生产过程控制系统设计(PLC控制)
过程控制系统 (2)
过程控制系统简介过程控制系统(Process Control System)是一种用于监控和控制生产过程的系统。
它由多个硬件设备和软件组成,能够实时监测各种传感器和执行器的状态,并根据设定的规则和算法进行自动控制。
过程控制系统广泛应用于工业生产、能源管理、环境监测等领域,能够提高生产效率、降低能源消耗、提升产品质量和安全性。
架构过程控制系统通常由以下几个组件构成:1. 传感器传感器是过程控制系统的输入设备,用于实时监测和采集生产过程中的各种数据。
常见的传感器包括温度传感器、压力传感器、流量传感器等。
这些传感器将检测到的数据传输给控制系统进行处理和分析。
2. 执行器执行器是过程控制系统的输出设备,用于根据系统的控制策略执行操作。
例如,根据温度传感器的数据,过程控制系统可以控制执行器来调节加热或冷却设备的操作,以维持所需的温度。
3. 控制器控制器是过程控制系统的核心组件,负责接收传感器数据、计算控制策略,并通过执行器来实现控制。
控制器可以是硬件控制器,如可编程逻辑控制器(PLC),也可以是软件控制器,如基于计算机的控制系统。
4. 监视界面监视界面是过程控制系统的用户界面,用于显示实时数据、报警信息和操作状态,方便操作人员进行监控和操作。
监视界面通常具有图形化界面,方便用户进行数据浏览、参数调整和报表生成等操作。
5. 数据存储与分析过程控制系统还需要具备数据存储和分析功能,以便后续的监测和分析。
数据存储可以使用数据库或云存储等方式,分析可以使用数据挖掘、统计学等方法,以提供对生产过程的优化建议。
工作原理过程控制系统的工作原理可分为以下几个步骤:1.传感器实时采集生产过程中的数据,如温度、压力、流量等。
2.数据被传输到控制器,控制器将采集到的数据与设定的控制规则进行比较,并计算出相应的控制量。
3.控制器通过执行器来实现控制操作,例如调节温度、打开或关闭阀门等。
4.控制器还会将数据传输到监视界面,以便操作人员实时监测生产过程,并及时处理异常情况。
过程控制系统课程设计

过程控制系统课程设计1000字作为一种系统工程,过程控制系统对于工业自动化的实现至关重要。
本文将介绍一项过程控制系统课程设计,目的是通过实际操作、编程和调试提高主观能动性,深化理论学习,提升学生对过程控制系统的认识。
1. 实验目的通过本次课程设计的实验,学生将学习并掌握以下内容:1)了解过程控制系统的基本概念,熟悉控制系统的硬件结构和控制器的工作原理;2)掌握模拟信号的采集和处理技术,及其在过程控制系统中的应用;3)理解PID控制器的原理和调节方法,熟悉常用的控制算法;4)学习模拟量信号的传输及数字量信号的传输与控制,深入剖析过程控制系统中各种控制技术的特点及其应用;5)熟悉数据采集与通信技术,主控器的编程、调试和软硬件环境搭建方法。
2. 实验设备与材料本实验所需的设备及材料如下:1)PLC控制器(可使用Siemens S7-200、Schneider Zelio Logic等PLC控制器);2)功率放大器(使用1KW的功率放大器,用于控制实验装置的加热);3)温控器、温度传感器、压力传感器、流量传感器、液位传感器(包括普通型、电容型、毛细管型等);4)人机界面操作器/工控机、旋钮开关、LED、蜂鸣器等交互控制组件;5)驱动器/执行机构,接口电缆、相应的电源和电线等。
3. 实验内容及步骤(1)实验装置的搭建实验装置包括温度控制、压力控制、流量控制、液位控制等构件,以PID控制器为主要控制模式,控制对象为温度、压力、流量和液位,并通过PLC控制器进行控制。
搭建实验平台的具体步骤如下:1)选择和购买控制器和实验箱;2)安装和调试控制器与箱体之间的接口;3)加装驱动器/执行机构;4)安装、连接和调试传感器(温度、压力、流量、液位);5)调试控制器与各传感器、驱动器/执行机构之间的串联关系,确保各根信号电线的接法正确无误。
(2)模拟信号采集与处理本实验将设置4路模拟输入口,通过PLC控制器采集原始信号并处理。
plc是什么 什么是plc plc是什么意思

PLC是什么?什么是PLC?PLC是什么意思?很多初学者都在为一个英文缩写(PLC)而烦恼。
PLC 是什么、什么是PLC?PLC是什么意思?其实很简单、官方的定义千篇一律、我是这样理解的。
PLC是什么?PLC是一种智能控制器、是电脑(PC).PLC就是可编程控制器。
PLC 就是可编程序控制器:PLC英文全称Programmable Logic Controller ,中文全称为可编程逻辑控制器,定义是:一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
二十世纪六十年代美国开始推出可编程逻辑控制器(Programmable Logic Controller,PLC),用来取代传统继电器控制装置,从那时起,PLC技术快速发展,在全世界范围内得到了广泛的应用。
PLC的功能也不断完善。
随着计算机技术、信号处理技术、控制技术网络技术的不断发展和用户需求的不断提高,PLC的功能也不断完善,PLC 在开关量处理的基础上增加了模拟量处理和运动控制等功能。
今天的PLC不再局限于逻辑控制,在运动控制、过程控制等领域也发挥着十分重要的作用。
PLC作为离散控的制的首选产品,PLC在二十世纪八十年代至九十年代得到了迅速发展,全世界PLC使用年增长率保持在20%~30%。
随着工厂自动化程度的不断提高和PLC市场容量基数的不断扩大,近年来PLC在工业发达国家的增长速度放缓。
但是,在中国等发展中国家PLC的增长十分迅速。
综合相关资料,2004年全球PLC的销售收入为100亿美元左右,在自动化领域占据着十分重要的位置。
PLC是由摸仿原继电器控制原理发展起来的,二十世纪七十年代的PLC只有开关量逻辑控制,首先应用的是汽车制造行业。
