SMT常见不良鱼骨图分析名师制作优质教学资料
smt不良现象要因分析图--鱼骨图

SMT 不良现象偏移要因分析图環境因素人 員人為碰掉零件PAD 上有異物上料零件不良預檢碰掉零件頂Pin 孔未清理干淨電極氧化電極損傷PCB 不良 PCB 板彎HMT 漏件印刷錫膏被擦傷人為疏忽漏貼未預告停電頂Pin 擺放不均衡 頂Pin 高度不良著裝頂Pin 不良Nozzle 贓污 真空管破損Nozzle 真空不良真空電磁閥不良 過濾棉贓污PCB 推杆碰到零件軌邊不良軌邊不順暢裝著零件速度太快吸嘴型號選用不當Mounting gap 設置不當 裝貼偏移零件座標不良材料不良 設備因素印刷時PA D 上無錫或少錫工法不良SMT 缺件不良特性要因分析图缺 件SMT 不良现象损件要因分析图SMT 材料不良要因分析图文- 汉语汉字编辑词条文,wen,从玄从爻。
天地万物的信息产生出来的现象、纹路、轨迹,描绘出了阴阳二气在事物中的运行轨迹和原理。
故文即为符。
上古之时,符文一体。
古者伏羲氏之王天下也,始画八卦,造书契,以代结绳(爻)之政,由是文籍生焉。
--《尚书序》依类象形,故谓之文。
其后形声相益,即谓之字。
--《说文》序》仓颉造书,形立谓之文,声具谓之字。
--《古今通论》(1) 象形。
甲骨文此字象纹理纵横交错形。
"文"是汉字的一个部首。
本义:花纹;纹理。
(2) 同本义[figure;veins]文,英语念为:text、article等,从字面意思上就可以理解为文章、文字,与古今中外的各个文学著作中出现的各种文字字形密不可分。
古有甲骨文、金文、小篆等,今有宋体、楷体等,都在这一方面突出了"文"的重要性。
古今中外,人们对于"文"都有自己不同的认知,从大的方面来讲,它可以用于表示一个民族的文化历史,从小的方面来说它可用于用于表示单独的一个"文"字,可用于表示一段话,也可用于人物的姓氏。
折叠编辑本段基本字义1〃事物错综所造成的纹理或形象:灿若~锦。
质量问题鱼刺图

留
进入车间清理工作
规范使用粘辊、脚粘,做好记录
解
非生产人员进入
非相关人员不得入内
决
健全制度、SOP,加强培训
措
施 卫生
定期清洁,加大检查力度
操作
挑拣力度不够 冲切领料胶料贴身 清场不净 动作幅度大
加大挑拣力度 用干净的专用领料箱,不得抱于胸前 按规定清场,车间定期检查 加强教育,班长及时纠正
胶塞混合解决措施
设备
车间配 备不全
风幕机
忘开
胶塞蚊虫残留特性要因图
人员
不随手关门
安装位置 不合理
灭蚊灯
损坏
意识不足
非生产用品 带入更衣室
边皮箱停放 时间过长
脱包间 控制
生产过程控制
运料车运输 过程控制
后处理传料 过程控制
车间死角 各工序卫生
卫生
厂区 外围灭 卫生 蚊虫
环境
储料间 门窗
厂房
车间 压差
为 何 胶 塞 出 现 蚊 虫 残 留?
为 何 胶 塞 出 现 混 合?
