树脂结合剂烧结温度
碾米砂辊的选用

碾米砂辊的选用碾米就是借助于旋转的碾辊迫使米粒与碾白室构件及米粒与米粒之间产生互相碰撞、摩擦及翻滚等运动,利用碾削及摩擦擦离等作用将米粒表皮部分或全部去除,使之成为符合预定质量要求的大米的加工过程。
按碾辊材质的不同,常用的碾米机可大致区分为砂辊碾米机和铁辊碾米机2种结构形式。
与铁辊碾米机相比,砂辊碾米机碰撞、翻滚及碾削等作用柔和、碎米率低、电耗低、出米率高及生产效率高,因此砂辊碾米机是目前大米加工生产企业应用最广泛的碾米机械设备。
碾米砂辊是砂辊碾米机中更换较频繁的关键工作零部件,并且在一定范围内,碾米砂辊的质量还严重影响碾米机的产量、出米率、电耗及碎米率等技术经济性能指标及企业的经济效益。
如何提高大米加工生产企业的经济效益,是大米加工生产企业和粮食加工科技工作者共同关注的课题。
1 砂辊的构造目前,适合大米加工生产企业使用的磨料主要是黑碳化硅和绿碳化硅。
由于黑碳化硅价格便宜,货源充足,因此,黑碳化硅是目前制造碾米砂辊的主要磨料。
磨料属于瘠性物料,没有结合能力,欲使之成为具有碾削能力的碾米砂辊,须采用结合剂,目前可供碾米砂辊使用的结合剂主要是陶瓷结合剂和树脂结合剂。
由陶瓷结合剂和磨料构成的碾米砂辊称为陶瓷碾米砂辊,由树脂结合剂和磨料构成的碾米砂辊称为树脂碾米砂辊。
陶瓷碾米砂辊是由磨料和陶瓷结合剂(其主要成分为无机盐)在1200℃以上的高温烧结而成的组织结构致密的混合物,具有耐高温、耐磨耗及耐酸碱以及使用寿命长等优点;但脆性大,易损坏,自锐性能差,而且价格昂贵。
因价格及制造工艺复杂等原因,目前陶瓷碾米砂辊仍没有得到普遍应用,因此目前大米加工实践生产中仍普遍使用树脂碾米砂辊。
树脂碾米砂辊是由树脂结合剂(主要是酚醛树脂或环氧树脂)和磨料(主要成分是黑碳化硅)在180℃高温下烧结而成的多孔混合物。
因其烧结温度低、组织结构疏松、磨粒易于脱落、自锐性能好、工作过程中又能连续不断地产生锋刃的多棱角磨粒,结果增强了砂辊对米粒的碾削作用,提高了碾米效率,所以说树脂碾米砂辊(为便于描述,以下简称砂辊)具有不损伤米粒、碎米率低、出米率高、碾米效率高及电耗低等优点,特别适宜于原粮品质差及粉质粒原粮的加工。
树脂砂轮生产工艺

最初生产的多数是陶瓷砂轮,陶瓷结合剂砂轮的优点是其天然多孔和化学稳定性好,因而适用于干磨和湿磨,特别是使用水基和油基磨削液的条件下。
但是,陶瓷砂轮的弹性较差,并且需要很高的烧结温度,限制了它的发展。
酚醛树脂结合剂砂轮具有弹性好,对震荡、冲击、侧压的敏感性小的优点。
其高稳定性使其能够适应较高转速和提高了磨削性能,因而特别适用于磨削砂轮和切割砂轮,它的良好弹性使其适用于超精确磨削和表面抛光。
酚醛树脂结合剂砂轮的生产工艺主要有冷压工艺、半热压工艺和热压工艺三种。
1.冷压工艺:冷压工艺使用的结合剂有润湿剂和粉状树脂,通常用作润湿剂的有液体酚醛树脂、糠醛、糠醇、甲酚等,用的最多的是液体酚醛树脂。
决定液体树脂和粉状树脂使用比例(通常叫做液粉比)的因素有:磨料粒度分布、填料类型、填料用量、液体树脂的粘度、粉状树脂的性质等。
如果液体树脂的粘度越大,完全包覆磨料表面就需要更多的液体树脂;磨料和填料的粒度越小,其比表面积就越大,液体的用量也就越多;粉状树脂的分子量越高、游离酚越低,其与液体树脂的附着力就越差,需要的液体量就越多。
