压铸铝阳极氧化工艺研究
铝合金压铸件阳极氧化工艺流程

铝合⾦压铸件阳极氧化⼯艺流程本⽂摘⾃:《永世昌科技 >资讯中⼼ >⾏业新闻》铝材阳极氧化⼯艺流程:机械抛光——除油——⽔洗——化学抛光——⽔洗——阳极氧化——⽔洗——封闭—-机械光亮化学抛光商品:铝合⾦压铸件碱性抛光液阳极氧化商品:铝合⾦压铸件阳极氧化液铝合⾦压铸件阳极氧化⼯艺经过处理的铝合⾦压铸件,颜⾊美观、鲜艳、抗腐蚀性、耐磨性及绝缘性⾼于⼀般的铝铸件。
将铝铸件悬于适当的电解质溶液内,以此作阳极进⾏电解。
在电解过程中,⽔中的氢氧根离⼦在阳极放出电⼦成为⽔和新⽣态的氧,它使铝氧化成较厚的氧化铝膜,因为这个过程是⾦属制品作阳极被氧化的,所以叫做阳极氧化。
⼀、⼯艺1.预处理:铝合⾦压铸件在多次机械加⼯过程中,沾有较多的油脂、少量磨料、灰尘及有缺陷的氧化膜等,这些物质导电性差,不能进⾏阳极氧化,故需预先处理。
⽅法是⽤四氯化碳、三氯⼄烯、汽油或甲苯作清洗剂,将铝合⾦压铸件浸⼊,⽤⽑刷刷洗,然后风⼲,再浸⼊⽔中,多次清洗。
油去尽后,⽴即⽤热⽔冲洗。
如果表⾯⽣成⼀层⿊⾊的膜,还要放在32%的硝酸溶液浸泡20秒钟,以便除去⿊膜,最后⽤冷⽔冲洗⼲净。
浸⼊蒸馏⽔中,备作制氧化膜⽤。
2.阳极氧化:⑴硫酸电解液的配制:由硫酸和去离⼦⽔混合⽽成,此时溶液⽐重约为1.125-1.140。
有时为了获得防护性能好的氧极氧化膜,通常往硫酸电解液中添加少量草酸。
⑵氧化⼯艺:将线路仪表安装好,将要加⼯铝合⾦压铸件作阳极并全部浸⼊电解液中,然后接通电源,按下列⼯艺条件控制。
电解液温度控制在12-25℃,阳极电流密度1-2安/分⽶2,槽中电压13-23伏之间。
时间30-40分钟左右。
按上述⼯艺操作完毕,随时将铝合⾦压铸件从电解液中取出,把所沾的酸液⽤清⽔冲洗⼲净,低凹部分更应注意,否则会有⽩斑出现。
酸液清洗⼲净后,浸⼊清洁⽔中备⽤。
⼆、注意事项1.铝合⾦压铸件除油处理后,应⽴即进⾏氧化,不应放置过久。
铝件制作氧化膜时,要全部浸⼊电解液中,槽电压从头⾄尾要平稳⼀致,同⼀批产品,必须完全⼀致,这⼀点即使在染⾊时亦应遵循。
压铸铝的阳极氧化

压铸铝的阳极氧化压铸铝是一种常见的铝合金材料,具有优异的性能和广泛的应用领域。
为了进一步提升压铸铝的表面性能和耐腐蚀性,人们常常采用阳极氧化技术进行处理。
本文将介绍压铸铝的阳极氧化过程、优势及应用。
一、压铸铝的阳极氧化过程压铸铝的阳极氧化是指将压铸铝件作为阳极,在合适的电解液中通以直流电,使铝表面发生氧化反应,形成一层致密、均匀的氧化膜。
这一过程主要包括预处理、阳极氧化和封孔三个步骤。
1. 预处理:压铸铝件在进行阳极氧化前需要进行表面预处理。
首先,去除表面的油污、氧化皮等杂质,一般采用酸洗或碱洗等方法。
然后,进行除矽处理,以提高铝表面的洁净度和成孔性能。
2. 阳极氧化:在预处理完成后,将压铸铝件作为阳极,放置于含有硫酸、硫酸铝等电解液中。
通过通以直流电,在一定的电压和电流密度下,铝表面的阳极氧化反应开始进行。
经过一段时间的处理,铝表面就会形成一层致密、均匀的氧化膜,这一膜层具有良好的耐腐蚀性和装饰性能。
3. 封孔:经过阳极氧化后,铝表面的氧化膜一般会有微小的气孔。
为了提高膜层的耐腐蚀性,需要进行封孔处理。
封孔处理可以采用热水封孔、镍硬封孔等方法,使氧化膜的孔隙得到填充,提高密封性能。
压铸铝的阳极氧化具有以下几个优势:1. 提高耐腐蚀性:经过阳极氧化处理后的压铸铝,表面形成了一层均匀致密的氧化膜。
这一膜层具有良好的耐腐蚀性,能够有效防止压铸铝在潮湿、酸碱等腐蚀介质中的腐蚀,延长其使用寿命。
2. 提高表面硬度:阳极氧化膜的硬度较高,可达到150-500HV。
相比于未处理的压铸铝,阳极氧化处理后的压铸铝表面硬度大幅提高,能够提高其耐磨性和抗划伤性能。
3. 提高装饰性能:阳极氧化膜的颜色可以通过调整电解液成分和处理参数来控制,常见的有自然色、黑色、金色等。
