螺纹底孔直径表(挤压丝锥用)
丝锥用底孔钻头的直径表
丝锥用底孔钻头的直径表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格0-80UNF 3/64"3/64" .04691-64UNC #53 - .05951-72UNF #53 1/16".05952-56UNC #50 - .07002-64UNF #50 - .07003-48UNC #47 5/64" .07853-56UNF #45 - .08204-36UNS #44 - .08604-40UNC #43 3/32" .08904-48UNF #42 3/32".0935M3×0.60 2.5mm - .09841/8-40UNS #38 - .10155-40UNC #38 - .10155-44UNF #37 - .10406-32UNC #35 7/64" .11006-36UNS #34 - .11106-40UNF #33 - .11306-48UNS #31 - .1200M4×0.70 3.4mm - .1338M4×0.75 3.4mm - .13388-32UNC #29 - .13608-36UNF #29 9/64".13608-40UNS #28 - .14053/16"-24UNS #26 - .1470 10-24UNC #25 5/32" .14953/16"-32UNS #22 - .1570 10-32UNF #21 5/32".1590M5×0.90 4.2mm - .1653 M5×0.80 4.3mm - .1693 12-24UNC #1611/64" .1770 12-28UNF #14 3/16".1820 12-32NEF #13 - .1850 14-20UNS #10 - .1935 1/4"-20UNC #7 13/64" .2010 14-24UNS #7 - .2010 M6×1.00 5.2mm - .2047 1/4"-24UNS #4 - .2090 1/4"-28UNF #3 7/32" .21301/4"-32NEF 7/32"7/32" .21881/4"-40UNS #1 - .2280M7×1.00 6.1mm 15/64" .24015/16"-18UNC 字母F 17/64" .2570M8×1.25 6.9mm 17/64" .27165/16"-24UNF 字母I - .2720 M8×1.00 7.1mm - .27955/16"-32NEF 9/32"9/32" .2812M9×1.2 7.9mm - .31103/8"-16UNC 5/16" 5/16" .3125M9×0.75 8.3mm - .3268M9×1.00 8.1mm - .3189*该螺纹仅用于火花塞准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格3/8"-24UNF 字母Q 21/64" .3320M10×1.50 8.7mm - .3425M10×1.25 8.9mm 11/32" .3503M10×1.00* 9.1mm - .35837/16"-14UNC 字母U 23/64" .3680M11×1.50 9.7mm - .38187/16"-20UNF 