国家标准GBT1196《重熔用铝锭》
国家标准T重熔用铝锭
国家标准T重熔用铝锭集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]国家标准G B/T1196《重熔用铝锭》编制说明(送审稿)标准编制组20XX年10月28日目录项目背景任务来源1工作过程11.2.1第一阶段11.2.2第二阶段11.2.3第三阶段.12 行业现状13 标准制定的原则24 标准修订的必要性25标准修订的适用范围和主要内容 3适用范围3主要内容 36标准指标的确定47标准实施的建议88分歧意见的处理情况8《重熔用铝锭》编制说明(送审稿)项目背景任务来源根据国家标准化管理委员会“关于下达《氧化铝单位产品能源消耗限额》等122项国家标准制修订项目计划的通知”(国标委综合[20XX]51号)文件以及全国有色金属标准化技术委员会标准制修订工作安排,由中国铝业股份有限公司贵州分公司等单位承担起草国家标准《重熔用铝锭》(GB/T1196-20XX)的修订工作,计划项目编号:20XX0150-T-610,计划完成年限为20XX年。
1.2工作过程1.2.1第一阶段此阶段主要工作任务是:《重熔用铝锭》标准修订的提出,以及初步确定标准修订的大致范围和主要内容。
项目的提出是在20XX年5月在大连召开的全国有色金属标准化工作会议上,轻标委根据目前重熔用铝锭的国内外现状,产能的供需关系,下游企业对铝锭的质量要求,以及出现了铝水直接供需的新特点等因素,轻标委在全国有色金属标准化工作会议提出了20XX年制定的《重熔用铝锭》进行修订工作,并在会上进行了任务落实和基本分工,还对标准的修订内容进行了讨论,基本确定了增加化学元素Ni成分、增加或者修改牌号、产品规格、铝水供应、包装等作为主要修改内容。
20XX年11月在江苏省宜兴市召开的20XX年度全国有色金属标准化技术委员会年会上,对《重熔用铝锭》标准进行了第二次讨论,会上根据各参与单位与用户的反馈意见,拟增加%牌号,在部分牌号中增加Ni元素的要求;增加外销铝水的要求;增加25kg铝锭规格及包装等。
铝锭(重熔用)化学成份
0.030
0.03
0.015
0.015
AI99.70A
99.70
0.20
0.10
0.01
0.02
0.03
0.03
0.03
0.30ห้องสมุดไป่ตู้
AI99.70
99.70
0.20
0.12
0.01
0.03
0.03
0.03
0.03
0.30
AI99.60
99.60
0.25
0.16
0.01
0.03
0.03
0.03
0.03
0.40
AI99.50
99.50
0.30
0.22
0.02
0.03
0.05
0.05
0.03
0.50
AI99.00
99.00
0.50
0.42
0.02
0.05
0.05
0.05
0.05
1.00
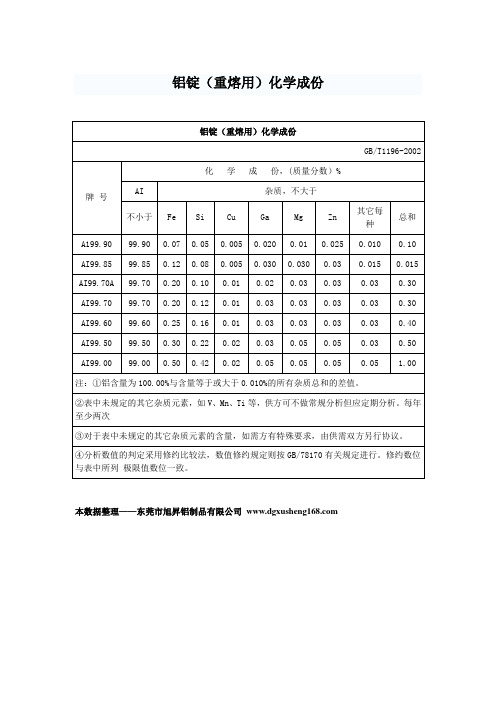
注:①铝含量为100.00%与含量等于或大于0.010%的所有杂质总和的差值。
②表中未规定的其它杂质元素,如V、Mn、Ti等,供方可不做常规分析但应定期分析。每年至少两次
铝锭(重熔用)化学成份
铝锭(重熔用)化学成份
GB/T1196-2002
牌号
化学成份,(质量分数)%
AI
杂质,不大于
不小于
Fe
Si
Cu
Ga
Mg
Zn
其它每种
总和
A199.90
99.90
0.07
0.05
0.005
0.020
0.01
0.025
铝锭成份
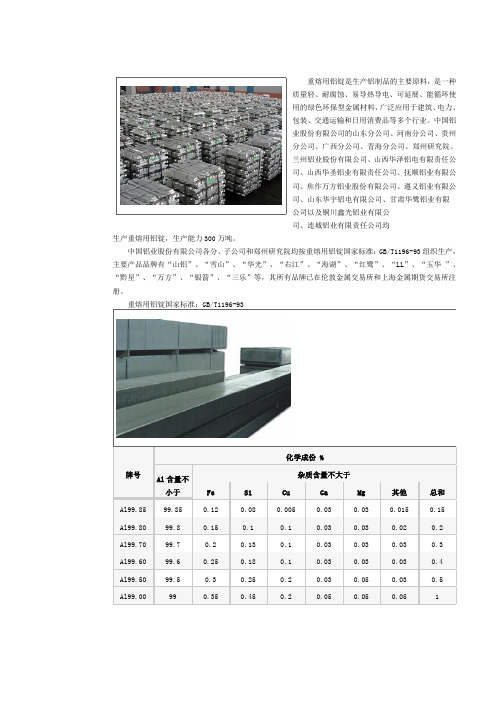
重熔用铝锭是生产铝制品的主要原料,是一种质量轻、耐腐蚀、易导热导电、可延展、能循环使用的绿色环保型金属材料,广泛应用于建筑、电力、包装、交通运输和日用消费品等多个行业。
中国铝业股份有限公司的山东分公司、河南分公司、贵州分公司、广西分公司、青海分公司、郑州研究院、兰州铝业股份有限公司、山西华泽铝电有限责任公司、山西华圣铝业有限责任公司、抚顺铝业有限公司、焦作万方铝业股份有限公司、遵义铝业有限公司、山东华宇铝电有限公司、甘肃华鹭铝业有限公司以及铜川鑫光铝业有限公司、连城铝业有限责任公司均生产重熔用铝锭,生产能力300万吨。
中国铝业股份有限公司各分、子公司和郑州研究院均按重熔用铝锭国家标准:GB/T1196-93组织生产,主要产品品牌有“山铝”、“雪山”、“华光”、“右江”、“海湖”、“红鹭”、“LL”、“玉华”、“黔星”、“万方”、“银箭”、“三乐”等,其所有品牌已在伦敦金属交易所和上海金属期货交易所注册。