这使得阳极氧化处理后的压铸铝具有更好的装饰性能,可以满足不同应用领域的需求。
4. 提高涂装附着力:经过阳极氧化处理后的压铸铝表面,形成了一层致密的氧化膜。
压铸铝合金 a380 阳极氧化

压铸铝合金 a380 阳极氧化
压铸铝合金A380是一种常用的铝合金材料,具有良好的机械性能和加工性能,因此在各种工业领域得到广泛应用。
而阳极氧化是一种表面处理工艺,通过在铝合金表面形成氧化膜来提高其耐腐蚀性、硬度和耐磨性。
首先,谈论压铸铝合金A380的特性。
A380铝合金具有优异的流动性和耐热性,适用于复杂形状的压铸件生产。
它还具有良好的机械性能,如强度和刚性,适用于制造汽车零部件、航空航天零部件等。
其次,讨论阳极氧化对A380铝合金的影响。
阳极氧化可以在A380铝合金表面形成致密的氧化膜,提高其耐腐蚀性和耐磨性,同时增加表面的硬度。
这种氧化膜还可以提供良好的绝缘性能,适用于一些需要绝缘的应用场合。
然后,谈论A380铝合金阳极氧化的工艺和应用。
通常的工艺包括预处理、阳极氧化、封孔等步骤,可以通过不同的工艺参数控制氧化膜的厚度和颜色。
A380铝合金经过阳极氧化处理后,广泛应用于汽车零部件、建筑材料、电子产品外壳等领域。
最后,可以讨论压铸铝合金A380阳极氧化后的优缺点。
阳极氧化能够显著提高A380铝合金的表面性能,但也可能对其尺寸和形状造成一定影响,需要在设计时加以考虑。
此外,阳极氧化处理也会增加生产成本和工艺复杂度。
综上所述,压铸铝合金A380经过阳极氧化处理后能够获得良好的表面性能,但在实际应用中需要综合考虑材料特性、工艺要求和成本等因素。
压铸件阳极氧化处理
压铸件阳极氧化处理压铸件阳极氧化处理是一种常见的表面处理工艺,可以提高压铸件的表面硬度、耐腐蚀性和耐磨性。
本文将详细介绍压铸件阳极氧化处理的原理、工艺流程和应用。
一、压铸件阳极氧化处理的原理压铸件阳极氧化处理是通过在压铸件表面形成一层致密的氧化膜来改善其性能。
阳极氧化是指在电解液中,将压铸件作为阳极,通过外加电流的作用,在压铸件表面形成一层氧化膜。
氧化膜主要由氧化铝组成,具有良好的耐腐蚀性、绝缘性和耐磨性。
1. 预处理:将压铸件进行清洗,去除表面的油污、灰尘等杂质,以保证氧化膜的质量。
2. 阳极氧化:将清洗干净的压铸件浸泡在含有氧化剂的电解液中,作为阳极,通过外加电流进行氧化处理。
电解液的成分和处理条件会影响氧化膜的性能。
3. 封孔处理:在阳极氧化后,需要对氧化膜进行封孔处理,以提高其耐腐蚀性。
封孔处理一般采用热水封孔或镀膜封孔两种方法。
4. 清洗:将封孔处理后的压铸件进行清洗,去除电解液残留物,以免影响产品的使用。
5. 检验:对处理后的压铸件进行检验,主要包括外观检查、氧化膜厚度测量、耐蚀性测试等。
三、压铸件阳极氧化处理的应用压铸件阳极氧化处理广泛应用于各种铝合金压铸件,如汽车零部件、电子产品外壳、家具配件等。
阳极氧化处理可以改善压铸件的表面硬度和耐腐蚀性,延长其使用寿命。
此外,氧化膜具有一定的绝缘性,可以用于电子产品外壳的绝缘保护。
压铸件阳极氧化处理具有以下优点:1. 提高表面硬度:氧化膜硬度高于基材,可以提高压铸件的抗划伤性能。
2. 增加耐腐蚀性:氧化膜具有良好的耐腐蚀性,可以有效防止压铸件在潮湿环境下发生腐蚀。
3. 提高耐磨性:氧化膜具有一定的耐磨性,可以减少压铸件在摩擦接触中的磨损。
4. 美观效果好:经过阳极氧化处理的压铸件表面光滑、均匀,具有一定的装饰效果。
总结:压铸件阳极氧化处理是一种常见的表面处理工艺,通过在压铸件表面形成一层致密的氧化膜来提高其性能。
其工艺流程包括预处理、阳极氧化、封孔处理、清洗和检验等步骤。
压铸铝阳极氧化工艺
压铸铝阳极氧化工艺压铸铝阳极氧化工艺是一种对铝合金表面进行防腐和装饰处理的常用方法。
