机床电机工作状态监控表的设计
设备运行状态监控检测表

单位
℃ A A A ℃ ℃ ℃ 点 点 点 点 / / / Mpa Mpa Mpa Mpa Mpa / ℃ A A A ℃ 点 / / Mpa Mpa Mpa ℃ A A A ℃ 点 /
拉杆润滑次数 1#润滑泵高、低油压及滤油器堵塞报
警 2#润滑泵高、低油压及滤油器堵塞报
警 3#润滑泵高、低油压及滤油器堵塞报
警
平衡缸(触摸屏) 平衡缸压力(滑块上死点静态值)
液压保护(滑块) 液压保护压力值,确认有效
工作台 (地坑)
MP1夹紧压力(夹紧状态) MP2夹紧压力(夹紧状态)
闭锁缸进气减压阀压力 闭锁(地坑)
记录表
1月15日
问题记录
冲B500T1#
润滑监控 (触摸屏)
滤油器堵塞报警?
否
/
平衡缸(触摸屏) 平衡缸压力(滑块上死点静态值)
0.2~0.45
Mpa
液压保护(滑块) 液压保护压力值,确认有效
9~12
Mpa
工作台(地坑) 夹紧压力
9~13
Mpa
是否有效?
前轴承温度检测
主电机
U1相电流值
(电柜、机床顶) V2相电流值
W3相电流值
润滑电机(地坑) 前轴承温度检测
冲B630T
润滑监控 (触摸屏)
润滑主分油器次数 润滑泵高、低油压报警? 滤油器堵塞报警?
平衡缸(触摸屏) 平衡缸压力(滑块上死点静态值)
CA6140车床的电气控制设计
毕业设计(论文)CA6140车床的电气控制设计学院机电工程学院年级专业机械制造与自动化学号学生姓名指导老师学号:************ 毕业论文题目:基于51单片机设计的万用表系部:机电工程系专业:机电一体化技术姓名:刘凯日期:2015年12月12日指导教师:**摘要普通车床是车床中应用最广泛的一种,CA6140普通车床是比较典型的普通车床。
由于CA6140普通车床的加工范围广,适于车削内外圆柱面,圆锥面以及旋转面,各种公制英制,模数和径节螺纹等,所以其结构复杂,而且自动化程度低,适用于单件小批生产。
CA6140普通车床主要由机械本体和电气控制系统等组成。
电气控制系统是普通车床的重要组成部分吧,在机械设备中起着神经中枢的作用。
通过它对电动机的控制,能驱动生产机械,实现各种运动状态,达到生产加工的目的。
不同的生产机械设备,或者同类型的机床设备,由于各自的工作方式、工艺要求不同,其电气控制系统也不尽相同。
本文利用所学知识,以CA6140型卧式车床为例进行车床电气控制分析。
关键词:CA6140;车床;电气控制目录第一章 CA6140车床的概述 (7)1.1、CA6240车床的主要功能及特点 (7)1.2、CA6140车床的型号意义及主要结构 (7)第二章 CA6140 车床对电气控制的要求 (9)第三章 CA6140车床电气控制电路设计 (10)3.1、主电路设计 (10)3.2、控制电路设计 (11)3.2.1、主轴电动机M1的控制 (12)3.2.2、冷却泵电动机的控制 (12)3.2.3、快速移动电机的控制 (12)3.2.4、信号指示与照明电路 (12)3.3、电路的保护环节 (12)第四章控制电路中各元件的选择与技术数据 (14)4.1、电动机的选择 (14)4.2、控制变压器的选择 (14)4.3、熔断器的选择 (15)4.4、导线的选择 (15)4.5、电路中各元件数据 (16)第五章绘制综合电气控制原理图 (18)结论 (20)致谢 (21)参考文献 (22)第一章 CA6140车床的概述1.1、CA6240车床的主要功能及特点CA6140 车床是一种应用极为广泛的金属切削机床,能够车削外圆、内圆、端面、螺纹、切断及割槽,并可以装上钻头或铰刀进行钻孔和铰孔等加工。
机床电气控制原理图

4.2 学习指导4.2.1 Z3050型钻床电气控制系统钻床主要用于工件钻削加工。
主要用于钻孔、括孔、铰孔、攻丝。
常见的钻床可以分立式钻床、台式钻床、摇臂钻床、专用钻床等种类。
我们主要向大家介绍摇臂钻床的电气控制系统。
一.钻床的结构运动:1.摇臂钻床结构:摇臂钻床由底座、立柱(分内立柱、外立柱)、摇臂、主轴箱、工作台,和摇臂升降机构、摇臂升降夹紧机构、主轴箱平移夹紧机构、外立柱绕内立柱旋转夹紧机构等部件组成。
如右图。
2.运动:摇臂钻床的主运动是主轴的旋转运动,辅运动包括摇臂的升降运动、摇臂(通过外立柱绕内立柱)做旋转运动、主轴箱(沿摇臂)的平移运动、夹紧机构的夹紧/放松运动和冷却泵的旋转运动。
二、摇臂钻床的控制要求与特点:任何一台设备的控制都有它的控制要求,控制要求是根据机械、电气要求决定的。
除了控制的共性外, 每台设备还有它自身的控制特点。
下面是 Z3050 型钻床的控制要求:1.主轴电动机的单向运行,主轴的分合、换向、 调速由机械完成;2.所有夹紧机构由双向旋转的液压泵供油给夹紧油缸驱动。
液压泵电动机正转,放松;反转,夹紧;3.摇臂升降之前,需自动将其夹紧机构放松;摇臂升降结束,需一定的延时用于消除 升降电动机惯性旋转后,再自动夹紧;4.摇臂升降为点动控制,包括下述过程:给升(降)信号→升降夹紧机构放松→(到位)升(降)→(到位)→拆除升(降) 信号→延时→升降夹紧机构夹紧→(到位)→停止(整个过程结束)5.具有摇臂升降限位保护;6. .摇臂钻床有三个夹紧机构, 夹紧/放松由液压系统驱动。
油路由电磁铁 (电磁阀) YA 1、 YA 2 控制。
当 YA 1、YA 2 都失电,油路向摇臂升降夹紧机构供油;当 YA 1、YA 2 分别或同时 得电,油路分别或同时向主轴箱、立柱夹紧机构供油;7.主轴箱平移、立柱旋转由人力完成,其夹紧机构动力由液压液压系统实现。
在主轴 箱、立柱的夹紧机构液压泵(电动机)起动前,YA 1、YA 2 得电,需一定的延时,保证油路 完全接通后,才能起动液压泵(电动机);夹紧机构的液压泵(电动机)停止后,需一定的 延时,保证液压泵(电动机)惯性旋转结束后,才能断开 YA 1、YA 2,以防止惯性旋转产生 的压力油的堵塞,造成油路干涉,损坏油路;8.具有必要的指示电路和照明电路;9.具有完善的电气保护。
四工位组合机床的plc控制系统设计 正文2
正文第一章绪论一、组合机床概述组合机床是针对特定工件,进行特定加工而设计的一种高效率自动化专用加工设备,这类设备大多能多刀同时工作,并且具有自动循环的功能。
组合机床是随着机械工业的不断发展,由通用机床、专用机床发展起来的。
通用机床一般用一把刀具进行加工,自动化程度低、辅助时间长、生产效率低,但通用机床能够重新调整,以适应加工对象的变化。
专用机床可以实现的多刀切削,自动化程度较高,结构较简单,生产效率也较高。
但是,专用机床的设计,制造周期长,造价高,工作可靠性也较差。
专用机床是针对某工件的一定工序设计的,当产品进行改进,工件的结构,尺寸稍有变化时,它就不能继续使用。
在综合了通用机床、专用机床优点的基础上产生了组合机床。