它以存储执行逻辑运算、顺序控制、定时、计数和运算等操作的指令;并通过数字输入和输出操作,来控制各类机械或生产过程。
《过程控制系统》实验报告
《过程控制系统》实验报告实验报告:过程控制系统一、引言过程控制系统是指对工业过程中的物理、化学、机械等变量进行监控和调节的系统。
它能够实时采集与处理各种信号,根据设定的控制策略对工业过程进行监控与调节,以达到所需的目标。
在工业生产中,过程控制系统起到了至关重要的作用。
本实验旨在了解过程控制系统的基本原理、组成以及操作。
二、实验内容1.过程控制系统的组成及原理;2.过程控制系统的搭建与调节;3.过程控制系统的优化优化。
三、实验步骤1.复习过程控制系统的原理和基本组成;2.使用PLC等软件和硬件搭建简单的过程控制系统;3.设计一个调节过程,如温度控制或液位控制,调节系统的参数;4.通过修改控制算法和调整参数,优化过程控制系统的性能;5.记录实验数据并进行分析。
四、实验结果与分析在本次实验中,我们搭建了一个温度控制系统,通过控制加热器的功率来调节温度。
在调节过程中,我们使用了PID控制算法,并调整了参数,包括比例、积分和微分。
通过观察实验数据,我们可以看到温度的稳定性随着PID参数的调整而改变。
当PID参数调整合适时,温度能够在设定值附近波动较小,实现了较好的控制效果。
在优化过程中,我们尝试了不同的控制算法和参数,比较了它们的性能差异。
实验结果表明,在一些情况下,改变控制算法和参数可以显著提高过程控制系统的性能。
通过优化,我们实现了更快的响应时间和更小的稳定偏差,提高了系统的稳定性和控制精度。
五、结论与总结通过本次实验,我们了解了过程控制系统的基本原理、组成和操作方法。
我们掌握了搭建过程控制系统、调节参数以及优化性能的技巧。
实验结果表明,合理的控制算法和参数选择可以显著提高过程控制系统的性能,实现更好的控制效果。
然而,本次实验还存在一些不足之处。
首先,在系统搭建过程中,可能由于设备和软件的限制,无法完全模拟实际的工业过程。
其次,实验涉及到的控制算法和参数调节方法较为简单,在实际工程中可能需要更为复杂和精细的控制策略。
《过程控制系统》实验报告

《过程控制系统》实验报告一、实验目的过程控制系统实验旨在通过实际操作和观察,深入理解过程控制系统的组成、工作原理和性能特点,掌握常见的控制算法和参数整定方法,培养学生的工程实践能力和解决实际问题的能力。
二、实验设备1、过程控制实验装置包括水箱、水泵、调节阀、传感器(液位传感器、温度传感器等)、控制器(可编程控制器 PLC 或工业控制计算机)等。
2、计算机及相关软件用于编程、监控和数据采集分析。
三、实验原理过程控制系统是指对工业生产过程中的某个物理量(如温度、压力、液位、流量等)进行自动控制,使其保持在期望的设定值附近。
其基本原理是通过传感器检测被控量的实际值,将其与设定值进行比较,产生偏差信号,控制器根据偏差信号按照一定的控制算法计算出控制量,通过执行机构(如调节阀、电机等)作用于被控对象,从而实现对被控量的控制。
常见的控制算法包括比例(P)控制、积分(I)控制、微分(D)控制及其组合(如 PID 控制)。
四、实验内容及步骤1、单回路液位控制系统实验(1)系统组成及连接将液位传感器安装在水箱上,调节阀与水泵相连,控制器与传感器和调节阀连接,计算机与控制器通信。
(2)参数设置在控制器中设置液位设定值、控制算法(如 PID)的参数等。
(3)系统运行启动水泵,观察液位的变化,通过控制器的调节使液位稳定在设定值附近。
(4)数据采集与分析利用计算机采集液位的实际值和控制量的数据,绘制曲线,分析系统的稳定性、快速性和准确性。
2、温度控制系统实验(1)系统组成与连接类似液位控制系统,将温度传感器安装在加热装置上,调节阀控制加热功率。
设置温度设定值和控制算法参数。
(3)运行与数据采集分析启动加热装置,观察温度变化,采集数据并分析。
五、实验数据及结果分析1、单回路液位控制系统(1)实验数据记录不同时刻的液位实际值和控制量。
(2)结果分析稳定性分析:观察液位是否在设定值附近波动,波动范围是否在允许范围内。
快速性分析:计算液位达到设定值所需的时间。
PLC控制系统的应用设计

性的要求是不够的。因为PLC本身的可靠性的提高有一定
的限度,并且会使成本急剧增长。使用冗余(Redundancy)
系统或热备用(Hot Back-up)系统能够有效地解决上述问
题。
•
在冗余控制系统中,整个PLC控制系统(或系统中最
重要的部分,如CPU模块)由两套完全相同的“双胞胎”
组成。是否使用备用的I/O系统取决于系统对可靠性的要
其包括了电磁兼容性,尤其是抗外部干扰能力,其次还应
了解生产厂家给出的抗干扰指标,另外是靠考查其在类似
工作中的应用实绩。
•
保证工作环境符合PLC要求,也是保障系统可靠性的
重要手段,要注意以下几点:
•
温度:PLC要求环境温度在0℃~55℃。
•
湿度:为了保证PLC的绝缘性能,空气的相对湿度一
般应小于85%(无凝露);
源。
• 2. 使用UPS供电系统
•
不间断电源UPS是电子计算机的有效配制装置,当输
入交流电失电时,UPS能自动切换到输出状态继续向控制
器供电。
• 3. 双路供电系统
•
为了提高供电系统的可靠性,交流供电最好采用双路,
其电源应分别来自两个不同的变电站。当一路供电出现故障
时,能自动切换到另一供电。
• 6.2.5 对感性负载的处理
• 3. 系统硬件设计
•
PLC控制系统的硬件设计是指对PLC外部设备的设计。
• 4. 系统软件设计
•
控制系统软件的设计就是用梯形图编写控制程序。
• 在进行系统软件设计时,还要考虑以下问题:
• (1) PLC应用系统的软件设计的基本原则
•
应用系统的软件设计是以系统要实现的工艺要求、硬
PLC系统简介
PLC系统简介PLC系统简介PLC控制系统是一种专为工业生产设计的数字运算操作电子装置。