25/64" 25/64" .3906M12×1.75 10.5mm - .4133M12×1.50 10.7mm 27/64" .4212 1/2"-13UNC 27/64" 27/64" .4219M12×1.25* 10.9mm 27/64" .4291 1/2"-20UNF 29/64" 29/64" .4531 1/2"-24UNS 29/64" 29/64" .4531 M14×2.00 12.2mm - .4803 9/16"-12UNC 31/64" 31/64" .4844 M14×1.50 12.7mm - .4999 M14×1.25* 12.8mm - .5039 9/16"-18UNF 33/64" 33/64" .5156 5/8"-11UNC 17/32" 17/32" .5312 M16×2.0014.2mm 35/64" .5590 5/8"-18UNF 37/64" 37/64" .5781 M16×1.50 14.7mm - .5787 11/16"-11UNS 19/32" 19/32" .5938 M18×2.50 15.8mm 39/64" .5220 11/16"-16UNS 5/8" 5/8" .6250 3/4"-10UNC 21/32" 21/32" .6562 M18×1.50* 16.8mm - .6614 3/4"-16UNF 11/16" 11/16" .6875M20×2.50 17.8mm 11/16" .70087/8"-9UNC 49/64" 49/64" .7656 7/8"-14UNF 13/16" 13/16" .8125M22×1.50 20.9mm - .82287/8"-18UNS* 53/64" 53/64" .8281M24×3.00 21.4mm 53/64" .8425 1"-8UNC 7/8" 7/8".8750M24×2.00 22.3mm - .8779 1"-12UNF 59/64" 59/64" .9219 1"-14UNS15/16" 15/16" .9375 11/8"-7 UNC 63/64" 63/64" .9844 11/8"-12 UNF 13/64" 13/64" 1.0469 11/4"-7 UNC 17/64" 17/64" 1.1094 11/4"-12 UNF 111/64"111/64" 1.1719 13/8"-6 UNC 17/32" 17/32" 1.2188 13/8"-12 UNF 119/64" 119/64" 1.2969 11/2"-6 UNC 111/32" 111/32" 1.3438 11/2"-12 UNF 127/64" 127/64" 1.4219NPT螺纹底孔表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格1/8"-27NPT 字母R - .33901/4"-18NPT 7/16" 7/16" .43753/8"-18NPT 37/64" 37/64" .57811/2"-14NPT 45/64" 45/64" .70313/4"-14NPT 59/64" 59/64" .92191"-11? NPT 15/32" 15/32" 1.15621?"-11 ? NPT 1?"1?" 1.50001?"-11 ? NPT 147/64" 147/64" 1.7344 2"-11? NPT 27/32" 27/32" 2.2188。