本文将介绍压铸铝阳极氧化工艺的步骤、特点以及一些需要注意的事项,以帮助读者更好地理解和应用该工艺。
压铸铝阳极氧化的步骤一般包括预处理、表面处理、阳极氧化、封孔和后处理等几个过程。
首先,对于待处理的铝合金件,需要进行去油、去污和除氧等预处理工作,以确保表面的清洁度和光滑度。
其次,进行表面处理,常见的方法有喷砂、化学抛光等。
这些处理能够让铝合金表面形成一层均匀、牢固的氧化膜,为后续阳极氧化提供良好的基础。
接下来是压铸铝阳极氧化的关键步骤,即阳极氧化过程。
将处理好的铝合金件作为阳极,通过电解的方式在硫酸电解液中进行氧化反应。
在阳极氧化过程中,铝合金件表面的氧化膜会逐渐形成并增厚,从而提供了抗腐蚀、电绝缘、耐磨等性能。
这个过程的关键是控制氧化膜的厚度和均匀性,以及控制电流和电压等参数,确保氧化膜能够达到预期的效果。
完成阳极氧化后,还需要进行封孔处理,以提高氧化膜的密封性和耐腐蚀性。
一般采用热水封孔或镍钝化等方法进行处理。
最后是后处理,包括清洗和干燥等环节,以确保产品的质量和美观度。
压铸铝阳极氧化工艺具有以下几个特点。
首先,该工艺能够使铝合金表面形成一层均匀、致密的氧化膜,具有良好的抗腐蚀性和耐磨性。
其次,氧化膜的厚度和颜色可以通过控制工艺参数进行调节和改变,满足不同需求。
此外,该工艺对环境友好,不产生有害物质,符合环保要求。
在进行压铸铝阳极氧化时,还需注意一些事项。
首先,要选择适合的氧化电解液和工艺参数,以确保氧化膜的质量和均匀性。
其次,要注意控制电流和电压,避免过大或过小对氧化膜产生负面影响。
此外,还要注意控制处理时间,过长可能导致氧化膜变厚或堆积不均匀。
总结起来,压铸铝阳极氧化工艺是一种常用的铝合金表面处理方法,通过预处理、表面处理、阳极氧化、封孔和后处理等过程,能够使铝合金件表面形成具有良好防腐和装饰效果的氧化膜。
压铸铝合金硬质阳极氧化后表面硬度
压铸铝合金硬质阳极氧化后表面硬度英文回答:Anodizing is a process commonly used to enhance the surface hardness of aluminum alloys. It involves creating a thick, porous oxide layer on the surface of the aluminum through an electrochemical reaction. This oxide layer provides several benefits, including increased hardness, improved corrosion resistance, and enhanced aesthetic appearance.The hardness of the anodized surface is determined by several factors, including the alloy composition, anodizing parameters, and post-treatment processes. Aluminum alloys commonly used in die casting, such as ADC12 or A380, can achieve a surface hardness of around 300 to 500 HV (Vickers hardness) after anodizing. The exact hardness can vary depending on the specific alloy and anodizing conditions.The anodizing process begins with cleaning andpreparing the aluminum surface to remove any