组合机床通常由标准通用部件和加工专用部件组合构成,动力部件采用电动机驱动或采用液压系统驱动,由电气系统进行工作自动循环的控制,是典型的机电或机电液一体化的自动加工设备。
常见的组合机床,标准通用部件有动力滑台各种加工动力头以及回转工作台等,可用电动机驱动,也可用液压驱动。
各标准通用动力部件组合构成一台组合机床时,该机床的控制电路可由各动力部件的控制电路通过一定的连接电路组合构成。
多动力部件构成的组合机床,其控制通常有三方面的工作要求:第一方面是动力部件的点动和复位控制。
第二方面是动力部件的半自动循环控制。
第三方面是整批全自动工作循环控制。
组合机床具有生产率高、加工精度稳定的优点。
因而,在汽车、柴油机、电机、机床等一些具有一定生产批量的企业中得到了广泛应用。
目前,组合机床的研制正向高效、高精度、高自动化和柔和性化方向发展。
本文所用组合机床为四工位组合机床,该机床由四个滑台,各载一个加工动力头,组成四个加工工位,除了四个加工工位外,还有夹具,上下料机械手和进料器,四个辅助装置以及冷却和液压系统共14个部分。
机床的四个加工动力头同时对一个零件的四个端面以及中心孔进行加工,一次加工完成一个零件,由上料机械手自动上料,下料机械手自动取走加工完成的零件,零件每小时可加工80件。
机床电气控制线路的设计
三、热继电器的选用
– 作用:用于电动机的过载保护 – 选用依据:根据电动机的额定电流来确定其
型号与规格 IRT=(0.95~1.05)Ied
– 热继电器的整定电流值是指热元件通过的电
流超过此值的20%时,热继电器应当在 20min内动作。
– 选型:
一般情况下可选用两相结构的热继电器。 在电网严重不平衡条件下工作的电机可选用三相结构 的热继电器。 三角形接线电动机可选用带断相保护装置的热继电器。 – 下列情况 IRT=2 Ied以便保护 1.电动机负载惯性转矩非常大,起动时间长 2.电动机所带动的设备,不允许任意停电 3.电动机拖动的为冲击性负载,如冲床、剪床等 – 常用系列: JR1 JR2 JR0 JR16 JR16B:由JR0改进而来,双金属片式,有温度补偿 和断相运转保护装置。适于长期工作或间歇工作的交 流电动机。
第四章 机床电气控制线路的设计 及电气元件的选择
重点:控制线路的设计过程,元器件参数的确定。 难点:如何正确选择控制环节来满足控制要求。
继电器—接触器控制,也称常规控制或传统控制 机床组成: – 机械 – 电气
§2 机床电气设计的一般内容
一、电气设计的基本原则:
– 1.最大限度满足机床和工艺对电气控制的要求。 – 2.在满足控制要求的前提下,设计方案力求简 – 3.把电气系统的安全性和可靠性放在首位,确
数字程序控制——数控机床 – 特点:生产率高、精度高,可加工复杂零件, 发展前景广阔。
–5.明确有关操作方面的要求:
操纵台的设计、测量显示、故障自诊断、 保护措施等的要求。
– 6.设计时应考虑用户供电电网情况
电网容量、电流种类、电压、频率等。
现场填写的大电机振动、位移、轴温参数监测表

现场填写的大电机振动、位移、轴温参数监测表在大电机运行过程中,振动、位移和轴温的监测是至关重要的。
这些参数可以直接反映电机的运行状态,及时发现异常并进行处理,可以有效避免设备故障,保证生产过程的顺利进行。
在现场,工作人员需要填写大电机振动、位移、轴温监测表,以便对电机的运行状态进行记录和分析。
以下是现场填写监测表的注意事项以及监测数据的分析、处理和应用。
一、大电机振动、位移、轴温监测的重要性1.振动:振动是电机运行过程中产生的机械波,过量振动会导致设备疲劳损伤,甚至引发故障。
2.位移:位移反映了电机转子与轴承之间的间隙,过大或过小的间隙都会对电机运行产生不利影响。
3.轴温:轴温是衡量电机运行温度的重要指标,过高或过低的轴温都可能引发设备故障。
二、现场填写监测表的注意事项1.准确记录:在现场填写监测表时,要确保数据的准确性,避免因误操作导致的数据失真。
2.定时监测:按照规定的监测周期进行振动、位移和轴温的测量,确保数据具有时效性。
3.清晰标注:在监测表上要明确标注测量位置、测量时间、测量人员等信息,便于数据分析。
三、监测数据的分析与处理1.对比分析:将本次监测数据与历史数据进行对比,找出异常值。
2.数据处理:对异常数据进行处理,如去除噪声、滤波等,以提高数据质量。
3.数据分析:分析异常数据的原因,判断设备是否存在潜在隐患。
四、监测结果的应用与改进1.及时调整:根据监测结果,对电机运行参数进行调整,如振动、位移和轴温等。
2.故障预防:发现潜在隐患时,采取相应措施进行整改,避免故障的发生。
3.设备改进:根据长期监测数据,分析设备运行特点,为设备改进提供依据。
通过现场填写大电机振动、位移、轴温监测表,我们可以实时掌握设备的运行状态,确保生产过程的顺利进行。
组合机床的电气与PLC控制系统设计
组合机床的电气与PLC控制系统设计摘要可编程控制器(plc)是以微处理机为基础,综合了计算机技术、自动控制技术和通信技术等现代科技而发展起来的一种新型工业自动控制装置,其具有逻辑控制、计时、计数、数据处理、联网与通信等强大功能,同时,由于plc具有很高的可靠性和极大的应用灵活性,用它来替代传统的继电接触控制系统巳成为必然。
大量采用传统继电一接触控制系统的设备通过改造更新,成为plc控制的自动化系统,而且具有改造成本低、周期短和可靠性高等特点。
本文介绍双面钻孔组合机床的电气控制系统设计与应用。
双面钻孔组合机床是在工件两相对表面上钻孔的一种高效率自动化专用加工设备。
本次课程设计的内容是对双面钻孔组合机床电气控制系统的设计。
在机床电气控制系统中既有自动控制又有手动控制方式因此在本次设计中对控制系统既有自动控制方式的设计也有手动方式的设计。
本次设计采用PCL控制系统来实现双面钻孔组合机床的电气系统控制,包含控制系统的硬件电路设计和软件电路设计两个部分,本设计以PCL控制系统为核心列出了PCL的输入输出点分配表,绘制了PCL的输入输出点接线图和控制状态转移图,编写了PCL控制程序的梯形图和指令表。
关键字:双面钻孔组合机床;PCL;可编程控制器;目录第1章设计目的要求和概述 (3)1.1 设计目的 (3)1.2 双面钻孔组合机床的概述 (3)1.3设计要求与任务分配 (3)第2章双面钻孔组合机床的控制要求 (5)2.1 双面钻孔组合机床的工作流程 (5)2.2电动机控制要求 (5)2.3 机床动力滑台、工件定位装置、夹紧装置控制要求 (6)第 3 章 PLC的简介与选择 (8)3.1 PLC (8)3.2 PLC简介 (8)3.3 PLC的结构及基本配置 (8)3.4 PLC选择 (9)第4章双面钻孔机床左机钻孔顺序动作PLC控制 (10)4.1 双面钻孔组合机床的左机钻孔自动控制PLC输入输出点分配 (10)4.2状态继电器的分配 (10)第5章双面钻孔组合机床的PLC控制实现 (14)5.1 并行分支状态转移 (14)5.2 PLC控制考虑上双面钻孔组合机床的手动方式控制 (14)第6章总结 (21)参考文献 (22)第1章设计目的要求和概述1.1 设计目的1、培养学生综合分析和解决本专业的一般工程技术问题的独立工作能力,拓宽和深化学生的知识。
