总装工艺卡模板
发动机装配工艺卡

2
3
依次用活塞环装卸钱安装第二 活塞环装卸 道气环,第一道气环,切勿颠倒安 钳 装。如有标记安装时,应将有标记 (HYR、HY、CSR、TLK、ALS、H、R 等)的一面朝上(活塞头部方向) 。
4
安装后,用手轻轻旋转各环, 应平滑无卡滞现象。 பைடு நூலகம்写《发动机质量跟踪卡》 。
5
项目 1 2 3 4 5
数量 4 8 4 4 4
发动机总装工艺卡
1 总装工艺卡 工序号 1 操作内容 将衬簧装入活塞油环槽内。 注:衬簧开口不能重叠。 注 注:所有活塞环在安装时,必 须从活塞头部向下安装到对应的活 塞环槽内。 将下刮环一端卡入环槽,且用 大拇指按住刮环端口位置,另一只 手大拇指顺其侧面滑入环槽内,然 后用同样方法装入上刮环。 共2页 第1页 工具和设备
3 3 、 4
7 8
项目 1 2 3 4
数量 2 4 2 4
零件编号 50001 50002 50003 50004
零件名称 活塞连杆总成 连杆轴瓦 连杆瓦盖 螺母
分组号 15450 15450 15450 15450
装配 名称
活塞连杆组安装在曲轴上
关键项
工艺编号
316-05
8
发动机总装工艺卡
6 总装工艺卡 工序号 1 操作内容 清理缸盖和缸体表面并将导向 销放入螺栓孔。 将气缸垫对应导向销放在缸体 上。 将缸盖对应导向销放在气缸垫 上。 取出导向销, 安装螺栓平垫圈, 在平垫圈表面加机油。 装配缸盖螺栓,手工拧入 3~4 扣。 注:如左图为螺栓手工拧紧顺 序 6 用气扳机预紧螺栓,启动拧紧 机拧紧螺栓至规定力矩。 填写《发动机质量跟踪卡》 ,进 入下一道工序。 气扳机 拧紧机 机油壶 共1页 第1页 工具和设备 导向销
装配实用工艺过程卡和工序卡

注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
工艺卡片模板
工艺卡片模板Mechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX:XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number SignatureDesigned (Date)DateReviewed (Date) Standardized (Date) Countersigned (Date) Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)Reviewed (Date)SignedStandardized (Date)Countersigned (Date)Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Total Pages:n Name:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:XXX:XXX Model:Fixture Number:XXX:Standard Final Piece:XXX:XXX:n:Bottom Drawing Number:XXX:Step Number:1Main Spindle Cutting Speed:m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)DateReviewed (Date)Standardized (Date)Countersigned (Date)Marking Change File Number机械加工工序卡片产品型号:______ 产品名称:______ 零件图号:______ 零件名称:______车间:______ 毛坯种类:______ 设备名称:______ 设备型号:______共页:______ 工序号:______ 每毛坯可制作件数:______ 设备编号:______夹具名称:______ 工位器具名称:______ 材料牌:______每台件数:______ 同时加工件数:______ 切削液:______ 煤油:______工序工时:______ 夹具编号:______ 工位器具编号:______准终单件:______ 进给:______ 描图:______ 描校:______底图号:______ 装订号:______工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号注:删除了明显有问题的段落,对每段话进行了小幅度的改写,使其更加清晰明了。
模具装配工艺设计卡
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
市第一水泵厂
..
装配工序卡片
..范文
产品型号 产品名称
..
GD
管道泵
零件图号 零件名称
共2页 第2页
工序号 Ⅳ 工序名称
.
总装
车间 装配 工段 总装 设备
.. .
工序工时
工
步
工步
容
号
1 ①将 O 形密封圈 2)套入泵盖;
.
.. .
五金冲压模
装配工艺卡片
班级
学号
2010 年 月 日
..
..范文
..
.
.. .
