富葵SFC系统重要流程暨架构说明
SFC培训课件

01
详细描述
02
1. 数据驱动决策:亚马逊公司利用大 数据和人工智能技术对海量数据进行 实时分析和预测,从而更好地把握市 场趋势、客户需求和供应商表现。这 些数据包括销售数据、库存数据、物 流信息等,为亚马逊提供了全面的信 息视图,帮助其制定更加精准的决策 。
03
2. 智能化运营:亚马逊通过智能化技 术实现了自动化订单处理、库存管理 和物流配送等功能。例如,它利用机 器学习和预测模型来自动分配库存、 调整物流计划并预测未来销售趋势。 这些智能化运营手段提高了效率、减 少了人工错误并降低了运营成本。
改进、高效的供应链管理和全球化布局。
06
sfc未来趋势与挑战
sfc技术发展
自动化与智能化
sfc技术的智能化和自动化将进一步提高物流效率,降低人力成本 。
物联网与大数据
sfc将借助物联网和大数据技术,实现更精细化的管理和决策。
机器人与无人驾驶
未来的sfc将更加依赖机器人和无人驾驶技术,实现更高效、更灵 活的运作。
供应链金融主要针对企业与供应商、经销商等上下游合作伙 伴之间的贸易关系,通过提供灵活的金融解决方案,帮助企 业降低成本、提高效率、扩大市场份额。
sfc与供应链关系
sfc是供应链管理中的重要组成部分,它关注的是供应链中各方的资金流和风险控 制。
通过sfc,企业可以更好地管理供应链中的风险,提高供应链的可靠性和效率,从 而更好地实现企业的战略目标。
案例三:海尔公司sfc管理
• 总结词:以用户为中心、敏捷响应、全球化的供应链管理
案例三:海尔公司sfc管理
详细描述
1. 以用户为中心:海尔公司始终将用 户需求放在首位,通过深入了解用户 需求和痛点,不断优化产品设计、功 能和服务。同时,海尔建立了完善的 用户反馈机制,通过用户评价和反馈 来改进产品和服务,以满足不同国家 和地区用户的需求。
2024版第4讲sfc指令与顺序控制ppt课件

第4讲sfc指令与顺序控制ppt课件•顺序控制基本概念•SFC指令介绍与特点分析•基于SFC指令的顺序控制程序设计方目录法•典型应用案例解析:基于SFC指令的顺序控制实现•SFC指令在工业自动化领域应用前景探讨•总结回顾与课程安排目录01顺序控制基本概念顺序控制定义及作用定义顺序控制是一种按照预设的步骤或顺序对系统或设备进行操作的控制方式。
作用确保系统或设备按照既定的流程运行,提高自动化程度,减少人为干预,提高生产效率。
顺序控制系统组成要素接收输入信号,根据预设逻辑发出控制指令。
接收控制指令,执行相应的动作。
检测被控对象的状态,将状态信号转换为电信号输入到控制器。
被控制的设备或系统,其状态受到控制器的调节。
控制器执行器传感器被控对象流程图符号流程线注释与说明示例与案例顺序控制流程图表示方法01020304使用标准的流程图符号表示不同的操作、判断、等待等步骤。
使用箭头表示控制流程的走向,连接各个步骤。
在流程图中添加必要的注释和说明,帮助理解流程的含义和逻辑。
提供典型的顺序控制流程图示例和案例,加深对顺序控制的理解和应用。
02SFC指令介绍与特点分析SFC指令是顺序控制程序中的核心指令,用于实现复杂的逻辑控制功能。
SFC指令通过定义不同的步骤和执行条件,实现按照特定顺序执行一系列操作的目的。
SFC指令具有高度的灵活性和可配置性,可以根据实际需求进行定制和扩展。
SFC指令概述及功能SFC指令的格式通常包括指令名称、操作数和操作码等部分。
操作码用于指定SFC指令的具体操作,如启动、停止、复位、跳转等。
操作数用于指定SFC指令的操作对象,如输入/输出信号、内部继电器、定时器等。
SFC指令的参数设置包括步骤号、转移条件、保持条件等,用于定义SFC 的执行逻辑。
SFC指令格式与参数设置在初始化阶段,SFC 指令进行必要的准备工作,如读取输入信号、设置内部状态等。
在条件判断阶段,SFC 指令根据设定的转移条件和保持条件判断下一步的执行路径。
SFC顺序功能图知识讲解
SFC内的处理顺序 在线模式下,一些类型的动作,可以根据定义的序列 来执行,参见下表。 首先注意下述名词: 活动步: 一步,它的步动作正在被执行,被叫做“活 动”。在线模式下,活动步显示为蓝色。 初始步:在一个SFC POU被调用后的第一个周期内, 初始步自动被激活,并且其相关联的“步动作”被执行。 IEC动作:被至少执行两次:第一次执行是当它们被 激活时,第二次执行是在下个周期,他们被禁止时。
元素处理顺序(同CoDeSysV2.3的处理顺序):
3. 步入口动作
所有的步按照流程图中定义的顺序被测试,用来判 断步的入口动作执行条件是否满足,如果满足,则其 将被执行。如果步前的转移条件为TRUE并且步也已 被激活,则一个入口动作将会被执行。
元素处理顺序(同CoDeSysV2.3的处理顺序):
3.6 顺序流程图
基本概念
1. 步用顺序功能图编写的程序组 织单元包含了一系列的步,这些步 之间是通过定向连接(转换条件) 实现的。每步包括一个动作 和一 个标记,这个标记用来表示此步是 否激活。如果单步动作正在执行, 那2.么动在作步就会编程蓝色的框。
动作是使用其它语言实现的一系列 指令,可以是用IL 或ST 语言实现的指 令句,也可以是用LD、FBD 、CFC 或 SFC 实现。用鼠标双击动作所属的
选择分支:如果选择分支的水平起始线前的步被激活, 则将从左至右计算每个特定分支的首个转移。从最左侧 开始,第一个转移条件为TRUE的分支将被执行,即, 此分支中后续的步将被激活。
并行分支:如果并行分支的起始双连线是活动的,并 且前面的转换条件值为TRUE,则在所有并行分支中的 第一步都将被激活。这时这些分支会一个接一个的并行 处理。当前面所有步都已激活,且双线后的转换条件值 为TRUE时,分支结尾的双线后的步将被激活。
SFC简单介绍ppt课件