它采用可编程的存储器,用于内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等用户指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
PLC是工业控制的核心部分。
自20世纪60年代美国推出可编程逻辑控制器以来,PLC得到了快速发展并在世界各地得到了广泛应用。
随着计算机技术、信号处理技术、控制技术和网络技术的不断发展以及用户需求的提高,PLC的功能也不断完善。
今天的PLC不再局限于逻辑控制,在运动控制、过程控制等领域也发挥着十分重要的作用。
基本介绍PLC是一种即时系统,有别于个人电脑。
在传统的以继电器为主的电机控制系统中,每当变更设计时,整个系统几乎都要重新制作,这不仅费时又费力,而且继电器还有接点接触不良、磨损、体积大等缺点,造成成本升高、可靠性低、不易检修等问题。
为了改善这些缺点,美国DEC在1969年首次发表了可编程式控制器(Programmable Controller)。
程式控制器在发表初期被称为Programmable Logic-Controller,简称PLC。
最初的目的是取代继电器,从而执行继电器逻辑及其他计时或计数等功能的顺序控制为主,因此也称为顺序控制器。
其结构也像一部微电脑,因此也可称为微电脑可程式控制器(MCPC)。
直到1976年,XXX正式给予命名为Programmable Controller,即可程式控制器,简称PC。
由于目前个人电脑(Personal Computer)极为普遍,加上常与可程式控制器配合使用,为了区分两者,所以一般都称可程式控制器为PLC以加以分别。
目前市场上有许多种PLC控制器,不同的制造商和适用场所会有所不同,但它们通常可以根据机组复杂度分为大型、中型和小型。
一般工厂和学校通常会使用小型PLC,其中日系F系列和我国A系列PLC最受国人喜爱。
PLC控制系统总体设计方案
PLC控制系统总体设计在控制系统设计之前,需要对系统的方案进行论证。
主要是对整个系统的可行性作一个预测性的估计。
在此阶段一定要全面地考虑到设计和实施此系统将会遇到的各种问题。
如果没有做过相关项目的经验,应当在实地仔细考察,并详细地论证设计此系统中的每一个步骤的可行性。
特别是在硬件实施阶段中,稍有不慎,就会造成很大的麻烦,轻则系统不成功,重则会造成严重的人员和财产的损失。
工程实施的过程中的阻碍,往往都是由于这一步没有做足工夫而导致的。
系统的总体设计关系到整个系统的总体构架,每个细节都必须经过反复斟酌。
首先要能够满足用户提出的基本要求;其次是确保系统的可靠性,不可以经常出现故障,就算出现故障也不会造成大的损失;然后在经济性等方面予以考虑。
一般来说,在系统总体设计时,需要考虑下面几个问题:(1)确定系统是用plc单机控制,还是PLC联网控制;确定系统是采用远程I/O还是本地I/O。
主要根据系统的大小及用户要求的功能来选择。
对于一般的中小型过程控制系统来说,PLC单机控制已基本能够满足功能要求。
但也可借鉴集散控制系统的理念,即将危险和控制分散,管理与监控集中。
这样可以大大提高系统的可靠性。
(2)是否需要与其它部分通信。
一个完整的控制系统,至少会包括三个部分:控制器、被控对象和监控系统。
所以对于控制器来说,至少要跟监控系统之间进行通讯。
至于是否跟另外的控制单元或部门通讯要根据用户的要求来决定。
一般来说,如果用户没有要求,也都会留有这样的通讯接口。
(3)采用何种通信方式。
一般来说,在现场控制层级用PROFIBUS DP;而从现场控制层级到监控系统的通讯用PROFINET。
但有时候也可互相通用,根据具体情况选择合适的通信方式。
(4)是否需要冗余备份系统。
根据系统的所要求的安全等级,选择不同的办法。
在数据归档时,为了让归档数据不丢失,可以使用OS服务器冗余;在自动化站(Automation Station,AS),为了使系统不会因故障而导致停机或不可预知的结果,可以使用控制器冗余备份系统。
课程设计 饮料罐装生产流水线的PLC控制
第一章工艺过程分析和控制要求饮料灌装机用于罐装各种各样的瓶装饮料,适合大中型饮料生产厂家。
早期的罐装机械大多数采用容积泵式、蠕动泵式作为计量方式。
这些方式存在一些缺点。
例如:罐装精度和稳定性难以保证、更换罐装规格困难等。
本系统采用的饮料分装计量是通过时间和单位时间流量来确定的,计量精度由可编程控制器(PLC)控制确定。
PLC控制具有编程简单、工作可靠、使用方便等特点,在工业自动化控制领域应用广泛。
专为PLC应用而设计的触摸屏集主机、输入和输出设备于一体,适合在恶劣的工业环境中使用。
饮料灌装装置主要包括两部分:恒压储液罐灌液和计数部分。
在恒压储液罐灌液中,里面有上限液位和下限液位传感器,它们被淹没时是1状态。
液面低于下限液位时恒压储液罐为空。
饮料通过进液电磁阀流入恒压储液灌,液面到达上限位时进液电磁阀断电关闭,使液位保持稳定。
恒压储液罐下面是罐装头部分,共有若干个灌装头。
夹瓶装置由气缸1驱动下降,下降到位后,夹瓶装置由气缸2夹紧定位,下降及夹紧由行程开关控制位置。
定位夹紧后,罐装头由气压缸3驱动下降,到位后灌装头电磁阀打开,开始灌液,延时后电磁阀关闭,通过电磁阀的开启达到罐装容量控制。
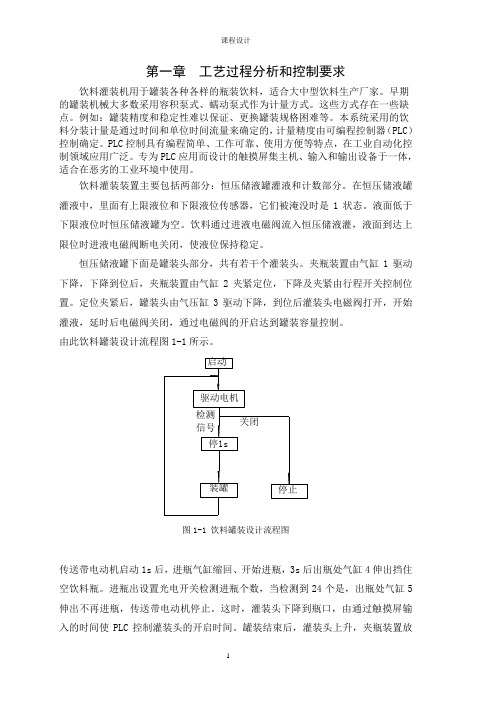
由此饮料罐装设计流程图1-1所示。
图1-1 饮料罐装设计流程图传送带电动机启动1s后,进瓶气缸缩回、开始进瓶,3s后出瓶处气缸4伸出挡住空饮料瓶。
进瓶出设置光电开关检测进瓶个数,当检测到24个是,出瓶处气缸5伸出不再进瓶,传送带电动机停止。
这时,灌装头下降到瓶口,由通过触摸屏输入的时间使PLC控制灌装头的开启时间。
罐装结束后,灌装头上升,夹瓶装置放松、上升。