重熔用铝锭国家标准:GB/T1196-93牌号化学成份 %Al含量不小于杂质含量不大于Fe Si Cu Ga Mg其他总和Al99.85 99.85 0.12 0.08 0.005 0.03 0.03 0.015 0.15Al99.80 99.8 0.15 0.1 0.1 0.03 0.03 0.02 0.2Al99.70 99.7 0.2 0.13 0.1 0.03 0.03 0.03 0.3Al99.60 99.6 0.25 0.18 0.1 0.03 0.03 0.03 0.4Al99.50 99.5 0.3 0.25 0.2 0.03 0.05 0.03 0.5Al99.00 99 0.35 0.45 0.2 0.05 0.05 0.05 1。
重熔用铝锭铸造技术标准

级别牌号A1 不小于 Fe Si Cu Ca MgZn99.90 0.07 0.05 0.005 0.020 0.010 0.025 其它每种 0.01总和 A199.90 0.10 A199.85 99.85 0.12 0.08 0.005 0.03 0.02 0.030 0.015 0.15 A199.70 99.70 0.20 0.10 0.01 0.03 0.02 0.03 0.03 0.30 A199.60 99.60 0.25 0.16 0.01 0.03 0.03 0.03 0.03 0.40 A199.50 99.50 0.30 0.22 0.02 0.03 0.05 0.05 0.03 0.50 A199.00 99.00 0.42 0.50 0.02 0.05 0.05 0.05 0.05 1.00 A199.7E 99.70 0.20 0.07 0.01 — 0.02 0.04 0.03 0.30 A199.6E99.600.300.100.01—0.020.040.030.40重熔用铝锭铸造技术标准1 范围本标准规定了 350kA 中间下大型预焙槽的重熔用铝锭的化学成份、浇铸技术条件、外观尺寸、重量及打捆包装等技术要求。
本标准适用于**分公司。
2 重熔用铝锭化学成份2.1 重熔用铝定化学成份应符合GB/T1196—2023 的规定(表 1)。
2.2 表中铝含量以 100%减杂质总和来确定。
2.3 表中未规定的其它单个杂质元素的含量等于或大于 0.010%时,应计入杂质总和。
表 1GB/T1196-2023《重熔用铝锭》标准化 学 成 份 %杂 质 不 大 于注:Al99.7E 和Al99.6E 分别要求Mn 含量不大于 0.005%和 0.007%。
3生产工艺流程图电解原铝入炉配料调温扒渣搅拌快速分析固体铝锭成分调整静置铸造检查堆垛包装称重入库4铸造前的预备4.1工艺流程中,重熔用铝锭的铸造在一般铝锭水平连续铸造机上进展,方法有两种。
国家标准《重熔用铝锭》编制说明
GB/T 1196《重熔用铝锭》(审定稿)编制说明1 任务来源GB/T 1196-2002《重熔用铝锭》参考欧盟标准EN 576-1995及国际标准ISO/CD115(2001-07-09)的牌号设定,结合当时我国铝冶炼生产实际情况及资源状况,按照GB/T 1.1—2000《标准化工作导则第1部分:标准的结构和编写规则》的要求制定编写的,至今已实施5年时间。
GB 12768-1991《重熔用电工铝锭》在采用前苏联原生铝质量标准гост11069-74及日本JISH 2110-77的基础上,根据GB 1.1-87和GB 1.3-87的要求制定编写,从1991年开始至今已实施16年时间。
随着全球经济一体化进程的加快,我国有色金属对外贸易的不断扩大,铝冶炼技术的发展和用户对重熔用铝锭质量要求的变化,需要对这两个标准进行修订,使其更能满足生产及国内、外贸易的需要。
2004年在国家标准清理、整顿中,要求将GB/T 1196-2002《重熔用铝锭》与GB 12768-1991《重熔用电工铝锭》及GB/T 8644-2000《重熔用精铝锭》根据实际情况进行整合修订。
根据有色标委(2006)第13号[关于下达2006~2008年有色金属国家标准修订计划的通知]的安排,中国有色金属标准计量质量研究所归口的国家标准GB/T 1196-2002《重熔用铝锭》与GB 12768-1991《重熔用电工铝锭》及GB/T 8644-2000《重熔用精铝锭》由中国铝业贵州分公司和广西分公司负责整合修订,任务完成时间为2007-2008年。
2主要工作过程和工作内容接到任务后,贵州分公司迅速组建了由技术开发部、电解生产厂、销售部、分析测试中心等部门的工程技术人员组成的起草小组,主要开展以下工作:1)确立标准应遵循的基本原则;2)申报中国铝业公司标准制、修订计划;3)征集主要生产厂家生产数据;4)查阅相关的ISO国标标准、欧盟标准;5)确定产品主要技术内容;6)编写征求意见稿。
国标铝锭和非标铝锭差别
国标铝锭和非标铝锭差别
---------------------长葛市锦榜铝业有限公司
国标铝锭A00是国标的规格含铝99.7%,,高于这个标准的是高纯铝,
厂区
而低于这个标准有A0 A1铝锭,他们都是含铁等其中杂元素超标。
在我们日常工业上的原料叫铝锭,按国家标准(GB/T 1196-2008)应叫“重熔用铝锭”,不过大家叫惯了“铝锭”。
