锥套的使用说明
锥套在设备中的应用
锥套在设备中的应⽤锥套联接技术在设备中的推⼴和应⽤锥套(Taper Lock Bushes)联接是利⽤锥⾯的楔形作⽤实现轴和轮毂的联接,这种联接⽅式在欧洲和美国应⽤极为普遍,它适⽤于三⾓带锥套轮、平⽪带轮、同步齿形带轮、链轮、联轴器等和轴之间的联接。
本⽂从锥套联接的原理、结构特点、拆装过程、应⽤⽅法及在棉纺设备中的应⽤实例等⽅⾯说明应⽤锥套联接技术的好处。
1 锥套联接技术的原理及与键联接的⽐较1.1锥套联接技术的原理 锥套联接技术是利⽤锥度原理将零件紧固于轴上,其实质是将轴向⼒转化为径向⼒,要使这种结构能产⽣最⼤的固定⼒,但同时⼜能使零件容易分离,只需令锥锁锥套取最佳的锥⾓(8°)即可达到⽬的。
在“锥套”配合系统中,最常⽤和最著名的是“International(国际)”和“Morse(摩斯)”这两种系统,前者的锥⾓为每英尺长度上的直径变化是3.5英⼨,锥⾓为15°48″,⽆⾃锁能⼒,在没有机械⼒约束下,相配对的零件容易分离;典型的Morse锥度⽤于将钻头和铰⼑固定到机床⼑夹上,其锥度为每英尺长度上的直径变化是0.625英⼨,锥⾓为2°59″,即使在有润滑的条件下,这个锥度也能保持⾃锁能⼒。
1.2 锥套联接与键联接的⽐较 多年来的传统应⽤中,⽤键配合将动⼒传动部件安装到轴上的装配⽅法既费时⼜昂贵,因为它要求轮毂内孔与轴径均保持较⾼精度的尺⼨与公差。
这种传统⽅法还应⽤于⼩功率的传动装置中,对于轻负荷传动,键联接的成本更加昂贵。
锥套联接相对键联接的优点是拆装⽅便,安装时只需将轮毂和轴置于联接的相对位置,放⼊锥套,再按规定拧紧两颗螺钉即可。
由于锥套在联接时内孔有⼀定的收缩量,轴的公差允许范围较⼤,因此可以降低轴的加⼯成本,⽽且其配合相当于收缩配合,可以使得负荷均匀分布。
使⽤外径相同⽽内孔直径不同的⼀系列锥套可实现轮毂和不同直径的轴的联接,这⼀特点使锥套很适合同⼀联轴器和不同轴之间的联接。
锥套皮带轮安装及拆卸方法
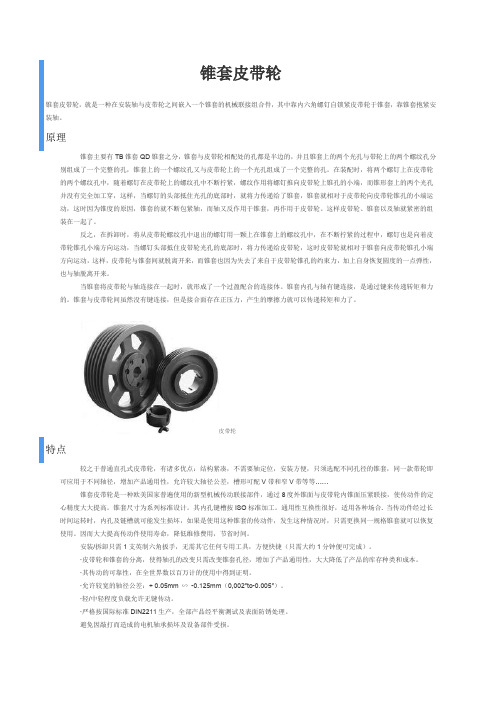
锥套皮带轮锥套皮带轮,就是一种在安装轴与皮带轮之间嵌入一个锥套的机械联接组合件,其中靠内六角螺钉自锁紧皮带轮于锥套,靠锥套抱紧安装轴。
原理锥套主要有TB锥套QD锥套之分,锥套与皮带轮相配处的孔都是半边的,并且锥套上的两个光孔与带轮上的两个螺纹孔分别组成了一个完整的孔,锥套上的一个螺纹孔又与皮带轮上的一个光孔组成了一个完整的孔。
在装配时,将两个螺钉上在皮带轮的两个螺纹孔中,随着螺钉在皮带轮上的螺纹孔中不断拧紧,螺纹作用将螺钉推向皮带轮上锥孔的小端,而锥形套上的两个光孔并没有完全加工穿,这样,当螺钉的头部抵住光孔的底部时,就将力传递给了锥套,锥套就相对于皮带轮向皮带轮锥孔的小端运动,这时因为锥度的原因,锥套的就不断包紧轴,而轴又反作用于锥套,再作用于皮带轮。
这样皮带轮、锥套以及轴就紧密的组装在一起了。
反之,在拆卸时,将从皮带轮螺纹孔中退出的螺钉用一颗上在锥套上的螺纹孔中,在不断拧紧的过程中,螺钉也是向着皮带轮锥孔小端方向运动,当螺钉头部抵住皮带轮光孔的底部时,将力传递给皮带轮,这时皮带轮就相对于锥套向皮带轮锥孔小端方向运动,这样,皮带轮与锥套间就脱离开来,而锥套也因为失去了来自于皮带轮锥孔的约束力,加上自身恢复圆度的一点弹性,也与轴脱离开来。
当锥套将皮带轮与轴连接在一起时,就形成了一个过盈配合的连接体。
锥套内孔与轴有键连接,是通过键来传递转矩和力的。
锥套与皮带轮间虽然没有键连接,但是接合面存在正压力,产生的摩擦力就可以传递转矩和力了。
皮带轮特点较之于普通直孔式皮带轮,有诸多优点:结构紧凑,不需要轴定位,安装方便,只须选配不同孔径的锥套,同一款带轮即可应用于不同轴径,增加产品通用性,允许较大轴径公差,槽形可配V带和窄V带等等……锥套皮带轮是一种欧美国家普遍使用的新型机械传动联接部件,通过8度外锥面与皮带轮内锥面压紧联接,使传动件的定心精度大大提高。
锥套尺寸为系列标准设计。
其内孔键槽按ISO标准加工。