×××厂
装配工艺过程卡片
工 工序
序 号
名称
工序
容
Ⅰ 装配 领件、清洗、检查
Ⅱ 部装 叶轮、机械密封、泵盖与电机组装
Ⅲ
双头螺栓等与泵体组装
Ⅳ 总装 总装
产品型号 产品名称
零件图号
零件名称
共 页 第页
装配 部门
设备及工艺装备
工
步
工步
容
号
3 按图检查叶轮跳动,不得大于 0.08。
..
..范文
工艺装备
百分表及表架
工时
辅助材料
定额
min
设计(日期) ..
审核(日期)
会签(日期)
.
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
武新
06.09.18
XX 厂
装配工序卡片
工序号 Ⅲ 工序名称 双头螺柱、紧定螺钉与泵体组装 车间
(在检查之前,各台泵的零件不得互换)。如属装配问题,则应按装配工序重新 装配,并送试验部门重试。重试后再执行本工序;如属零件加工或铸件质量问题, 应送有关人员鉴定,以确定该零件是否回用或报废。
装配工艺过程卡和工序卡
共2页
产品名称
注塑模
部件名称
动模板
第2页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
1-M8 22螺栓2-型芯13-动模板4-导柱5-型芯2
装配工艺卡片
产品型号
CI1518
部件图号
J30-1
共2页
产品名称
注塑模
部件名称
推出机构
第1页
车间
装配
装配部分
推杆固定板、推板、推杆、拉料杆、复位杆
装配工艺附图
产品型号
CI1518
部件图号
J50-1
共2页
产品名称
注塑模
部件名称
模架
第2页
车间
总装
装配部分
定模座、动模板、推出机构、动模座
工序号
50
工序名称
总装模架
工序号
30
工序名称
装配推出机构
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
31
清理、去毛刺
棉纱、机油、锯条
32
找正
33
将6根φ6的推杆,1根拉料杆放入动模板上相应的推杆孔内。
(保证推杆、拉料杆与推杆固定板的垂直度,垂直精度为0.02)
34
将4根复位杆放入推杆固定板上的4个相应的孔。(保证复位杆与推杆固定板的垂直度,垂直精度为0.02,复位杆与推杆固定板为φ12F7/h6过渡配合)
装配工艺过程卡片
产品型号
CI1518
部件图号
工序卡片模板(夹具用)
校对 会签 审定
批准
第9页 共 45 页
机械加工工序卡片
产品代号或型号 16PA6-STC
部套号
工序名称
粗铣底面
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 10
切削深度 切削参数 进给量 刀具编号
部套号
工序名称
划线
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 5
切削深度 切削参数 进给量 刀具编号
(mm)
(r/min) (mm/r)
编制 日期
更改 标记
更改 数量