环境
胶塞金属片残留解决措施
健全制度、SOP,加强培训。
日常教育,如班会
人员 胶
塞
现场巡查和规章制度的执行 奖惩
金
及时检查、更换
属
胶板维护
定期维修、保养
片
设备及辅助器具
残
刀具打磨
加强检查、试用锋钢锯条
留 解
设备螺丝 剪刀螺丝
定期检查、更换 班前、班中、班后检查,跟踪螺丝去向
设备
冲切机 台少
清场次 数增加
部分操作未按照 操作规程规定来 操作
操作
胶塞混合特性要因图
人员
鱼骨图-测试不良率高分析

物料
测试中产生 静电造成 测试中异常断电 人员作业错误 线材无防呆 零件短路 维修甩锡 印锡量过多 焊接品质异常 待测机器线 材不良 接口不良 使用次数超多 测试需求大 接口磨损不良 突发性治具不良 发料没有校验 治具发料错误 载具材质太差 程式变更未通知 操作步骤生疏 很久没有生产 人员离岗 新人作业 操作错误 测试SOP遗失 人员故意为之 未按SOP作业 人员更换 去洗手间 支援其他岗位 人员调配不合理 人力不足 工位暂时缺人 新SOP未正式发布 测试服务器当机 测试程式未正式发布 TE疏忽 测试SOP未定义 申请签合未完成 PE疏忽 测试程式没有更新 TE人员疏忽 没有接到ECN通知 测试程式异常 治具来料不良 线材插反
设备
拿取时脱手 运输不当 治具使用坏 使用次数超长 保养不及时
治具掉落摔坏
测试主板不良
锡膏漏印 零件脚氧化 零件空焊
治具数量少 载具磨损
线材脱落 设计时未考虑 成本便宜 线材虚插
为 什 么 测 试 不 良 率 高
测试交换机重启
PSU接口不良 机器温度过高
网络不稳定
工作Loading太大 散热不够
人员
方法
SMT常见不良鱼骨图分析

影响:影响产品外 观和功能
解决方案:优化工 艺参数,选择合适 的材料和设计
PART TWO
焊料成分:焊料成 分不纯或含有杂质, 导致焊接不良
焊料温度:焊料温 度过高或过低,影 响焊接质量
焊料表面氧化:焊 料表面氧化导致焊 接不良
焊料黏度:焊料黏 度过大或过小,影 响焊接质量
基板材料对SMT制程的影响 常见基板材料的种类及特性 基板材料的质量控制及检测方法 针对不同基板材料的处理技巧和注意事项
工装问题:吸嘴、传送带等工 装出现磨损或松动,影响贴片 效果
维护问题:设备保养不及时, 导致机械故障或精度下降
操作问题:操作人员技能不足 或操作不当,导致贴片不良
设备老化或故 障
设备保养维护 不到位
设备参数设置 不正确
设备与工装的 匹配度不高
检测设备精度不高,导致不良品漏 检
检测设备配置不齐全,无法覆盖所 有产品检测需求
添加标题
添加标题
添加标题
添加标题
检测设备老化或维护不当,影响检 测准确性
检测设备操作复杂,影响检测效率
设备与工装问 题:工装治具 的精度和稳定 性对SMT生产
的影响
解决方法:定 期检查和校准 工装治具,装治具,并加 强对其维护和
保养
案例分析:分 享实际生产中 因工装治具问 题导致的SMT 不良案例及其
零件材料选 择不当
零件材料老 化或腐蚀
零件材料质 量不达标
零件材料与 焊料不兼容
胶水质量问题:胶水不干、粘度不够等 胶带质量问题:胶带不粘、易脱落等 离型纸质量问题:离型纸不均匀、起泡等 其他辅助材料问题:标签、保护膜等材料不符合要求
PART THREE
设备问题:贴片机精度不足, 导致贴片位置不准确
SMT缺陷的鱼骨图(问题的分析)

零件腳氧化
零件不吃錫
人員培訓不足 人員疲勞
訓練不足
錫膏弄糊 零件貼裝偏移
刮刀變形
回溫時間不夠
空
二次爐溫過高
攪拌時間不當
銲
印刷不良
錫膏使用不當
鋼板變形
爐溫設定不當
暴露空氣時間太久 不同錫膏混用
檢修修復不良 銲錫使用不當
視力不足 軌道變形、抖動
未按 SOP 作業
訓練不足 迴銲爐異常
開孔過小
熔錫溫度太低
未定時擦拭
SMT 不良現象空銲要因分析圖
ห้องสมุดไป่ตู้
環
溫度過高
料
印刷拉錫 脫膜差
錫膏粘度大
顆粒太大
助銲濟揮發
保養未徹底 空調失控
PCB 變形 V-CUT 太深
PCB 不良
PCB 受潮 PAD 氧化
錫膏不良
錫膏逾期 封頭尺寸不規範
灰塵過大
PAD 有異物 PAD 噴錫不良 PCB Layout 不規範
零件不良
零件腳變形
封頭氧化
鋼板開立不當
印刷參數設定不當 刮印速度太快 座標設定不當
鋼板清潔不當
錫膏管制不當
網孔漏開
貼裝參數設定不當
网子抖動
擦拭紙使用不當
貼裝高度太大
人
機
零件資料設定不當
法
鱼骨图品质分析法.