出瓶处气缸缩回,传送带电动机有开始启动,1s后进瓶处气缸5缩回,光电开关开始检测进瓶个数。
工艺控制要求如下:(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动饼一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警(3)用两个传感器和若干加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
plc课程设计指导书

plc课程设计指导书一、课程目标知识目标:1. 学生能理解PLC(可编程逻辑控制器)的基本概念、工作原理及编程方法。
2. 学生能掌握PLC的常用指令及其功能,了解其在工业自动化控制中的应用。
3. 学生能运用所学知识分析并解决简单的PLC控制问题。
技能目标:1. 学生能独立进行PLC程序的编写、调试和优化。
2. 学生具备使用PLC相关软件进行电路设计和仿真操作的能力。
3. 学生能够运用PLC技术完成实际工程案例的分析与设计。
情感态度价值观目标:1. 培养学生对PLC技术及工业自动化领域的兴趣,激发学生的求知欲。
2. 培养学生具备团队合作精神,提高沟通与协作能力。
3. 增强学生的环保意识,使其认识到PLC技术在实际应用中对环境保护的重要性。
课程性质:本课程为实践性较强的学科,结合理论知识与实际操作,注重培养学生的动手能力和创新能力。
学生特点:学生处于高年级阶段,已具备一定的电子、电气基础知识,对PLC 技术有一定了解,但实际操作能力有待提高。
教学要求:结合学生特点,采用理论教学与实践操作相结合的方式,强调学生的主体地位,注重启发式教学,提高学生的实践能力和综合素质。
通过本课程的学习,使学生能够达到上述课程目标,为今后的职业发展打下坚实基础。
二、教学内容1. PLC概述- PLC的发展历程- PLC的组成与分类- PLC的应用领域2. PLC工作原理与编程基础- PLC的工作原理- PLC的编程语言及编程方法- 常用PLC指令介绍3. PLC程序设计与调试- PLC程序设计步骤- PLC程序调试方法- PLC程序优化技巧4. PLC控制系统设计- PLC控制系统设计原则- PLC选型与硬件配置- PLC软件设计与仿真5. PLC在实际工程中的应用案例分析- 电气自动化控制案例- 过程控制系统案例- 综合应用案例6. PLC课程实践- 实验设备与软件介绍- 实验项目与要求- 实验报告撰写与评价教学内容根据课程目标进行科学性和系统性组织,涵盖PLC技术的基本概念、工作原理、编程方法、控制系统设计及应用案例等方面。
基于PLC的过程控制系统设计与实现

基于PLC的过程控制系统设计与实现PLC(可编程逻辑控制器)是一种具有可编程性、高可靠性、强适应性的工业自动化控制设备。
它通过输入输出模块与外部元件连接,根据预设的程序实现自动化的工艺过程控制。
本文将探讨基于PLC的过程控制系统的设计与实现。
一、PLC的特点及应用PLC具有如下特点:1. 可编程性;2. 高可靠性;3. 强适应性。
这些特点使得PLC在各个行业的自动控制领域得到广泛应用,比如制造业、能源行业、交通运输行业等。
二、过程控制系统的需求分析在设计过程控制系统前,首先要进行需求分析。
通过与用户沟通,了解用户对控制系统的功能要求、工艺流程以及设备连接等信息,为设计提供指导性建议。
三、PLC编程软件的选择根据实际需求,选择适合的PLC编程软件。
常见的PLC编程软件有Ladder Diagram(梯形图)、Structured Text(结构化文本)、Function Block Diagram(功能块图)等。
根据不同的应用领域和编程需求,选择最适合的编程软件,以便实现控制逻辑的编写。
四、PLC硬件配置设计根据工艺需求,选择适合的PLC型号和数量,并确定输入输出模块的类型和数量。
同时,要考虑到系统的可扩展性和安全性,合理规划硬件的架构和连接方式。
五、编写PLC控制程序在PLC编程软件中,根据需求编写控制程序。
首先,根据工艺流程和逻辑关系,将控制程序分为不同的模块;然后,编写每个模块的具体逻辑;最后,进行整体的调试和优化。
六、PLC与外部设备的连接PLC需要与各种传感器、执行器以及其他外部设备进行连接。
通过接线盒或者专用连接器,将不同的电路连接至PLC的输入输出模块。
七、调试与测试完成PLC程序的编写后,需要进行系统的调试与测试。
通过模拟输入信号,检查控制逻辑是否正确,观察输出信号是否符合预期。
经过调试后,系统可以投入运行。
八、运行与维护系统投入运行后,要定期检查设备的运行状态,及时处理故障和异常情况。
水泥生产过程控制系统概述

水泥生产过程控制系统概述1. 引言水泥是建筑行业中广泛使用的重要材料之一,而水泥生产过程涉及多个环节和参数的控制。
为了保证水泥生产过程的质量和效率,需要设计和实施一个完善的水泥生产过程控制系统。
本文将介绍水泥生产过程控制系统的概述,包括系统的结构、功能模块和工作流程。
同时,还将讨论水泥生产过程中常见的控制参数,并介绍一些常用的控制策略和技术。
2. 水泥生产过程控制系统的结构水泥生产过程控制系统是一个复杂的系统,通常由以下几个部分组成:2.1 传感器和仪表设备传感器和仪表设备用于实时监测水泥生产过程中各个环节的参数,如温度、压力、流量等。
这些设备将监测到的数据传输给后台控制系统,以便系统根据实际情况进行调控。
2.2 控制器控制器是水泥生产过程控制系统的核心部分,它负责接收传感器和仪表设备传来的数据,并根据预设的控制策略进行处理。
常见的控制器包括PLC(可编程逻辑控制器)和DCS(分布式控制系统)等。
2.3 执行机构执行机构是控制系统的输出部分,根据控制器的指令执行相应的操作。
在水泥生产过程中,执行机构通常是阀门、电机和气缸等。