综合工艺卡片工序号0车间号车体工段号工序名称设备工序工时min名称工装名称编号铸造机二5粗洗底面x51机二10精洗底面x51机二15粗铣侧面x60机二20精铣侧面x60机二25钻20孔z3025机二30扩孔至25z3025机二35镗26孔t68机二40镗30孔t68机二45钻底面16孔z3025机二50钻侧面12孔z3025机二55钻上面20孔z3025车体60检查探伤机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag离心泵壳体ht200壳体abaob102工序名称钻孔设备型号设备名称摇臂钻床设备编号车间号工段号工序号0程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共1页日期日期日期第1页机械加工工序卡片产品代号或型号lxbkt部套号材料ht200材料硬度工时min零件名称壳体零件号工序名称镗孔设备型号t68设备名称卧式镗床设备编号车间号工段号工序号程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第4页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第5页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第6页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob
工艺流程卡模板

工艺流程卡模板工艺流程卡是一种用于记录和传递生产工艺信息的重要文档。
它包含了从原材料准备到最终成品制作的详细工序和操作要求。
在生产过程中,工艺流程卡扮演着指导作用,帮助生产人员准确无误地完成各项工作。
下面是一个工艺流程卡的模板示例,旨在帮助企业制定自己的工艺流程卡。
工艺流程卡模板1. 产品信息•产品名称:•产品代码:•规格型号:•客户要求:2. 原材料准备•原材料代码:•采购批次号:•数量:3. 工艺要求•工艺步骤:•操作要求:•产品缺陷:•质量控制点:4. 设备与工具•设备名称:•编号:•清洁要求:5. 工序流程工序1:•工序名称:•操作者:•准备时间:•操作步骤:1.步骤1:2.步骤2:3.步骤3:•检验要求:工序2:•工序名称:•操作者:•准备时间:•操作步骤:1.步骤1:2.步骤2:3.步骤3:•检验要求:(继续添加更多工序)6. 检验与测试•检验项目:•检验方法:•标准要求:•检验结果:7. 包装与储存•包装要求:•标签要求:•储存条件:8. 工艺确认与批准•工艺制定者:•工艺审核者:•工艺批准者:结论工艺流程卡是企业管理生产过程中不可或缺的文档,它详细记录了产品制造过程中的所有工序和操作要求。
通过使用工艺流程卡,企业可以提高生产工作的准确性和一致性,避免因操作失误导致的质量问题。
同时,工艺流程卡也为质量管理人员提供了重要的数据来源,可以用于监控和改进生产工艺。
因此,制定和使用工艺流程卡对于企业来说非常重要。
使用上述模板可以帮助企业制定规范的工艺流程卡,以确保生产过程的良好运行和产品质量的稳定性。
编制总装配工艺卡说明
编制总装配工艺卡说明:1、总装工艺由《总装车间工艺过程卡》及《总装配工艺卡》配套使用;(参见样板)2、《总装车间工艺过程卡》相当于是《总装配工艺卡》的目录;《总装配工艺卡》可以跨车型借用,但要在过程卡中的“文件编号”栏中填入借用卡片的文件编号,并在“备注”栏中注明“借用”字样即可;3、《总装配工艺卡》内容填写说明:①、文件编号:总装配工艺文件的编号格式:设计车型代号·工位号(或工序号)·工艺文件特征号例如:3250G自卸车左八工位的工位明细表文件编号:M03·DZ08Z·45923250G1自卸车总装工艺卡(一分装工序三)文件编号:M04·DZF0103·2292②、工艺文件特征号工艺文件特征号包括工艺文件类型代号和工艺方法代号两部分,每一部分均由两位数组成。