8 鱼骨图品质分析法
1、案例编号 08 SMT Technology-1
2、案例名称鱼骨图品质分析法
3、案例来源自编案例
4、案例使用说明(案例用途、可应用的场合或专业领域)
本案例是高职电子制造类专业学生学习产品组装品质分析之用,是分析SMT不良部品缺陷产生原因最重要的方法,也可作为SMT品质工程师培训案例。
5、教学目的
学会用鱼骨图法分析SMT组装品质,找出缺陷产生的原因。
6、案例简介
a)关键词鱼骨图品质分析
b)背景信息
本案例是学院电子产品制造中心协同南京SMT专业学会为配合企业职工培训、SMT专业学生培训而开发制作。
c)事实描述(案例发生的现象描述、原因、过程等,要求内容真实、详尽)
利用本软件可以围绕人、机、物、料、法等方面,分析产生立碑、锡珠、虚焊等不良部品缺陷引起的原因。
d)思考题
①利用本软件分析立碑缺陷产生的原因?
②鱼骨图法品质分析优点有哪些?
e)分析与评价
首先通过鱼骨图分析能从紊乱问题中整理出头绪;其次是从问题成因中追究出主因;第三从问题主因中研讨出对策;最后能起到员工解决问题能力训练的目的。
针对特性要因图这些原因有计划地加以强化,将会使工作更加得心应手。
同样地,有了这些特性要因图,即使发生问题,在解析问题的过程中,也能更快速可靠。
f)教学建议(案例在教学中使用的方法、注意事项和建议)
本案例建议在学习贴片机结构组成与工作过程参考采用。
g)相关附件(素材)
品质分析鱼骨图法软件(点击安装观看)。
SMT常见不良鱼骨图分析

对PCB板进行烘烤,去除潮气。 选用优质的焊锡材料,减少杂质含量。
错件
01
错件产生原因
02 贴片程序中未正确设置器件参数,导致机器无法 识别器件。
03 操作员未按照作业指导书操作,导致器件贴错。
错件
器件包装不良,导致取料时出现错误 。
PCB板放置位置不正确,导致取料时 出现错误。
错件
改善措施
1
smt常见不良鱼骨图分 析
目录 CONTENT
• SMT常见不良现象 • 原因分析 • 解决方案 • 预防措施
01
SMT常见不良现象
锡珠
总结词
锡珠是指在焊接过程中,多余的焊锡 在PCB板上形成的小球状焊锡。
详细描述
锡珠可能是由于焊锡量过多、焊剂过 量、加热不足或加热时间过长等原因 造成的。锡珠可能导致电路短路、元 器件短路、降低产品可靠性等问题。
错件
总结词
错件是指在SMT贴片过程中,将元器件贴错位置或贴错型号 的现象。
详细描述
错件可能是由于操作员疏忽、程序错误、标签错误等原因造 成的。错件可能导致电路功能异常、产品性能
偏位是指元器件在PCB板上的位置与设计要求存在偏差的现象。
详细描述
偏位可能是由于贴片程序错误、操作员操作失误、焊锡量不足等原因造成的。 偏位可能导致电路性能不稳定、产品可靠性降低等问题。
立碑
总结词
立碑是指SMT贴片元件的一端或两端翘起,形成类似碑文的效果。
详细描述