以上几种情况均需提高液粉比。
一般用液体树脂作润湿剂,液粉比选用1:2—1:4,而用糠醛或糠醇与蒽油的混合物作润湿剂,液粉比选用1:6—1:8。
混料机要经过工艺验证,能够达到理想的混合效果并且不损坏磨料为佳。
加入细粉后的混料时间一般为2—5分钟,过短不能够保证混料均匀,过长树脂膜易脱落,并且导致料温升高,树脂予固化。
混料程序如下:首先将磨料,通常是混合粒度,进行予混,再加入润湿剂,均匀润湿磨料后,再将已与其他粉状填料予混好的粉状树脂加入,继续混合至均匀。
混好的磨料要有较好的可塑性和流动性,物料不能太湿,否则容易结块,更不能有粉团,同时保证有好的流动性,以保证注模充分,一般采用过筛的办法除去结块。
判断物料可塑性好坏的方法是:抓一把混好的物料,用手轻轻一捏就会成团为佳。
一般将粉状物料加入润湿好的磨料中容易形成粉团,目前已逐渐被淘汰,现在用的较多的是双锅混料法,就是先将磨料与润湿剂在一个混料机中混合,同时另外一个混料机中将粉状树脂和其他粉状填料混匀,再将润湿好的磨料倒入粉料中,混合均匀即可。
耐火材料简介
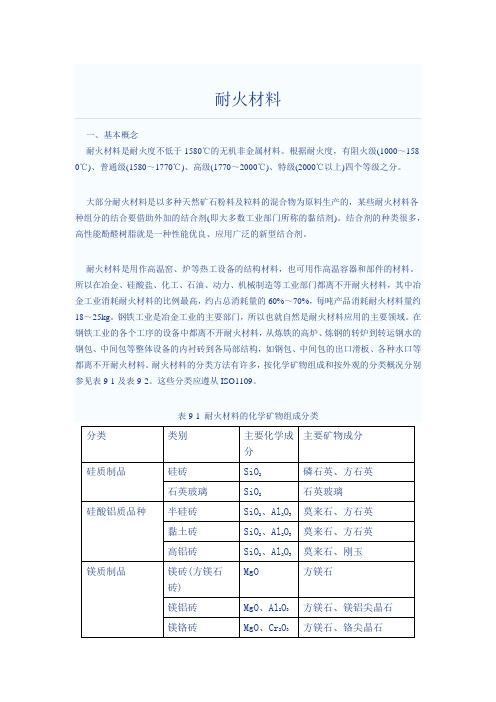
耐火材料一、基本概念耐火材料是耐火度不低于1580℃的无机非金属材料。
根据耐火度,有阻火级(1000~158 0℃)、普通级(1580~1770℃)、高级(1770~2000℃)、特级(2000℃以上)四个等级之分。
大部分耐火材料是以多种天然矿石粉料及粒料的混合物为原料生产的,某些耐火材料各种组分的结合要借助外加的结合剂(即大多数工业部门所称的黏结剂)。
结合剂的种类很多,高性能酚醛树脂就是一种性能优良、应用广泛的新型结合剂。
耐火材料是用作高温窑、炉等热工设备的结构材料,也可用作高温容器和部件的材料。
所以在冶金、硅酸盐、化工、石油、动力、机械制造等工业部门都离不开耐火材料,其中冶金工业消耗耐火材料的比例最高,约占总消耗量的60%~70%,每吨产品消耗耐火材料量约18~25kg。
钢铁工业是冶金工业的主要部门,所以也就自然是耐火材料应用的主要领域。
在钢铁工业的各个工序的设备中都离不开耐火材料,从炼铁的高炉、炼钢的转炉到转运钢水的钢包、中间包等整体设备的内衬砖到各局部结构,如钢包、中间包的出口滑板、各种水口等都离不开耐火材料。
耐火材料的分类方法有许多,按化学矿物组成和按外观的分类概况分别参见表9-1及表9-2。
这些分类应遵从ISO1109。
表9-1 耐火材料的化学矿物组成分类不定形耐火材料是由合理级配的粒状和粉状与结合剂共同混合组成的一类混合料,它无规定的外形和状态,通常根据使用需要而分别制成浆状、泥膏状或松散状,故称作散状耐火材料,其不经成型和烧成而直接使用,主要用于构筑成无接缝的整体构筑物、耐火砖成设备内衬的填缝及修补、高温炉出口堵塞用的泥料(炮泥)等。
不定形耐火材料多根据施工工艺类别而分类,由于施工工艺的差异,他们在组成、物料特性(状态、流动性、可塑性等)、应用领域等方面有所不同。
表9-4列出不定形耐火材料按施工工艺特点的分类及主要特征。
表9-4 不定形耐火材料的类别及主要特征。
不同造孔剂对陶瓷结合剂性能的影响