它是用氧化铝-冰晶石通过电解法生产出来的。
铝锭进入工业应用之后有两大类:铸造铝合金和变形铝合金。
铸造铝及铝合金是以铸造方法生产铝的铸件;变形铝及铝合金是以压力加工方法生产铝的加工产品:板、带、箔、管、棒、型、线和锻件。
按照国家标准“重熔用铝锭按化学成分分为8个牌号,分别是Al99.90、Al99.85、Al99.70、Al99.60、Al99.50、Al99.00、Al99.7E、Al99.6E”(注:Al之后的数字是铝含量)。
有人叫的“A00”铝,实际上是含铝为99.7%纯度的铝,在伦敦市场上叫“标准铝”。
大家都知道我国在五十年代技术标准都来自前苏联,“A00”是苏联国家标准中的俄文牌号,“A”是俄文字母,而不是英文“A”字,也不是汉语拼音字母的“A”和国际接轨的话,称“标准铝”更为确切。
标准铝就是含99.7%铝的铝锭,在伦敦市场上注册的就是它
铝锭
事实上国标铝锭就是铝含量特别高,其他微量元素含量比较低,但是价格方面比较贵一般而言对于铝含量要求不是很严格,代替品再生铝锭是首选,长葛锦榜铝业以回收废旧铝加工再生铝锭就能满足铝含量的要求!。
重熔用铝锭标准
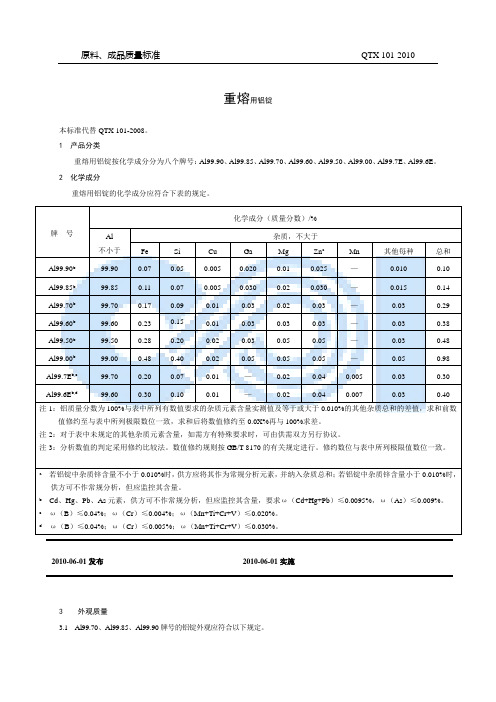
重熔用铝锭本标准代替QTX 101-2008。
1 产品分类重熔用铝锭按化学成分分为八个牌号:Al99.90、Al99.85、Al99.70、Al99.60、Al99.50、Al99.00、Al99.7E、Al99.6E。
2 化学成分重熔用铝锭的化学成分应符合下表的规定。
牌号化学成分(质量分数)/%Al不小于杂质,不大于Fe Si Cu Ga Mg Zn a Mn 其他每种总和Al99.90b99.90 0.07 0.05 0.005 0.020 0.01 0.025 —0.010 0.10 Al99.85b99.85 0.11 0.07 0.005 0.030 0.02 0.030 —0.015 0.14 Al99.70b99.70 0.17 0.09 0.01 0.03 0.02 0.03 —0.03 0.29 Al99.60b99.60 0.23 0.15 0.01 0.03 0.03 0.03 —0.03 0.38 Al99.50b99.50 0.28 0.20 0.02 0.03 0.05 0.05 —0.03 0.48 Al99.00b99.00 0.48 0.40 0.02 0.05 0.05 0.05 —0.05 0.98 Al99.7E b,c99.70 0.20 0.07 0.01 —0.02 0.04 0.005 0.03 0.30 Al99.6E b,d 99.60 0.30 0.10 0.01 —0.02 0.04 0.007 0.03 0.40注1:铝质量分数为100%与表中所列有数值要求的杂质元素含量实测值及等于或大于0.010%的其他杂质总和的差值,求和前数值修约至与表中所列极限数位一致,求和后将数值修约至0.0X%再与100%求差。
注2:对于表中未规定的其他杂质元素含量,如需方有特殊要求时,可由供需双方另行协议。
注3:分析数值的判定采用修约比较法。
数值修约规则按GB/T 8170的有关规定进行。
质量检验企业标准
电解铝原辅材料/ 产品质量检验、验证规程一、目的为保证电解铝产品及外购原辅材料质量受控,便于对产品、原辅材料实施检验、验证,确保未经检验的物品不流入生产、转序或出厂,特制定本规程。
二、范围本规程规定了对电解铝原辅材料/ 产品质量检验、验证时所采用的国家标准、行业标准及企业标准要求。
本规程适用于公司生产的产品及中间产品;铝电解生产用原辅材料;其他生产用辅助材料;电厂生产用工业硫酸、工业合成盐酸、工业用液体氢氧化钠;铝电解槽用辅助材料;等产品的检验、验证规则。
三、内容第一章产品及中间产品1、重熔用铝锭(依据GB/T1196-2008)1.1 表面质量标准1.1.1 夹渣:表面夹渣不超过三处,夹渣直径不大于5cm。
1.1.2气孔:严格执行铸模内喷水措施,底表面气孔直径及深度都不得大于3cm且小于3cm的气孔分布面积不超过底部面积的十分之一123飞边:每块锭重20kg土2 kg,毛刺允许修整,严重飞边判废。
1.1.4裂纹:不能超过表面宽度的三分之一。
1.1.5熔瘤:直径不能超过1cm小于1cm的熔瘤不能超过5处。
1.1.6波纹:表面不得有严重波纹。
1.2堆垛质量标准1.2.1铝锭堆垛应整齐,整垛上表面高度差不应超过6cm1.2.2铝锭按顺序堆放,上下左右必须交叉压好。
1.2.3上下层铝锭边缘错位不超过5cm但整体不影响打捆质量的仍为合格1.2.4铝锭垛好后,不能从中间较容易地抽出确铝锭。
1.2.5铝锭垛中不得夹垫石子、钢带等任何杂物。
1.3包装质量标准1.3.1铝锭打捆形式采用“井”字形或其他形式。
1.3.2铝锭打捆可采用钢带、高强塑料带或其他材料,但应保证铝锭不散捆。