智能家居
通过SFC编程,可以实 现智能家居设备的自动
化控制和场景切换。
03
SFC工作原理
扫描原理
01
02
03
顺序扫描
按照程序设定的顺序,逐 行扫描SFC程序,执行相 应的操作。
循环扫描
在程序执行过程中,不断 循环扫描SFC程序,直到 满足停止条件。
条件触发
根据设定的条件,触发相 应的扫描操作,执行特定 的程序段。
实现与其他控制系统或上位机的数据交换, 支持远程监控和调试。
05
SFC操作方法与技巧
基本操作流程
打开SFC软件,选择相应 的功能模块。
设置相关参数,如输入/ 输出路径、处理参数等。
导入需要处理的文件或数 据。
开始执行处理任务,等待 处理完成。
常用操作技巧
批量处理 利用SFC的批量处理功能,可以同时 处理多个文件或数据,提高效率。
数据采集与处理
数据采集
通过传感器等输入设备, 实时采集现场数据,并将 其转换为数字信号。
数据处理
对采集到的数据进行处理, 包括滤波、放大、转换等 操作,以便后续分析。
数据存储
将处理后的数据存储在指 定的存储器中,以便后续 调用和分析。
故障诊断与排除
01
02
03
04
故障检测
通过实时监测和数据分析,发 现设备或系统的故障。
人机界面软件
提供图形化操作界面,方便用户进 行参数设置、状态监控等操作。
功能模块介绍
顺序控制模块
实现工艺流程的顺序控制,包括步骤执行、 条件判断和跳转等。
故障诊断模块
实时监测系统运行状态,及时发现并处理故 障,保障系统稳定运行。
SFC完全培训课件

转换(Transition)
在状态转换时执行的操作或命令,可以是 输出信号、内部变量赋值或调用其他程序 等。
从一个状态到另一个状态的过渡过程,由事 件触发并执行相应的动作。
02 SFC系统架构与组成
整体架构概述
SFC(Service Function Chaining)系统是一种网络服务架构,旨在通过将一系 列网络功能(如防火墙、负载均衡器、深度包检测等)链接起来,为用户提供定 制化的网络服务。
某大型互联网公司采用SFC技术,成功构建了高 效、安全的数据中心网络,显著提升了网络性能 和安全性。
案例二
一家跨国企业利用SFC实现企业网络的优化,通 过灵活的服务链部署,满足了不同业务部门的网 络需求。
案例三
某5G运营商运用SFC支持网络切片,为不同行业 客户提供了高质量的定制化网络服务。
未来发展趋势预测
SFC系统架构包括三个主要组成部分:分类器、服务功能链和服务功能。其中, 分类器负责识别和分类网络流量,将其导向相应的服务功能链;服务功能链则定 义了一系列网络功能的处理顺序;服务功能则是实现各种网络功能的实体。
关键组件功能介绍
01
分类器(Classifier):负责根据预设 规则对网络流量进行分类,将不同类 别的流量导向相应的服务功能链。分 类器可以实现基于五元组(源IP、目 的IP、源端口、目的端口、协议类型 )的流量分类,也可以支持更复杂的 分类算法。
。
数据备份与恢复
定期备份重要数据,确保数据 安全,同时制定数据恢复计划
以应对可能的数ቤተ መጻሕፍቲ ባይዱ丢失。
日志监控与分析
收集、分析系统日志,发现潜 在问题,提前预警。
性能优化策略分享
优化数据库性能
_SFC系统作业指导书

目录1、SFC系统简介2. 设备概述3. 技术标准、规范4. 调试目的5. 调试应具备的条件6. 调试项目7. 质量考核标准8. 安全保护措施9.危险点分析和风险预控1. SFC系统简介静态变频(SFC)系统能够加速转子和汽轮机转速,直至使转子和汽轮机加速转动发电机能够自保持,产生足够的电能使汽机持续加速。
在汽机启动过程中,首先将发电机出口断路器断开,然后从6kV电力系统取SFC 的电源,SFC系统将不变的电压和频率变为变化的电压和频率,然后将其加在发电机的定子绕组上,使发电机在启动过程中以电动机方式运行。
2. 设备概述深圳东部电厂1号机组为350MW级单轴燃气蒸汽联合循环机组,其配套的SFC 系统如图1所示,由一台变压器、一个直流电抗器、一台整流器、一台逆变器和滤波装置组成。
各设备功能如表1所示。
图1 SFC主回路图表1 SFC各设备功能2.1 SFC系统基本参数额定输入容量:6600 kVA额定输出功率:4900 kW2.2 各设备基本参数(1)SFC变压器结构型式:户外型号: S9-6600,6/3.8kV,Y-d1额定容量S T:6600 kVA原边电压U1: 6.0 kV副边电压U2: 3.8 kV短路电压u d:12%冷却方式:油浸风冷(2)整流器额定输出容量:4,900 kW额定输入电压: 3.8 kV额定直流电压: 4.1 kV额定直流电流:1195 A冷却方式:强迫风冷接线方式:三相六脉冲全控桥式电路整流元件:FT1500AU-240 1500A-12kv (3)逆变器额定输出容量:4,900 kW额定直流电压: 4.1 kV额定直流电流:1195 A额定输出电压: 3.4 kV额定输出电流:976 A冷却方式:强迫风冷接线方式:三相六脉冲全控桥式电路输出频率:~33.3H Z(对应转速2000rpm)整流元件:FT1500AU-240 1500A-12kv (4)直流电抗器额定电压: 4.1 kV额定电流:1195 A额定电抗:30 mH冷却方式:强迫风冷结构型式:户内干式(5)SFC滤波器结构型式:户外额定电压: 6 kV额定频率:50 H Z额定容量:5次谐波:1200kVar,7次谐波:1200kVar3. 技术标准、规范3.1 《火力发电厂基本建设工程启动及竣工验收规程(1996年版)》3.2 DL408-91《电业安全工作规程(发电厂和变电所电气部分)》3.3 《防止电力生产重大事故的二十五项重点要求》3.4 GB 50150-91《电气装置安装工程电气设备交接试验标准》4. 调试目的4.1 通过SFC系统试验,初步检验SFC系统的性能,确保SFC系统能够进行启动试验,为今后的运行检修提供依据。
长虹说明书
长虹窗式空调使用说明书篇二:长虹白板软件使用说明书长虹白板软件使用说明书用户使用手册(v1.6.3)目录一. 系统特点 ............................................................................. ...............................................................................4二. 系统安装 ............................................................................. ...............................................................................62.1. 运行环境 ............................................................................. . (6)2.2. 系统安装 ............................................................................. . (7)三. 基础操作 ............................................................................. ...............................................................................83.1. 运行程序 ............................................................................. . (8)3.2. 基本操作 ............................................................................. . (9)3.2.1 切换模式 ............................................................................. .. (9)3.2.2 关闭白板软件 ............................................................................. (9)3.2.3 快捷功能区 ............................................................................. .. (10)3.3. 工具条操作 ............................................................................. . (11)3.4. 主要功能 ............................................................................. (12)3.4.1 书写功能 ............................................................................. (12)3.4.2 绘图功能 ............................................................................. (14)3.4.3 工具功能 ............................................................................. (20)3.4.4 背景功能 ............................................................................. (27)3.4.5 管理页面 ............................................................................. (29)3.4.6 素材 ............................................................................. ................................................................................293.4.7 资源 ............................................................................. ................................................................................323.4.8 实验 ............................................................................. ................................................................................353.4.9 题库 ............................................................................. ................................................................................383.5. 对象编辑 ............................................................................. .. (39)3.6. 页面缩放 ............................................................................. .. (42)3.7. 文件功能 ............................................................................. .. (42)3.8. 异常退出自动恢复功能 ............................................................................. (43)前言一、东方中原互动教学支撑系统的介绍东方中原互动教学支撑系统(以下简称东方中原白板软件)可以结合电子白板或液晶平板通过与电脑、投影机,组成一个交互式的协作会议或教学环境,配备的电子笔可代替鼠标和粉笔,在电子白板或液晶平板上书写、绘图、直接操控电脑。
顺序功能图(SFC)教学课件