通用性互换性很好,适用各种场合. 当传动件经过长时间运转时,内孔及链槽就可能发生损坏,如果是使用这种锥套的传动件,发生这种情况时,只需更换同一规格锥套就可以恢复使用。
电动滚筒不同驱动的应用场景

电动滚筒不同驱动的应用场景不同的电动滚筒驱动方式适用于不同的场景,以下是对多楔带轮、链轮、O带轮、V形带轮、压O槽、直辊、锥套和同步轮的应用场景的详细说明:1. 多楔带轮:- 特点:使用多楔带传动,可以提供更大的传动功率,适用于大功率、高负载的场景。
- 应用场景:适用于需要高扭矩和大功率传输的场景,例如重型输送机、矿山设备等。
2. 链轮:- 特点:链传动具有高强度和耐磨性,适用于高负载和恶劣环境。
- 应用场景:适用于需要耐磨、高负载和高强度传动的场景,如冶金、采矿、重型机械等。
3. O带轮:- 特点:O型带传动相对平稳,噪音较小,适用于一些对噪音和震动敏感的场景。
- 应用场景:适用于对传动平稳性要求较高、噪音要求较低的场景,如食品加工、医药设备等。
4. V形带轮:- 特点:V型带传动通常用于较小功率的应用,结构简单,易于维护。
- 应用场景:适用于一些小功率、小型设备的传动,如小型输送机、轻型机械等。
5. 压O槽:- 特点:采用O槽传动,能够提供良好的传动效率,适用于一些中小型设备。
- 应用场景:适用于一些传动效率要求较高、中小功率的场景,如中小型生产线、包装设备等。
6. 直辊:- 特点:直辊传动结构简单,适用于一些轻型、小功率的输送设备。
- 应用场景:适用于输送线上的轻型物料,如轻型包装、物料搬运等。
7. 锥套:- 特点:锥套传动具有较好的传动效率和紧凑的结构,适用于一些空间有限的场景。
- 应用场景:适用于一些空间有限、要求传动效率较高的场景,如某些轻型生产设备。
8. 同步轮:- 特点:同步轮传动具有精准的同步性,适用于需要高度同步和精准传动的场景。
- 应用场景:适用于需要高度同步性、精密控制的场景,如工业自动化生产线、机床设备等。
选择合适的电动滚筒驱动方式应根据具体的应用需求、传动功率、环境条件和预算等因素进行综合考虑。
在做出决策之前,最好咨询专业的电动滚筒制造商或工程师,以获取针对特定应用的最佳建议。
锥套在联轴器中的应用

联 齿 式 轴 器 固定 到 相 应 轴 身 处 .联 轴 器 上 钻 有 螺 纹 孔 。 后 拧 紧 螺栓 如 图 1 螺 栓 越 紧 , 、 然 , 轴 锥套 、 轴 器 联 三者 的配合 越紧 密 拆 卸 时 , 螺栓松 开 . 将 用工 具从联 轴器 与锥 套 的空 隙处将 联轴 器撬 出。或在锥 套 的螺纹 孔 处 拧 入 螺 栓 将 联 轴 器 顶 出 .而 锥 套 由于键 槽 的存
在 , 备 了一 定 的弹 性 。 容易 从 轴上 拆 下 。 而 实现 具 很 从 联轴 器 的方便 拆卸 . 且不会 损 伤联轴 器 而
联 轴 器 与轴 大 多采 用 过 盈 配合 . 合 紧 密 在 长 结
时 问 的工 作 过 程 中 . 属 原 子 相 互 结 合 . 与 联 轴 器 金 轴 更 加 紧 固 . 卸更 加 困难 工作 中我 们 常 用 的拆 卸 方 拆 法 : 击法 、 出法 、 敲 拉 推压 法 、 拆 法 、 应 加 热 法 等 。 热 感 以上方 法 都 需相 应 的专 业 工 具 . 三爪 卡 盘 、 马 、 如 拉 压
三家 ; 要 到实 地使 用 的砖 厂去考擦 比较 ; 根据 厂家 ⑧ ④
提 供 的 技 术 数 据 、 位 进 行 核 算 对 比 . 择 最 佳 性 价 比 价 选
的设备
再 者 。 面 上 挤 出 机 的 种 类 、 构 、 式 很 多 。选 市 结 样
收 稿 日 期 : 01 -1 -01 2 0- 0-
高速 重 载 的动 力 传 动 中 , 些 联 轴 器 还 有 缓 冲 、 振 有 减 和提 高 轴 系动 态性 能 的作 用 。联 轴 器 由两 部 分 组 成 ,
பைடு நூலகம்
面加 工 有 键槽 ( 图 1 示 )轴 与联 轴 器之 间通 过 如 所 . 定 的弹性 性能 . 方便 拆 卸 。安 装 时将锥 套 , 弹性柱 销
锥套在联轴器中的应用