1.4化学成分重熔用铝锭的化学成分应符合下表规定1.5重熔用铝锭的检验方法及频次1.5.1铝锭的表面质量、堆垛打捆质量逐批检验,采用目视方法。
1.5.2铝锭的化学成分检验每炉次取三个样品进行化验分析,检验结果当三个样品为同一牌号时,取其平均值为终分析结果;当三个样品为不同牌号时以最低牌号为终分析结果。
重熔用铝锭

外观质量
铝锭表面应整洁,无较严重 的飞边和气孔,允许有轻微 的夹渣。
GB/T 1196-2017与ISO 115-2003对比
GB/T 1196-2017 ISO 115-2003
锭型、锭 重
铝锭锭型不做统一规定,但 应适合于包装、运输和贮存 的需要,锭重推荐了15kg、 20kg、25kg三种。
1、铝锭可以是便于堆放的梯形锭(这种锭 有一个或多个槽口使其在使用时便于切割成 小锭)。也可以是梯形棒、大型锭或其他形 状的锭。 2、对锭重未做明确规定。
GB/T 1196-2017与ISO 115-2003对比
GB/T 1196-2017 取样与分析 对成品及溶体进行取样,进行化 学成分分析。 每块铝锭上应浇铸或打印生产厂 标志或批号,每捆铝锭都应有一 个颜色鲜明、防水、不易脱落的 标志、且不少于两处。 用钢带、高强度塑料包装带或其 他材料打捆包装,保证不散捆, 打捆用钢带应防锈、并对其抗拉 强度、伸长率、尺寸等性能有所 规定。 ISO 115-2003 对溶体进行取样,进行化学 成分分析。 每捆铝锭或每块T形棒和大型 锭上标明牌号,标记方法由 供方决定,但应耐久且不造 成铝锭的污染。 铝锭必须打捆包装以便于堆 放和装运,打好的捆必须在 装卸过程中不散捆,每捆必 须由一个熔炼号的铝锭组成。
一、电解铝产业概况
我国的铝锭生产主要集中在西部资源和能源丰富的地区,这些地区是我国电 解铝工业发展的重点地区和优势地区,将来的比重还会继续上升。另外,50 万吨以上的企业及其产量将达到全国总产量的80%以上。这些大型企业基本采 用的是大型预焙技术,这样就提升了我国电解铝企业的整体技术和装备水平, 使我国的电解铝行业具备充足的国际竞争实力。
三、2017版GB/T1196主要修订内容
浅析提高重熔用铝锭质量的方法和措施
浅析提高重熔用铝锭质量的方法和措施【摘要】投产处期原铝质量波动比较大,要采取必要的措施提高原铝质量,从而提高铝锭质量。
影响铝锭质量的因素主要有内部质量和外部质量两种,其中外部质量与人员的操作和设备的运行有直接的关系,而内部质量是决定铝锭质量好坏的最为主要的因素,它包括化学成份不合要求和内部偏析两种。
加强配料操作,细化质量管理,是提高铝锭质量的关键措施【关键词】铝锭质量方法措施随着公司电解投产工作的顺利展开,为全力配合电解分厂完成投产任务,熔铸分厂也做好了各项准备工作。
熔铸作为在工艺流程中把液体原铝铸造成固体铝锭的最后一道工序,是企业直接出产品的地方,产品质量的好坏与企业的经济效益息息相关,是企业的生命。
对于重熔用铝锭的质量来说,主要在企业里除了对含Fe量有了控制之外,还对铝锭的表面质量,铝锭的大小块均严格控制,以确保铝锭的外部质量。
针对这么多影响铝锭质量的因素,在生产中常采用以下几种方法来提高重熔用铝锭的质量。
1 影响重熔用铝锭内部质量的因素及处理方法1.1 铝锭内化学成份的控制,即配料质量控制在铝锭的铸造生产过程中,配料是最为重要的一个环节,所谓的配料就是如何把不同品位的原铝通过计算搭配,最后生产成所要预期品位的铝锭。
其中铝锭中的含Fe量是靠配料来控制的,为了更好的提高重熔用铝锭的内部质量,采用以下的方法来进行控制:1)整炉配料。
就是指把几包不同品位的原铝倒入一炉内,达到所要的品位,配好后这一炉料只取一个熔炼号。
以前,有的生产企业常采用的是单包配料,就是指来一包料就配一包料,而且采取每盘一个熔炼号,如果一炉料按40盘计算,试样费就需要40*20元/个=800元,改为整炉配料后一炉料中只取上中下三个试样,试样费就只要60元,大大降低了成本。
并且在单包配料时每倒一包料就要堵一次炉眼,不但降低了生产效率,而且配料也有一定的局限性。
整炉配料给配料工作给了更宽的空间,比如原铝温度高低的搭配,单槽的消化,99.60铝锭的回炉和等外铝锭的回炉等。
成品铝锭标准
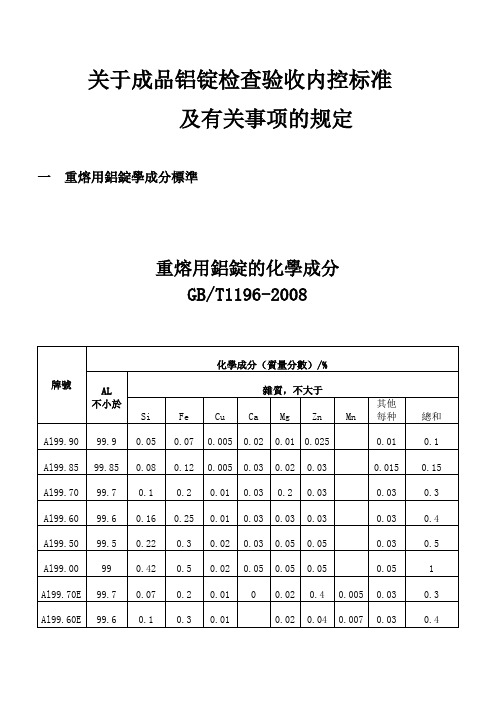
关于成品铝锭检查验收内控标准及有关事项的规定一重熔用鋁錠學成分標準重熔用鋁錠的化學成分GB/T1196-2008二質量内控標準根据《中华人民共和国国家标准》------“重熔用铝锭”检查标准(GB/T1196-2002)有关规定,结合公司的生产实际情况,为了生产自检判定和质保部门监督,保证合格成品顺利交验,特对成品铝锭生产检查、交验标准及其他事项作如下规定:一、外观1.成品铝锭应呈银白色,且表面整洁、光亮。
2.较严重的飞边(飞边小于5mm)、气孔(长大于50m mх宽大于mm)和标识不清楚(ERE半个字以上)视为不合格。