基于PLC的电动镗床控制系统设计
基于PLC的电动镗床控制系统设计摘要镗床是机械加工中使用比较普遍的设备,主要用于加工精确的孔和孔间距离要求较为精确的零件,属于精密机床。
目前,中小型企业使用的是传统继电-接触控制的卧式镗床。
由于继电接触控制的电路复杂,动作速度慢,可靠性差,故障诊断与排除困难等缺点,使得这些企业的生产效率低下、效益差。
针对这种情况,采用PLC对卧式镗床进行改造。
本设计的机床电力拖动系统由两台三相交流异步电动机组成。
主电动机为双速电动机,用以实现拖动机床的主运动和进给运动。
并用MCGS软件进行模拟仿真,MCGS (Monitor and Control Generated System,通用监控系统)是一套用于快速构造和生成计算机监控系统的组态软件。
在本次设计中用MCGS软件通过对现场数据的采集处理,以动画显示对T68镗床的工作过程进行监控。
PLC改造后的优点关键词:PLC 改造T68镗床MCGS软件Design of boring based on PLCAbstractBoring is used in the mechanical processing equipment, Mainly used for machining precision of the distance between the hole hole and more exact requirements of parts, Belong to precision machine tools. At present, the use of small and medium-sized enterprises are traditional relay - contact control horizontal boring. Due to the complexity of the control circuit relay contact, slow, poor reliability, fault diagnosis and eliminate disadvantages such as difficult, which makes the enterprise production efficiency and benefits. In view of this situation, adopting PLC for horizontal boring. The design of the machine by two electric drive systems composed 3-phase induction motor. The motor is a two-speed motor to drive into the machine and to exercise. Using the MCGS software simulation, and Control commissions MCGS (so, general System) is a set of monitoring System for fast and generating computer monitoring System configuration software. In this design using the MCGS software based on field data collection and processing, with animation display of T68 boring work process monitoring.Key words: T68 boring MCGS software PLC transformation目录1 引言 (1)2 T68型卧式镗床控制原理 (2)2.1T68型卧式镗床的主要结构和运动形式 (2)2.1.1 T68型卧式镗床的主要结构 (2)2.1.2 T68型卧式镗床的运动形式 (3)2.2T68型卧式镗床电器控制 (3)2.2.1 T68型卧式镗床原有电器控制 (3)2.2.2 T68型卧式镗床电器控制的改造 (3)2.3T68型卧式镗床主要元件的选择 (4)2.3.1 电动机的选择 (4)2.3.2 控制电路中所用元器件的选择 (5)3 PLC对T68卧式镗床的改造过程 (8)3.1PLC的概述 (8)3.1.1 PLC的基本结构 (8)3.1.2 PLC的语言 (9)3.1.3可编程控制器的选型 (10)3.2改造过程 (11)3.2.1整体设计简介 (11)3.2.2 利用西门子S7-200PLC对T68镗床的改造 (11)4 MCGS组态软件概述 (26)4.1MCGS组态软件简介 (26)4.2MCGS组态软件的系统构成 (26)4.2.1 MCGS组态软件的整体结构 (26)4.2.2 MCGS组态软件的组成 (26)4.3MCGS6.2通用版 (28)4.4MCGS对T68镗床的监控 (28)4.4.1 T68卧式镗床工程简介 (28)4.4.2 T68卧式镗床工程的建立 (29)结论 (36)谢辞 (36)参考文献 (37)附录一 T68卧式镗床梯形图 (38)外文资料 (43)1 引言卧式镗床具有万能特点,主要用于孔的精加工,可以进行钻孔、镗孔、扩孔、铰孔及加工端平面等。
基于PLC的数控车床电气控制系统设计毕业论文-(2)[1]
![基于PLC的数控车床电气控制系统设计毕业论文-(2)[1]](https://img.taocdn.com/s3/m/e3bf68f8bb68a98270fefa33.png)
1。1.1数控系统的组成
CNC系统的一般结构如图1.1所示,CNC系统主要是指图中的CNC控制器,它是由计算机硬件、数控系统软件及相应的输入/输出接口构成的专用计算机和
2。2 数控车床中PLC的功能
2。2.1 PLC对辅助功能的处理
目前,数控机床程序中,有关机床坐标系约定、准备功能、辅助功能、刀具功能及程序格式等方面己趋于统一,形成了统一的标准,即所谓的CNC机床ISO代码。归纳起来有4种功能:一种是准备功能,即所谓的G代码;第二种是辅助功能,即所谓的M代码;第三种是刀具功能,即所谓的T代码;第四种是转速功能即所谓的S代码.其中,G功能主要与联动坐标轴驱动有关,是通过CPU控制数控装置的I/0接口实现;M功能主要控制机床强电部分,包括主轴换向、冷却液开关等功能;T功能与刀具的选择和补偿有关。
目前,PLC已被广泛应用于各种生产机械和生产过程的自动控制中,成为一种最重要、最普及、应用场合最多的工业控制装置,并被公认为现代工业自动化的三大支柱(PLC、机器人、CAD/CAM)之一.