联轴器与轴大多采用过盈配合 , 结合紧密。在
长 时 间工 作 过程 中 , 属 原 子相 互 结 合 , 与联 轴 金 轴 器 更 加紧 固 , 卸更 加 困难 。工作 中我 们 常用 的拆 拆
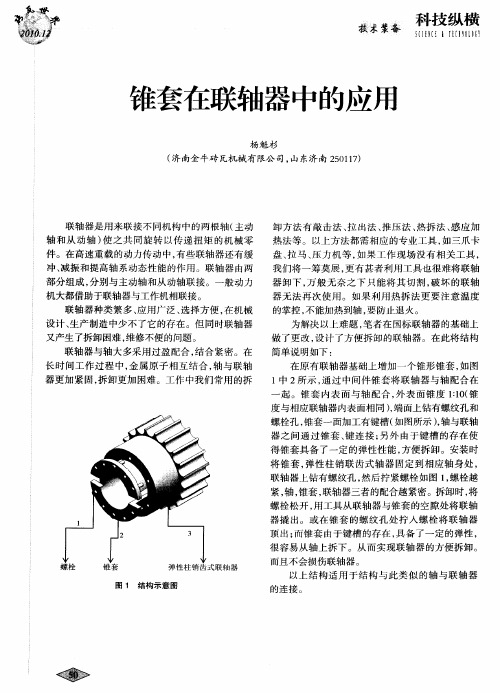
在原 有联 轴 器基 础 上增加 一 个锥 形锥 套 , 图 如 1中 2 示 , 过 中间件 锥 套将 联 轴 器与 轴 配合 在 所 通
器 撬 出。或 在 锥 套 的螺 纹 孔处 拧 人 螺 栓 将联 轴 器 顶 出; 而锥 套 由于键槽 的存 在 , 备 了一定 的弹性 , 具
很 容 易从 轴上 拆 下 。从 而 实现 联 轴器 的方 便拆 卸 。
联 轴 器
而 且不会 损伤联 轴器 。 以上 结 构适 用 于结 构 与 此 类 似 的 轴 与联 轴 器
器 无 法 再 次使 用 。 如果 利 用 热拆 法 更 要 注 意温 度 的掌 控 , 能加热 到轴 , 防止退火 。 不 要 为解决 以上 难题 , 者在 国标 联 轴器 的基 础上 笔 做 了更 改 , 计 了方 便拆 卸 的联 轴器 。在 此将 结构 设 简单 说 明如 下 :
得 锥套 具备 了一定 的弹性 性能 , 方便 拆 卸 。安装 时
将锥套 , 弹性柱 销联齿式轴器 固定 到相应轴身处 , 联 轴器上 钻有 螺纹孑 , 后拧 紧螺栓 如 图 1 螺栓越 L然 , 紧, , 轴 锥套 , 联轴器 三者 的配合越 紧密 。拆 卸时 , 将
螺栓 松 开 , 工具 从联 轴 器 与锥套 的空隙 处将 联轴 用
热法 等 。 以上 方法 都需 相 应 的专业 工具 , 三爪 卡 如 盘、 马、 拉 压力 机 等 , 果 工 作 现 场没 有 相关 工具 , 如 我 们将 一 筹莫 展 , 有 甚者 利用 工具 也很 难将 联轴 更 器 卸 下 , 般 无奈 之 下 只能将 其 切 割 , 坏 的联 轴 万 破
六点定位法则的正确理解与应用

六点定位原理一个尚未定位的工件,其空间位置是不确定的,均有六个自由度,如图久4所示,即沿空间坐标轴益y.三个方向的移动和绕空三个坐标轴的转动(分别以片、F、Z ;和左、K % Z表不)。
cp?Y图3-4工件的六个自由度Z|图3-5长方体形工件的定位定他覷限制自由克如翊册示的长种工件,欲濮完全趟,可戕置那靛点,工件的三个而分别鸵戦保持搜热在甌而设置三个不共绷点h 2、](M-个耐,酬工件的三个自由度:2-. r b «W4.5 (姑編.MJTfs疣个自由廃颛體-个臥觀托由處視工件肪个自由觑都被IM⑺ 谜棘限制工件自由軸醸点緬啟支酬‘确支就,用瓠辆繼个媒勰粗件那自由躺酬,締恋就聽。
趟肝菲越廐I”分折工件的趟亦肪主韵下几点(1)趟支谕制工件揶臓,鋤城如牡件删确咖驰口鵬噬織去越辄(2)-tmtaRrt自由處-个工做林个自喊戕酣越棘融目,飙上不据眇个。
①分雅战蘇的啟作酣,祥虑力觸札工件韓-自酿線制,并林工件按別麒脱离啟支非斛帅淞竝外力伽下税酬淑、工件蜿腓肝不艇动,即朕紧也排剧江件的艄自由詡撷制盒刪,掘帙緊题饨念辭縑流、六点定位原则一个尚未定位的工件,其位置是不确定的。
如图 3-29所示,将未定位的的工件(长方体)放在空间直角坐标系中,长方体可以沿 X 、Y 、Z 轴移动有不同的位置,也可以 绕X 、Y 、X 轴转动有不同的位置,分别用用以描述工件位置不确定性的 、、、 称为工件沿X 、Y 、Z 轴的移动自由度, 由度。
工件要正确定位首先要限制工件的自由度。
设空间有一固定点,长方体的底面与该点 保持接触,那么长方体沿Z 轴的移动自由度即被限制了。
如果按图3-30所设置六个固定 点,长方体的三个面分别与这些点保持接触,长方体的六个自由度均被限制。
其中XOY 平面上的呈三角形分布的三点限制了 、、三个自由度;YOZ 平面内的水平放置的两个点, 限制了、二个自由度;XOZ 平面内的一点,限制了 一个自由度。
欧标锥套安装说明