03
学员C
通过学习,我不仅掌握了SFC的基本概念和组成要素,还学会了如何根
据实际控制要求绘制顺序功能图,并成功将其转化为PLC程序,实现了
自动化控制。
未来发展趋势预测
SFC在工业自动化领域的应用将更加广泛
随着工业自动化程度的不断提高,顺序功能图将在更多领域得到应用,如智能制造、智能 家居等。
SFC的绘制和编程工具将更加智能化
介绍了如何将顺序功能图转化为PLC程序, 实现自动化控制。
学员心得体会分享
01
学员A
通过学习,我深刻理解了顺序功能图在工业自动化领域的重要性,掌握
了SFC的绘制方法和编程实现技巧,对今后的工作有很大的帮助。
02
学员B
这次学习让我对SFC有了更深入的了解,特别是在绘制方法和编程实现
方面,我收获了很多实用的经验和技巧。
步骤与动作
01
02
03
步骤
表示过程中的一个阶段或 状态,通常用一个矩形框 表示。
动作
在步骤中执行的具体操作 或任务,用文字或符号描 述。
步骤与动作的关系
一个步骤可以包含一个或 多个动作,动作是步骤的 具体化。
转换条件与路径
转换条件
从一个步骤转移到另一个步骤所需满 足的条件或事件,用箭头和条件文字 表示。
应用领域及意义
应用领域
顺序功能图主要应用于工业自动化、过程控制、机械制造等领域,如生产线控 制、机器人控制、物料搬运系统等。
意义
通过使用顺序功能图,工程师能够更加清晰地理解和描述控制系统的逻辑顺序 ,提高设计效率和可靠性。同时,SFC的图形化表示方式也使得非专业人员更容 易理解和操作控制系统。
02 顺序功能图基本 元素
SFC培训课件

《sfc培训课件》xx年xx月xx日contents •SFC系统介绍•SFC系统基本原理•SFC系统高级功能•SFC系统实际应用案例•SFC系统发展趋势和挑战目录01 SFC系统介绍SFC系统是一种基于云计算、大数据和人工智能等技术的智能化管理平台,旨在为企业提供全方位的资源管理和业务流程优化服务。
SFC系统的英文全称为"Smart Facility Management",即智能设施管理,它代表了现代设施管理的新理念和新趋势。
SFC系统的含义一体化SFC系统能够将设施管理中的多种功能集成在一起,包括设备管理、维修保养、能源管理、安全监控等,实现一体化的设施管理。
智能化SFC系统采用了先进的人工智能技术,能够自动化、智能化地处理各种设施管理任务,提高管理效率和管理质量。
移动化SFC系统支持移动设备,可以随时随地进行设施管理,提高了管理的灵活性和便捷性。
SFC系统的特点建筑设施SFC系统可以应用于各种建筑设施中,如写字楼、商业中心、会展中心、体育场馆等,对设施进行智能化、一体化的管理和维护。
工业设施SFC系统也可以应用于各种工业设施中,如化工、石油、电力、制药等企业,对生产设备进行智能化、一体化的管理和维护。
公共设施SFC系统还可以应用于各种公共设施中,如交通枢纽、博物馆、图书馆等,对设施进行智能化、一体化的管理和维护。
SFC系统的应用场景02 SFC系统基本原理总结词:了解SFC系统的基本架构是掌握SFC系统的第一步详细描述:SFC系统采用模块化设计,主要包括调度器、控制器、执行器和通信模块。
调度器模块负责任务调度和资源分配,根据任务优先级和资源可用性进行调度策略的选择。
控制器模块控制SFC系统的运行,包括任务管理、数据流管理和异常处理等方面。
执行器模块负责任务执行,根据控制器的指令执行相应的操作。
通信模块负责各模块之间的通信和数据传输,包括任务调度信息、执行状态信息和控制指令等。
顺序功能图(SFC)PPT课件