3.允许有轻微夹渣,但夹渣集中且直径大于20mm,或直径虽在10—20mm,但多于2处(包括2处)以上者均视为不合格品。
夹渣在10mm以下,经现场处理(用铁锤砸打)后方可视为合格品。
为打渣铝锭均视为不合格品。
4.每块铝锭的熔炼号都要清晰可辩,个别字号打印不清楚要补打清楚。
凡改号、批量熔炼号不清楚的铝锭视为不合格品。
5.每捆铝锭熔炼号要保持一致,铸造车间打捆时对每块铝锭熔炼号要核对;由于设备原因或特殊情况造成两种熔炼号码放在一捆时,所混熔炼号铝锭化验品位一致的可视为合格品,混号铝锭化学成份不一致或一捆铝锭中含两种以上熔炼号的视为不合格品。
6.机振高度在铝锭外缘不大于2mm,内侧高度不大于1mm,且明显振纹不多于5条。
因大渣不及时而造成的表面粗糙度或波纹阿大于2mm的铝锭均视为不合格品。
表面缩孔较大(大于长20m m X宽大于3mm)或中间有严重裂纹的铝锭视为不合格品。
7.铝锭所有外观质量由铸造车间打捆前自检控制,并保证做到合格铝锭交验。
二、重量1. 20KG铝锭单块重量国标GB/T1196-2002为20+2KG,整捆铝锭重量(),交库时重量不符合国标,均视为不合格品。
2. 25KG铝锭单块重量厂标为25+1.5KG(设计标准),整捆铝锭重量(1034-1210KG),交库时不符合厂标,均视为不合格品。
新的重熔性铝锭国家标准

中华人民共和国国家标准重熔用铝锭Unalloyed aluminium ingots for remelting GB/T1196—2008代替GB/T1196-2002、GB12768—1991、GB/T8644-2000 2008—06-09发布2008-12—01实施前言本标准修改采用了ISO115:2003《重熔用铝锭等级和成分》,并根据ISO115:2003重新起草。
为了方便比较,在资料性附录A中列出了本标准章条和对应的国际标准章条的对照一览表。
本标准采用ISO115:2003时进行了修改.这些技术差异用垂直单线标识在它们所涉及的条款的页边空白处。
主要技术差异如下:-—未采用ISO115:2003表1中的精铝锭牌号和表2中的系列牌号;-—增加了Al99。
90、 Al99.85、 Al99。
60、Al99.50、Al99.00牌号;——增加了包装用钢带的具体要求;-—删除了ISO115:2003中的规范性附录A。
本标准代替GB/T1196—2002《重熔用铝锭》、GB12768-1991《重熔用电工铝锭》、GB/T8644—2000《重熔用精铝锭》。
本标准与GB/T1196-2002、GB12768—1991及GB/T8644—2000相比,主要变化如下:—-将GB/T1196—2002及GB12768—1991的牌号进行整合;——将有关重熔用精铝锭牌号纳入YS/T665—2008之中;——删去GB/T1196—2002中的Al99.70牌号及GB12768—1991中的Al99。
65E牌号;——增加Al99.6E牌号,将原Al99.70A牌号中的“A"字样取消,其他牌号不变;——对GB12768—1991中Al99。
7E中Si、Cu进行了调整,并增加了Mg、Zn、Mn三个杂质元素;——对重金属元素Cd、Pb、As重新进行了规定,并增加了对Hg的要求;-—对Al99。
7E、Al99。
质量检验企业标准

电解铝原辅材料/产品质量检验、验证规程一、目的为保证电解铝产品及外购原辅材料质量受控,便于对产品、原辅材料实施检验、验证,确保未经检验的物品不流入生产、转序或出厂,特制定本规程。
二、范围本规程规定了对电解铝原辅材料/产品质量检验、验证时所采用的国家标准、行业标准及企业标准要求。
本规程适用于公司生产的产品及中间产品;铝电解生产用原辅材料;其他生产用辅助材料;电厂生产用工业硫酸、工业合成盐酸、工业用液体氢氧化钠;铝电解槽用辅助材料;等产品的检验、验证规则。
三、内容第一章产品及中间产品1、重熔用铝锭(依据GB/T1196-2008)1.1表面质量标准1.1.1夹渣:表面夹渣不超过三处,夹渣直径不大于5cm。
1.1.2气孔:严格执行铸模内喷水措施,底表面气孔直径及深度都不得大于3cm,且小于3cm 的气孔分布面积不超过底部面积的十分之一。
1.2.3飞边:每块锭重20kg±2 kg,毛刺允许修整,严重飞边判废。
1.1.4裂纹:不能超过表面宽度的三分之一。
1.1.5熔瘤:直径不能超过1cm,小于1cm的熔瘤不能超过5处。
1.1.6波纹:表面不得有严重波纹。
1.2堆垛质量标准1.2.1铝锭堆垛应整齐,整垛上表面高度差不应超过6cm。
1.2.2铝锭按顺序堆放,上下左右必须交叉压好。
1.2.3上下层铝锭边缘错位不超过5cm,但整体不影响打捆质量的仍为合格。
1.2.4铝锭垛好后,不能从中间较容易地抽出确铝锭。
1.2.5铝锭垛中不得夹垫石子、钢带等任何杂物。