2.4 监控中心监控中心是水泥生产过程控制系统的用户界面,提供给操作人员实时监控和控制水泥生产过程的能力。
监控中心通常通过计算机或触摸屏等设备来实现。
3. 水泥生产过程控制系统的功能模块水泥生产过程控制系统的功能模块可以根据实际需求进行配置和组合,一般包括以下几个方面:3.1 过程参数监测与采集该功能模块负责监测和采集水泥生产过程中的各种参数数据,如原料配比、烧成温度、风温和出口气温等。
这些数据将被传输到控制器进行处理。
3.2 过程参数控制与调节该功能模块根据实时监测到的参数数据,对水泥生产过程中的各个关键环节进行控制和调节,以达到最佳的生产效果和产品质量。
3.3 报警与异常处理该功能模块用于监测和处理水泥生产过程中的异常情况和报警信号。
一旦出现异常,它将及时报警并采取相应的处理措施,以避免潜在的安全事故和生产质量问题。
电镀生产线PLC控制程序设计
电镀生产线PLC控制程序设计摘要:了解电镀生产线的基本情况,分析基本控制要求,传统的顺序控制器控制电镀生产线,电路复杂,可靠性差。
应用可编程控制器PLC控制电镀生产线,实现电镀生产线的自动控制。
设计出单周期运行,连续运行,步进运行和手动操作四种工作方式。
最后选择元器件安装调试。
关键词:电镀PLC 设计1 概述电镀生产作为一种传统产业自开始以来,几十年间有了极大的发展。
从早期的手工作坊式生产发展到今天的半自动化和全自动化,电镀工业的进步是长足的巨大的,电镀产品的种类和电镀工艺的复杂程度也发生了巨大的变化,大到汽车,飞机小到生活用品金银首饰,各式各样的工业产品是离不开电镀技术,电镀技术已发展成为一个重要的工程领域。
随着工业现代化的发展,电镀产业生产控制技术的发展也是突飞猛进的,几十年前,电镀一个工件只需要一个渡槽,用两支电极通上电就完事,渐渐地人们意识到这样的镀法不能适应复杂镀层的要求,于是就开始生产线,引入一两台行车挂上工件,用继电器控制技术控制行车运动,进而实现不同镀覆过程的有序进行。
按照要求在不同的镀槽内时间是不同的,镀覆电流也是有所区别的,电流的大小事先设定,时间的长短由人为控制。
因此这种生产线还是半自动生产线。
随着时间的推移和新技术的发展,人们渐渐地意识到这种生产线难以提高生产效率,因而在控制上开始考虑生产线的全自动化。
控制的手段引入计算机控制,也就是人们所熟知的工业控制计算机系统(PIC),用计算机实现对控制过程的参数预设,参数检测,数学运算等,在电流控制方面,采用晶闸管变流技术,变频器,高频开关电源新技术,使得电流控制能按照生产工艺要求实现精确控制,随着生产工艺要求的进一步提高和生产过程的实际变化,人们觉得这种工控机有则明显的弱势,一方面要求生产工人具有一定的文化知识,要熟悉电脑操作,能是实现电脑维护,另一方面工控机虽然为工业生产而设计的,但其可靠性和抗干扰能力等措施显得有些不够。
随着市场上新的数字技术和数字设备的发展,新的工控装置PLC收到越来越来的青睐,PLC的应用场合从早期的控制到后来的模拟控制。
过程控制系统方案设计
过程控制系统方案设计过程控制系统是一种用于监测和控制工业过程的自动化系统,能够实时收集和处理过程数据,并根据设定的控制策略自动调节设备和参数,以达到最优的生产效果。
在过程控制系统的方案设计中,需要考虑多个因素,包括硬件设备的选择、软件系统的设计、通信协议的确定等。
本文将从这些方面对过程控制系统的方案设计进行详细介绍。
一、硬件设备的选择在过程控制系统的方案设计中,硬件设备的选择是十分重要的一环。
根据具体的控制需求,可以选择合适的传感器、执行器、PLC等设备。
传感器用于采集过程数据,执行器用于调节设备参数,PLC用于控制逻辑的实现。
在选择硬件设备时,要考虑其性能、可靠性、兼容性等因素,并保证其与软件系统的适配性。
二、软件系统的设计软件系统是过程控制系统的核心,对于实现控制策略和数据处理起到至关重要的作用。
软件系统的设计包括数据采集、控制算法、人机界面等方面。
在数据采集方面,可以使用实时数据库进行数据存储和管理,以方便后续的数据处理和分析。
在控制算法方面,要根据具体的控制需求选择合适的算法,并采用合理的控制策略。
在人机界面方面,可以使用图形化界面进行操作和监控,方便用户进行参数设置和过程状态的监测。
三、通信协议的确定通信协议是过程控制系统与外部设备之间实现数据交换的桥梁,确定合适的通信协议可以提高系统的可靠性和性能。
常用的通信协议包括Modbus、Profibus、CAN等。
在确定通信协议时,要考虑系统的实时性和响应性能要求,以及设备的兼容性和可扩展性。
四、系统安全性的考虑过程控制系统在设计时应考虑系统的安全性,保证系统的数据和操作的安全可靠。
可以采用多种方法提高系统的安全性,包括密码学技术、访问控制、数据加密等。
此外,还要做好系统的备份和恢复工作,以防止数据丢失和系统故障。
五、系统测试和调试在过程控制系统的方案设计完成后,还需要进行系统测试和调试工作,以保证系统的正常运行和稳定性。
测试和调试包括软件测试、硬件测试、联调测试等。
生产流水线小车的PLC控制设计

生产流水线小车的PLC控制设计论文《电气控制与PLC》毕业设计课题:生产流水线小车的PLC控制设计班级学号:姓名:指导老师:二零零九年十一月六日论文毕业设计任务书论文目录论文一:前言5二:摘要7三:已知情况、控制要求、设计要求3.1已知情况83.1控制要求83.3设计要求8四:设计思路4.1程序设计及调试94.2电气设计94.3安装、接线、联合测试94.4后期工作9五:程序设计及调试5.1PLC的“I/O为分配”95.2明确“信息流向”105.3SFC顺序功能图105.4梯形图、程序工作过程简析及编程元件明细表11六:电气设计6.1确定电气原理图(含PLC外部接线原理图)176.2确定元件位置图、接线图、互连图196.3气元件进行选择,确定“电气元件明细表”20七:安装、接线、及系统联合测试八:后期工作8.1操作过程简要说明228.2常见故障及其排除方案228.3编写并提交(课程)设计说明书23九:尚存在的问题及方案建议9.1弧光短路问题239.2PLC电源净化问题23课程设计总结25感谢26前言论文PLC英文全称ProgrammableLogicController,中文全称为可编程逻辑控制器,定义是:一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程.PLC是可编程逻辑电路,也是一种和硬件结合很紧密的语言,在半导体方面有很重要的应用,可以说有半导体的地方就有PLCPLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