a l d i v o tn ,t e h g e e c n e t a O3 h e b g e e p r i b e a d t ec ne t h ih rt o tn C C ,t ig rt e sz h e d s i u in o r e s p e i h mo e i h f o h o e;t it b t fp e t a l s o g - r o o h m
S e 汕 o iie n anyd pn so ecn n rp i d iv dtes t igtm rtr ;b t r e h i l t r f tf b dm i e d nt o t t gaht adt ea i e n p a e e t c a c vr d o i l e h e o f e i n h nr ee u em n a
艺 , 备 不 同的试 样 , 过 测 定 其抗 折 强 度 、 孔 率 和 S M 照 片观 察 , 果 发 现 : 墨 加 入 量 和 烧 结 温 度 影 响 陶 瓷 制 通 气 E 结 石
结合剂强度 ; 3石 " 墨 加 入 量 较 少 , 结 温 度 较 低 时 , 强 度 较 好 ; aO - 烧 其 C C 3的 加 入 量 对 磨 -- 抗 折 强 度 影 响 不 明 显 , g@ , 但 影 响 成 孔 的尺 寸 , 允 许 的 范 围 内加入 量 越 多, 到 的 气 孔 尺 寸 越 大 , 孔 分 布 均 匀 , 壁 光 滑 ; a O 在 得 气 孔 C C 3的 造 孔
维普资讯
・
l ・ 9
不 同 造 孔 剂 对 陶 瓷 结 合 剂 性 能 的影 响
0 6 0 燕 山 大 学材 料 学 院 张 习敏 王 明 智 王 艳 辉 604
中华人民共和国冶金行业标准
《高炉用炭素捣打料》行业标准编制说明书《高炉用炭素捣打料》行业标准起草小组2011年7月一、任务来源根据工信部工信厅科[2010]74号“关于印发2010年第一批行业标准制修订计划的通知”中规定,由武钢和冶金工业信息标准研究院共同负责起草《高炉用炭素捣打料(2010-0268T-YB)》行业标准。
二、工作过程我们在多年的产品检测中发现,我国《高炉用炭素称捣打料》目前无产品标准,产品检验方法主要参照《高炉用低温粗缝糊》标准。
在接到该标准制订任务后,我们成立了《高炉用炭素捣打料》标准制订工作小组,制订了工作计划,进行了资料查找和相关试验工作,并进行了部分炭素捣打料生产厂家调研,在此基础上编制了《高炉用炭素捣打料》标准征求意见稿。
三、制定理由及必要性1、制定理由高炉炭素称捣打料,是以高温电锻无烟煤、人造石墨、碳化硅为主要原料,酚醛树脂、煤沥青、煤焦油为结合剂,经过混捏而成,用于高炉炉底炭捣层,填充炭块与炭块之间及炭块与炉体之间的缝隙。
高炉用炭素捣打料的功能有:a.填充炭砖与冷却壁之间,炉底炭砖与炉底密封板之间的缝隙,要求经捣打后的捣打料有一定的强度和致密度,充满每个角落和很小的缝隙,达到不渗漏铁水和煤气的要求;b.高炉炭素称捣打料有传递热量的重要作用,高炉冷却需要通过高炉炭素称捣打料将炭砖的热量传出,经冷却水带走,减缓侵蚀速度。