智能家居系统中SFC应用前景
01
02
03
04
家庭自动化控制
通过SFC实现家居设备的自动 化控制和状态监测,提高家居
生活的便捷性和舒适度。
智能安防系统
利用SFC对安防系统中的各个 设备进行联动控制和状态监测
,提高家庭安全性。
智能照明系统
通过SFC实现照明设备的自动 化控制和场景切换,打造舒适
、节能的家居光环境。
使用标准符号
为了保持图表的一致性和 易读性,应使用标准的 SFC符号,如圆圈表示状 态,箭头表示转换等。
添加必要的注释
在图表中添加简短的文字 说明,有助于读者更好地 理解系统的行为。
实例演示:简单电路SFC绘制
电路状态定义
首先定义电路的各个状态,如“ 电源开启”、“灯泡亮起”等。
状态转换分析
分析在何种条件下电路会从一个状 态转换到另一个状态,例如按下开 关时,电路从“电源关闭”状态转 换到“电源开启”状态。
意义
通过SFC,可以更加直观地了解系统的行为,有助于发现潜在的问题和优化系统 的性能。同时,SFC也为工程师提供了一种通用的交流语言,方便不同领域之间 的沟通和协作。
02
顺序功能图(SFC)组成要素
步骤与动作
01
02
03
步骤
表示控制过程中某一阶段 的特定状态,用矩形表示 。
动作
在步骤内执行的具体操作 或任务,用文字或符号标 注在步骤内。
进行信号灯配时调整,提高交通效率。
03
多路口协同控制
利用SFC对多个路口的信号灯进行协同控制,实现区域交通的整体优化
。
电梯群控系统优化方案探讨
基于SFC的电梯群控策略
三菱PLC-----_SFC顺序功能图

可编程控制器
特点:
华侨大学电气工程与自动化系
12页
• 当转移条件满足时, 则会从上一个状态 转移到下一个状态, 而上一个状态自动 复位。
华侨大学电气工程与自动化系
24页
X7 X6 X5 X4 X3 X2 X1 X0 +24V COM
Y5 Y4 Y3 Y2 Y1 Y0 COM2 COM1
HL
原位指示
YV4 左移 YV3 右移 YV2 上移 YA 电磁铁
YV1 下移 QS
~
M8002
S0
起动 原位
X1 X6 Y5 X0 S21接近开关 左位a步3a
b
步3
a c
步3
b
步4
d
步6
e
步8
f
步4
d
步5
e
步6
f
步4
c
步5
g
步7
h
步9
i
步7
步8
g
步9
步5
d
步10
j
步10
h
可编程控制器
华侨大学电气工程与自动化系
22页
5.1 使用STL指令的编程方法
可编程控制器
原位指示 X6 X7 启动 停止 Y5
华侨大学电气工程与自动化系
X1 左限位 SQ1 Y3 右移 Y4 左移 SQ3 上限位 X3 X4 小球位 SQ4
32页
X0 车道 S20 T0 Y0
按钮
SFC培训课件资料

2024/1/27
10
03
SFC指令与功能详解
2024/1/27
11
基本指令介绍及使用方法
指令概述
简要说明SFC基本指令 的作用和重要性。
2024/1/27
指令格式
详细介绍每个基本指令 的格式和语法规则。
指令功能
使用方法
深入解析每个基本指令 的功能和实现原理。
12
提供基本指令的使用方 法和示例,包括输入、
控制程序的设计。
顺序控制程序的运行过程
03
详细解析程序从起始步到结束步的运行过程,以及各个步骤之
间的转换条件和状态变化。
16
复杂顺序控制程序优化策略
01
02
03
程序结构优化
通过合并、拆分或重组程 序结构,提高程序的可读 性和可维护性。
2024/1/27
转换条件优化
优化转换条件的判断逻辑 ,减少不必要的等待时间 和提高程序的执行效率。
7
编程语言及环境介绍
SFC编程语言概述
介绍SFC(Sequential Function Chart,顺序功能图)编程语言的基 本概念、特点和应用领域。
编程工具使用
介绍SFC编程工具的使用方法,包括 界面布局、功能菜单、代码编辑和调 试等。
编程环境搭建
详细讲解如何搭建SFC编程环境,包 括所需软件、硬件配置和安装步骤等 。
数据处理流程
演示系统如何处理用户输入的 数据,包括数据的存储、处理 和输出等过程。
登录流程
演示用户如何输入用户名和密 码进行登录,以及登录失败时 的处理方式。
2024/1/27
数据输入流程
演示用户如何输入数据,包括 数据的格式、输入方式和校验 方法等。
SFC系统概述ppt课件

根据用户需求变化,对系统进行功能扩展,满足用户新的业务需求。
数据迁移
在系统升级或扩展过程中,进行数据迁移工作,确保数据的完整性和安全性。
技术支持
在升级与扩展过程中,为用户提供必要的技术支持和指导服务。
06
SFC系统应用案例
案例一:某电商公司SFC系统应用
1 2
订单处理
通过SFC系统实现自动化订单处理,包括订单接 收、确认、分拣、打包等环节,提高处理效率。
系统优化
根据系统运行情况和用户需求 ,对系统进行性能优化和功能 完善。
系统监控
实时监控系统运行状态,包括 服务器、数据库、网络等关键 指标。
数据备份与恢复
定期备份系统数据,确保数据 安全;在数据丢失或损坏时, 及时进行数据恢复。
技术支持
为用户提供技术咨询、问题解 答等支持服务。
升级与扩展
版本升级
根据用户需求和技术发展,对系统进行版本升级,提升系统功能和性能。
运输执行
02
利用SFC系统实现运输执行过程的可视化管理,包括在途跟踪、
异常处理、签收反馈等。
数据分析
03
SFC系统提供丰富的数据分析功能,帮助物流公司优化运输方案
、降低成本、提高服务质量。
案例三:某制造企业SFC系统应用
生产计划
通过SFC系统制定生产计划,实现生产 资源的优化配置,提高生产效率。
质量管理
库存管理
利用SFC系统进行实时库存管理,确保商品信息 的准确性和及时性,避免超卖和缺货现象。
3
配送管理
SFC系统与物流公司对接,实现自动化配送管理 ,包括生成配送单、打印运单、发货跟踪等功能 。
案例二:某物流公司SFC系统应用
SFC系统概述优秀课件(2024)