立碑可能是由于元件吸嘴选择不当、元件本身翘曲、焊膏量不足等因素引起的。 为了预防立碑问题,可以选用适合的元件吸嘴,确保吸力适中;加强元件存储和 使用管理,避免元件翘曲;控制焊膏的量,确保焊点饱满等。
缺陷的鱼骨图(问题的分析)

人員疏忽 零件、錫膏被擦掉 工作馬虎 衣袖未夾住 鋼板孔塞
鋼板网孔未開
人員混亂
未適人適用
爐溫不穩定 溫控卡故障 迴銲爐
缺
溫度過高
空調故障
NOZZE下降距離不 頂PIN擺放不 程式編輯
table設定過
錫量少
溫濕度
印刷機 座標定位不準 鋼板与PCB不匹配
檢修
軌道、网變形 排風系統故障 IR參數設定不當
濕度過大
NOZZLE 型號設定錯誤 座標缺 停气
電气 掉板
錫膏不賭塞
NOZZLE
未按計劃保養 保養 NOZZLE 磨損 貼裝機 吸料不良
拉錫不當
設備故障
軌道調整不當 停電
保養不撤底
環境
方法
設 備
料槍變形
SMT
材 料
未置放
不良現象缺件要因分析圖
人 員
教育訓練不足
教育資料缺乏 教育訓練
尺寸不規範
疲勞
眼睛近視 作業情緒化
工作態度不端正 教育訓練不徹底
PCB氧化
PCB不良
PCB變形
精神不振
手放零件 方法不熟
PCB上有異物 預 品質意識不強
ECN未及時導入
程式錯誤
參觀人次過多 管理不當
V-cut太深
PCB 設計不當
SMT常见不良现象图片培训

根据产生原因和影响,SMT常见不良现象可分为焊接不良、元件 放置不良、设备问题等几大类。
产生原因
焊接不良
温度过高或过低、焊盘不清洁、焊膏量过多或过少 等。
元件放置不良
元件缺失、元件反面放置、元件方向错误等。
设备问题
吸嘴问题、印刷机问题、贴片机问题等。
影响与后果
影响
SMT常见不良现象可能导致产品 性能下降、产品失效、生产效率 降低等问题。
吸嘴选择不当
吸嘴大小与元件不匹配,导致 元件在贴装过程中滑移或掉落 。
气压调节不当
气压调节过大或过小,影响吸 嘴吸附元件的稳定性,导致偏 移。
贴装路径规划不合理
贴装路径规划不合理,导致元 件在贴装过程中受到不均匀的
力而偏移。
偏移不良现象图片展示
01
[图片1
元件贴装位置偏移]
02
[图片2
元件一端贴装位置偏移]
焊锡回流温度过高
回流温度过高,焊锡流动性增 强,容易形成锡珠。
焊锡成分不纯
焊锡中含有的杂质或助焊剂残 留物,可能导致焊锡在回流过 程中形成锡珠。
锡珠不良现象图片展示
• 由于图片无法在此展示,请参考相关SMT工艺技术资料或培训教材中的锡珠不良现象图片。
锡珠不良现象的预防和解决措施
优化焊盘设计
根据元件规格和焊盘尺寸进行合理设计,确保焊 盘尺寸与元件匹配。
提高贴片精度
确保贴片元件放置位置准确,避免元件偏离焊盘 中心。
控制回流温度
根据焊锡的特性,合理设置回流温度,避免温度 过高或过低。
使用优质焊锡
选择品质可靠的焊锡品牌和型号,确保焊锡成分 纯正、杂质少。
03
偏移不良现象
偏移产生的原因
SMT failure鱼骨图

為 何 會 缺 件 ?
