挤压螺纹底孔
挤压丝锥的底孔尺寸
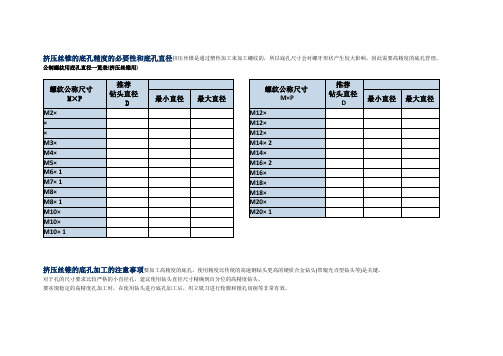
公制螺纹用底孔直径一览表(挤压丝锥用)
螺纹公称尺寸
M×P
推荐Байду номын сангаас
钻头直径
D
最小直径
最大直径
M2×
×
×
M3×
M4×
M5×
M6× 1
M7× 1
M8×
M8× 1
M10×
M10×
M10× 1
螺纹公称尺寸
M×P
推荐
钻头直径
D
最小直径
最大直径
M12×
M12×
M12×
M14× 2
M14×
M16× 2
M16×
M18×
M18×
M20×
M20× 1
挤压丝锥的底孔加工的注意事项要加工高精度的底孔,使用精度比传统的高速钢钻头更高的硬质合金钻头(带辊光刃型钻头等)是关键。
对于孔的尺寸要求比较严格的小直径孔,建议使用钻头直径尺寸精确到百分位的高精度钻头。
要实现稳定的高精度孔加工时,在使用钻头进行底孔加工后,用立铣刀进行轮廓和镗孔切削等非常有效。
挤压丝锥底孔直径标准
挤压丝锥底孔直径标准挤压丝锥是一种用于加工螺纹孔的工具,它的底孔直径标准对于螺纹加工的精度和质量起着至关重要的作用。
在实际工作中,正确的挤压丝锥底孔直径标准能够有效提高螺纹的质量,避免因底孔直径不合适而导致的螺纹加工问题。
因此,了解和掌握挤压丝锥底孔直径标准对于工程技术人员来说是非常重要的。
挤压丝锥底孔直径标准的确定是基于螺纹的设计要求和实际加工情况的。
通常情况下,挤压丝锥底孔直径应该略小于螺纹的内径,以便在挤压加工时形成压力,使螺纹得以形成。
一般来说,挤压丝锥底孔直径的选取应该按照螺纹的规格和要求进行确定,同时也要考虑到工件材料的硬度和加工工艺的要求。
对于不同规格和型号的挤压丝锥,其底孔直径标准也会有所不同。
在实际工作中,我们需要根据具体的情况来选择合适的挤压丝锥底孔直径标准,以确保螺纹加工的质量和效率。
此外,还需要注意挤压丝锥底孔直径的测量和调整,确保其符合标准要求。
在进行挤压丝锥底孔直径标准的选择和调整时,需要注意以下几点:1. 考虑螺纹的规格和要求,选择合适的挤压丝锥底孔直径标准;2. 根据工件材料的硬度和加工工艺的要求,调整挤压丝锥底孔直径;3. 使用合适的测量工具对挤压丝锥底孔直径进行准确测量;4. 根据实际情况进行必要的调整和修正,确保挤压丝锥底孔直径符合标准要求。
在实际工作中,挤压丝锥底孔直径标准的选择和调整需要工程技术人员具备一定的经验和技能。
通过不断的实践和总结,我们可以更好地掌握挤压丝锥底孔直径标准的选择和调整方法,提高螺纹加工的质量和效率。
总之,挤压丝锥底孔直径标准的选择和调整对于螺纹加工至关重要,它直接影响着螺纹的质量和加工效率。
工程技术人员需要深入了解挤压丝锥底孔直径标准的相关知识,不断提升自己的技能和经验,以确保螺纹加工的质量和效率达到预期的要求。
希望本文的内容能够对相关人员有所帮助,谢谢阅读!。
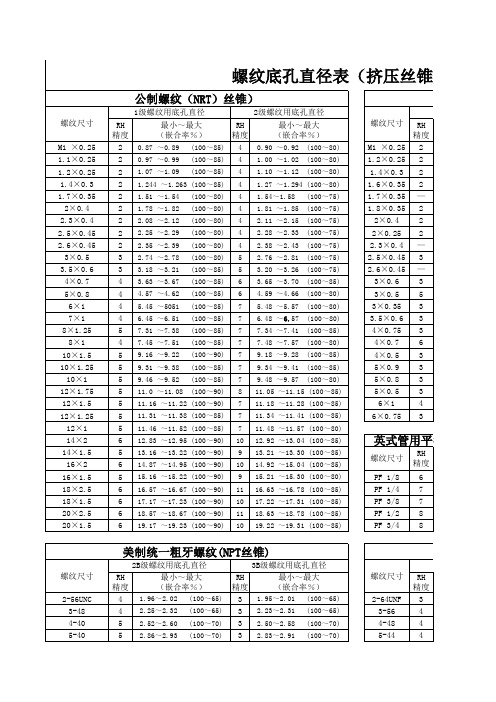
挤压螺纹底孔直径表
1.96~2.02 (100~65) 3 1.95~2.01 (100~65)