10
顺序控制功能
2024/1/29
实现工艺流程的顺序控制
SFC系统能够根据预设的工艺流程,按照设定的顺序和时 间间隔,对各个执行机构进行精确的控制,确保生产过程 的顺利进行。
多级顺序控制
SFC系统支持多级顺序控制,可以实现复杂的工艺流程控 制,提高生产效率和产品质量。
灵活可变的控制策略
SFC系统的顺序控制策略可以根据实际生产需求进行灵活 调整和优化,以满足不同工艺流程的控制要求。
2024/1/29
13
人机交互功能
2024/1/29
图形化界面设计
SFC系统采用图形化界面设计,使得用户操作更加直观、便捷。
多语言支持
SFC系统支持多种语言界面切换,满足不同国家和地区用户的语言 需求。
远程监控与管理
SFC系统支持远程监控和管理功能,用户可以通过互联网或局域网 对系统进行远程访问和操作,实现远程故障诊断和维护。
易于维护
SFC系统的控制器、传感器和执行器等部件均采 用标准化接口,方便进行维护和更换。
ABCD
2024/1/29
可靠性高
SFC系统采用成熟的工业控制技术,具有较高的 稳定性和可靠性。
可扩展性强
SFC系统可以方便地增加或减少控制回路,适应 不同规模和需求的控制系统。
9
03
SFC系统主要功能
2024/1/29
探讨SFC系统的发展趋势和未来挑战
2024/1/29
4
SFC系统概述
2024/1/29
01
SFC系统的定义和组成
02
SFC系统的工作原理和运行机制
SFC系统的特点和优势
03
5
02
SFC系统基本原理
SFC培训课件

案例四:华为公司的sfc实践
• 华为公司概述:全球知名的通信设备制造商和技术解决方案提供商,提供电信网络、企业网络等解决方案 。
• 实施背景:华为公司为了提高供应链的敏捷性和响应速度,决定导入sfc来优化其全球供应链管理。 • 实施过程:华为公司通过与供应商建立紧密的合作关系,采用先进的供应链协同技术和工具,实现需求预
测、库存管理和物流协同。 • 最佳实践点:华为公司在sfc实施过程中,注重以下几个方面 • 供应商选择与评估:选择具有高度专业化、技术先进且质量可靠的供应商,并建立严格的供应商评估和考
核机制。 • 信息化协同:通过sfc平台实现与供应商之间的信息共享和实时更新,提高协同效率。 • 需求预测与计划协同:基于历史销售数据和市场需求预测,与供应商共同制定需求计划和库存策略,降低
运输成本控制
采取有效措施控制运输成本,包括 优化运输路线、降低运输损耗等。
03
sfc运营策略
客户服务策略
以客户为中心
了解客户需求,通过提供高质 量的服务和产品,建立和维护
与客户的长期合作关系。
服务标准化
制定清晰的服务标准和流程, 确保所有员工了解并遵循这些
标准。
培训与支持
提供客户服务技能培训,确保 员工具备解决客户问题的能力
购、库存管理和物流协同。 • 最佳实践点:戴尔电脑公司在sfc实施过程中,注重以下几个方面 • 供应商选择与评估:选择具有高度专业化、技术先进且质量可靠的供应商,并建立严格的供应商评估和考
核机制。 • 信息化协同:通过sfc平台实现与供应商之间的信息共享和实时更新,提高协同效率。 • 采购协同:通过集中采购和供应商管理,优化采购成本和降低库存成本。 • 物流协同:通过物流信息共享和运输协同,提高运输效率。
SFC系统介绍范文

SFC系统介绍范文SFC(Sequential Function Chart)系统是一种用于描述和控制连续过程的编程语言。
它在控制系统中被广泛应用,特别是在工业自动化领域。
SFC系统使用图形方式展示控制逻辑,并以连续性的方式执行操作。
SFC系统的基本构成单位是步骤(step),步骤是描述了具体操作和执行过程的基本单元。
每个步骤都有各自的入口条件(condition)、操作(actions)和出口条件(condition)。
入口条件是指触发该步骤执行的条件,出口条件是指执行完该步骤后是否要离开该步骤。
操作包括对变量的赋值操作、数据处理和控制指令等。
SFC系统的步骤之间可以通过连接线(transition)连接起来,形成一个有向图。
连接线上可以设置一些逻辑条件,当满足条件时,控制流会从当前步骤流转到下一个步骤。
这种方式可以实现与其他步骤之间的数据传递和流程控制。
1.图形化编程:SFC系统使用图形化的方式展示控制逻辑,更加直观和易于理解。
开发人员可以通过可视化工具,通过拖拽和连接方式创建步骤和连接线,而不需要像传统的文本编程那样逐个编写代码。
2.连续性执行:SFC系统的控制流是连续的,每个步骤按照顺序执行,并根据条件判断是否离开当前步骤。
这种方式可以确保控制系统按照预定的流程执行,从而实现更加稳定和可靠的控制。
3.高可扩展性:SFC系统可以很方便地进行功能扩展和修改。
开发人员可以在步骤和连接线上添加新的操作和条件,以满足不同的需求。
这种灵活性使得SFC系统在应对复杂控制逻辑时更加便捷。
4.易于调试和维护:SFC系统可以对步骤和连接线进行逐步调试,以验证控制逻辑的正确性。
此外,SFC系统可以将整个控制流程分割成小的模块,可以方便地进行修改和维护,提高了开发效率。
SFC系统在工业自动化领域有广泛的应用。
它可以应用于各种连续过程的控制,如生产线的自动化控制、机械设备的操作控制、能源系统的监控等。
SFC系统的优点在于它能够将控制逻辑直观地展示出来,使得开发人员和操作人员更容易理解和调试控制系统。
第一章 SFC顺序功能图教程
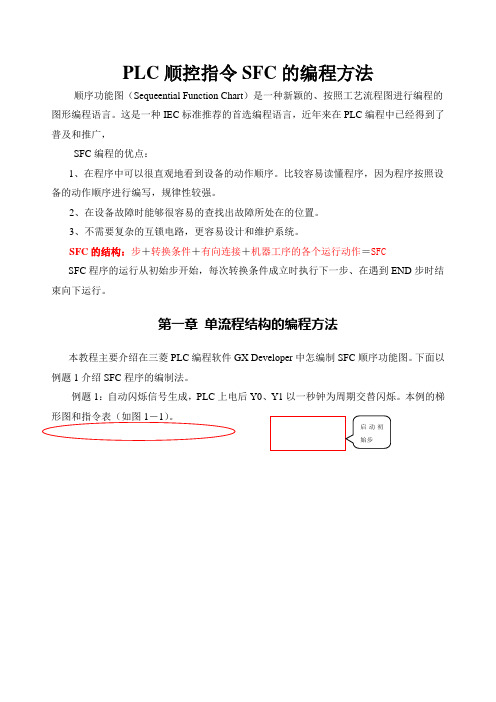
PLC顺控指令SFC的编程方法顺序功能图(Sequeential Function Chart)是一种新颖的、按照工艺流程图进行编程的图形编程语言。
这是一种IEC标准推荐的首选编程语言,近年来在PLC编程中已经得到了普及和推广,SFC编程的优点:1、在程序中可以很直观地看到设备的动作顺序。
比较容易读懂程序,因为程序按照设备的动作顺序进行编写,规律性较强。
2、在设备故障时能够很容易的查找出故障所处在的位置。
3、不需要复杂的互锁电路,更容易设计和维护系统。
SFC的结构:步+转换条件+有向连接+机器工序的各个运行动作=SFCSFC程序的运行从初始步开始,每次转换条件成立时执行下一步、在遇到END步时结束向下运行。
第一章单流程结构的编程方法本教程主要介绍在三菱PLC编程软件GX Developer中怎编制SFC顺序功能图。
下面以例题1介绍SFC程序的编制法。
例题1:自动闪烁信号生成,PLC上电后Y0、Y1以一秒钟为周期交替闪烁。
本例的梯形图和指令表(如图1-1)。
(A) (B)(C)图1-1 闪烁信号(A 梯形图 B 指令表 C SFC 程序)下面我们开始对图1-1(c)所示的SFC 程序进行一下总体认识一个完整的SFC 程序包括初始状态、方向线、转移条件和转移方向组成(如图1-1(c ))。
在SFC 程序中初始状态必须是有效的,所以要有启动初始状态的条件,本例中梯形图的第一行表示启动初始步,在SFC 程序中启动初始步要用梯形图,现在开始具体的程序输入。
启动GX Develop 编程软件,单击“工程”菜单,点击创建新工程菜单项或点击新建工初始状态符号转移符号+目标号方向线符号转移条件符号程按钮(如图1-2)。
图1-2 GX Develop 编程软件窗口弹出创建新工程对话框(如图1-3)。
我们主要是讲述三菱系列PLC ,所以在PLC 系列下拉列表框中选择FXCPU ,PLC 类型下拉列表框中选择FX2N (C ),在程序类型项中选择SFC ,在工程设置项中设置好工程名和保存路径之后点击确定按钮。
顺序功能图SFC