1.3包装质量标准1.3.1铝锭打捆形式采用“井”字形或其他形式。
1.3.2铝锭打捆可采用钢带、高强塑料带或其他材料,但应保证铝锭不散捆。
1.4化学成分重熔用铝锭的化学成分应符合下表规定。
1.5重熔用铝锭的检验方法及频次1.5.1铝锭的表面质量、堆垛打捆质量逐批检验,采用目视方法。
1.5.2铝锭的化学成分检验每炉次取三个样品进行化验分析,检验结果当三个样品为同一牌号时,取其平均值为终分析结果;当三个样品为不同牌号时以最低牌号为终分析结果。
GB-T1196-2002 重熔用铝锭
GB/T1196-2002《重熔用铝锭》标准制定此次修订参照欧盟标准EN?576—1995、国际标准ISO/CD?115(2001-07-09)的牌号设定,结合我国铝冶炼生产实际情况,充分考虑我国现时资源状况,本着科学性、合理性、适用性并尽可能与国际接轨的制标原则而进行修订的。
标准修订的主要内容如下:1)?牌号的划分:增加了Al99.90、Al99.70A两个牌号。
增加Al99.90牌号填补了我国工业纯铝标准中这一牌号的空缺,更能满足用户对产品的选择和需求。
增加Al99.70A牌号,与伦敦市场注册的产品标准、美国P1020牌号的产品标准以及ISO标准均达成一致,使这一大路牌号的产品真正与国际接轨。
2)?杂质元素中增加对Zn的考核在我国西南发现的特大型独特铝土矿床—岩溶堆积型铝土矿,由于其矿体内含Zn组分高于国内其他类型矿,因此生产出来的冶炼用原料氧化铝Zn含量相对偏高并带入重熔用铝锭中,使原铝中Zn含量稳定、持续地高于0.010%。
此外对于进口氧化铝,也不排除含Zn较高的现象,所以为了切实保证各牌号铝的纯度,我们将Zn列入杂质元素考核表中。
3)?对部分牌号的Si、Mg也进行了调整4)?根据用户的要求,用于食品、卫生的重熔用铝锭,其杂质Pb、As、Cd含量要求均不大于0.01%。
5)?锭型和锭重:因此这次修订对锭型不作统一规定,只要求锭型应适合于包装、运输和贮存的需要。
对于锭重仍保留了20kg±2kg和15kg±2kg的规定。
但增加了“或供需双方协商确定”条款,以利于创新和发展。
6)?组批:由于锭重的规定作了修订,则有可能出现大于22kg以上的大块锭?,因此,将组批中“数量不少于30块”修改为“重量不少于400kg”。
7)?包装:关于包装用的材料,在修订时规定,铝锭打捆可采用钢带或其他材料,但应保证铝锭不散捆。
在标准的修订过程中,本着充分体现我国资源情况、积极采用ISO及国外先进标准的原则,即在尊重我国现实情况基础上积极与国际接轨,以推动我国铝锭产品质量水平再上一个新的台阶。
重熔用铝锭标准
重熔用铝锭标准
一、重熔用铝锭的定义和用途
重熔用铝锭,是指用于再次熔化、浇铸成型的铝锭。
重熔用铝锭是一种重要的铝
材原料,广泛应用于汽车、建筑、电子等行业,其质量的好坏直接影响着这些产
品的质量。
在使用重熔用铝锭时,需要考虑到其化学成分、物理性能等因素。
二、重熔用铝锭的标准规范
根据国家相关标准规范,重熔用铝锭应符合以下标准要求:
1. 化学成分要求:
重熔用铝锭的化学成分应符合国家标准GB/T 1196-2008《铝及铝合金化学成分》的规定。
2. 物理性能要求:
铝锭的机械性能和物理性能,主要是指硬度、延展性、分层性、气孔、热裂纹等
方面的指标,重熔用铝锭应符合国家标准GB/T 3191-1998中有关这些方面的规定。
3. 外观要求:
重熔用铝锭不得有裂纹、气泡、夹杂物等缺陷,外观应平整,表面应清洁光滑无
氧化皮。
三、重熔用铝锭的检测方法
铝锭的检测方法主要包括化学成分、物理性能、外观等方面的检测。
其中化学成分的检测可采用光谱仪、化学分析等方法;物理性能的检测可采用硬度计、拉伸试验机等设备进行测试;外观的检测则可采用目测、放大镜、金相检测等方法。
四、使用重熔用铝锭的注意事项
在使用重熔用铝锭时,需根据实际需要选用合适的品种和规格,并按照产品标准要求进行使用。
同时,还应注意铝锭的存放和运输过程中的安全问题,避免发生意外事件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国家标准GB/T 1196《重熔用铝锭》编制说明(送审稿)标准编制组20XX年10月28日目录项目背景1.1任务来源11.2工作过程11.2.1第一阶段11.2.2第二阶段11.2.3第三阶段.12 行业现状13 标准制定的原则24 标准修订的必要性25标准修订的适用范围和主要内容 3 5.1 适用范围35.2主要内容 36标准指标的确定47标准实施的建议88分歧意见的处理情况8《重熔用铝锭》编制说明(送审稿)项目背景任务来源根据国家标准化管理委员会“关于下达《氧化铝单位产品能源消耗限额》等122项国家标准制修订项目计划的通知”(国标委综合[20XX]51号)文件以及全国有色金属标准化技术委员会标准制修订工作安排,由中国铝业股份有限公司贵州分公司等单位承担起草国家标准《重熔用铝锭》(GB/T1196-20XX)的修订工作,计划项目编号:20XX0150-T-610,计划完成年限为20XX年。