• 五.用木块或垫做保护,锤击锥套大端(这可保证锥套 定位于内孔中央),现在螺栓可以再转一点。把锤击 和交替动作重复一或二次,使锥套紧紧地夹在轴上。 • 六.如果要装配键条,需先将键条置于轴上的键槽,然 后才装锥套。请确保所使用的是侧面装配而顶部有间 隙的平键。 • 七.在负荷下运行一段短时间后(约4个小时),停机检 查螺栓的拧紧度。 • 建议也可在安装后加入螺纹紧固剂(推荐使用“乐泰 577”)
安装图例
欧标锥套安装说明
安装前准备
• 一.在组装传动装置前,检查带轮槽,应确 保没有伤痕或利边,所有尺寸均符合标准。 • 二 .在组装和安装传动装置时,应从锥套开 始做起。配备锥套轴套的传动装置的安装是 一项简单易作的工作,但必须严格遵守安装 说明书上所定的各项步骤。
安装
• 一.清除内孔上、锥套外侧及轮毂锥孔上的保护层。 在确实保证相互配合的锥面已完全清除油渍或污 垢后,将锥套插入轮毂内。 • 二.用少许润滑螺纹和内六角螺钉的顶端或螺纹和 有头螺钉的底部。将螺钉松动地放入轮毂螺钉孔 内。 • 三.将轴弄干净,并将皮带轮装到轴上成为一个组 件,置于带轮稍微拉到锥套上。 • 四.利用六角螺丝扳手交替地上紧各螺栓至下表中 的扭矩。
锥套锁紧式钢筋接头技术的应用

锥套锁紧式钢筋接头技术的应用席田邹烽周崇旭中核华辰建筑工程有限公司福建福州350028摘要:针对传统钢筋连接工艺存在的受现场作业空间影响大、连接质量不易受控、安全措施不到位等难点,提出并介绍了一种锥套锁紧式钢筋连接工艺。
经实践,该工艺不受天气因素和现场作业空间的限制,不仅能确保安全作业,而且连接质量可靠,同时能节省施工工期,可为类似工程提供借鉴。
关键词:钢筋连接;锥套锁紧式;工艺原理;操作要点中图分类号:TU755文献标志码:A文章编号:1004-1001(2020)07-1163-03DOI:10.14144/ki.jzsg.2020.07.017 Application of Taper Sleeve Locking Type Steel Bar Joint TechnologyXI Tian ZOU Feng ZHOU ChongxuChina Nuclear Huachen Construction Co.,Ltd.,Fuzhou,Fujian350028,ChinaAbstract:In view of the difficulties existi ng in the traditi o nal steel bar joi nt process,such as the in f lue n ee of the site working space,the joint quality is not easy to be controlled,and the safety measures are also not in place,this paper proposes and introduces a taper sleeve locking type steel bar joint process.Through practice,the process is not limited by weather factors and working space on site.It can not only ensure the safe operation,but also ensure reliable joint quality and save construction period,which can be used as referenee for similar projects.Keywords:steel bar joint;taper sleeve locking type;process principle;key points of operation在建筑生产领域,传统的钢筋连接形式为焊接连接和机械螺纹连接。
锥套的标准化及其应用

O机械 与电子o
S C I E N C E&T E C H N O L O G Y I N F O R M A T I O N
2 0 1 3 年
第2 1 期
锥套的标准化及其应用