3) 应用实例
使用STL指令的编程方法
STL指令
步进梯形指令(Step Ladder Instruction)简称为STL指令,
如图所示。FX系列PLC还有一条使STL指令复位的RET指令。利用
(MPS/MRD/MPP),须在LD或LDI指令后使用栈指令,图a所示。
4. 状态的转移方法。对于STL指令后的状态(S),OUT指令和 SET指令具有同样的功能,都将自动复位转移源和置位转移目 标。但OUT指令用于向分离状态转移,而SET指令用于向下一个 状态转移。如图b所示。
(a)
(b)
使用步进指令需要说明的问题
M202 M203
Y0
T0 K40 T1 K60 Y2 T2 K50 Y2
2) 选择、并行序列的编程方式
选择序列的分支、合并编程方式 并行序列的分支、合并编程方式
M8002
M0
Y0
X0
M1
Y1
X1
M3
Y3
X4
M4
Y4
X5
M5
X7
M8
Y10
X10
X2
M2
Y2
X3
M6
Y6
X6 M7
M8002
M0
Y0
顺序功能图(SFC)
STL指令的编程方式 使用启保停电路的编程方式 以转换为中心的编程方式 几种编程方式比较
各种编程方式比较
;;
① 编程方式的通用性;起保停通用性最强
② 不同编程方式设计程序长度比较;用STL指令程序最短。
③ 电路结构及其其他方面的比较
SFC顺序功能图多流程结构的编程方法
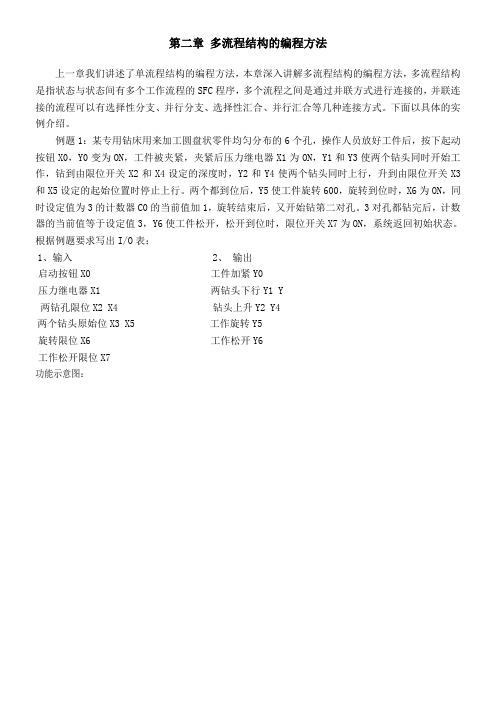
第二章多流程结构的编程方法上一章我们讲述了单流程结构的编程方法,本章深入讲解多流程结构的编程方法,多流程结构是指状态与状态间有多个工作流程的SFC程序,多个流程之间是通过并联方式进行连接的,并联连接的流程可以有选择性分支、并行分支、选择性汇合、并行汇合等几种连接方式。
下面以具体的实例介绍。
例题1:某专用钻床用来加工圆盘状零件均匀分布的6个孔,操作人员放好工件后,按下起动按钮X0,Y0变为ON,工件被夹紧,夹紧后压力继电器X1为ON,Y1和Y3使两个钻头同时开始工作,钻到由限位开关X2和X4设定的深度时,Y2和Y4使两个钻头同时上行,升到由限位开关X3和X5设定的起始位置时停止上行。
两个都到位后,Y5使工件旋转600,旋转到位时,X6为ON,同时设定值为3的计数器C0的当前值加1,旋转结束后,又开始钻第二对孔。
3对孔都钻完后,计数器的当前值等于设定值3,Y6使工件松开,松开到位时,限位开关X7为ON,系统返回初始状态。
根据例题要求写出I/O表:1、输入2、输出启动按钮X0 工件加紧Y0压力继电器X1 两钻头下行Y1 Y两钻孔限位X2 X4 钻头上升Y2 Y4两个钻头原始位X3 X5 工作旋转Y5旋转限位X6 工作松开Y6工作松开限位X7功能示意图:图1 新建SFC块图2 双击黑色块0图3 点击“梯形图”和“执行”图4 点击右边梯形图输入图5 按“F4”转换图6 双击“程序-MAIN”图7双击黑色块1图8 点击“SFC块”和“执行”图9 对步号0右边梯形图输入“RST C0”并按F4转换图10 对转换条件0右边梯形图输入X0转换条件分析:由题目要求我们可以在练习纸上编辑出顺序控制功能图(如图2-1)所示。
打开GX developer 软件,设置方法在第一章已经讲过,在此不再赘述。
本例中我们还是利用M8002作为启动脉冲,程序的第一块我们输入梯形图,按照上一章讲解的单序列SFC 程序输入方法。
本例中我们要求初始状态时要做些工作就是复位C0计数器,因此对初始状态我们做些处理,把光标移到初始状态符号处,在右边窗口中输入梯形图(如图2-2),接下来的状态转移程序的输入与第一章相同。
ABLogix5000处理器SFC顺序功能图编程应用
ABLogix5000处理器SFC顺序功能图编程应用编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(ABLogix5000处理器SFC 顺序功能图编程应用)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为ABLogix5000处理器SFC顺序功能图编程应用的全部内容。
AB Logix5000处理器 SFC顺序功能图编程应用江苏华电戚墅堰发电有限公司贡文明前言:本文从应用角度讲述了Logix5000系统的SFC功能和实际应用方法与技巧,当面对一个复杂的顺序控制时,采用SFC来实现逻辑控制是一个非常好的选择。
使用SFC来编写顺控程序速度并不会比使用梯形图快很多,但调试要比使用梯形图简单和方便许多。
由于Logix5000的SFC资料全为英文,并且相关的资料非常之少,给初次使用带来了许多不便,使用SFC最重要的是需要了解SFC的的工作原理和一些常用的操作命令,如S,N,P等在各种PLC上他们均基本一致,符合国际标准的定义.本文根据个人使用经验对SFC各语法定义和功能进行了详细描述,对SFC Action功能采用了Basic脚本语言进行了描述。
1.SFC语言概述IEC61131-3 SFC语言规定将复杂的程序分割为较小的可管理的单元,并描述在这些单元之间的控制流。