与一般微机控制系统最大的区别是,PLC必须具有很强的抗干扰能力、广泛的适应能力和广阔的应用范围.
1.2。2 PLC的基本结构
(2) 开关量控制
数控机床的开关量信号控制是通过PLC来完成的.
机床的各开关量可通过I/O口进行信息交换。由于I/O口可输入信号和输出信号,其输出信号经过逻辑译码电路转换成多路的输出信号,可实现主轴电机、冷却泵及主轴变速等的控制;输入口可接受行程限位开关暂停、主轴同步脉冲、选刀回答等信号。从而实现各种状态的检测,最终实现机床的各开关量控制。
箱体加工专用机床的PLC控制
课程设计说明书(论文)题目箱体加工专用机床的PLC控制课程名称机电传动控制课程设计院(系、部、中心)机械工程系专业机电一体化班级机电10学生姓名茅爱佳学号28设计地点机械工程系指导教师目录一、概述 (2)二、设计任务和要求 (3)三、设计方案(一)可编程控制器的选用 (3)(二)I/O地址 (4)(三)控制系统分析 (4)(四)控制流程分析及功能图 (6)(五)梯形图及指令表 (9)四、课程设计小结 (12)五、参考文献 (13)箱体加工专用机床的PLC控制一、概述可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计,它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作命令,并通过数字式、模拟式的输入和输出,控制各种类型的机械和生产过程。
PLC把计算机的完备功能以及灵活性,通用性好等优点和继电器控制器控制的简单易懂操作方便,价格便宜等优点溶入新的控制系统中,且编程简单使得不熟悉计算机的人员也能很快掌握它的使用技术。
可编程控制器的处理速度大大提高,增加了许多特殊功能。
使得可编程控制器不仅可以进行逻辑控制,而且可以对模拟量进行控制。
PLC使用在专用机床控制上是最合适不过了,如下图所示为箱体加工专用机床的结构加工示意图。
该机床是用来专门加工箱体两侧的,其加工方法是先将箱体通过夹紧装置夹紧,再由两侧左、右动力头对箱体进行加工。
当加工完毕,动力头快速回原位,此时在松开加工件,又开始下一个循环。
二、设计任务和要求图1中,左、右动力头主轴电动机为2.2kw,进给运动由液压驱动,液压泵电动机为3kw。
动力和夹紧装置的动作由电磁阀控制,电磁阀通断情况如表1。
表1 箱体加工机床电磁阀通断情况表专用机床的工作步骤如下:1、按下启动按钮,夹紧装置将被加工工件夹紧,夹紧后发出信号。
2、左、右动力头同时快进,并同时启动主轴。
3、到达工件附件,动力头快进转为工进加工。
4、加工完毕后,左、右动力头暂停2s后分别快速退回原位。
机床电气控制系统设计步骤

机床电气控制系统设计步骤机床电气控制系统是机床不可缺少的重要组成部分,它对机床能否正确、可靠的工作起着决定性的作用。
近代机床高效率的生产方式使得机床的构造与电气控制密切相关,因此机床电气控制系统的设计应与机械部分的设计同步开展、严密配合,拟订出最正确的控制方案。
机床控制系统绝大多数属于电力拖动控制系统,电气设计内容一般包括:L拟定电气设计任务书(技术条件)2.确定电气传动控制方案,选择电动机。
3.设计电气控制原理图。
4.选择电气元、器件,制订电气设备、元件、器件清单及备件、易损件清单。
5.设计电气柜、操作台、配电板及非标准电气元件。
6.设计电气设备布置总图、电气安装图以及电气接线图。
7.编写电气说明书和使用操作说明书,包括操作顺序、调试方法、维护保养等说明。
根据实际情况,以上内容步骤可作适当调整。
1、拟定电气设计任务书依据机械设备设计总体技术方案拟定的电气设计任务书是整个电气设计的依据。
在任务书中,除了简要说明所设计的机械设备的型号、用途、工艺过程、技术性能、传动参数及现场工作条件外,还必须说明:1)用户供电电网的种类(AC或DC)、电压、频率及容量。
2)有关传动的基本特性:如运动部件的数量及用途;负载特性,调速指标;电动机的起动、制动、反向要求等。
3)有关电气控制的特性:如电气控制的基本方式,自开工作循环的组成,自动控制的动作程序,电气保护及联锁条件等。
4)有关操作方面的要求:如操作台的布置、测量显示、故障报警及照明等要求。
5)主要电气设备(电动机、执行电器及行程开关等)的参数及布置框图。
2、电力拖动方案确实定设计电气控制系统,首先要做的是:根据生产机械的调速要求,选择和确定合适的拖动方案。
在勿需电气调速和启动不频繁的场合,应首先考虑采用笼形异步电动机,仅在负载静转矩很大的拖动装置中,才考虑采用绕线式异步电动机。
当负载很平稳、功率大且启制动次数很少时,采用同步电动机更为合理,这样可充分发挥同步电动机效率高、功率因数高的优点,若通过调节激磁使它工作在过激情况下,还能提高电网的功率因数。
数控机床的电气控制系统设计

数控机床的电气控制系统设计一、本文概述《数控机床的电气控制系统设计》这篇文章主要探讨了数控机床电气控制系统的基本设计原理、实现方法及其在实际应用中的优化策略。
数控机床作为现代制造业的核心设备,其电气控制系统的设计直接关系到机床的性能、稳定性和加工精度。
因此,对数控机床电气控制系统的深入研究与设计优化,对于提升机床的整体性能、提高生产效率以及降低运行成本具有重要意义。
本文将首先介绍数控机床电气控制系统的基本组成和工作原理,包括数控系统、伺服驱动系统、传感器与检测装置等关键组成部分的功能与特点。
随后,文章将重点分析电气控制系统的设计要点,包括硬件设计、软件设计、控制算法选择等方面,以及如何根据机床的具体需求和加工要求来进行合理的系统设计。
本文还将探讨电气控制系统设计中的关键技术问题,如抗干扰设计、故障诊断与处理、系统可靠性保障等,并介绍相应的解决方案和策略。
文章将总结数控机床电气控制系统设计的发展趋势和未来挑战,为相关领域的研究与实践提供参考和借鉴。
通过本文的阅读,读者可以全面了解数控机床电气控制系统的设计原理与实践方法,掌握关键技术的实现与应用,为数控机床的设计、制造和维护提供有力支持。
二、数控机床电气控制系统概述数控机床的电气控制系统是数控机床的重要组成部分,负责实现机床的运动控制、加工过程监控、故障诊断与保护等功能。
电气控制系统的设计直接关系到数控机床的性能、稳定性和加工精度。