Lib.設定 溫度
印刷機參數 太大(PAD無錫) PCB&Stencil 間隙 鋼板開孔 作業
太高(掉件) 迴焊爐參數 太高 Hot AIR風量
不當
法
6 Reflow profile Setting & Maintenance
人
墓碑
料
金屬未含銀
端點 錫膏選用 綠漆 覆蓋單PAD PCB 單邊氧化 PAD 置放位置 偏移 置放機參數 錯誤 Lib.設定 溫度差異 太高 迴焊爐參數 PAD Size 差異太大 Layout 太大 太小 擦拭紙 偏移 清潔 有雜物 Nozzle 手擺 單一塞孔 鋼板開孔 鋼板塞孔 未清潔 無焊點 零件 單邊氧化 焊錫點 置放機 置放位置 偏移 鋼板上錫量 不均 迴焊爐 熱風風量 太快 鋼板開孔 塞孔 印刷機
Fish bone for SMT failure
J.L. Ku MJ0300 Jan.30 ‘04
Outline
SMT 不良現象
短路, 空焊/錫不足, 損件, 缺件, 墓碑, 錫珠, 偏移, 高翹, 極性反, 錫裂, 燈蕊效應.
依照不良現象以魚骨圖分析其可能之 原因.
針對可能之原因, 圈選最可能之原因, 加速人員分析之速度.
機
太大
零件 PCB &PAD 溫差 置放位置 偏移
不足
印刷機 太大 PCB &Stencil 間隙
置放高度
太大
PCB&Stencil 間隙 鋼板開孔
清潔
為 何 會 空 焊 / 錫 不 足 ?
法
4 Reflow profile Setting & Maintenance
不良事件原因分析图 鱼骨图

2016年不良事件原因分析图
图1 用药错误原因分析鱼骨图
健康教育不到位(主要) 未做患者跌倒风险评估(主要) 未做好住院宣教 患者入院时未及时评估患者的低血糖病史
未告知患者外出注意事项
未告知患者低血糖的注意事项 未及时评估患者的跌倒风险
当班护士未及时清点病人 当班护士未及时了解患者的去向 未做好病区管理
图3 发生压疮原因分析鱼骨图
预防压疮措施不到位(主要) 健康教育不到位(主要) 为保护皮肤受压部位 未向患者告知压疮的重要性 未及时发现皮肤受压情况 未告知患者预防压疮的措施。
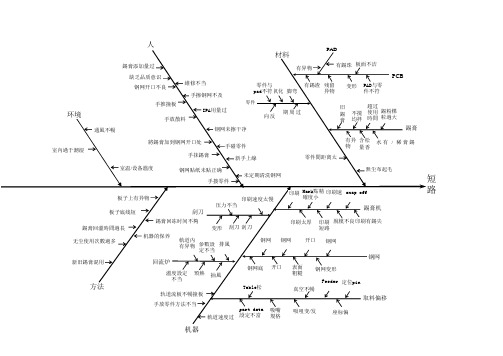
SMT 焊接不良短路鱼骨图分析
表面 粗糙
钢网变形
Feeder 定位pin 真空不暢
取料偏移
吸咀变/发
座标偏
机器
將錫膏加到钢网开口处 手抹錫膏
手碰零件 新手上線
零件間距离太
有异 含 松 物 量香
水有 / 稀膏錫
室温/设备溫度
钢网贴纸未贴正确 手拨零件
Байду номын сангаас
未定期清洗钢网
無尘布起毛
短
板子上有异物
印刷 Mark點精 印刷速 snap off
路
印刷速度太慢
確度小
板子底线短
刮刀
压力不当
錫膏机
錫膏回溫時間過長
錫膏回冻时间不夠
环境
通風不暢
人
PAD
材料
錫膏添加量过
有异物
有錫珠 板面不洁
缺乏品质意识 钢网开口不良
維修不当
手擦钢网不及
手推撞板
IPA用量过
手放散料
零件与
有錫渣 残留
pad不符氧化 脚弯
异物
零件
向反 期 周 过
钢网未擦干净
变形 PAD与零 件不符
PCB
旧
超过
錫 膏
不搅 使用 錫粉棵 均拌 時間 粒過大
錫膏
室內過于潮湿
变形 刮刀 刮刀
印刷太厚 印刷 脫模不良印刷有錫尖 短路