挤压丝攻底孔尺寸
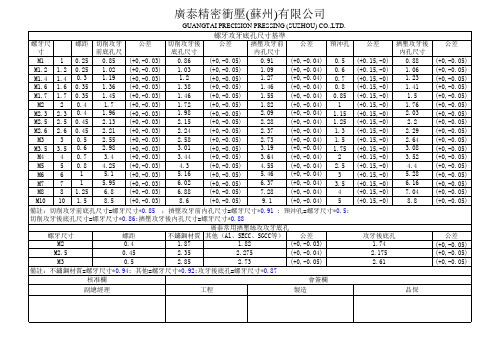
螺距
0.25 0.25 0.3 0.35 0.35 0.4 0.4 0.45 0.45 0.5 0.6 0.7 0.8
1 1 1.25 1.5
切削攻牙 前底孔尺
0.85 1.02 1.19 1.36 1.45 1.7 1.96 2.13 2.21 2.55 2.98 3.4 4.25 5.1 5.95 6.8 8.5
2.15
(+0,-0.05)
2.28 (+0,-0.04) 1.25
2.24
(+0,-0.05)
2.37 (+0,-0.04) 1.3
2.58
(+0,-0.05)
2.73 (+0,-0.04) 1.5
3.01
(+0,-0.05)
3.19 (+0,-0.04) 1.75
3.44
(+0,-0.05)
3.64 (+0,-0.04) 2
副總經理
工程
製造
品保
批注本地保存成功开通会员云端永久保存去开通
廣泰精密衝壓(蘇州)有限公司
螺牙尺 寸 M1 1 M1.2 1.2 M1.4 1.4 M1.6 1.6 M1.7 1.7 M2 2 M2.3 2.3 M2.5 2.5 M2.6 2.6 M3 3 M3.5 3.5 M4 4 M5 5 M6 6 M7 7 M8 8 M10 10
4.3
(+0,-0.05)
4.55 (+0,-0.04) 2.5
5.16
(+0,-0.05)
5.46 (+0,-0.04) 3
6.02
(+0,-0.05)
6.37 (+0,-0.04) 3.5
挤压螺纹常用底孔尺寸
2.5
3
3
3.5
0.75
1.6
2.5
3.3
4.2
5
6.7
8.5
10.2
11.9
13.9
15.4
17.4
19.4
20.9
23.9
26.3
0.96
0.98
-
M1.2×0.25
1.06
1.08
-
M1.4×0.3
1.24
1.25
-
M1.6×0.35
1.41ห้องสมุดไป่ตู้
1.43
-
M1.7×0.35
1.51
1.53
-
M1.8×0.35
1.61
1.63
-
M2.0×0.4
1.78
1.80
-
M2.2×0.45
1.95
1.98
-
M2.3×0.4
2.08
2.10
-
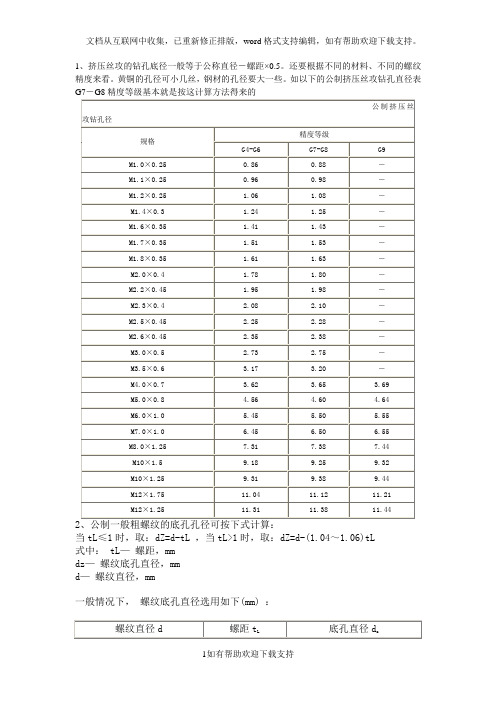
1、挤压丝攻的钻孔底径一般等于公称直径-螺距×0.5。还要根据不同的材料、不同的螺纹精度来看。黄铜的孔径可小几丝,钢材的孔径要大一些。如以下的公制挤压丝攻钻孔直径表G7-G8精度等级基本就是按这计算方法得来的
公制挤压丝攻钻孔径
规格
精度等级
G4-G6
G7-G8
G9
M1.0×0.25
0.86
0.88
-
M1.1×0.25
M2.5×0.45
2.25
2.28
-
M2.6×0.45
2.35
2.38
-
M3.0×0.5
2.73
2.75
-
M3.5×0.6
3.17
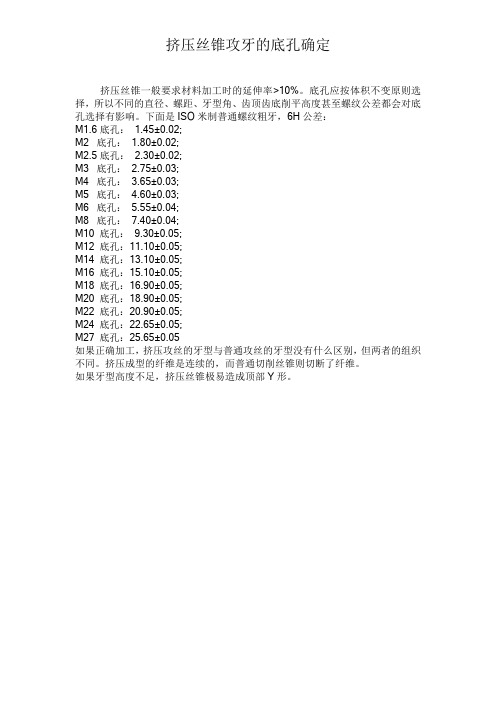
挤压丝锥攻牙的底孔确定
挤压丝锥攻牙的底孔确定