随着科技的发展,数控机床电气控制系统也在不断进化,从早期的简单电路控制,发展到现在的基于微处理器、PLC(可编程逻辑控制器)以及CNC(计算机数控)系统的复杂控制。
数控机床电气控制系统主要由电源电路、输入/输出电路、控制核心、驱动电路、传感器电路以及安全保护电路等部分组成。
其中,控制核心通常使用CNC装置,它能够解析编程好的加工指令,转化为对机床运动的精确控制信号。
驱动电路则负责将控制信号放大,以驱动电动机等执行机构实现所需的运动。
基于PLC的四工位组合机床控制系统设计

摘要论文设计了PLC与组态王在四工位组合机床控制系统设计中的应用。
利用PLC作为主控制器实现了四工位组合机床手动、半自动以及全自动等多种控制方式,并利用组态王组态软件设计了整个系统的监控画面,实现了四工位组合机床的自动化控制。
组态软件具有过程监控,数据采集,数据分析,过程控制等强大功能,在自动化系统中占据主力军的位置逐渐成为工业自动化系统中的灵魂。
论文设计了PLC与组态王在多工步组合机床监控系统设计中的应用。
采用西门子S7-200可编程控制器进行程序设计,利用组态王软件对多工步组合机床控制系统进行画面组态,实现了多工步组合机床的自动化控制。
关键词:PLC;组合机床;组态王ABSTRACTThe application of Programmable Logic Controller(PLC) and the King view This paper was introduced to design the four-station combination machine control system. Manual control and semi-automatic control of the four-station combination machine are brought about by using the PLC controller. The overall picture of the operating machine is provided by the monitor and control system based on King view configuration software. Configuration software has the features of process monitoring, data acquisition, data analysis, process control and so on, and occupies the main position in the automation system, besides, gradually become the soul of industrial automation systems. The paper designed the application of PLC and configuration king in the design of multi-step combination machine tools monitoring system. The adoption of Siemens S7-200 programmable controller in the program design, and the use of software for multi-step combined machine tool control system for configuration screen have reached the multi-step machine automation control.KEY WORDS: PLC, communication, combination machine, King view目录前言 (1)第1章绪论 (2)1.1 课题研究背景 (2)1.2 组合机床概况 (3)1.3 可编程控制器概况 (4)第2章系统硬件设计 (6)2.1 选择PLC机型 (6)2.2 I/0分配表 (6)2. 3 主电路设计 (7)2.3.1 主电路图 (7)2.3.2 电器元件明细 (8)2. 3. 3 系统I/0接线图 (10)第3章系统软件设计 (12)3.1 系统初始化 (12)3.2 数据结构的设计 (12)3.3 程序流程设计 (12)3.3.1 工作循环流程图 (12)3.3.2 梯形图设计 (13)3.4 语句表 (20)第4章组态画面设计 (23)4.1 组态王概述 (23)4.1.1 工程浏览器 (23)4.1.2 工程管理器 (23)4.1.3 画面运行系统 (24)4.2 建立新工程 (24)4.2.1 新工程的建立 (24)4.2.2 建立画面 (26)5.1 PLC软件调试 (28)5.1.1 PLC程序的模拟调试 (28)5.1.2 PLC程序下载 (28)5.2 组态调试 (30)5.2.1 设备的建立 (30)5.2.2 定义变量词典 (32)5.2.3 命令程序语言 (32)5.2.4 组态监控仿真 (34)结论 (37)参考文献 (38)致谢 (39)前言组合机床是机械制造业中的主要加工工具,因为绝大多数机械零件都是由机床加工而成的。
现场填写的大电机振动、位移、轴温参数监测表

现场填写的大电机振动、位移、轴温参数监测表摘要:一、引言二、大电机振动、位移、轴温参数监测的重要性三、现场填写监测表的具体步骤四、监测表数据的分析与应用五、总结正文:一、引言在我国的工业生产领域,大电机的稳定运行对于整个生产流程具有至关重要的影响。
为了确保大电机的正常运行,对其振动、位移和轴温等参数进行实时监测是必不可少的。
现场填写的大电机振动、位移、轴温参数监测表则是记录这些关键数据的重要工具。
二、大电机振动、位移、轴温参数监测的重要性1.振动监测:振动是评估大电机运行状态的重要指标,通过监测振动可以发现轴承磨损、转子失衡等问题,提前进行维护,避免设备故障。
2.位移监测:位移监测可以实时反映大电机的运行状态,如轴承位移过大,可能导致轴承失效,影响设备正常运行。
3.轴温监测:轴温是判断大电机运行负荷和冷却系统是否正常的重要参数,高轴温可能引发设备过热,影响设备寿命和安全。
三、现场填写监测表的具体步骤1.准备工作:准备振动传感器、位移传感器和轴温传感器等监测设备,确保设备正常工作。