contaminants. It is then immersed in an electrolytic bath and subjected to a direct current. The current causes oxygen ions to combine with the aluminum atoms, forming a layer of aluminum oxide on the surface. This oxide layer grows into a porous structure, which can be further sealed to enhance its corrosion resistance and improve the surface hardness.The sealing process involves closing the pores in the anodized layer by hydrothermal treatment or chemical sealing. This step is crucial for improving the corrosion resistance and hardness of the anodized surface. The sealing process can also enhance the surface appearance and provide additional protection against wear and tear.In addition to the alloy composition and anodizing process, the thickness of the anodized layer can alsoaffect the surface hardness. Thicker anodized layers generally result in higher hardness values. However, it is important to note that excessive thickness can lead to cracking or peeling of the anodized layer, compromising its integrity.In summary, the surface hardness of anodized aluminum alloys used in die casting can typically range from 300 to 500 HV. This hardness is achieved through the formation of a porous oxide layer on the surface, followed by sealing to enhance its properties. The specific hardness value can vary depending on factors such as alloy composition, anodizing parameters, and post-treatment processes.中文回答:阳极氧化是一种常用的提高铝合金表面硬度的工艺。
压铸铝硬质阳极氧化

压铸铝硬质阳极氧化嘿,朋友们!今天咱来聊聊压铸铝硬质阳极氧化这档子事儿。
咱就说这压铸铝啊,那可是个好家伙!它轻便又坚固,用处可大了去了。
那为啥还要给它来个硬质阳极氧化呢?这就好比给一个厉害的战士穿上了一层坚不可摧的铠甲呀!你想想,经过这道工艺处理后,那压铸铝制品的表面就变得超级耐磨耐腐蚀。
就好像给它打了一针“强大剂”,让它能在各种恶劣环境下都能稳稳当当的。