挤压丝锥一般要求材料加工时的延伸率>10%。
底孔应按体积不变原则选择,所以不同的直径、螺距、牙型角、齿顶齿底削平高度甚至螺纹公差都会对底孔选择有影响。
下面是ISO米制普通螺纹粗牙,6H公差:
M1.6底孔:1.45±0.02;
M2 底孔:1.80±0.02;
M2.5底孔:2.30±0.02;
M3 底孔:2.75±0.03;
M4 底孔:3.65±0.03;
M5 底孔:4.60±0.03;
M6 底孔:5.55±0.04;
M8 底孔:7.40±0.04;
M10 底孔:9.30±0.05;
M12 底孔:11.10±0.05;
M14 底孔:13.10±0.05;
M16 底孔:15.10±0.05;
M18 底孔:16.90±0.05;
M20 底孔:18.90±0.05;
M22 底孔:20.90±0.05;
M24 底孔:22.65±0.05;
M27 底孔:25.65±0.05
如果正确加工,挤压攻丝的牙型与普通攻丝的牙型没有什么区别,但两者的组织不同。
挤压成型的纤维是连续的,而普通切削丝锥则切断了纤维。
如果牙型高度不足,挤压丝锥极易造成顶部Y形。
挤压丝锥底孔直径一览表
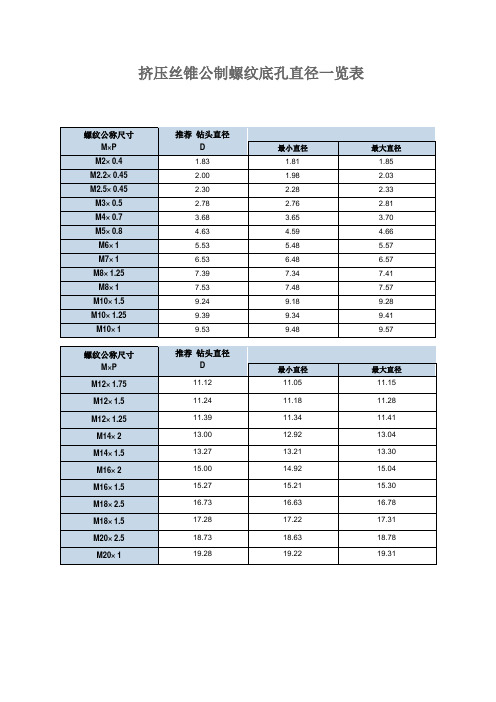
挤压丝锥公制螺纹底孔直径一览表国标电线平方数和直径一览表注:以上导体直径指BV 塑铜线及BLV 塑铝线换算方法:知道电线的平方,计算电线的半径用求圆形面积的公式计算:电线平方数(平方毫米)=圆周率(3.14)×电线半径(毫米)的平方知道电线的平方,计算线直径也是这样,如: 2.5方电线的线直径是:2.5÷ 3.14 = 0.8,再开方得出0.9毫米,因此2.5方线的线直径是:2×0.9毫米=1.8毫米。
知道电线的直径,计算电线的平方也用求圆形面积的公式来计算:电线的平方=圆周率(3。
14)×线直径的平方/4 电缆大小也用平方标称,多股线就是每根导线截面积之和。
电缆截面积的计算公式: 0.7854 ×电线半径(毫米)的平方×股数如48股(每股电线半径0。
2毫米)1.5平方的线:0.785×(0.2 × 0。
2)×48 = 1.5平方铜线在不同温度下的线径和所能承受的最大电流表2008-04-28 06:22P.M。
铜线安全载流量计算方法是:2.5平方毫米铜电源线的安全载流量--28A。
4平方毫米铜电源线的安全载流量--35A.6平方毫米铜电源线的安全载流量-—48A 。
10平方毫米铜电源线的安全载流量--65A.16平方毫米铜电源线的安全载流量--91A 。
25平方毫米铜电源线的安全载流量-—120A。
如果是铝线,线径要取铜线的1。
5—2倍。
如果铜线电流小于28A,按每平方毫米10A来取肯定安全.如果铜线电流大于120A,按每平方毫米5A来取。
导线的截面积所能正常通过的电流可根据其所需要导通的电流总数进行选择,一般可按照如下顺口溜进行确定: 十下五,百上二, 二五三五四三界,柒拾玖五两倍半,铜线升级算.给你解释一下,就是10平方一下的铝线,平方毫米数乘以5就可以了,要是铜线呢,就升一个档,比如2。
5平方的铜线,就按4平方计算.一百以上的都是截面积乘以2, 二十五平方以下的乘以4,三十五平方以上的乘以3, 柒拾和95平方都乘以2.5,这么几句口诀应该很好记吧,说明:只能作为估算,不是很准确。