无尘使用次數過多 新旧錫膏混用
方法
机器的保养
軌道內 有异物 參數設 排風
定不当
回流炉
溫度設定 預熱 抽風 不当
轨道流板不暢撞板 手放零件方法不当
軌道速度过
钢网 钢网
开口 钢网
钢网底 开口 Table松 part data 吸嘴 設定不當 規格
钢网
SMT制程常见异常分析教材(PPT 36张)

b. 鋼板的厚度
錫膏在印制板上的印刷厚度。錫膏印刷后的厚度是漏板 印刷的一个重要参数,通常在0.13mm-0.17mm之间。錫膏过 厚会造成錫膏的“塌落”,促进锡珠的产生。
因素三:贴片机的贴装压力
如果在贴装时压力太高,錫膏就容易被挤压到元件 下面的阻焊层上,在回流焊时锡膏熔化跑到元件的周围 形成锡珠。解决方法可以减小贴装时的压力,并采用合 适的鋼板开口形式,避免錫膏被挤压到焊盘外边去。
錫膏塌陷錫膏粉化:錫膏在PCB上的成型不良 , 出現塌陷 或粉化現象 原因 : 錫膏內溶劑過多 , 鋼板底部擦拭時過多溶劑 , 錫膏溶 解在溶劑內 , 擦拭紙不捲動 , 錫膏品質不良 , PCB印刷完畢 在空气中放置時間過長 , PCB溫度過高
錫膏拉尖(狗耳朵):鋼板開孔不光滑 , 鋼板開孔尺寸過小 , 脫模速度不合理, PCB焊點受污染 , 錫膏品質異常 , 鋼板 擦拭不干淨 少錫:板子上錫膏量不足
③严格保持各焊接角的锡膏厚度一致
④避免环境发生大的变化 ⑤在回流中控制元器件的偏移 ⑥提高元器件角与焊盘上锡膏的之间的压力
其 他 不 良 产 生 的 鱼 骨 图 ( 立 碑 )
三 桥接问题
焊点之间有焊锡相连造成短路 Short
产生原因: ①由于钢网开孔与焊盘有细小偏差,造成锡膏印刷 不良有偏差 ②锡膏量太多可能是钢网开孔比例过大 ③锡膏塌陷 ④锡膏印刷后的形状不好成型差 ⑤回流时间过慢
金屬錫可以從零件腳 側邊爬升,但不能從零 件腳截面爬升.
零件腳截面參差不 齊.且無鍍錫層.
6.2 PCB PAD 拒焊現象識別
1) 現象特征:金屬錫全部爬升至零件吃錫面並形 成拱形表面, 但PCB PAD表 面沒有金屬錫.
2) 造成 PCB PAD 拒焊原因主要是:零件吃錫面氧化 引起的零件拒焊現象.
SMT不良现象要因分析图--鱼骨图

SMT 不良现象偏移要因分析图
環境因素
人 員
人為碰掉零件
PAD 上有異物
上料
零件不良
預檢碰掉零件
頂Pin 孔未清理干淨
電極氧化
電極損傷
PCB 不良 PCB 板彎
HMT 漏件
印刷錫膏被擦傷
人為疏忽漏貼
未預告停電
頂Pin 擺放不均衡 頂Pin 高度不良
著裝頂Pin 不良
Nozzle 贓污 真空管破損
Nozzle 真空不良
真空電磁閥不良 過濾棉贓污
PCB 推杆碰到零件
軌邊不良
軌邊不順暢
裝著零件速度太快
吸嘴型號選用不當
Mounting gap 設置不當 裝貼偏移
零件座標不良
材料不良 設備因素
印刷時PAD 上無錫或少錫
工法不良
SMT 缺件不良特性要因分析图
缺 件
SMT 不良现象损件要因分析图
SMT 材料不良要因分析图。
不良分析鱼骨图2

材料机台人员
每批次材料存在差异 不同机台有差卷材包装
时膜没有
方法
备注:
1. 确认该员工对此产品有了解;
2.确认刀模无磨损,可排除;
3.SSLM009商标机生产,无差异;
4.客户退回产品经过长时间后只有面对面的产品有黏连,
