罗拉产品成为质量的象征,还减少了大量的浪费和返工,为企业增加了利润。
这些成绩使摩托罗拉在1987年获得了美国国家质量管理奖-波得里奇奖。
摩托罗拉的成功效应影响了众多的美国企业,联合信号公司、仪器公司纷纷跟进,之后的GE公司更是将六西格玛推向高潮,GE的前任CEO(杰克韦尔奇)几乎是沉醉其中,乐此不疲。
在他任职期间六西格玛成了GE的三大战略之一,六西格玛黑带是一个人提升的必经之路,员工奖金的40%与推行六西格玛挂钩,冠军、黑带大师。
黑带、绿带等新名词成为企业让人羡慕的新职位。
六西格玛的推崇者通过不断的学习、结合企业的实践发展成了六西格玛管理,在世界质量管理界自成一派。
当然六西格玛之所以扬名全球是因为六西格玛为企业带来了高额的利润和全方位的收益,绝不是文字炒作就能所为。
二十世纪九十年代的最后五年美国质量的迅速提高和近几年来美国产品在世界地位的提高就是最好的证明。
二、质量定义再回顾如果你是一个善思考的质量工作者,我相信你不仅对六西格玛感兴趣,对美国人如何在质量领域从学习日本的做法到消化吸收、不断创新、形成具有美国特色的六西格玛管理更感兴趣,让我们先回顾质量的定义吧。
随着社会生产力的进步和人们认识水平的不断深化,质量概念也在不断地更新和发展。
1 、传统的质量概念基本是指产品性能是否符合技术规,也就是将产品的质量特性与技术规(包括性能指标、设计图纸、验收技术条件等)相比较,如果质量特性处于规值的容差围(通常称为公差带),即为毫无区别的合格,超出容差围,即为毫无区别的不合格,这就是所谓的“门柱法”(Goalpost),亦即符合性质量控制。
直至上世纪50年代,符合性控制一直是质量管理的基本方法,并发挥了重要作用。
美国在八十年代就是用这种方法进行质量管理。
(当前在我国工业界仍有大量企业使用的就是这种符合性控制)在工业发展的初期,产品技术含量低,结构简单,符合性质量控制可以发挥其重要的质量把关的作用,但对于高科技和大型复杂的产品,符合性质量控制已不能满足质量管理的要求。
于是美国的朱兰博士在二十世纪八十年代提出了产品的质量就是适用性( Fitness for Use)的观点,所谓适用性就是产品在使用过程中满足顾客要求的程度。
朱兰关于质量的定义已比较接近于当今的质量概念。
2 、ISO9000系列国际标准(2000版)中关于质量的定义“质量(Quality)是一组固有特性满足要求的程度。
”“要求”是指“明示的、通常隐含的或必须履行的需求或期望。
”ISO:9000系列标准强调“要以顾客为关注焦点”,“以增强顾客满意为目的,确保顾客的要求得到确定并予以满足”,“提供满足顾客和适用的法律法规要求的产品”,“理解并满足现有及潜在顾客和最终使用者的当前和未来的需求和期望,以及理解和考虑其他相关方的当前和未来的需求和期望”。
并强调应“持续改进”。
ISO9000:2000所给出的关于质量的概念是广义的质量概念,大质量的概念。
代表了当前世界各国对于质量概念的最新认识,体现了在质量概念方面的进步。
3 、田口玄一关于质量的定义日本质量大师田口玄一博士在多年研究和实践的基础上,创造性地提出了关于质量的定义:“所谓质量,是指产品上市后给社会带来的损失。
但是功能本身所产生的损失除外。
”田口把产品质量与给社会带来的损失联系在一起,他认为,质量好的产品就是上市后给社会带来损失小的产品。
这个定义保存了满足社会需要的中心容,在本质上它与 ISO9000:2000给出的质量定义是一致的,但是,田口的质量定义强调了质量的经济效果和设计的目的性。
田口博士还进一步提出了以质量损失来评价质量水平的概念和减少质量损失的方法,在此基础上,引发了以减少质量波动、提高产品健壮性为目标的设计思想的重大变革,产生了极具创造性的以参数设计、容差设计方法为主的线外质量管理方法、和以对质量特性、过程反馈控制,对过程诊断、调节等方法为主的线质量管理问世,田口的线外质量管理方法在欧美统称为“田口方法”。
田口先生关于质量的定义最有价值之处是引入了质量损失的概念,开辟了定量研究质量的道路。
日本的众多企业就是用田口的质量管理方法进行质量管理。
三、日本质量控制与美国六西格玛之前的质量控制之差别让我们通过一个实际的例子来分析日美两国质量控制的差别。
1979年4月17日,日本《朝日新闻》曾刊登过这样一条消息:美国人喜欢购买日本索尼工厂生产的彩电,而不愿购买设在美国加利福尼亚州的索尼工厂生产的彩电。
而美国本土产的电视机出厂合格率为100%,日本产的合格率只有99.73%。
这究竟是什么原因呢?美国一家咨询公司采用统计抽样的方法,对此进行了专题调查分析,结果发现,两地生产彩电质量特性的概率密度分布不同。
例如色彩浓度分布,日本索尼制造的彩电呈正态分布即色彩浓度接近设计目标值(顾客要求)的概率远高于勉强合格的概率;而美国索尼工厂制造的呈面包形分布它近似均匀分布,即色彩浓度接近于设计目标值( 顾客要求 ) 的和勉强合格的概率相同。
1) 从评定等级界限的划分来分析美国是以“门柱法”来判断A 、B 、C 三个产品的质量合格与否。
从图中我们可以直观的看到,A 、B 、C 三个产品的色彩浓度质量特性值是不同的,A 是不合格品,B 、C 均为合格品,事实上A 、B 的质量并无多少差异。
而同样为合格品的B 、C 产品其质量却有明显差异,顾客如果买到的是 A 产品那还好,若买到的是 B 产品(合格品),就在不合格的边缘,这与不合格品 A 几乎没什么两样,那他当然感到质量不好、不满意了。
如同学生考试,100分是最理想的情况,也是目标值,但以60分为及格线来简单划分学生学习成绩合格与否,那必然出现下列情况,得59分、60分的两个同学,其成绩虽然没有明显差异,但他们俩得命运却完全两样。
而考试成绩为60 分的与考试成绩达99 、100分同学,却能归为同类,这样的评价显然不能真正反映学生的学习情况。
只有将成绩细分到优、良、合格才能反映学生的实际成绩水平。
再回到上述电视机的质量上,色彩浓度的目标值是 m,色彩浓度越接近 m 值,质量水平越高,而偏离目标 m 值越远,则质量水平就越低。
如果我们也把距目标值的近远的产品划为优、良、合格的话,日本产品的优良率明显高过美国本土的产品。
也就是说到顾客手中的日本产品大部分都是优良,大多数顾客感到满意,而美国本土的产品相当一部分是勉强合格,必然有相当一部分的顾客感到不满意。