这可不是我瞎吹,你看看那些用了很久的经过硬质阳极氧化的压铸铝制品,是不是还跟新的差不多?而且啊,这处理后的表面还特别美观。
就像一个人精心打扮了一番,变得更加吸引人啦!颜色也可以有很多种选择呢,想要啥色就有啥色,多酷啊!咱再打个比方,这压铸铝硬质阳极氧化就像是给压铸铝做了一次高级美容护理。
让它从平平无奇变得闪闪发光,这不就是丑小鸭变天鹅嘛!处理后的压铸铝制品,用在汽车上,那汽车就更帅气了;用在电子产品上,那电子产品也瞬间高大上了。
你说这工艺神奇不神奇?它就像是一个魔法,能让压铸铝发生翻天覆地的变化。
那这魔法是怎么施展的呢?这可就有讲究啦!可不是随随便便就能弄好的。
得有专业的设备和技术,就像大厨做菜一样,得有好的工具和手艺才能做出美味佳肴。
这里面的门道可多了去了,温度啊、时间啊、溶液浓度啊等等,都得把握得恰到好处。
要是有一点差错,那可就前功尽弃啦!所以啊,做这个可得小心翼翼的,就像走钢丝一样,得稳稳当当的。
咱普通人虽然不做这个,但了解了解也挺有意思的呀!说不定哪天你就看到一个经过压铸铝硬质阳极氧化处理的东西,你就可以跟别人炫耀说:“嘿,我知道这是咋弄出来的!”那多有面子啊!总之呢,压铸铝硬质阳极氧化这事儿,真的很值得我们去了解和关注。
它让我们的生活变得更加美好,让那些压铸铝制品更加耐用、美观。
咱可得好好珍惜这些经过特殊处理的好东西呀!它们可是凝聚了很多人的智慧和努力呢!所以,大家可别小瞧了这看似普通却实则了不起的压铸铝硬质阳极氧化哦!。
铝铸造件、铝压铸件彩色阳极氧化

铝铸造件、铝压铸件彩色阳极氧化一、铝件阳极氧化简介:铝及铝合金阳极氧化是应用最广与最成功的技术,也是研究和开发最深入与最全面的技术。
铝的阳极氧化膜具有一系列优越的性能,可以满足多种多样的需求,因此被誉为铝的一种万能的表面保护膜。
膜层具有耐磨、耐蚀、耐晒、不易褪色的特点,不与有机试剂发生化学反应。
铝件阳极氧化原理:铝及其合金在相应的电解液和特定的工艺条件下,由于外加电流的作用下,在铝制品(阳极)上形成一层氧化膜的过程。
目前铝件阳极氧化分为2大类:一是含铜、硅非常低的6061等6系铝型材,阳极氧化工艺已经成熟,表面可以做成黑色和彩色,但致命缺点是这些材料不能用于重力铸造和压力铸造。
二是含铜、硅非常高的材料,诸如ZL111重力铸造材料和ADC12压力铸造材料,为保证合金的流动性能,含硅量一般在3%以上。
铝合金中含量较高的铜、硅元素会在阳极氧化过程中析出表面,呈现黑斑现象,影响工件表面染色,特别是彩色由于色浅无法遮盖黑斑,导致外观很差。
到目前为止,国内表面处理技术工作者经过很长时间工艺试验仍未找到好的工艺方法来解决表面黑斑问题。
因此,对于含铜、硅较高的铝件阳极氧化,虽有几家能做黑色膜层,但外观一般,至于彩色氧化仍是空白。
二、重力铸造、高压铸造产品阳极氧化与喷漆对比:1、漆膜为有机膜,主要成膜物质为树脂,阳极氧化膜为无机膜,膜层是在金属基体上生长出来的致密三氧化二铝膜层。
因此,氧化膜能客观地反映工件本来的表面状态,通过化学抛光方法可以获得漂亮的外观;而油漆由于遮盖了本来的状态,只是简单地反映出油漆外观;2、耐蚀性:阳极氧化膜可以有效保护铝基体不受腐蚀,其NSS试验达到720小时以上;3、硬度和耐磨性:阳极氧化膜的硬度比铝基体高得多,基体的硬度为HV100,普通阳极氧化膜的硬度约HV150,硬质阳极氧化膜的硬度约HV300,而漆膜硬度则无法比,一般漆膜是铅笔硬度H或2H。
因此,在现有生产条件下,氧化膜不会被划伤,避免了漆膜划伤后需补漆的工耗;4、装饰性:阳极氧化膜可保护抛光表面的金属光泽,阳极氧化膜可以染色和着色,获得和保持丰富多彩的外观。
压铸铝产品阳极氧化工艺
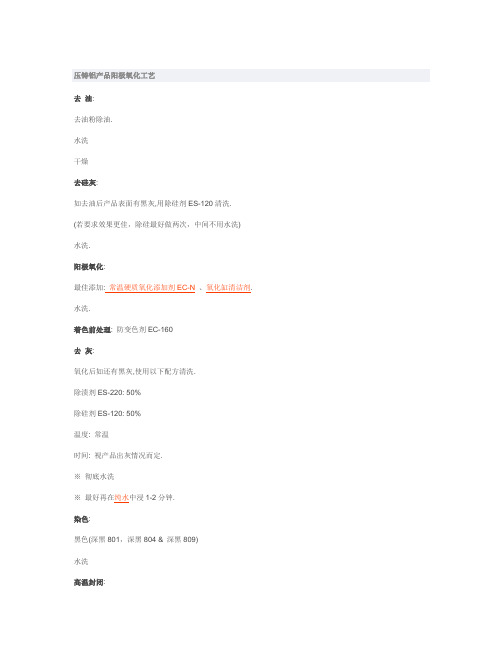
去油:
去油粉除油.
水洗
干燥
去硅灰:
如去油后产品表面有黑灰,用除硅剂ES-120清洗.