后面没有黏连,确认材料没有问题;
5.成品仓储存温湿度无异常,可排除;
6.产品包装完整,无破损
经验证确定原因为包装方式不对造成;成品储存温度过高产品外面一圈粘连 包装对折后产品与产品贴在一起,
容易导致产品黏连的现象
环境作业人员为新员工,对该产品要求不了解
材料胶的特性问题,面对面 长时间后会黏在一起刀具磨损未切断
导致表面残胶。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.反面 2.位移
3.吃錫不良
4.空焊 5.短路 6.缺件 7.暮碑 8.側立
反面
環境 人
管料上料過快 手撥零件 物料人員拆料
材料
錫膏過干 來料反面 來料反面 來料包裝松動 零件太細 手放零件 零件太薄太輕 PAD不潔 零件破損 手碰零件 料架不良 料架開口過大 P/D設置不當 回焊爐速度過大 Feeder推動過大 抓料位置不正確 Table扣不緊 機器抓料失敗 機器置件不穩定 MTU振動過大 包裝規格太大 包裝間隙過大
搬運震動過大
溫度過高 手放散料 備料方法不正確
散料包裝
反
鋼板開口不良 吸嘴真空不暢 吸嘴彎曲 Feeder蓋太大 升溫率太快 吸嘴磨損
面
PCB設計不當 料架使用型號不正確 料架推料不到位 使用料架口徑太大 操作不正確 SOP不完善
回焊爐抽風 吸嘴型號不符 加熱器風量過大 料架振動過大 料架推料過快
MTU吸空Tray時將 下層零件吸繙面
其它
方法
Nozzle Size Error
真空 不暢
機器
環境
濕度影響 錫膏特性
PAD內 無 平整度 油脂 露銅 工作態度 包裝 拿零件未戴手套 距過大 PAD 錫膏被抹掉 內距 PCB 有雜物 零件拆真空 未做好來料檢驗 工作壓力 過大 包裝後氧化 PCB PAD兩邊 有異 零件規格與 PAD 熟練程度 鋼板未擦拭干淨 鋼板 變形 不一致 物 PAD不符 氧化 手放散料 缺乏品質意識 開口 開口 灰塵多 形狀 方式 錫膏添加不及時 缺錫 回溫 剩余 內有 錫鉛調 零件 丟失零件 厚度差異 時間 錫膏 雜物 配不當 腳 零件 過保 零件 鋼板未及時清洗 過大 找回後重 靜電排放 錫膏 彎 翹腳 質期 損壞 過重 新使用 零件掉落地上 過週期 超過使 黏度助焊劑
兩邊不一致 PCB 板邊位 有小孔 表面 管制 置有零 不潔 內距 不當 件 PCB 損傷
手印台不潔 手印台鋼 板偏移 停電
吃錫 不良
錫膏機 間隙 錫量 參數設 脫模 不當 不足 定不當 速度 張力 表面 開口 鋼板 不足 磨損 粗糙 厚度 鋼板 表面不 光滑 坐標偏 開口與 清潔度 PAD不符 Clamp 吸嘴 Table 松動 彎曲 松動 Part data 置件速 度過快 開法不 正確 Feeder 不良 置件偏移
方法
機器
人
缺乏品質意識
吃錫不良
手抆鋼板不及時 工作態度 IPA用量過多 腳 歪
環境
上錫不均 鋼板未及時清洗
材料 有 噴錫不足 異 氧 腳 物 化 彎 有異物
與零件小不同 氧化或露銅
上有VIA孔
溫度高 空氣中灰 塵過大