工业过程控制系统的设计与实现
工业过程控制系统的设计与实现在现代化的工业生产中,一个工场所的工业过程控制系统的设计和实现的好坏将直接决定生产的效率、质量和可靠性。
因此,在厂家进行工业过程设计时,要重视工业过程控制系统的设计和实现。
本文将对此进行探讨。
一、工业过程控制系统的分类工业过程控制系统按照其功能可分为3类:连续过程控制系统、批处理控制系统和离散过程控制系统。
1、连续过程控制系统连续过程控制系统主要控制生产过程中连续加工的物质流动。
如炼油、制药、化肥、金属加工生产线等。
其中主要控制的是生产流程中的物料的移动、混合、分离等过程,主要采用PID闭环控制技术。
2、批处理控制系统批处理控制系统是在一批量生产结束后,才开始下一批生产操作的一个生产系统。
如制药、电子产品生产线等。
其中控制的主要过程是固定的,每个生产操作的参数都可以在控制系统内预先存储。
批处理控制系统中主要采用时间控制和逻辑控制。
3、离散过程控制系统离散过程控制系统主要控制离散制造业生产的过程。
如汽车、机器人等离散操作。
其中控制对象(如零件)在每个操作中有一个固定位置,而且操作的时间是短暂的,控制过程主要靠逻辑控制,常采用PLC、DCS、SCADA等技术。
二、工业过程控制系统的设计在工业过程控制系统的设计过程中有着众多的要求,通常包括以下几个方面:1、系统稳定性一个好的工业过程控制系统的稳定性是其设计应达到的第一个目标,其稳定性关系到生产效率和质量。
在工业过程控制系统设计中,要求设计师利用雷诺数、拓扑结构等理论掌握系统的运动稳定性和频率响应等特性,从而有计划地对系统进行设计和调试,以实现系统稳定控制。
此外,为了提高稳定性还要增强对系统故障的预警机制,及时发现故障并采取对应措施。
2、控制器选型在工业过程控制系统的设计中,控制器是十分重要的一环。
通常,工业生产需要高速计算能力和高实时性的控制系统,常采用PLC、DCS、PC等控制器。
在选择控制器时,需要根据实际运行情况,结合控制器技术指标和操作条件选择适合的控制器类型。
生产过程控制系统设计

生产过程控制系统设计前言 (2)1课题设计的背景 (2)2造纸废液处理的意义 (3)3过程操纵的进展概况 (3)4可编程逻辑操纵器(PLC )的进展 (4)5 PLC 生产过程操纵系统 (5)第二章过程操纵方案比较、设计 (5)1工艺过程分析 (5)2配料(混料)反应系统 (7)3干燥处理系统 (7)4操纵原理图(见附录) (9)5调节阀流通能力的计算 (9)5.1调节阀 (9)5.2 PID 操纵算法 (10)6数字PID 参数的选择 (17)6.1采样周期的选择 (17)6.2数字PID 操纵的参数选择 (18).6.3数字PID 操纵的工程实现 (19)第三章操纵系统的硬件设计 (23)1可编程操纵器 (23)1.1可编程操纵器(PLC ) (23)1.2可编程操纵器的基本原理 (24)1.3001482--MR FX N 可编程操纵器 (26)1.4AD FX N 42-模拟量输入模块 (27)1.5DA FX N 42-模拟量输出模块 (27)2液位计 (28)3温度变送器 (28)3.1概述 (28)3.2要紧特点 (29)3.3工作原理 (29)4压力变送器 (30)5电动执行机构 (31)第四章操纵系统软件设计 (34)1操纵系统整体分析 (34)1.1系统设计基本原则 (34)1.2逻辑操纵要求 (35)1.3系统主电路图 (35)1.4输入/输出点数统计 (35)1.5PLC最终选型 (37)总结 (38)致谢 (39)参考文献 (40)附录 (41)前言1课题设计的背景本设计的背景是利用造纸工业产生的废液生产颗粒状复合肥料,要求为该生产过程设计相应的操纵系统。
造纸企业污染排放是我国水污染的一个要紧原因。
将造纸厂的废水直接排放会导致生态环境严重恶化,而废水污染治理不仅技术复杂,而且投资很大,因此造纸废液治理成为企业与社会日益关注的问题。
另一方面,造纸黑液也含有大量的可利用成分,其中含氮、钾(硫酸钾)、磷、硅及有机物等因此。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊毕业设计(论文)任务书课题名称生产过程控制系统设计(PLC控制)学院(部) 电子与控制工程学院专业电气工程及其自动化班级28040501学生姓名周良军学号2804050124月日至月日共周指导教师(签字)教学院长(签字)年月日┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊毕业设计任务书一、设计内容(论文阐述的问题)本设计的背景是利用造纸工业产生的废液生产颗粒状复合肥料,要求为该生产过程设计相应的控制系统。
造纸企业污染排放是我国水污染的一个主要原因。
将造纸厂的废水直接排放会导致生态环境严重恶化,而废水污染治理不仅技术复杂,而且投资很大,因此造纸废液治理成为企业和社会日益关注的问题。
另一方面,造纸黑液也含有大量的可利用成分,其中含氮、钾(硫酸钾)、磷、硅及有机物等因此。
可以将造纸厂排出的黑液浓缩后,与有机质预配料混合,再通过喷雾干燥成复合肥,达到治理造纸黑液的目的。