XX XX工艺方法代号工艺文件类型代号例如:总装工艺卡文件特征号:2292装配作业指导书文件特征号:3292装配工艺过程卡文件特征号:2192工位号包括生产线简称、工位代号和左、右三部分。
生产线简称由汉语拼音第一个大写字母组成;工位代号由两位数组成;左/右由汉语拼音第一个大写字母组成。
XXX XX X左、右工位代号生产线简称生产线简称:底盘装配线(DZ)内饰装配线(NZ)底盘装配线分装(DZF)、内饰装配线分装(NZF)工位代号(第一工位至第二十八工位):01~28左、右工位:Z、Y例如:内饰装配线左三工位工位号:NZ 03Z内饰装配线一工位分装工位号:NZ F01注意:分装号应与该合件在主线上装配的工位号相对应工序号包括工位号和序号两部分。
序号由两位数组成X X序号工位号例如:内饰装配线二工位分装中的一工序工序号:NZ F0201内饰装配线右三工位的五工序工序号:NZ 03Y05注意:工序号中的序号尽可能符合装配先后顺序③、工序图:工序图采用照片或CAD图,关键要反映有本工序中所涉及的装配零部件图号及数量。
发动机装配工艺卡

气扳机
5
启动拧紧机,按由中间向两边的顺序拧紧主轴承螺栓至规定力矩,并每拧紧一组旋转曲轴一周。
拧紧机
6
用塞尺测量曲轴与轴承间的间隙。
塞尺
7
填写《发动机质量跟踪卡》,进入下一道工序。
项目
数量
零件编号
零件名称
分组号
1
1
40003
曲轴
15440
2
1
40007
缸体
15440
3
5
40001
上轴瓦
15440
扭力扳手
气扳机
3
将导向销拧入螺栓孔。
4
将缸垫顺着导向销放在缸体上
5
将油底壳对正导向销安装在缸体底面上。
6
将导向销拔出在把螺栓拧入螺栓孔内2~3扣,并用气扳机预紧。
气扳机
7
用扭力扳手扭紧35~45Ν 。
扭力扳手
5
填写《发动机质量跟踪卡》,进入下一道工序。
项目
数量
零件编号
零件名称
分组号
1
1
01002
油底壳
4
1
90004
盖罩
15490
装配名称
正时盖的安装
关键项
工艺编号
316-09
10
总装工艺卡
共1页
第1页
工序号
操作内容
工具和设备
1
将机油泵总成对正油泵机油泵定位销装入,手工将螺栓拧入2~3扣,用气扳机预紧,并用扭力扳手拧紧,拧紧力矩7.2~10.8Ν 。
2
将机油泵与机油滤清器对接。
3
放上机油滤清器总成,手工拧入螺栓2-3扣,用气扳机预紧,并用扭力扳手拧紧,拧紧力矩为30.8~57.2Ν 。
总装工艺过程卡
电焊工
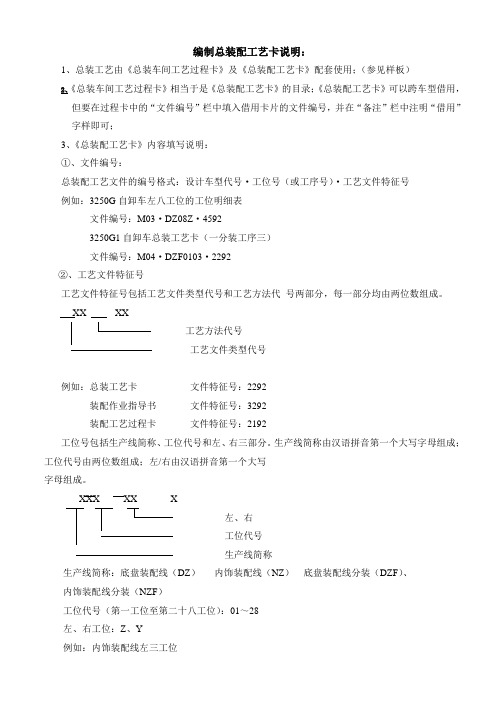
3
检查
工序检验员按GB150-1998标准进行检查。
检验员
W
4
焊接
由有资质焊工按焊接工艺卡(ZTRQG-、ZTRQG-)施焊。
焊工
5
无损检测
B类焊缝%RT,达到JB/T4730规定级合格。
探伤室
6
组装
组装釜体内搅拌等内件。
铆工
7
检查
检查釜内装置安装质量,特别是搅拌叶轮与筒体间隙。
检验员
W
8
HA
(夹套容器)总装工艺过程卡
产品编号
总装用零部件
件号
名称
件号
名称
简图或说明:
产品名称
序号
工序名称
工序内容及工艺要求
工种或设备
操作者
日期
检验项目
实测数据
结论
自检签字
专检签字
月/日
质控符号
1
备料
领出组装用零部件,按图纸标准,自检合格。
铆工