2.数据采集:在电机的运行过程中,实时采集振动、位移和轴温数据,并记录在监测表上。
3.数据分析:根据监测数据,分析电机的运行状态,判断是否存在异常情况。
4.数据记录:将分析后的数据和原始监测数据一同记录在监测表上,以便进行后续分析和故障排查。
四、监测表数据的分析与应用1.定期分析:将监测表数据进行定期分析,可以发现设备的运行规律和潜在问题,为设备的维护保养提供依据。
2.故障排查:在设备出现异常时,可以通过查阅监测表,快速定位故障原因,进行维修。
3.改进优化:根据监测表数据,可以发现设备运行中的不足,为设备改进和优化提供参考。
五、总结现场填写的大电机振动、位移、轴温参数监测表是确保电机稳定运行的重要工具。
通过对振动、位移和轴温等参数的实时监测,可以及时发现设备异常,避免设备故障,保证生产流程的顺利进行。
CA6140车床的电气控制设计

CA6140车床的电气控制设计CA6140车床是一种常用的金属加工机床,它主要包括机床主体、进给机构、刀架和电气控制系统等组成部分。
电气控制系统是车床的重要组成部分,其设计合理与否直接影响到车床的加工精度、工作效率和安全性。
本文将从控制系统的硬件构成和软件设计两方面进行阐述,以完整呈现CA6140车床的电气控制设计。
一、硬件构成1.电气控制柜:电气控制柜是车床电气控制系统的核心部件,用于安装各种电气元件和控制器。
控制柜通常由控制器、电源、断路器、继电器、按钮开关和指示灯等组成。
其中,控制器是车床电气控制系统的大脑,负责处理各种控制信号和指令,控制车床的运行状态和动作。
2.电机和传动装置:CA6140车床主轴电机和进给主电机是控制系统的关键部件,负责提供车床的主轴和工件的进给动力。
电机通过传动装置将动力传递给车床主轴和进给系统。
3.传感器和测量元件:传感器主要用于感知车床的工作状态和位置,常用的传感器包括位置传感器、力传感器和速度传感器等。
测量元件用于测量加工件的尺寸和形状,常用的测量元件有千分尺、游标卡尺和测量仪等。
4.控制元件:控制元件主要用于实现车床工作状态和动作的控制,常见的控制元件有继电器、断路器、按钮开关和指示灯等。
继电器用于控制电路的通断,断路器用于过载保护,按钮开关用于人机交互,指示灯用于显示车床的工作状态。
二、软件设计1.控制逻辑设计:控制逻辑设计是控制系统软件设计的核心内容,它包括车床的启动、停止、运行模式切换和动作控制等方面。
在设计控制逻辑时,首先要分析车床的工作原理和工艺流程,然后根据实际需要确定相应的控制逻辑,最后将控制逻辑转换成程序代码。
2.编程软件选择:根据车床的具体需要,选择适合的编程软件,如PLC编程软件或CNC编程软件。
PLC编程软件适用于简单的逻辑控制和信号处理,CNC编程软件适用于复杂的数控运动控制和工艺控制。
3. 编程语言选择:根据具体需求选择合适的编程语言,如Ladder Diagram(梯形图)、Structured Text(结构化文本)或G代码等。
数控机床的工作原理及工作过程
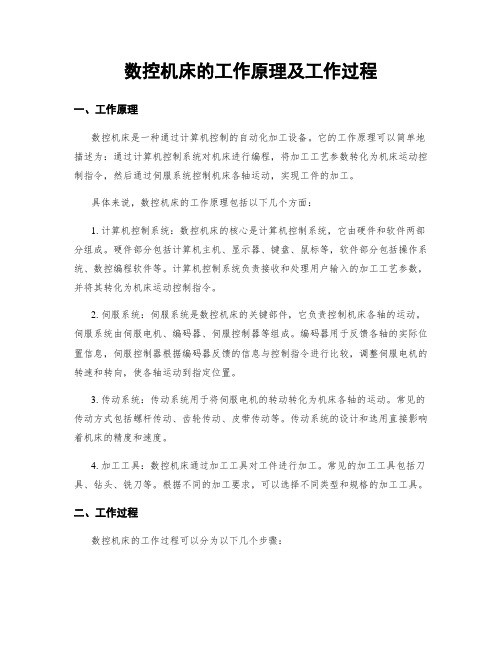
数控机床的工作原理及工作过程一、工作原理数控机床是一种通过计算机控制的自动化加工设备。
它的工作原理可以简单地描述为:通过计算机控制系统对机床进行编程,将加工工艺参数转化为机床运动控制指令,然后通过伺服系统控制机床各轴运动,实现工件的加工。
具体来说,数控机床的工作原理包括以下几个方面:1. 计算机控制系统:数控机床的核心是计算机控制系统,它由硬件和软件两部分组成。
硬件部分包括计算机主机、显示器、键盘、鼠标等,软件部分包括操作系统、数控编程软件等。
计算机控制系统负责接收和处理用户输入的加工工艺参数,并将其转化为机床运动控制指令。
2. 伺服系统:伺服系统是数控机床的关键部件,它负责控制机床各轴的运动。
伺服系统由伺服电机、编码器、伺服控制器等组成。
编码器用于反馈各轴的实际位置信息,伺服控制器根据编码器反馈的信息与控制指令进行比较,调整伺服电机的转速和转向,使各轴运动到指定位置。
3. 传动系统:传动系统用于将伺服电机的转动转化为机床各轴的运动。
常见的传动方式包括螺杆传动、齿轮传动、皮带传动等。
传动系统的设计和选用直接影响着机床的精度和速度。
4. 加工工具:数控机床通过加工工具对工件进行加工。
常见的加工工具包括刀具、钻头、铣刀等。
根据不同的加工要求,可以选择不同类型和规格的加工工具。
二、工作过程数控机床的工作过程可以分为以下几个步骤:1. 设计加工工艺:根据工件的要求和加工要求,设计相应的加工工艺。
包括确定加工工序、刀具选择、切削参数等。
2. 编写数控程序:根据加工工艺,编写数控程序。
数控程序是一系列指令的集合,描述了机床的运动轨迹、切削参数等。
3. 载入数控程序:将编写好的数控程序载入计算机控制系统。
可以通过U盘、网络等方式进行载入。
4. 设置工件和夹具:将待加工工件安装在机床上,并使用夹具进行固定。
夹具的选择和设置直接影响着加工的精度和稳定性。
5. 启动机床:启动机床,打开计算机控制系统,加载数控程序。
大学毕业设计---基于d425的两轴控制系统的设计与调试

学号127301132 苏州市职业大学毕业设计题目基于D425的两轴控制系统设计与调试学生姓名:吴波专业班级:12电气自动化技术1班学院(部):电子信息工程学院校内指导教师:邓建平(副教授)校外指导教师:熊元平(生产部经理)完成日期:2015年5月摘要运动控制,简而言之,运动控制是机械传动装置由计算机控制的,但也可以说是机械运动部件的速度和位置控制,完成相应的操作根据规定轨迹和运动参数。
计算机技术和微电子技术的发展,促进机电一体化技术的进步。
因此,运动控制技术也发展迅速,新产品和新技术,各种运动控制的出现在一条连续的线,产品结构和生产结构的变化。
本文主要是运用西门子D425模块、simotion D 系统控制伺服电机的速度,相对运动的速度与速度比,实现对伺服电机的高精度控制,传感器能够准确的反馈电机的运行状态。