王红 伟 耿振 龙 、 ( 河南 核 净洁 净技 术有 限公 司 , 河南 郑州 4 5 0 0 0 1 )
一
般 机械 产 品上 常用 自行设计 的典 型锥度 有 : 1 : 1 2 、 1 : 2 0和 1 :
3 O。
3 . 2 . 2 圆锥直径 圆锥直径和公差是锥套类件号检验的重要参数 . 直接关 系到圆锥 的检验工装 。 设计时应标注圆锥大端直径 , 直径公差一般取 H 7 、 H 8或
3 . 2 . 1 锥 度
均匀敲打 , 严禁用铁锤敲打。另外 , 螺栓 的预紧很重要 , 应交叉逐步均 欧标锥套 的锥角 为 8 。 , 相 当于锥度 l : 7 . 1 5 ;美标 锥套的锥 角为 匀 的拧 紧。 安装不到位会导致锥套和配合件偏 斜 , 引起机器震动 、 传 动 3 . 5 8 O 相 当于锥度 1 : 1 6 。 设计传动件用锥套时 , 应优先采用这两个锥度 。
【 摘 要】 锥套是一种机械传动联接件, 是通过锥面压紧进行联接, 使锥套内表面与轴之间, 外表面与联接件轮毂之间产生抱紧力, 靠锥套
与机件 的结合压力 ( 有 时锥套上有键槽 ) 及产生的摩擦力传递力矩 , 实现机 件与轴的联 结。 由于其具有定心精度 高、 结构 紧凑 、 安装 维修方便等 特点 , 广泛应 用于带轮 、 链轮 、 齿轮等零件与轴的联结 。 但 是圆雏 配合 的特殊性 决定了锥套量 具的 多样性 , 锥度 、 锥长、 圆锥大端直径及 其公 差等 对量具都有不 同的要 求和影响。 因此 , 产品设计时优先选用标准锥套和选用标准锥套尺寸、 公差非常必要 。
锥套和防滑胶板轮在粮机业的应用

驱 动轮 与胶 带 的打 滑摩擦 ,是 引发粉 尘爆 炸的危 险 因素 。过 去 ,轮 子 面胶 硬 而脆 ,与带子 之 间极 易夹 粮 和冰 雪 面 .磨 损 常发 生且 不 易修 复 。 防 滑胶 板 装 配轮 的 出现 ,使 一 切 问题 迎 刃 而解 。 它 能 自洁 ,可更
换 ;新 工艺 既节 约钢材 又节省 工 时。新轮 具 备超 强的 摩擦 力和 牵 引力 ,彻底 解 除 了打 滑的 忧 患。 关键 词 :圆柱 面配合 ;带键 锥 套 ;胶 带打 滑 ;防滑胶 板轮
在 不 少 地方 大 小 工 程 中 ,多 家 的产 品 都 时有 发 生 。 现 场 检修 , 由于 诸 多 因素 所 限 ,想 拆 下 来 另 换 新 轮 ,往 往难 以实 现 。解 决 的办法 常 常 使 用一 损 招 , 即不 惜 破 坏 轴 的 强 度 ,动 用 电焊 将 轮 子 焊 死 到 轴 上 。遭 此不 测 ,实在 有悖设 计 者 的初 衷 。 也 有设 计者 考虑 到 定位要 可 靠 ,而选 用有 一定
烦 。 当 配合 出 现 最 大 过 盈 时 ,需 要 相 当大 的压 入 力 。 即使 像 j这样 的介 于 间 隙 与过 盈 之 间 的配 合 , S 也 常 因零件 圆柱度及 键 槽超 差 ,都不 是用 手推 或 木 锤 敲 ,能装 配进 去 的 。粮机 制造 业 内 ,一 般都 不具 备 长轴 件装 配 的压力 机 械 ,于是 装配 一 律使用 大 铁 锤 夯 打 。输 送 机 运量 提 高 到 40t 至 80t ,大 0 直 0 级 件 的轴 与轮 毂及 轴套 ,仍 然 是锤 击装 配 。工人 常 为 此付 出艰辛 的劳动 。曾有 一件孔径 为 10m 8 m的轮毂 与 有 10m 5 m长 键 的轴 装 配 ,轴 的配 合 偏 差 为 6 s,
钢丝绳连接方式及安全要求
钢丝绳连接方式及安全要求《铁路工程施工安全技术规程》(TB10301-2009) 《钢丝绳》(GB/T8918) 《钢丝绳铝合金压制接头》(GB/T 6946-2008)《起重机械吊具与索具安全规程》(LD48-93)1.编结法钢丝绳接头采用插接方式,其插接长度不小于直径的20倍,总长不得短于300mm。
手工插编操作对每一股至少应穿插五次,并且至少五次中的三次用整股穿插。
对于平滑过渡的插接头,可以用切去部分钢丝的绳股作最后一次或二次穿插。
(现场为三次整股穿插,6股共18针)机械插编操作由三股穿插四次,另外三股穿插五次而成。