合格证件
H
2
组对
壳体、筒体与上封头组对,焊工做点固焊,凸缘、接管与封头组对,焊工做点固焊。
(夹套容器)总装工艺过程卡
序号
工序名称
工序内容及工艺要求
工种或设备
操作者
日期
检验项目
实测数据
结论
自检签字
专检签字
月/日
质控符号
14
组装
夹套筒体与封头组装,电焊工做点固焊。
铆工
电焊工
15
检查
工序检查员检查组对质量。
W
16
焊接
由有资质焊工按焊接工艺卡()进行施焊。
17
无损检测
模具装配工艺卡
工 步
工步内容
号
工艺装备
工时
辅助材料
定额
min
1 拆卸、抹水、检查:将经试验的水泵按装配反工序拆成单个250 活动扳手及加力杆 机油、黄油
双叶头轮螺.机柱械、密紧封定..泵螺盖钉.与电泵机体组组装装 车车间间
产产品品型型号号 产产品品名名称称 装装配配 工工段段
GGDD
零零件件图图号号
管管道道泵泵
零零件件名名称称
部部装装 设设备备
简简图图
共共 31 页页 第第21页页 工工序序工工时时
工 步 号
2工步 装叶轮:
号
工步内容 工步内容
工艺装备
______________________________________________________________________________________________________________
五金冲压模
装配工艺卡片
班级
学号
姓名
精品资料
______________________________________________________________________________________________________________
机油、黄油
装配 活动扳手、
砂布 200#
叶轮螺母专用扳手
抹布
手锤、铜棒、125x6 螺丝批
百分表及表架
装配
Ⅴ 检验 泵性能试验或气压密封试验(由质检部门测试)
装配工艺卡片8

装配工艺卡片装配日期: 2012 年 5 月 28日—— 2012 年 5 月28 日计划工号主机名称零部件名称共 1 页第 1 页图纸号图纸领用人标准件领用人工量具领用人清洗人员装配人员辅助材料领用人自检人员序号工序内容及安装要求工艺装备检测方式辅助材料工时定额检验结果缺陷记录备注1 检查零件是否齐全,各零件是否完好2 清洗:滚动轴承用汽油清洗,其他零件用煤油清洗,箱体内不允许有任何杂物存在,箱体内壁涂耐磨油油漆煤油,汽油,耐磨油漆,铁刷3 装配轴15,键18,齿轮19,挡油盘17,11,两端圆锥滚子轴承9,调整垫圈8,键4 铁锤,锉刀铁丝润滑油4 将轴15装入箱体5 装配轴6,键21,齿轮14,挡油盘7,23,装配两端圆锥滚子轴承,调整垫片2,键5 铁锤.锉刀铁丝润滑油6 将轴6装入箱体7 箱座1上端涂密封胶,装卡箱盖418 起盖螺钉42,螺钉40,垫片37,视孔盖38,通气器39,弹簧垫片36,螺栓34,螺母35,销31,弹簧垫圈30,螺栓28,螺母29扳手铁丝润滑油9 轴承盖13,20,3,12,扳手润滑油10 油封圈26,油塞25,加油,油标尺27,扳手润滑油部件装配时出现的问题现场改进状况整改措施备注1 轴与轴承装卡不上锉刀锉铁锤砸2 装卡错误重新装卡安装人技术支持安装日期记录人审核人审核日期抄送普通小型减速器剩余标准件收集人编制审核会审标准化批准标记处数更改文件号签字日期合格合格标准YES。
装配实用工艺过程卡和工序卡

产品名称
注塑模
动模座板、 垫块
工序