(若要求效果更佳,除硅最好做两次,中间不用水洗)
水洗.
阳极氧化:
最佳添加:常温硬质氧化添加剂EC-N、氧化缸清洁剂. 水洗.
着色前处理: 防变色剂EC-160
去灰:
氧化后如还有黑灰,使用以下配方清洗.
除渍剂ES-220: 50%
除硅剂ES-120: 50%
温度: 常温
时间: 视产品出灰情况而定.
※彻底水洗
※最好再在纯水中浸1-2分钟.
染色:
黑色(深黑801,深黑804 & 深黑809)
水洗
高温封闭:
热封闭盐SE-800添加防灰剂ED-58同时使用,效果极佳。
如要求耐盐碱腐蚀,可用中温封闭剂SY-3。
如不染色,常温封闭:
常温封闭盐EC-3封闭.。
ZL301铸造铝合金硬质阳极氧化工艺研究_顾琳
第37卷 第3期 2008年6月 表面技术 Vo.l 37 N o .3 Jun .2008 S URFACE TECHNOLOGYZL301铸造铝合金硬质阳极氧化工艺研究顾琳,魏晓伟(西华大学材料科学与工程学院,四川成都610039)[摘 要] 采用自制的电源设备和氧化装置对铸造铝合金ZL 301在4种不同电解液中的硬质阳极氧化进行了研究。
探讨了氧化膜层厚度与硬度、膜的生成电压的关系,得到ZL301脉冲阳极氧化最佳工艺方案。
采用该工艺方案,阳极氧化过程中膜的生成电压较其他3种方案低,膜层光滑且致密。
膜层厚度大于60L m,平均硬度HV \300。
[关键词] 铸造铝合金ZL 301;硬质阳极氧化;氧化膜[中图分类号]TG174.451;TQ153.6[文献标识码]A[文章编号]1001-3660(2008)03-0055-03Hard Anodi c Oxi dati on T echnol ogy for Cast ZL 301A lloyGU L in ,WEI X iao-wei(D epart m en t o fM aterials Sc i e nce and Eng i n eering ,X i h ua Un i v ersity ,Chengdu 610039,China)[Abstract] The har d anod ic ox i d ation coati n g of cast ZL301alloy w as i n vesti g ated i n four d ifferen t so l u ti o ns w ith spec ial apparatus .The relati o ns be t w een the ox ide fil m and the hardness of fil m s -f o r m i n g vo ltages of the har d anodic fil m s w ere discussed ;the opti m um techno logy m e t h od of ZL301pulse anod ic ox i d ation w as obtained.A fter apply i n g th is tech -no logy m ethod ,the voltage o f fil m is lo w er than others dur i n g the pr ocess o f anodic ox idation.The fil m is s m ooth and co m pac.t The thickness of fil m is greater than 60L m;the average V ickers hardness o f fil m s is equal o r greater t h an 300HV.[K ey w ords] Cast ZL301alloy ;H ard anod ic ox i d ation ;Ox ide fil m[收稿日期]2008-03-29[作者简介]顾琳(1983-),女,辽宁鞍山人,硕士,主要从事铝合金表面处理方面的研究。
压铸铝阳极氧化添加