4 2.25~2.32 (100~65) 3 2.23~2.31 (100~65)
5 2.52~2.60 (100~70) 3 2.50~2.58 (100~70)
5 2.86~2.93 (100~70) 3 2.83~2.91 (100~70)
6 14.87 ~14.95 (100~90) 10 14.92 ~15.04 (100~85)
5 15.16 ~15.22 (100~90) 9 15.21 ~15.30 (100~80)
6 16.57 ~16.67 (100~90) 11 16.63 ~16.78 (100~85)
6 17.17 ~17.23 (100~90) 10 17.22 ~17.31 (100~85)
螺纹底孔直径表(挤压丝锥用)
公制螺纹(NRT)丝锥)
1级螺纹用底孔直径
2级螺纹用底孔直径
RH 精度
最小~最大 (嵌合率%)
RH 精度
最小~最大 (嵌合率%)
2 0.87 ~0.89 (100~85) 4 0.90 ~0.92 (100~80)
2 0.97 ~0.99 (100~85) 4 1.00 ~1.02 (100~80)
3.19~3.26 (100~70) 3 3.16~3.22 (100~75) 3.80~3.88 (100~75) 4 3.79~3.86 (100~75) 4.41~4.48 (100~80) 4 4.40~4.46 (100~80) 5.00~5.08 (100~80) 4 4.99~5.06 (100~80) 5.86~5.93 (100~80) 4 5.85~5.92 (100~80) 7.38~7.46 (100~80) 5 7.36~7.43 (100~85) 8.96~9.05 (100~80) 5 8.95~9.02 (100~85) 10.44~10.54 (100~80) 5 10.41~10.49 (100~85) 12.02~12.12 (100~80) 5 12.00~12.05 (100~90) 13.55~13.66 (100~80) 7 13.53~13.58 (100~90) 15.14~15.25 (100~80) 7 15.11~15.17 (100~90) 18.22~18.32 (100~85) 7 18.18~18.25 (100~90) 21.27~21.38 (100~85) 8 21.23~21.27 (100~95) 24.28~24.41 (100~85) 9 24.24~24.32 (100~90)
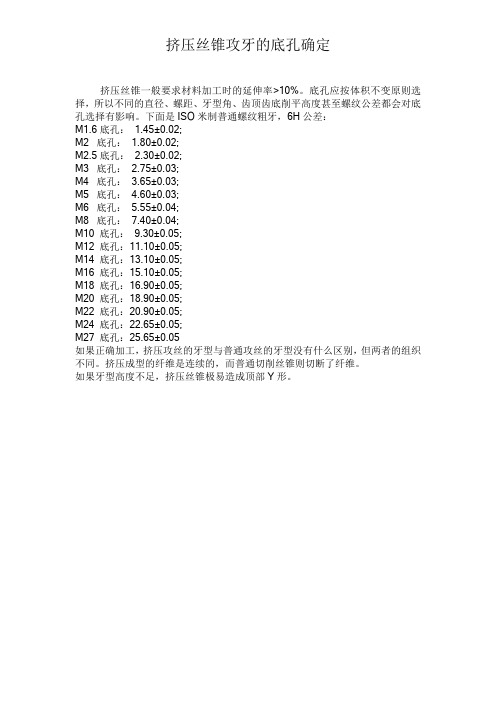
挤压丝锥攻牙的底孔确定
挤压丝锥攻牙的底孔确定
挤压丝锥一般要求材料加工时的延伸率>10%。
底孔应按体积不变原则选择,所以不同的直径、螺距、牙型角、齿顶齿底削平高度甚至螺纹公差都会对底孔选择有影响。
下面是ISO米制普通螺纹粗牙,6H公差:
M1.6底孔:1.45±0.02;
M2 底孔:1.80±0.02;
M2.5底孔:2.30±0.02;