使用SFC语言,可以设计顺序和并行过程。
执行这些单元的时序取决于静态条件和动态条件。
一步接着一步地处理生产过程的行为特性特别适用于SFC语言。
SFC用步和转换条件构成程序段,步中通过定义操作实现对流程的操纵。
通过转换实现流程的按顺序前进.1.1 步 (Step)步是控制流程中相对独立的一组操作的集合.在步中可以定义任意数目的各种类型的操作,通过操作实现对流程的控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
訂單
分批 出貨單
批量
過 帳
戶
Invoice
ERP
2014/3/19
完入庫
銷貨出倉
SFC
資訊科技處
批量
零 頭
4
重工流程
品管
定義 重工流程
生 管
列印工單 列印重工單
製 造
回原製程, 帳目為正常帳
批量
正
拆批
1. 新工單 2. 重工流程單 3. 選取重工流程
重 正
重工 過帳
帳目為重工帳
正常 過帳
收回重工 流程單
富葵SFC系統重要流程暨架構說明
•系統重要架構說明 •重要作業流程說明
•重要結構說明
2014/3/19
資訊科技處
1
富葵SFC系統
成本報價
機台管理 標準工費率設定
ERP
工令管理
層別缺點分析
實際工時蒐集
層別報廢管理
工令結構 v.s Routing
訂單on WIP管理
成品報數管理
BOM
模治具管理
張耀升 課長
料號+版序+層別+途程序號
料號製程注意事項 PK PK PK PK PK PK 料號 版序 層別 標準途程代碼 途程序號 製程代碼 注意事項
料號+版序+層別
料號+版序+層別+途程序號
料號製程機台檔 PK PK PK PK PK 料號 版序 層別 途程序號 機台代碼 標準途程代碼 製程代碼 機台備註
2014/3/19
I2 I3 I4
I6
2014/3/19
資訊科技處
14
料件途程 V.S 過帳管理
過賬單明細檔 PK PK 單據編號 項目 相關單據編號 相關單據項目 備註 廠別 過帳前製程 過帳後製程 批號 料號 版序 層別 過賬前片型 過賬後片型 過帳數 報廢數 留存數 重工數 設備代碼 過賬前批號類型 過賬後批號類型 倉別 DateCode 前製程進站時間 重工途程 取消 取消人 取消日期 過帳前途程序號 過帳後途程序號 待廢單明細檔 PK PK 單據編號 項目 相關單據編號 相關單據項目 備註 廠別 提出製程 批號 料號 版序 層別 片型 報廢數量 缺點代碼 責任製程 判定人 外包商 外包項目 已取消 取消人 取消日期 提出製程序號 責任製程序號 重工單明細檔 PK PK 單據編號 項目 相關單據編號 相關單據項目 備註 廠別 製程 批號 料號 版序 層別 片型 數量 重工途程 缺點代碼 取消 取消人 取消日期 途程序號 拆批單明細 PK,I1 單據編號 PK 序號 原始單據編號 原始單據序號 備註 廠別 製程 批號 料號 版序 片型 層別 原始數量 拆批後數量 母批批號 當站重工 批量狀態 已取消 取消人 取消日期 途程序號 批號暫停單明細 PK PK 單據編號 序號 原始單據編號 原始單據序號 備註 廠別 途程序號 製程 批號 料號 版序 層別 片型 數量 已解除 解除人 解除日期
END
2014/3/19 資訊科技處 9
成品基板結構 V.S 各層別途程管理一
工單 S1 2-3層 工單 S2 4-5層 工單 S3 6-7層 工單 S4 8-9層
2014/3/19
工單 S5 工單 S0 外層 工單 S6
2-5層
6-9層
10資訊科技處 層板
10
成品基板結構 V.S 各層別途程管理二
ENG_標準製程子製程設指定檔 PK ENG_KeyID
ENG_標準製程機台明細檔 PK ENG_KeyID
FK1 ENG_RefKeyID ENG_系統製程代碼 ENG_子製程代碼 ENG_子製程名稱 ENG_製程注意事項 ENG_是否啟用 ENG_標準每日產能 ENG_標準日出量 ENG_最小安全存量 ENG_標準存量 ENG_最近前置時間 ENG_標準前置時間 ENG_是否暫停 ENG_起始時間 ENG_終止時間 ENG_CreateDate ENG_CreateEmpID ENG_Confirmed ENG_ConfDate ENG_ConfEmpID ENG_Canceled ENG_CancelDate ENG_CancelEmpID ENG_ModifyDate ENG_ModEmpID ENG_OwnerGrup
料號+版序+層別+途程序號
工程規範主檔 PK PK PK 料號 版序 層別 料號途程檔 客戶料號 建立日期 層數 基板長 基板寬 發料尺寸長inch 發料尺寸寬inch 成型尺寸長inch 成型尺寸寬inch PCS長inch PCS寬inch 小片數 小小片數 大片數 壓合次數 DoType 產品類別 製程類別 利用率 迴流板 Eco備註 PK PK PK PK 料號 版序 層別 途程序號 標準途程代碼 製程代碼 分類碼 製程種類 切板片數 已切板次數 排版數 成型尺寸片數 注意事項 製程標準時間 是否有備註