(穿插27次) 对每股钢丝绳端头进行熔接处理。
插编部分的绳芯不得外露,各股要紧密,不能有松动的现象。
插编后的绳股切头要平整,不得有明显的扭曲。
2.卡接法使用索卡连接的方法适用于非起重钢丝绳接头连接。
(现场吊运油顶用钢丝绳使用这种方法)用绳卡固定时,应注意绳卡数量、绳卡间距、绳卡的方向和固定处的强度。
必须经常检查卡接法紧固情况,连接强度不小于 85%钢丝绳破断拉力。
绳卡压板应在钢丝绳长头一边,经验法为绳卡子间距不小于钢丝绳直径6倍。
其规范如下:与钢丝绳直径匹配的卡子数量和间距3.压套法应用可靠的工艺方法使铝合金套与钢丝绳紧密乖固地贴合连接强度应达到钢丝绳的破断拉力。
标准中规定压套材料为3A21H112(此种材料只能用在吊装索具上)或5A02H112铝及铝合金热挤压无缝圆管制造。
必须附有质量证明书。
扁椭圆管表面应光滑、无毛刺、不得有裂纹、机械损伤及其他明显缺陷等。
用超声波探伤检查管的内部缺陷,不允许有缩孔、裂纹、分层、夹渣等。
扁椭圆管规格应与钢丝绳直径匹配,查表确定。
(现场使用压套法钢丝绳直径为φ24mm,椭圆扁管长度?101mm,厚度=11.2mm)接头在使用中不允许受弯,使用温度为-40?~+150?。
接头到绳套内边距离L必须大于或等于3倍吊钩宽度B或15倍钢丝绳直径。
加压前钢丝绳端部不得松散。
锥套工作原理

锥套工作原理
锥套,作为一种常见的工具,在工程领域中发挥着重要作用。
它的工作原理十分简单却又十分有效。
锥套通常由锥形和套筒两部分组成,其中锥形部分用于在工件上形成锥形孔,而套筒则用于固定在工具上,使其能够在锥形孔中旋转。
接下来,让我们来详细了解一下锥套的工作原理。
锥套的锥形部分是其关键组成部分。
当工件上需要形成锥形孔时,锥形部分被放置在工件表面,并通过旋转的方式逐渐将工件表面材料削除,形成所需的锥形孔。
这一过程需要精确的控制和操作,以确保形成的锥形孔符合设计要求。
套筒的作用也至关重要。
套筒通常固定在旋转工具上,如钻床或车床等,使工具能够在锥形孔中旋转并削除工件表面材料。
套筒的设计和选用需要考虑到工件材料、形状和尺寸等因素,以确保工具能够有效地完成工作。
在实际应用中,锥套通常与其他工具和设备配合使用,如传动装置、切削润滑液等。
这些配套设备能够提高工作效率和质量,同时也保护工具和工件,延长其使用寿命。
总的来说,锥套的工作原理可以概括为通过锥形部分和套筒两部分的协同作用,在工件上形成锥形孔。
这一过程需要精确的控制和操作,以确保最终的产品符合设计要求。
锥套在工程领域中有着广泛
的应用,如汽车制造、航空航天、建筑等领域。
通过深入了解锥套的工作原理,可以更好地应用和操作这一工具,提高工作效率和质量。
皮带轮锥套型号尺寸标准

皮带轮锥套型号尺寸标准一、简介皮带轮锥套是一种连接和转动皮带轮的机械零件,广泛应用于各种传动设备中。
它的型号尺寸标准对于设备的性能和使用寿命有着重要的影响。
在本文中,我们将对皮带轮锥套的型号尺寸标准进行详细的介绍和分析。
二、型号尺寸标准的重要性1.保证传动的稳定性和可靠性皮带轮锥套的型号尺寸标准直接影响着传动的稳定性和可靠性。
如果型号尺寸不合理,容易导致皮带轮和轴的配合不良,甚至产生松动或卡滞现象,从而影响传动的效果。
2.提高使用寿命通过合理选择和设置皮带轮锥套的型号尺寸标准,可以有效减少零件之间的磨损和疲劳,延长传动部件的使用寿命。
3.减少维修成本如果皮带轮锥套的型号尺寸标准不合理,容易导致传动部件的损坏,增加设备的维修成本和停机时间。
三、型号尺寸标准的分类根据国际标准化组织(ISO)的规定,皮带轮锥套的型号尺寸标准分为各种不同的类型,主要包括以下几种:1.圆柱孔皮带轮锥套2.锥孔皮带轮锥套3.带花键槽的皮带轮锥套每种类型的型号尺寸标准都有其独特的设计特点和适用范围,需要根据具体的传动要求和设备参数进行选择。
四、型号尺寸标准的选用原则在选用皮带轮锥套的型号尺寸标准时,需要遵循以下几个原则:1.适配性原则选用的型号尺寸标准必须与所配合的皮带轮和轴的尺寸相适配,确保零件之间的紧密配合。