M3 底孔:2.75±0.03;
M4 底孔:3.65±0.03;
M5 底孔:4.60±0.03;
M6 底孔:5.55±0.04;
M8 底孔:7.40±0.04;
M10 底孔:9.30±0.05;
M12 底孔:11.10±0.05;
M14 底孔:13.10±0.05;
M16 底孔:15.10±0.05;
M18 底孔:16.90±0.05;
M20 底孔:18.90±0.05;
M22 底孔:20.90±0.05;
M24 底孔:22.65±0.05;
M27 底孔:25.65±0.05
如果正确加工,挤压攻丝的牙型与普通攻丝的牙型没有什么区别,但两者的组织不同。
挤压成型的纤维是连续的,而普通切削丝锥则切断了纤维。
如果牙型高度不足,挤压丝锥极易造成顶部Y形。
挤压丝锥的底孔尺寸表-公制_
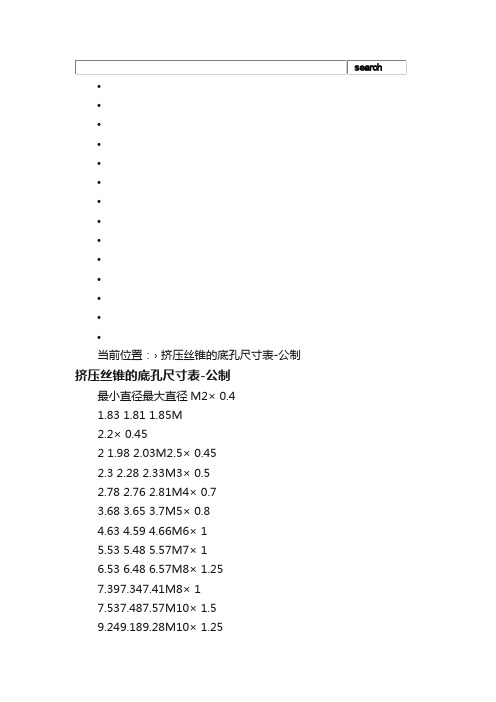
••••••••••••••当前位置:›挤压丝锥的底孔尺寸表-公制挤压丝锥的底孔尺寸表-公制最小直径最大直径M2× 0.41.83 1.81 1.85M2.2× 0.452 1.98 2.03M2.5× 0.452.3 2.28 2.33M3× 0.52.78 2.76 2.81M4× 0.73.68 3.65 3.7M5× 0.84.63 4.59 4.66M6× 15.53 5.48 5.57M7× 16.53 6.48 6.57M8× 1.257.397.347.41M8× 17.537.487.57M10× 1.59.249.189.28M10× 1.259.399.349.41M10×19.539.489.57最小直径最大直径M12×1.7511.1211.0511.15M12× 1.511.2411.1811.28M12× 1.2511.3911.3411.41M14× 21312.9213.04M14× 1.513.2713.2113.3M16× 21514.9215.04M16× 1.515.2715.2115.3M18× 2.516.7316.6316.78M18× 1.517.2817.2217.31M20× 2.518.7318.6318.78M20× 119.2819.2219.31挤压丝锥的底孔尺寸表推荐钻头直径D 螺纹公称尺寸MxP螺纹公称尺寸MxP推荐钻头直径D下载文档原格式(Excel原格式,共2页)相关文档•挤压丝锥的底孔尺寸•挤压丝锥底孔直径•螺纹底孔直径对照表•挤压丝锥底孔•挤压丝攻底孔对照表•挤压丝锥螺纹底孔直径••••••••••••••••••••更多"" ••••••••••••••••••••更多"" •••••••••••••••••••••更多""•••••••••••••••••更多"" •••••••••••••更多""••••••••••更多""相关文档推荐:•••••••••••••••••••••••••••••••••••••••••••••••••© 2022 本站资源均为网友上传分享,本站仅负责分类整理,如有任何问题可通过上方投诉通道反馈~。