2014/3/19
資訊科技處
17
END Thank You
2014/3/19 資訊科技處 18
FK1 ENG_RefKeyID ENG_系統製程代碼 ENG_機台代碼 ENG_機台名稱 ENG_機台注意事項 ENG_是否啟用 ENG_標準每日產能 ENG_標準日出量 ENG_最小安全存量 ENG_標準存量 ENG_最近前置時間 ENG_標準前置時間 ENG_機台是否暫停 ENG_起始時間 ENG_終止時間 ENG_CreateDate ENG_CreateEmpID ENG_Confirmed ENG_ConfDate ENG_ConfEmpID ENG_Canceled ENG_CancelDate ENG_CancelEmpID ENG_ModifyDate ENG_ModEmpID ENG_OwnerGrup
工單 S1 2-3層 四層板工單 S5 外層工單 S0 外層 四層板工單 S6
合併工單流程單
工單 S2 4-5層 工單 S3 6-7層 2-5層
合併工單流程單
工單 S4 8-9層
2014/3/19
6-9層
10資訊科技處 層板
11
料號途程結構
料號子途程檔 PK PK PK PK PK 料號 版序 層別 途程序號 子製程代碼 標準途程代碼 製程代碼 子製程備註
資訊科技處
12
標準製程與機台管理
ENG_標準製程主檔 PK ENG_KeyID ENG_RefKeyID ENG_系統製程代碼 ENG_製程名稱 ENG_製程備註 ENG_歸屬部門 ENG_報表制程代碼 ENG_標準每日產能 ENG_標準日出量 ENG_最小安全存量 ENG_標準存量 ENG_最近前置時間 ENG_標準前置時間 ENG_每日PI上限 ENG_制程是否暫停 ENG_起始時間 ENG_終止時間 ENG_自動過帳 ENG_預過帳 ENG_允許留存 ENG_製程種類 ENG_製程群組代碼 ENG_列印否 ENG_CreateDate ENG_CreateEmpID ENG_Confirmed ENG_ConfDate ENG_ConfEmpID ENG_Canceled ENG_CancelDate ENG_CancelEmpID ENG_ModifyDate ENG_ModEmpID ENG_OwnerGrup
U1 U1 U1 U1
U1
2014/3/19
資訊科技處
16
入倉之批量報數管理
STK_倉庫資料維護 PK STK_倉別代碼 STK_倉別名稱 STK_線別 STK_存出倉類別 STK_暫停中 STK_生管完工倉
STK_成品倉主檔 PK,FK1 PK PK PK PK STK_倉別代碼 STK_批號 STK_報數型態 STK_料號 STK_版序 STK_DateCode STK_數量 STK_報數 STK_是否暫停 STK_入倉日期
I1 I1
I1 I2 I2 I2
I2 I3 I4
2014/3/19
資訊科技處
15
料件途程 V.S 組裝元件管理
ENG_料號途程檔 PK ENG_KeyID ENG_RefKeyID ENG_廠內料號 ENG_版序 ENG_層別 ENG_順序 ENG_製程代碼 ENG_分類碼 ENG_製程種類 ENG_切板片數 ENG_片型 ENG_排版數 ENG_成型尺寸片數ST乘開來 ENG_注意事項 ENG_製程標準時間 ENG_是否有備註 ENG_CreatDate ENG_CreatEmpID ENG_Confirmed ENG_ConfDate ENG_ConfEmpID ENG_Canceled ENG_CancelDate ENG_CancelEmpID ENG_ModifyDate ENG_ModEmpID ENG_OwnerGrup PK FK1 U1 U1 U1 U1 MM_Bom表 MM_KeyID MM_RefKeyID MM_Version MM_料號 MM_版序 MM_層別 MM_料號途程序號 MM_過帳計量單位 MM_系統製程代碼 MM_原物料料件編號 MM_單位用量 MM_備註 MM_CreatDate MM_CreatEmpID MM_Confirmed MM_ConfDate MM_ConfEmpID MM_Canceled MM_CancelDate MM_CancelEmpID MM_ModifyDate MM_ModEmpID MM_OwnerGrup
2014/3/19
資訊科技處
13
批量管制---依投料數自動分批
發料單主檔 PK,I1 單據編號 I2 單據日期 備註 作業人員 作業日期 單據狀態 已結案 發料型態 已取消 取消人 取消日期 報廢率 基板數 MassLam下料 起始批號 結束批號 總訂單投料數 途程形態 母批批號 對應工單號 發料單明細 PK,FK1,I1 單據編號 PK 序號 I5 訂單編號 訂單序號 備註 廠別 批號 料號 版序 層別 數量 預計繳庫日期 已取消 取消人 取消日期 片型 途程序號 製程代碼 換算PCS數 倉庫別 發料型態