2.可靠性原则型号尺寸标准必须具有良好的稳定性和可靠性,能够承受较大的转矩和工作负荷,确保传动的安全和稳定。
3.经济性原则在满足适配性和可靠性的前提下,应尽量选用经济合理的型号尺寸标准,降低采购和维护成本。
五、型号尺寸标准的主要参数1.孔径尺寸皮带轮锥套的孔径尺寸是指与轴配合的内孔尺寸,通常采用公称直径表示。
选用时需按照轴的尺寸和公差要求进行合理匹配,确保轴和皮带轮锥套的良好配合。
2.锥度尺寸锥孔皮带轮锥套的锥度尺寸是指锥孔的开口尺寸和锥度角度。
选用时需根据皮带轮的锥套孔尺寸和锥度角度要求进行匹配,确保良好的嵌套连接。
3020锥套标准

3020锥套标准3020锥套标准导言锥套是金属加工中常用的工具配件之一,用于连接和固定不同直径或尺寸的工具或零件。
在机械制造、汽车加工、航空航天等领域,锥套被广泛应用于车床、铣床、钻床等机床中,起到关键的连接和固定作用。
为了提高锥套的质量和性能,保证其在工业生产中的可靠性和稳定性,制定一套科学的锥套标准非常重要。
第一章总则1.1 本标准针对机械加工、金属加工、焊接等行业中使用的锥套进行规范。
1.2 本标准适用于各种材料制造的锥套,包括钢、铸铁、铜、铝等。
1.3 锥套按照其用途分为主锥套和副锥套,主要根据不同机床的需要进行选择。
第二章技术要求2.1 材料要求2.1.1 锥套的材料应选用优质的金属材料,具有良好的机械性能和耐磨性能。
2.1.2 金属材料的选择应根据锥套的工作环境和使用要求进行合理选择。
2.2 尺寸要求2.2.1 锥套的尺寸应符合国家标准的要求,并与配套的工具或零件完全匹配。
2.2.2 锥套的外径、内径和长度应符合设计要求,并保证工作时的稳定性和可靠性。
2.3 表面要求2.3.1 锥套的表面应进行防腐处理,以提高其使用寿命和耐蚀性能。
2.3.2 表面处理应符合国家标准的要求,如镀铬、镀锌、喷涂等。
第三章检验方法3.1 外观检验3.1.1 锥套的外观应无明显的裂纹、气泡、麻点等缺陷。
3.1.2 外观检验可使用目视检查或放大镜检查。
3.2 尺寸检验3.2.1 使用相应的测量工具对锥套的尺寸进行测量,包括外径、内径和长度。
3.2.2 尺寸测量应根据国家标准的要求进行,测量结果应符合设计要求。
3.3 性能检验3.3.1 对锥套进行负荷测试,检测其在承受压力下的强度和变形情况。
3.3.2 性能检验可使用力学测试仪进行,测试结果应符合设计要求。
3.4 表面检验3.4.1 对锥套表面进行目视检查,确保无脱皮、起泡、麻点等表面缺陷。
3.4.2 可使用化学试剂对表面进行腐蚀测试,以评估其防腐性能和耐蚀性能。
锥套锥度标准

锥套锥度标准
一、锥度定义
锥度是指锥形或锥体的斜度,通常表示为锥度比或锥角比。
锥度比是指锥体的大端直径与小端直径之比,锥角比是指锥体的斜面角度与其在垂直平面上的投影角度之比。
二、锥度范围
锥度的范围通常根据实际应用需求而定,但常见的锥度范围为1:10至1:50。
锥度的大小应根据实际需要选择,以保证锥套与轴的配合精度和稳定性。
三、锥度误差
锥度误差是指实际锥度与标准锥度之间的差异。
锥度误差的大小应根据实际需求而定,通常情况下,锥度误差应不超过±0.5度。
为保证锥度的误差范围,需选用精度高的机床和测量工具。
四、锥度配合
锥套与轴的配合采用间隙配合方式,以减小摩擦力并保证转动灵活。
为保证配合精度,应选择合适的锥度比和直径差,并控制配合表面的粗糙度。
五、锥度标记
锥度的标记通常采用标准符号表示,如"D-d"表示大端直径和小端直径,"P"表示螺距。
标记时应注明锥度比和配合尺寸等信息,以便生产和检验时参考。
六、锥度测量
锥度的测量采用专门的角度测量工具或量规进行。
测量时应选择合适的测量点,并保持测量工具的清洁和精度。
测量结果应准确可靠,以便及时发现和纠正误差。
七、锥度检验
锥度检验是保证锥套质量的重要环节。
在生产过程中,应对每个锥套进行检验,检查其是否符合规定的锥度标准和误差范围。
如有不符合标准的情况,应及时进行调整和修复,以保证产品的合格率。
锥套工作原理

锥套工作原理一、锥套的定义和种类锥套是一种常见的机械零件,被广泛应用于各种机械设备中。