10
号
工序名称
工
步
内
容
清理、去毛刺 找正
用 4 个 M8 25 的螺栓将动模座板和两个垫块连接紧固。 (保证垫块与动模座板的平行度,精度为 0.02 )
部件图号 部件名称
J10-1 动模座板
共 2页 第 1页
装配动模座
工艺 装 备及 辅 助材料
名称规格或编号
名称规格或编号
皮锤
16P7/h6 过渡配合)
将型芯 1、型芯 2 放入相应的动模座板型腔中, 用 3 个 M8 22 的螺栓连 24
接紧固。(保证型芯 1 台阶表面与动模板上表面平齐)
内六角扳手
第 1页
作业 准备 时间 时间
文档大全
实用标准文案
设计(日期) 校对(日期)
审核(日期)
标记 处数 更改文件号 签字
日期
1- M8 22 螺栓 2- 型芯 1 3- 动模板 4- 导柱 5- 型芯 2
文档大全
实用标准文案
装配工艺卡片
产品型号 产品名称
CI1518 注塑模
部件图号 部件名称
J30-1 推出机构
推杆固定板、推
工序
车间
装配 装配部分 板、推杆、拉料杆、
30
工序名称
号
复位杆
装配推出机构
工
工艺 装 备及 辅 助材料
序
工
步
内
容
号
名称规格或编号
名称规格或编号
31
清理、去毛刺
棉纱、机油、锯条
32
找正
将 6 根φ6 的推杆, 1 根拉料杆放入动模板上相应的推杆孔内。 33
冲孔落料件工艺卡及总装图

工件名称:冲孔落料件
工件图:如下图
生产批量:大批量
材料:紫铜
材料厚度:1mm
方案选择:冲孔—落料级进冲压。
采用级进模生产。
模具零件的加工工艺
本副冲裁模,模具零件加工的关键在于工作零件、固定板以及卸料板。
若采用线切割加工技术,这些零件的加工就变得相对简单。
表四所示为落料凸模的加工工艺过程。
表四
1.上模座
2.导套
3.导柱
4.紧固螺钉
5.沉头螺钉6模柄7.凸模固定板8.卸料螺钉9.垫板10.圆柱销11. 卸料板12.下模座13.圆柱销14.凹模15.冲孔凸模1
6.落料凸模1
7.导正销1
8.卸料橡胶1
9.挡料销20.导料扳子。
总装工艺工艺卡片
5.5.6 待联轴器冷却后进行喷漆处理.
标
处
记
数
更改文 件
签 字
江阴美森电气有限公 司
日期
标 记
处 数
更改文 件
签 字
工艺卡片
产品型号名称
工工 序 序名 号称
工序步骤、说明、简图及技术要求
编制(日
标准(日
期)
期)
校对(日
会签(日
期)
期)
审核(日
日期
期)
批准(日 期)
零(部)件
零(部)件图
共
文件编号
50t 油压机
行 车
3.8 吊出后端盖,在轴承保持架和外圈间和滚子间用油枪共加入 FAG 润滑脂 Arcanol L135V 624g,在后外轴承盖油池内加 226g 上述润滑脂.在后端盖上取下两螺 栓,放上密封垫,按螺孔位置放上后外轴承盖.戴上六个螺栓和垫圈,用板手拧紧.
每次加润滑脂时方才打开罐盖,加完立刻盖上.
装
4 转子
4.1 将吊弓装到转轴锥面上,上好固定螺栓.将吊环移到转子重心位置,吊起转
子,在铁心上放水平尺,如转子不水平,则移动吊环位置,达到转子水平.
行 车
吊弓
4.2 在转轴前端装上轴承尼龙引导套,将定子前外轴承盖拆下,在定子后端止口
尼龙引
涂薄薄机油.
4.3 将转子吊到定子后端调整转子铁心轴线与定子铁心轴线一致,用手扶住吊 弓慢慢插进转子.在定子前端,当尼龙保护套快接近轴承时在轴端装一根 M16 螺杆, 将轴承内圈通过尼龙保护套引进轴承外圈.