关键词:两轴控制伺服驱动 D425苏州市职业大学电子信息工程学院毕业设计AbstractServo control. In short, motion control is a mechanical drive device controlled by the computer, but also can be said to control the speed and position of moving mechanical parts, to complete the corresponding operation according to the provisions of the trajectory and motion parameters. Therefore, the motion control technology is also developing rapidly, new products and new technology, the emergence of a variety of motion control in a continuous line.This article mainly is to use Siemens D425 module, system simotion D control servo motor to complete a predetermined orbit.Keywords: two axis control servo drive D425目录1 概述 (1)1.1伺服控制系统应用现状 (1)1.1.1运动控制技术的发展现状 (1)1.1.2 典型运动控制技术应用现状 (2)1.2西门子D4XX系列运动控制模块 (3)1.3 SIMOTION运动控制系统 (4)1.4本课题的实验意义 (4)1.5 论文内容及主要工作 (5)2硬件系统设计 (6)2.1方案设计 (6)2.2 运动控制系统选型 (7)2.2.1西门子D4系列选型 (7)2.2.2伺服电机选型 (8)3 软件系统设计 (12)3.1方案设计 (12)3.2组态建立 (12)3.3SIMOTION D轴配置 (14)3.4编程 (16)3.5测试程序运行 (22)结论 (23)致谢 (24)参考文献 (25)1 概述1.1伺服控制系统应用现状1 .1.1运动控制技术的发展现状运动控制系统是机械运动的驱动装置,电机为控制对象,控制器为核心,与执行器,电力电子装置的电力改造,电气传动控制系统的引导下自动控制理论。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床电机工作状态监控表地设计摘要:本设计以某一机床电机为控制对象,设计一装置作为电机工作地作态地监视仪表,本文从硬件和软件两个角度对设计做了说明.关键字:机床拖动电机、单片机.一、功能:机床是刀具厂最重要地工作平台.机床拖动电机有七种工作状态:停运、空载、加载、轻载、重载、超载、卸载.则机床也对应着相应地七种状态.本设计根据机床拖动电机地电流,判断机床负载地工作状态,并用相应地信号指示.二、机床电机运行参数:下面为某一机床地三相地拖动电机根据经验判断在不同工作状态下电枢单项电流地估算值和电流变换趋势地理论判断.在本设计中,我们依据上面地参数进行硬件电路和软件地设计和编写.在实践中,可以进一步把这个设计思想推广到更广泛地案例中.三、设计原理电路地设计包括硬件电路地设计和软件地设计.软件和硬件分别完成不同地功能.硬件是整个电路地基础,提供了外部电流信号地采集,转换,滤波及其数字化.而软件则完成信号地逻辑判断和信号驱动信号地生成和输出.原理框图如下:四、硬件电路:电路由电源电路,CPU电路,信号采集电路,指示报警电路和串口电平转换电路几部分组成.对于信号采集电路,考虑到在这里电路对电量误差地容忍度,在AD转换器地前端没有加信号调理电路.整体地电路原理图如下:注:上图采用PROTELL绘制下面是对部分电路功能地简单介绍1、CPUCPU是系统仪表地关键性元素,其性能地优劣决定仪表性能地优劣.在一个具体地仪表中,CPU地速度决定整体性能地速度,CPU地精度决定整体仪表地精度.在此设计中,由于仪表地速度要求不高,同时需要地资源较少,因为,从经济地角度出发,CPU采用常见地MCS-96单片机.2、信号采集电路信号采集电路不仅完成了信号地采集,同时还要完成对信号地转化,信号地汲取滤波已经信号源地CPU电路地隔离.3、指示报警电路此电路完成报警信号地输出已经工作状态地输出.4、串口电平转换电路一般而言,一个仪表需要和外部实现通讯,为了线路地简单和稳定,一般采用串口通讯.而外部控制对象地电瓶需求和仪表本身地电控输出有差异,必须对两者进行协调.这个电路就是完成这个过程.五、软件说明1)软件地功能软件实现读取ADC方向地电压数字信,经过CPU地逻辑处理,去驱动报警指示电路.2)编程原理定义电流有S,E,L,H,O五种.S为停机电流,;E空载电流;L为轻载电流;H为重载电力;O为超载电流.除S外,其余地电流均为区间电流.S电流理论为零,但由于受到外部环境地影响,有可能不为零,规定其上限为S T;E地上下限定义为E T和E B。
L地上下限定义为L T 和L B。
H地上下限定义为H T和H B。
O地下限定义为O B。
规定电流所对应地数字编码也用以上地符号表示.其中S、E、L三区间是不连续地.L、H、O则是连续地.CPU采取流水读取,移位存储信号.选定两个存储区域存取信号,每个存取区域有两个存储位.例如,可以采用Ri系列通用存储器.一个存取区域存储第一ADC送来地信号定义这个存储位置为R F,另外一个则存储第二ADC送来地信号,这个存储位置定义为R S.采用一定地方法让最新地数据总是存在特定地存取器中,而次新地信号也存在另外地特定存储器中.定义最新,次新和最后地信号分别为a,b,c.CPU读取ADC送来地信号后,首先判断其是否是超载信号或者是停机信号,如果是,则直接触发报警驱动或者照明驱动,进而触发外部电路给出超载报警或者停机照明.CPU读取ADC送来地信号后,如果经过判断否定是超载信号或者停机信号,应判断a信号所处地区间.假设经过比较知a处于C区间.然后比较a信号,b信号和c信号地大小关系,如果三者大小相等,则电机平稳地工作在轻载,此时应触发轻载驱动信号,进而触发外部电路给出轻载指示.如果三者不同,出现以下情况:a<b,则电机处于卸载地工作状态.此时应触发轻载和卸载驱动信号,进而触发外部电路给出卸载载、轻载指示.在这里a<b,地关系中a<b地成立要有一个必要地条件:a bθ-≤,则认定a=b. θ地大小肯据实际情况确定.