它通常是一个套在轴上的圆锥形零件,可以用来连接轴和轴套,实现传动和转动的功能。
根据用途和结构不同,锥套可以分为多种类型,如锥套轴套、锥套联轴器和锥套衬套等。
二、锥套的构造和工作原理锥套一般由两部分组成,即内锥套和外锥套。
内锥套是套在轴上的,而外锥套是固定在轴套或其他部件上的。
内锥套和外锥套之间通过锥面进行配合,并通过锥面的摩擦力和压力来传递转矩。
在工作时,锥套一般处于紧固状态,以确保传递的转矩不会产生滑动。
锥套的工作原理主要包括以下几个方面:1. 配合面接触内锥套和外锥套的配合面接触是锥套能够传递转矩的基础。
在装配时,内锥套和外锥套必须保证配合面完全接触,以确保转矩能够顺利传递。
2. 摩擦力的作用锥套的工作过程中,内锥套和外锥套之间的摩擦力起着重要的作用。
摩擦力可以使两者之间产生较大的接触面积,增加传递转矩的能力,并且可以防止相对滑动。
3. 压力的作用除了摩擦力外,锥套还通过增加压力来增强其传递转矩的能力。
当转矩作用于锥套时,由于内锥套和外锥套之间的配合面接触,内锥套受到的压力会增加,从而增加摩擦力和传递的转矩。
三、锥套的优缺点锥套作为一种重要的传动装置,具有许多优点和缺点。
1. 优点•锥套的结构简单,安装方便,不需要复杂的配合装置。
•由于锥套采用锥面配合,能够实现较大的传递转矩。
•锥套可以自动调心,适应一定范围内轴的偏心和倾斜。
2. 缺点•锥套在工作时会产生较大的摩擦,会消耗一定的功率。
•锥套的传动精度较低,会产生一定的误差。
•若锥套装配不当,可能会导致锥套的失效或损坏。
四、使用和维护注意事项为了确保锥套能够正常工作并延长使用寿命,以下是一些使用和维护锥套时需要注意的事项:1. 正确安装和调整在安装锥套时,需要确保内锥套和外锥套之间的配合面完全接触。
同时,也需要正确调整锥套的间隙,以适应不同轴的偏心和倾斜。
2. 保持润滑在使用锥套前,需要对锥套进行充分的润滑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锥套的使用说明
1. 锥套的使用时间主要是以拆装次数和轧制吨位量有关,锥套的锥度为
1:12,为4°46′18.8〞±5〞, 硬度HRC38-42 .
2. 使用次数: 18-20次.
3. 外径尺寸:6〞φ95H50 –0.015, 8〞φ126±0.005, 10〞φ1600 –0.025.
4. 装卸辊操作规程
(1)装辊,将锥套和辊环用丙酮擦洗干净,表面无水份,将锥套压入辊
环中,注意锥套不要压到辊环的另一端面,相差5㎜.
(2)检查装轧辊轴上的内外滑环,是否正确的就位.
(3) 将组合好的锥套和辊环套入轴上,手动检查, 辊环与外滑环是否靠
紧,如不靠可用铜棒轻轻的打一下,再检查锥套和轴的锥面是否靠上, 不靠也轻轻的打一下,因锥套和辊环不是过盈配合, 轻轻一打就会下去.
(4) 套上装辊工具旋紧.
(5) 先向压辊环油嘴加压10 mPa便可, 再向压锥套嘴加压最大40 mPa
到压后停20秒钟,即可拿下装辊工具,注意向压锥套嘴加压时,压辊环油嘴必须处于回油状态,否则会打坏装辊工具.
5. 拆辊
(1) 将拆辊工具套入轴头上转动40°,拆辊工具上有一个定位螺丝,使
锥套花瓣台和拆辊工具处于正确位置.
(2) 加压手动不停的检查, 拆辊工具和锥套端面垂直,听到咔一声,停止
加压.
6. 清洗及保养
(1) 锥套在库存时必须油封,室温在12℃-33℃之间, 温度低会使锥套
表面出现水点生锈, 温度高了,会使油封油消失也会生锈.
(2) 放置在货架上要垂直放置,上面不要压东西,因锥套很薄,易变形.
(3) 用过的锥套经检查可以再用的存放时,先擦洗干净,表面无水份,
再油封.
7. 用塞规检查锥套时, 塞规大端面磨出一个台阶,是公差带平面,塞规放进锥套孔内,进入台阶的下平面,就为合格, 进入上平面和锥套端平,也合格,这是在公差带之内, 塞规的上平面超过锥套端进去,为超差,现在有些钢厂提出塞规的下平面差0.3,没进入公差带,也就是孔略小一点为好.
锥套使用说明书
哈尔滨哈飞工业有限责任公司机电设备制造公司。