压铸铝阳极氧化添加压铸铝阳极氧化是一种通过电化学方法在压铸铝件表面形成一层氧化膜的表面处理工艺。
这种氧化膜具有较高的硬度和耐磨性,可以提高铝件的抗腐蚀性能和表面硬度,同时还能改善铝件的外观质量。
压铸铝是一种常用的铝合金材料,具有轻质、高强度和良好的导热性能等优点,广泛应用于汽车、航空航天、电子通信和家电等领域。
然而,由于铝的表面容易与氧气发生反应生成氧化膜,导致铝件的表面粗糙和氧化,影响了铝件的使用寿命和外观质量。
为了解决这一问题,人们采用了压铸铝阳极氧化的技术。
压铸铝阳极氧化的过程主要包括清洗、阳极处理和封孔三个步骤。
首先,需要对铝件进行清洗,将表面的油污和杂质清除干净,以保证阳极氧化的效果。
然后,将铝件作为阳极,放置在电解槽中,并加入适量的硫酸、硫酸铜等电解液。
在电解槽中,阳极氧化的过程是通过施加电流使铝件表面发生氧化反应,形成氧化膜。
最后,将形成的氧化膜进行封孔处理,以提高氧化膜的耐腐蚀性能和硬度。
压铸铝阳极氧化的主要作用是增加铝件的抗腐蚀性能。
由于氧化膜本身具有一定的耐腐蚀性能,可以阻止铝在大气中与氧气发生反应,从而保护铝件的表面。
此外,阳极氧化还可以使铝件的表面形成一层均匀的氧化膜,增加铝件的表面硬度和耐磨性,改善铝件的机械性能。
此外,压铸铝阳极氧化还可以改善铝件的表面质量,使其具有较好的光泽和平滑度,提高产品的外观质量。
除了以上的优点,压铸铝阳极氧化还具有一些其他的特点。
首先,压铸铝阳极氧化的过程相对简单,操作方便,不需要复杂的设备和工艺,适用于大规模生产。
其次,阳极氧化的膜层厚度可以根据需要进行调节,可以在一定范围内控制膜层的厚度。
此外,压铸铝阳极氧化还可以与其他表面处理工艺相结合,如染色、封孔等,以获得更好的表面效果和性能。
然而,压铸铝阳极氧化也存在一些局限性。
首先,阳极氧化的过程中会产生一定的废水和废气,对环境造成一定的污染。
其次,阳极氧化的膜层厚度有一定的限制,一般不超过几十微米,难以满足一些特殊领域的需求。
铸铝 阳极氧化

铸铝阳极氧化一、引言铸铝作为一种轻质、耐腐蚀、易加工的金属材料,在工业生产中得到了广泛应用。
为了提高铸铝的耐腐蚀性、硬度、耐磨性等性能,人们常常对其进行表面处理。
其中,阳极氧化是一种常用的表面处理方法,通过在铸铝表面形成一层氧化膜,可以有效提升铸铝的综合性能。
本文将详细阐述铸铝阳极氧化的原理、工艺、性能优势以及应用领域。
二、铸铝阳极氧化的原理阳极氧化是一种电化学过程,将铸铝制品作为阳极,置于电解液中,在特定的工艺条件下进行通电处理。
在电场作用下,铸铝表面的铝原子失去电子成为铝离子,与电解液中的氧离子结合生成氧化铝。
这层氧化铝膜具有多孔性,可以通过后续处理进一步增加其厚度和硬度,从而提高铸铝的耐腐蚀性、耐磨性和绝缘性能。
三、铸铝阳极氧化的工艺流程1. 预处理:对铸铝表面进行清洗,去除油污、杂质和氧化皮等,确保表面干净、平整。
2. 阳极氧化:将预处理后的铸铝制品放入电解液中,作为阳极进行通电处理。
电解液通常选用硫酸、草酸、铬酸等酸性溶液。
在电场作用下,铸铝表面生成一层氧化铝膜。
3. 封孔处理:阳极氧化后形成的氧化铝膜具有多孔性,需要进行封孔处理以提高其耐腐蚀性和耐磨性。
常用的封孔方法有热水封孔、蒸汽封孔、金属盐封孔等。
4. 后处理:根据需要对阳极氧化后的铸铝制品进行染色、电泳涂装等后处理操作,以增加产品的美观性和附加值。
四、铸铝阳极氧化的性能优势1. 耐腐蚀性:阳极氧化膜能有效隔绝铸铝与外界环境的接触,防止铝材受到腐蚀和氧化,延长产品使用寿命。
2. 硬度与耐磨性:阳极氧化膜具有较高的硬度和耐磨性,能有效抵抗外界划痕、摩擦和冲击,保护铸铝表面免受损伤。
3. 绝缘性能:氧化铝膜具有良好的绝缘性能,可广泛应用于电子、电气等领域。
4. 美观性:阳极氧化后的铸铝表面可呈现出多种颜色和光泽度,增加产品的美观性和附加值。
同时,阳极氧化膜的多孔性为后续的染色和涂装提供了良好的条件。
5. 生物相容性:经过阳极氧化的铸铝表面具有良好的生物相容性,可用于医疗器械和人体植入物等领域。