1.2工作过程1.2.1第一阶段此阶段主要工作任务是:《重熔用铝锭》标准修订的提出,以及初步确定标准修订的大致范围和主要内容。
项目的提出是在20XX年5月在大连召开的全国有色金属标准化工作会议上,轻标委根据目前重熔用铝锭的国内外现状,产能的供需关系,下游企业对铝锭的质量要求,以及出现了铝水直接供需的新特点等因素,轻标委在全国有色金属标准化工作会议提出了20XX年制定的《重熔用铝锭》进行修订工作,并在会上进行了任务落实和基本分工,还对标准的修订内容进行了讨论,基本确定了增加化学元素Ni成分、增加或者修改牌号、产品规格、铝水供应、包装等作为主要修改内容。
20XX年11月在江苏省宜兴市召开的20XX年度全国有色金属标准化技术委员会年会上,对《重熔用铝锭》标准进行了第二次讨论,会上根据各参与单位与用户的反馈意见,拟增加99.95%牌号,在部分牌号中增加Ni元素的要求;增加外销铝水的要求;增加25kg铝锭规格及包装等。
1.2.2第二阶段此阶段主要是进行标准数据调研。
标准项目编制组按照标准所确定的修订内容制定了《重熔用铝锭》标准调研表,对本行业相关企业通过电子邮件发放了《重熔用铝锭》调研表,要求尽快反馈意见。
截至20XX 年1月30日,共收到南山铝业股份有限公司、中电投宁夏青铜峡铝业公司、云南铝业股份有限公司、四川启明星股份有限公司、新疆众和股份有限公司、中国铝业青海分公司、河南神火煤电股份有限公司、新疆信发有限公司、中铝贵州分公司等10余家企业调研反馈意见表。
在此期间还以电话形式与上海交易所有关铝锭的交易情况、用户的要求、质量情况进行了通话交流。
标准项目编制组根据相关数据,综合考虑各调研企业的实际情况编制了《重熔用铝锭》标准讨论稿,并在贵州分公司内部进行了讨论。
20XX年4月1日全国有色轻标委秘书处组织贵州分公司、云南铝业等单位带队在贵州分公司、四川启明星铝业组织了标准的讨论,进一步提出了修订方向和修订意见。
20XX年5月4日全国有色轻标委在新疆乌鲁木齐组织召开了电解铝系列标准制修订座谈会,会上参会单位的各位代表就铝锭标准的修订进行了讨论和探讨,明确标准的修订内容为:拟增加99.80%和99.65%牌号,同时删除99.90%牌号;在部分牌号中增加Ni元素的要求;增加Mn元素化学成分;增加外销铝水的要求;增加25kg铝锭规格及包装等,并针对铝锭的标志和包装打捆形式等内容做了部分修改。
1.2.3第三阶段此阶段主要是《重熔用铝锭》标准进行预审阶段。
根据调研资料与讨论结果形成了《重熔用铝锭》标准预审稿,并于20XX年5 月初将标准与编制说明发布在中国有色金属标准质量信息网上征求意见。
20XX年5月28日在河南省洛阳市召开的有色金属标准会议上对标准预审稿进行了讨论,取消了99.65%牌号,同时对Ni元素含量要求根据客户需求约定;删除Zn含量的检测要求,作为常规分析;铝水应成批提交验收,每批产品应由同一牌号的成分组成,组批时供方根据电解槽预分析的质量状况进行排包,满足需方质量需求,批重不限。
对铝水化学成分仲裁取样和制样最终形成了标准送审稿。
2 行业现状铝是现代工业的基础原材料,是除钢铁之外的第二大应用金属。
由于铝质轻,具有良好的导电性能、导热性能、防腐蚀性能,可回收性,已广泛应用于建筑、包装、交通运输、电力、航空航天等领域,是国民经济建设、战略性新兴产业和国防科技工业发展不可缺少的重要基础原材料,成为推动社会前进的一种不可替代的绿色环保材料。
铝工业也是产业关联度非常高的产业,在我国现有124个产业中,有113个产业使用铝,占91%。
中国的电解铝生产起步于20世纪50年代,经过60余年的发展,电解铝技术得到了长足的进步,中国大型预焙阳极电解槽设计水平和电解铝生产技术管理水平达到了世界先进水平。
近十多年来,我国电解铝工业突飞猛进的发展,中国目前已经是全球最大的铝生产国和消费国。
20XX年全球铝产量达到5057万吨,铝消费量达到5090万吨,而中国铝产量达到2490万吨,铝消费量达到2480万吨,均占据半壁江山。
截至20XX年底,我国已形成的电解铝产能大约为3400万吨,实际产量为2450万吨,远超国家“十二五”发展规划确立2400万吨的产量,产能利用率为72%,属于严重过剩。
从20XX年至今产能持续扩张和产品价格持续下滑导致电解铝行业经营状况恶化,行业景气度持续下滑,目前氧化铝、预焙阳极和电价占到电解铝生产成本的85%以上,20XX年国内电解铝行业吨铝电耗以13590度核算,市场价格平均以13240元/吨左右,在当前电价平均0.45元/度条件下,全行业亏损面达90%以上。
目前电解铝生产槽型主要有:400KA、300KA和240KA槽型是当前应用最多的三个槽型。