利用造纸工业产生的废液生产颗粒状复合肥的简化工艺过程如图所示。
由图可见,经浓缩后的造纸黑液经泵P1送入1#储料罐,有机配料浓液经泵P2送入2#储料罐中。
经泵P3、P4将两种液体输入反应器3#罐中,先加热到一定温度,然后进行搅拌。
搅拌一段时间后由P5送入4#原料罐中,再由高压泵P5打入压力式干燥器中进行干燥处理,产品由干燥器下部收集。
对上述过程控制要求如下:一、用PLC实现逻辑控制:(1)按下总启动按钮,P1、P2启动运行,将浓缩造纸黑液和配料浓液分别打入1#、2#罐;(2)1#、2#罐控制:1#、2#罐液位达到上限时P1、P2↓,P3、P4↑;1#、2#罐液位达到上限时P3、P4↓,P1、P2↑。
(3)3#罐控制3#罐液位达到上限时:1)P3、P4↓;2)电加热器↑,加热到40O C时,电加热器↓,搅拌电机↑;3)搅拌时间到2min时搅拌电机↓,P5↑。
3#罐液位达到下限时,P5↓。
(4)4#原料罐控制:┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊P5↓4#罐液位达到上限时送风机↑→电磁阀V↑→P6↑P5↑4#罐液位达到下限时P6↓→电磁阀V↓→送风机↓二、过程参数检测:1、反应器温度;2、干燥器温度;3、蒸气加热器出口温度;4、高压泵P6出口压力5、1~4#罐液位指示三、用自动化仪表实现干燥器内温度控制控制:1、控制方案设计(控制量、干扰量等)2、调节器选择(型号、控制规律、正/反作用等)3、调节阀(作用形式、流量特性等)4、工程设计(仪表接线图等)四、设计原始资料(实验、研究方案)1、1#、2#罐尺寸φ×H(mm):3000×5000;反应器尺寸φ×H(mm):2000×30004#罐尺寸φ×H(mm):5000×80002、高压泵压力(Mpa):2~63、干燥器进风温度(°C):300-3504、反应器电加热功率(KW):305、P1~P4功率(KW):5.5;P5功率(KW):7.5;P6功率(KW):12;6、送风机功率(KW):7.5三、设计完成后提交的文件和图表(论文完成后提交的文件)1. 计算说明书部分:(1)设计背景及工艺过程描述(2)FX2N系列PLC的主要特点(3)过程控制系统的工程设计方法(4)PLC控制系统构成(5)干燥器温度控制方案的确定┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊(6)过程检测控制仪表及主要控制电器选择(7)PLC逻辑控制程序的设计及分析说明(8)元件名称及符号一览表(9)设计总结2、图纸部分:1、控制工艺流程图2、主电路原理图3、PLC接线原理图4、过程控制方框图5、控制柜元件布置图6、仪表接线图注:以上图纸任选一张手工绘制。
四、毕业设计(论文)进程安排序号设计(论文)各阶段名称日期(教学周)1 收集资料,学习相关知识2 过程控制系统设计3 PLC控制系统逻辑控制系统设计4 PLC控制程序的设计5 工程图纸绘制、审定6 设计完善,答辩准备五、主要参考资料┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊长安大学毕业设计(论文)开题报告表┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊注:1、课题来源分为:国家重点、省部级重点、学校科研、校外协作、实验室建设和自选项目;课题类型分为:工程设计、专题研究、文献综述、综合实验。
2、此表由学生填写,交指导教师签署意见后方可开题。
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊摘要在我国,造纸业是传统的用水大户,造纸企业污水排放是我国水污染的一个主要原因。
将造纸厂的废水直接排放会导致生态环境严重恶化,而废水污染治理技术复杂,投资大,造纸废液治理成为企业和社会日益关注的问题。
另一方面,造纸黑液也含有大量的可利用成分,其中含氮、钾、磷、硅及有机物等。
因此,可以将造纸厂排出的废液浓缩后,与有机质预配料混合,再通过喷雾干燥成复合肥,达到治理造纸废液的目的。
本设计的背景是利用造纸工业产生的废液生产颗粒状复合肥料,要求为该生产过程设计相应的自动控制系统。
首先要通过工艺流程确定控制内容,根据控制内容确定系统控制方案。
系统中包含逻辑控制和过程控制。
逻辑控制是控制生产过程中各台设备的起停,用FX2N系列PLC编程实现。
过程控制是对干燥器内的温度进行控制,令其保持在一定的数值,过程控制部分用常规仪表实现。
整个设计通过逻辑控制与过程控制的配合,可以实现生产过程全自动,保证产品质量,进行故障报警及显示关键字:生产过程,控制系统,PLC,仪表┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊ABSTRACTIn our country, papermaking industry is one of the traditional using water rich and influential family also is one of the important pollution sources of the water pollution. Sewage of paper mills is a major cause of water pollution in China. The direct discharge of wastewater will lead to serious deterioration of the ecological environment, and the technology of sewage treatment is complex, the