腳件零 鋼板印刷後檢 撿板時間長 被長錫 零件受潮 驗不夠仔細 受潮 過使用 板彎 PCB不平 印刷孔偏 污 短 箔 零件厚度不統一 手放散料 周期 新員工操作 回溫 粒子形 成分 內有 保存 染不破 零件過保固期 判定標准 不夠熟練 未先進 耗材重復使用 手印台 一損 狀不均 不均 雜質 條件 時間 先出 新舊易膏混用 不佳 不夠 位移 缺錫搖動 零件損壞 勻 濕度太大 手印錫膏 錫膏被抹掉 零件形狀特殊 零件沾錫性差 心情不佳 使用 助焊 粒子 使用 黏 親金 力度不夠 不飽滿 庫存條件不佳 通風設備不好 過久 劑含 徑過 過期 度 屬性 手撥零件 零件尺寸不符 零件腳落地上 量 大 高 低 無塵布起毛 印刷 爐溫曲線 角度 刮刀 壓力 速度 錫膏攪拌 的測量 不佳 不平 不當 過快 不均勻 鋼板開 刮刀 PCB上有 口方式 變形 硬度 平行度 雜物 鋼板開 不佳 口形狀 修機時間 軌道 爐膛 錫膏廠商 上料不 冷卻 速度 內有 溫區 過長 的選擇 規范 過快 過快 雜質 不足 Profile斜率 回焊爐 及時間 舊錫膏 錫膏選 溫度 熱傳 抽 的管控 擇不當 設定 道方 風 鋼板阻塞 不當 式 厚度的 未依SOP 選擇 攪拌錫膏 氣壓不足 鋼板擦拭 PCB的設計 軌道殘留錫膏 方法不對 軌道變形 機器置件不穩 精度 不夠 行程 不足 印刷 厚度 錫膏 印刷
室溫高 心情不佳 身體不適 無塵布起毛 晶片管制不當 手印 印偏 受 耗 損壞 來料 兩端 PAD 氧 潮 材 變形 損件 無焊 上有 化 異物 點 用時間 缺錫泊 含量
人
空焊
材料
壓力過 坐標 置件速 吸嘴變形 印刷 手印錫用力不均 坐標 大零件 偏移 度過快 或堵塞 偏移 錫膏管制不當 偏移 腳變形 SOP不完善 高速機 撿板時間過長 泛用機 IPA 用量過多 PCB印刷 零件厚度 置件 料架不良 置件 吸嘴 暴露在空氣中時間過長 PCB設計 時間過長 與partdata 不穩 高度 磨損 零件過大 置件壓 不良零件上線 庫存溫濕度不當 不符 零件與PAD 壓力 印刷量 印刷速 印刷缺 備料方法不正確造成缺錫 力不夠 上有油 零件位移手撥零件 坐標偏 手印台不潔 過大 不標准 度過快 錫少錫 回焊爐 設備陳舊 擦鋼板方法不正確 上料方法不正確 錫膏機 滴油 開口與 料架不良 錫膏攪 Profile曲線不佳 軌道不暢通 PAD不符 行程 印刷 鋼板下 錫膏粘 鋼板 刮刀 拌不均 偏移 有異物 刮刀 阻塞 變形 運輸 坐標修改失誤 角度修 PCB設計 溫區不 抽風 排風 撞件零 改故障 轉移料站mark未考慮 穩定 過大 不通 零件旁邊有 Skip mark 件位移 小孔漏錫 作業 印刷短路後用刀片撥錫 回焊爐 錯件 機器振動太大 錫膏類型不合適 濕度設 軌道速 升溫 撿板方法不對 零件位置 過於靠邊
空 焊
其它
方法
機器
定不當
度過快
太快
錫膏添加量過多
缺乏品質意識
未按SOP作業
維修不當 手擦鋼板不及時
短路
零件與 氧 腳 PAD不符 化 彎 零件
反 向 破 損 過 周 期
PAD距離太近 PAD過量 有雜物
PAD短路 有錫珠 不潔 噴錫 過厚
IPA用量過多 鋼板未擦干淨 鋼板開口不當 手碰零件 手推撞板 新手上線 手放散料 通風不暢 缺乏責任感
PCB
室內過於潮濕
缺乏教育訓練 將錫膏加到鋼板開口處 手抹錫膏 鋼板貼紙未貼好 濕度高
手撥零件
錫膏厚
短路
有錫渣 殘留異物 變形 PAD與零 件不符 舊 超過 錫 不勻 使用 錫粉徑 膏 攪拌 時間 粒過大 錫 有 松香 錫 錫膏 膏 異 含量 膏 內有 稀 水份 物 無塵布起毛