日期
标 记
处 数
更改文 件
签 字
江阴美森电气有限公 司
工艺卡片
产品型号名称
总装装配及调整工艺卡
安装工
编制
校对
审核
批准
第7页
日期
日期
日期
日期
共8页
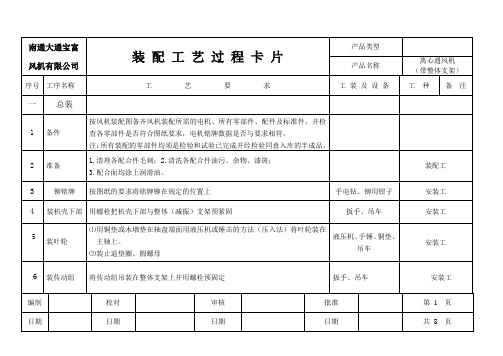
南通大通宝富风机有限公司
装配工艺过程卡片
产品类型
产品名称
离心通风机
(带整体支架)
序号
工序名称
工艺要求
工装及设备
工种
备注
二
检 验
按图纸技术条件及有关标准规定的要求检验
检验员
三
运 转
(1)如带减振器,将减振器以风机基础平面图的位置将其放置在风机整体与试车台之间,若各减振器的变形量不相等时,可以适当移动减振器的位置,以使其变形量相等。清除机内杂物用手搬动叶轮检查是否有擦壳,连接部分是否牢固,保证在无异常现象后方可试运转,并按图纸上技术要求进行。
⑵装止退垫圈、圆螺母
液压机、手锤、铜垫、吊车
安装工
6
装传动组
将传动组吊装在整体支架上并用螺栓预固定
扳手、吊车
安装工
编制
校对
审核
批准
第1页
日期
日期
日期
日期
共8页
南通大通宝富风机有限公司
装配工艺过程卡片
产品类型
产品名称
离心通风机
(带整体支架)
序号
工序名称
工艺要求
工装及设备
工种
备注
7
校正校平
1)校正可用大平尺按中心线量取平行线进行检查,若偏斜可用撬杠拨正。
(2)如不带减振器,将风机整体置于试车台上压紧,清除机内杂物用手搬动叶轮检查是否有擦壳,连接部分是否牢固,保证在无异常现象后方可试运转。
(3)按QP/NFJ(Q)8.2.4-03《组件、成品装配、油漆、包装检验技术规范》的有关规定执行。
总装工艺卡模板
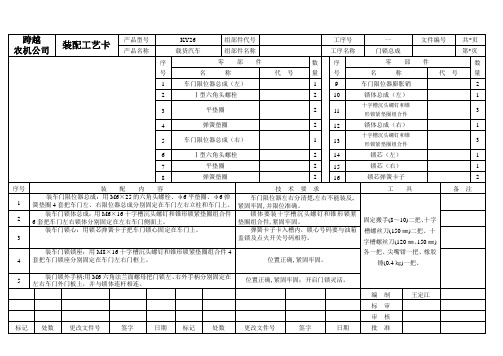
农机公司
装配工艺卡
产品型号
KY26
ห้องสมุดไป่ตู้组部件代号
工序号
一
文件编号
共*页
产品名称
载货汽车
组部件名称
工序名称
门锁总成
第*页
序号
零部件
数量
序号
零部件
数量
名称
代号
名称
代号
1
车门限位器总成(左)
1
9
车门限位器膨胀销
2
2
Ⅰ型六角头螺栓
2
10
锁体总成(左)
1
3
平垫圈
2
11
十字槽沉头螺钉和锥形锁紧垫圈组合件
3
4
弹簧垫圈
锁体要装十字槽沉头螺钉和锥形锁紧垫圈组合件,紧固牢固。
3
装车门锁心:用锁芯弹簧卡子把车门锁心固定在车门上。
弹簧卡子卡入槽内,锁心号码要与油箱盖锁及点火开关号码相符。
4
装车门锁锁座:用M8×16十字槽沉头螺钉和锥形锁紧垫圈组合件4套把车门锁座分别固定在车门左右门框上。
位置正确,紧固牢固。
5
装门锁外手柄:用M6六角法兰面螺母把门锁左、右外手柄分别固定在左右车门外门板上,并与锁体连杆相连。
位置正确,紧固牢固;开启门锁灵活。
编制
王定江
标审
审核
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
批准
跨越
农机公司
装配工艺卡
产品型号
KY26
组部件代号
工序号
一
文件编号
共*页
产品名称
载货汽车
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8
装车门玻璃升降器总成:用M6×10十字槽盘头螺钉12件、φ6平垫圈、弹簧垫圈各16件分别把车门玻璃升降器固定在左右车门内板上。