investment in sewage treatment is large. Paper Mill sewage treatment become increasingly concerned. On the other hand, Sewage of paper mill also contains a lot of the available ingredients, including nitrogen, potassium, phosphorus, silicon and organism and so on. Therefore, we can concentrate the sewage of paper mills, and mix it with organic ingredients, then dry it to fertilizer by spray, so that the paper waste water can be treated.The background of the design is to use the waste water from paper industry product fertilizer, it makes demands on designing the automatic control system for the product process. First of all, determine control content through the process, determine system control programme according to the control content. In this system, it included the logic control and process control. Logic control is to control that when an equipment should start or stop in the production process by programming with FX2N PLC. Process control is to control temperature in the dryer, using conventional instruments to maintain a certain value.By the logic control and the process control, this design can automate the production process, ensure the quality of product, make fault alarm and display.key word:production process, PLC, control systems, instrument┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录毕业设计任务书 (2)长安大学毕业设计(论文)开题报告表 (5)摘要 (11)ABSTRACT (12)目录 (13)第一章绪论 (15)1.1 造纸废液处理的意义 (15)1.2 过程控制技术的发展 (15)1.3 可编程逻辑控制器(PLC)的发展 (16)1.4 PLC生产过程控制系统 (17)第二章控制方案比较、设计 (18)2.1 工艺过程分析 (18)2.2 配料(混料)反应系统 (19)2.3 干燥处理系统 (20)2.4控制原理图 (21)2.4 调节阀流通能力的计算 (23)2.3.1 调节阀(空气类介质)Kv值计算 (23)2.3.2 调节阀选择的一般步骤 (24)2.3.3 本设计中调节阀内容的选择 (24)2.4 PID控制算法 (24)2.4.1 模拟PID控制系统 (24)2.5.2 数字PID控制器 (25)2.5.3 PID算法的程序实现 (26)2.5.4 标准PID的改进 (27)第三章控制系统的硬件设计 (32)3.1 可编程控制器 (32)3.1.1 可编程控制器(PLC) (32)3.1.2 可编程控制器的基本原理 (32)3.1.3 PLC工作过程的特点 (34)3.1.4NFX2系列可编程控制器 (35)3.2 ADFXN22-模拟量输入模块 (35)3.3 DAFXN22-模拟量输出模块 (36)3.4 液位计 (37)3.5 温度变送器 (38)3.6 压力变送器 (39)3.7 电动执行机构 (40)3.8 其他元器件 (43)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊3.8.1 断路器 (43)3.8.2 接触器 (44)3.8.3 热过载继电器 (45)第四章控制系统软件设计 (46)4.1 控制系统整体分析 (46)4.1.1 系统设计基本原则 (46)4.1.2 逻辑控制要求 (47)4.1.3 系统主电路图 (47)4.1.4 输入/输出点数统计 (48)4.1.5 PLC最终选型 (49)4.2 造纸废液处理控制程序设计与分析 (49)第五章系统控制参数整定 (57)5.1 系统采样周期的选择 (57)5.2 系统PID参数选择 (58)总结 (60)致谢 (61)参考文献 (62)附录 (63)附录1 梯形图 (63)附录2 程序清单 (69)附录3 元器件明细表 (74)附录4 常见液体粘度表 (76)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊第一章绪论1.1 造纸废液处理的意义造纸术作为我国古代“四大发明”之一,对人类文明的进步做出了巨大的贡献,但现代造纸工业却处在落后水平。