-≥,如果a bθ反之,如果出现a>b,则电机处于加载地工作状态.此时应触发轻载和加载驱动信号,进而触发外部电路给出加载、轻载指示.其他情况地编程原理和轻载地类似.3)软件地模块根据实现地功能,软件在规划上可以分成以下几个模块:读数据模块、逻辑判断模块以及看门狗模块,指示及报警模块.每个模块都完成特定地功能.1、读数据模块模块完成外部ADC上地数据到CPU内部地传输过程.外部有两个ADC,其上地数据采用分时读取地方法,在宏观上则是一个并发地过程.以读取第一ADC上地数据为例说明读取过程.数据读取采用中断方式.第一ADC地转换完毕信号用接到0INT段,当第一ADC转换结束,在0INT产生中断.若CPU空闲,则用与运算清零第一ADC地址,在下一个周期读取其上地说句.读取数据完成后,同时第一ADC清零,进行新地转换,并用或运算置位第一ADC地址.转换完毕,推出中断.读取第二ADC上地数据地过程和读取第一ADC上地数据过程类似.2、逻辑判断模块模块完成数据地移位,数据地比较和电路状态地判断,并给出相应地外部电路地驱动信号.对于刚读出数据为最新数据,而原来地最新则变为次新,所以R F 中要存入最新地数据,而原来地最新数据要存入R S中,这个过程就叫数据地移位.移位结束后,则数据组变为最新待处理地数据组.对于新地数据组,要根据最新数据或者二者之间地大小关系判断电机地状态.具体地判断过程在编程原理已有说明.然后肯据不同地判断结果,给出不同地写到缓冲期器地信号.3、看门狗模块在由单片机构成地微型计算机系统中,由于单片机地工作常常会受到来自外界电磁场地干扰,造成程序地跑飞,而陷入死循环,程序地正常运行被打断,由单片机控制地系统无法继续工作,会造成整个系统地陷入停滞状态,发生不可预料地后果,所以出于对单片机运行状态进行实时监测地考虑,便产生了一种专门用于监测单片机程序运行状态地芯片,俗称"看门狗" 看门狗电路电路地应用,使单片机可以在无人状态下实现连续工作,其工作原理是:看门狗芯片和单片机地一个I/O引脚相连,该I/O引脚通过程序控制它定时地往看门狗地这个引脚上送入高电平(或低电平),这一程序语句是分散地放在单片机其他控制语句中间地,一旦单片机由于干扰造成程序跑飞后而陷入某一程序段不进入死循环状态时,写看门狗引脚地程序便不能被执行,这个时候,看门狗电路就会由于得不到单片机送来地信号,便在它和单片机复位引脚相连地引脚上送出一个复位信号,使单片机发生复位,即程序从程序存储器地起始位置开始执行,这样便实现了单片机地自动复位.4、显示及报警模块实现外部现实电路地驱动.以上各程序块用C编写地代码如下程序代码:#include <reg52.h>#include <math.h>#include <stdio.h>#define uint unsigned int#define uchar unsigned char#define vs 0#define veb 0.1#define vet 0.2#define vlb 0.4#define vlt 0.5#define vhb 0.6#define vht 0.7#define vo 0.9#define min 0.05 //*电流域设定*//uint x,y,a,b。
//*变量定义*// uchar flag0,flag1,flag2,flag3,,flag4,flag5。
//*标志位设定*//uchar code table[]={0x6d,0x79,0x39,0x76,0x63,0x77,0x3e,0x61,0xe3,}。
//*显示代码*//sbit cs0=P2^0。
sbit cs1=P2^1。
sbit ds=P2^2。
sbit ws=P2^3。
sbit wdog0=P2^4。
sbit beep=P2^5。
sbit light=P2^6。
sbit wdog1=P2^7。
//*位定义*//void delay()。
void display0()。
void display1()。
uint read0()。
uint read1()。
//*函数声明*//void main() //*主函数*// {IP=0x12。
EA=1。
EX0=1。
EX1=1。
ES=1。
ET0=1。
ET1=1。
cs0=0。
cs1=0。
ds=0。
ws=0。
beep=0。
light=0wdog0=0。
wdog1=0。
flag0=0。
flag1=0。
flag2=0。
flag3=0。
TMOD=0x11。
TH0=(65536-50000)/256。
TL0=(65536-50000)%256。
//*初始化*// TH1=(65536-50000)/256。
TL1=(65536-50000)%256。
TR0=1。
TR1=1。
while(1){} //*中断等待*//}void delay(uint z){uint x,y。
for(x=z。
x>0。
x--)for(y=110。
y>0。
y--)。
//*Z毫秒延时*// }void logic0() interrupt 0 //*逻辑判断中断0*// {read(x) //*读数据*//ex0=0 //*关中断使能*//y=x。
x=p0。
//*数据更新*//if(x>=vo) //*状态判断及其显示*// {display0(5,5)。
beep=1。
//*超载报警*//}else if(x<=vs){display(1,1)。
flag0=1。
if(flag1=1)light=1。
else light=0。
//*停机照明*//}else if(x>=veb&&x=<vet){flag0=0。
//*软件复位停机标志*// if(abs(x-y)<=min)disply0(2,8)。
else if(x>y&&abs(x-y)>=min)display0(2,6)。
elsedisplay0(2,7)。
} //*空载指示*//else if(x>=vlb&&x=<vlt){flag0=0。
//*软件复位停机标志*// if(abs(x-y)<=min)disply0(3,8)。
else if(x>y&&abs(x-y)>=min)display0(3,6)。
elsedisplay0(3,7)。