位置正确,紧固牢固。
9
装车门玻璃呢槽:把车门玻璃呢槽嵌入左右车门玻璃导向槽内。
位置正确
10
装车门内侧密封条:把车门内侧密封条嵌入左右门玻璃框下沿内侧。
位置正确,紧固牢固;开启门锁灵活。
编制
王定江
标审
审核
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
批准
跨越
农机公司
装配工艺卡
产品型号
KY26
组部件代号
工序号
一
文件编号
共*页
产品名称
载货汽车
组部件名称
工序名称
门锁总成
第2页
序号
零部件
数量
序号
零部件
数量
名称
代号
名称
代号
17
门锁锁座
2
25
十字槽盘头自攻螺钉-F型
2
12
锁体总成(右)
1
5
车门限位器总成(右)
1
13
十字槽沉头螺钉和锥形锁紧垫圈组合件
3
6
Ⅰ型六角头螺栓
2
14
锁芯(左)
1
7
平垫圈
2
15
锁芯(右)
1
8
弹簧垫圈
2
16
锁芯弹簧卡子
2
序号
装配内容
技术要求
工具
备注
1
装车门限位器总成:用M6×25的六角头螺栓、φ6平垫圈、φ6弹簧垫圈4套把车门左、右限位器总成分别固定在车门左右立柱和车门上。
锁体要装十字槽沉头螺钉和锥形锁紧垫圈组合件,紧固牢固。
3
装车门锁心:用锁芯弹簧卡子把车门锁心固定在车门上。
弹簧卡子卡入槽内,锁心号码要与油箱盖锁及点火开关号码相符。
4
装车门锁锁座:用M8×16十字槽沉头螺钉和锥形锁紧垫圈组合件4套把车门锁座分别固定在车门左右门框柄:用M6六角法兰面螺母把门锁左、右外手柄分别固定在左右车门外门板上,并与锁体连杆相连。
车门限位器左右分清楚,左右不能装反,
紧固牢固,并限位准确。
固定搬手(8~10)二把、十字槽螺丝刀(150㎜)二把、十字槽螺丝刀(120㎜、150㎜)各一把、尖嘴钳一把、橡胶锤(0.4㎏)一把、
2
装车门锁体总成:用M6×16十字槽沉头螺钉和锥形锁紧垫圈组合件6套把车门左右锁体分别固定在左右车门侧面上。
2
32
门窗玻璃内侧密封条(左)
1
序号
装配内容
技术要求
工具
备注
6
装车门锁内手柄:用M6通孔式嵌装塑料螺母、ST6.3×13十字槽盘头自攻螺钉-F型各4件,把门锁左右内手柄分别固定在左右车门内板上。内手柄上的拉杆与锁体相连。
位置正确,紧固牢固,开启灵活。
7
装车门玻璃导向槽:用M6×10十字槽盘头螺钉、φ6平垫圈、弹簧垫圈各2件分别把车门玻璃导向槽固定在左右车门内板上。
跨越
农机公司
装配工艺卡
产品型号
KY26
组部件代号
工序号
一
文件编号
共*页
产品名称
载货汽车
组部件名称
工序名称
门锁总成
第*页
序号
零部件
数量
序号
零部件
数量
名称
代号
名称
代号
1
车门限位器总成(左)
1
9
车门限位器膨胀销
2
2
Ⅰ型六角头螺栓
2
10
锁体总成(左)
1
3
平垫圈
2
11
十字槽沉头螺钉和锥形锁紧垫圈组合件
3
4
弹簧垫圈
2
18
十字槽沉头螺钉和锥形锁紧垫圈组合件
4
26
门锁内手柄(右)
1
19
门锁外手柄(左)
1
27
通孔式嵌装塑料螺母
2
20
六角法兰面螺母
2
28
十字槽盘头自攻螺钉-F型
2
21
门锁外手柄(右)
1
29
车门玻璃导向槽(左)
1
22
六角法兰面螺母
2
30
十字槽盘头螺钉
1
23
门锁内手柄(左)
1
31
平垫圈
1
24
通孔式嵌装塑料螺母
位置正确