其中,160kA(含160kA) 以上大型预焙槽的原铝能力占总生产能力的86.37%,400KA和300KA是目前的主力槽型,合计占到64%的生产能力,500KA占17%的生产能力,200KA级及以下只有19%的比例。
具体为:400KA级以上占38%;300KA级以上占26%;500KA级以上占17%;200KA级以上占16.5%;200KA以下占2.5%,其牌号主要以Al99.70为主,其次是Al99.60。
下面就20XX~20XX年中国电解铝产量及其同比变化图(图1);20XX~20XX年中国电解铝产能及其同比变化图(图2)进行对比分析:图1:20XX~20XX年中国电解铝产量变化(单位:万吨)图2为20XX~20XX年中国电解铝产能及其同比变化图。
图2为20XX~20XX年中国电解铝产能及其同比变化图从图1、图2可以看出,十余年间,从20XX年的产量不足500万吨到20XX年的接近2500万吨,从20XX 年的产能刚刚500万吨到20XX年的超过3000万吨,中国电解铝产量和产能均呈现出井喷式的增长。
甚至于金融危机期间,虽然产量出现了零增长,但产能仍然涨势猛烈。
20XX年中国电解铝产能绝对增量达到442万吨,同比增长16.5%,尽管增速放缓,但增量却创下新高。
新增产能主要集中在新疆、甘肃、青海、山东等电解铝生产大省。
据统计,到20XX年末,中国实际关停电解铝产能约为100万吨。
截止到20XX年年底,中国在产电解铝企业已缩减为91家,企业平均产能规模达到33.3万吨/年。
其中年产能力在20万吨及以上的有54家,占总能力的87.7%;年产能50万吨及以上的有17家企业,占总能力的50.4%。
目前为了提高竞争优势,降低生产成本,企业走出了煤电铝一体化的产业结构,煤电铝一体化电解铝产能增长幅度较大,且朝着大型智能化预焙槽发展,按照国家发展的战略重点在西部地区进行产业升级,使西部地区电解铝产能占全国的比重超过了50%,提高了大型预焙槽电解铝产能,占比90%以上。
20XX年中国电解铝产量达到2752万吨,同比增长超过10%,消费量达到2569万吨,市场仍然严重过剩,供需矛盾再度加剧。
近年来,铝加工工业显示出迅速发展的趋势,为了节约能源,减少中间流通环节,降低成本,大都铝加工企业与电解铝厂签订直接供应铝水的供俏合同和协议,据统计截止到20XX年年底铝水供应产量达到270.85万吨,占比50%,其中有部分调研企业中全100%的供应铝水,按目前发展趋势,铝水供应呈上升趋势。
下表为调研统计数据。
3 标准制定的原则3.1 本标准按照GB/T 1.1-20XX《标准化工作导则第1部分:标准的结构和编写》,以及最新版的《有色金属产品标准编写示例》的要求进行格式、结构的规范;3.2 严格执行国家的法律法规和产业政策规定;3.3 体现标准的科学性、先进性、合理性、适用性;3.4 本标准为规范市场,提高产品的市场竞争力,更好地服务下游企业,为重熔用铝锭生产工艺、市场交易提供依据。
4 标准修订的必要性我国现行的《重熔用铝锭》标准为GB/T1196—20XX,自运行至今对铝工业发展和市场交易起着十分重要的作用,但近几年,由于大型铝电解槽(400KA、500KA)应用而生,技术的进步推动了重熔用铝锭的产能的大幅增加,产品质量的提高,以及用户需求的要求水平提高出现了许多新增的牌号,加之铝水供应已成了发展趋势,大型25kg以上的铝锭已在交易市场上出现。
针对以上因素,考虑我国已成为铝工业在世界交易市场的主导地位,为规范市场,提高产品的市场竞争力,更好地服务下游企业,有必要对该标准进行修订。
为了与国际市场接轨GB/T 1196-20XX融合了世界上主要国家和组织的铝锭标准,包括国际标准ISO 115-20XX、欧盟标准EN 576-20XX、国际注册牌号(铝锭)AA-20XX。
俄罗斯铝锭标准为ГОСТ11069-1974(包含普铝、精铝、电工铝,共13个牌号),由于年代久远已经不具备参考价值。
日本标准沿用的是国际标准ISO 115-20XX的思路,可以不必参考。
本次标准修改考虑到GB/T 1196-20XX英文版在国际贸易中也有着一定的影响力,主要以GB/T 1196-20XX基础上进行修改,综合考虑有主要影响力的国家和组织的国际标准作为参考资料。
本次修订是在我国电解铝产能严重过剩的背景下进行的,修订过程除了依据先行版本GB/T 1196-20XX《重熔用铝锭》之外,在继续参照国外先进标准和国际标准的基础上,以各主要铝电解生产企业最新的铝锭的化学成分、规格、销售、包装等实际情况,结合国家相关铝行业的产业政策要求,对标准的产品分类、规范,对牌号、规格、铝水、包装等内容重新进行了调整,使修订后的标准作为国家标准,满足生产、销售等流程的需要,也作为市场经济下交易的依据。
同时,标准修订完成之后,在其被使用的过程中,要达到既能满足生产企业的需求,做到优质优价,也能满足使用企业的需求,能够按照国家标准采购到符合使用要求的产品,真正使得标准在贸易中发挥实质性作用,减少交易成本,促进产业发展。