如果高炉炭素称捣打料导热系数太低就会影响热量的顺利传递,引起炭砖温度升高,加快炭砖的侵蚀速度;c.高炉炭素称捣打料有耐火砖衬的作用,高炉炭素称捣打料和炭砖的材质相同,在高炉后期,如果炭砖有烧穿或渗漏铁水和炉渣时,高炉炭素称捣打料能起到耐火砖衬的作用;d.炉缸高炉炭素称捣打料既有填充炭砖与冷却壁之间空隙,防止铁水、炉渣和煤气渗漏,又有吸收炭砖和其他耐火砖衬升温过程中的膨胀作用,防止炉壳受力过大而开裂。
2、制定的必要性制订本标准主要为了克服其高温焙烧后测量导热系数的缺点,利用高炉寿命的提高。
耐火材料结合剂的6大结合机理及选用原则
耐火材料结合剂的6大结合机理及选用原则耐火材料结合剂的结合机理结合剂的种类不同,其结合散状耐火原料的机理也有所区别。
常见耐火材料结合剂的结合机理主要有以下几种:1水化结合即在常温下通过结合剂与水发生水化反应生成的水化产物而产生结合作用。
水泥类结合剂一般都是水化结合机理,如铝酸钙水泥遇水后发生水解和水化反应生成六方片状或针状CAH10(CaO·Al2O3·10H2O)、C2AH8(CaO·Al2O3·H2O)和立方粒状C3AH6(3CaO·Al2O3·6H2O)晶体和氧化铝凝胶体,形成凝聚一结晶网而产生结合。
2化学结合通过结合剂与硬化剂(促凝剂)之间的反应,或者结合剂与耐火原料在常温或高于常温而低于烧结温度的范围内发生反应生成具有结合作用的化合物而产生结合。
气硬性结合剂和部分热硬性结合剂属于这种结合机理,例如水玻璃结合剂与氟硅酸钠硬化剂发生反应生成的水溶胶SiO2·nH2O经脱水形成硅氧烷(Si-O-Si)网络结构而产生结合强度;磷酸二氢铝结合剂加MgO硬化剂时,在常温下即可发生脱水和交联反应而产生结合强度。
3缩聚结合借助于催化剂或交联剂,结合剂发生缩聚反应形成网络状结构而产生结合强度。
例如甲阶酚醛树脂加酸作催化剂或受热时都可产生缩聚反应。
4陶瓷结合通过耐火原料或耐火原料与加入的烧结助剂在高温下形成的液相而产生结合。
陶瓷结合实际上是一种由液相烧结而产生的结合。
在耐火材料坯体中,耐火度较低的原料或耐火原料与助烧剂发生反应首先产生粘性液相使散状原料粘结在一起,随温度的提高,依靠液一固相反应生成具有更高熔融温度的新物相而产生坚固的结合。
5粘着结合借助于吸附作用、扩散作用和静电作用等物理作用而将散状耐火原料结合在一起。
吸附作用有物理吸附和化学吸附,是依靠分子间的相互作用力一一范德华力而产生结合;扩散作用是在分子热运动的作用下,结合剂与被结合物的分子发生相互扩散,在界面上形成扩散层从而产生结合:静电作用,即若结合剂与被结合物的界面存在着双电层,双电层的静电引力可产生结合作用。
砂轮的特性要素及选择标准
砂轮的特性要素及选择标准砂轮由磨料和结合剂经压坯、干燥、烧结而成的多孔体。
磨料、结合剂和气孔构成了砂轮的组成三要素。
砂轮的性能取决于磨料、粒度、结合剂、硬度和组织5个参数。
1.磨料承担切削任务,具有很高的硬度、耐磨性、耐热性和韧性,并有较锋利的棱角。
常用的磨料有氧化物系、碳化物系、高硬磨科系三类。
氧化物系磨料的主要成分是A1203,由于它的纯度不同和加入金属元素不同,而分为不同的品种。
碳化物系磨料主要以碳化硅、碳化硼等为基体,也是因材料的纯度不同而分为不同品种。
超硬磨料系中主要有人造金刚石和立方氮化硼。
立方氮化硼是一种很有前途的磨料。
耐热性(1400℃)比金刚石(800℃)高出许多,而且对铁元素的化学惰性高,所以特别适合于磨削既硬又韧的钢材。
2.粒度粒度表示磨粒的大小程度。
以磨粒刚能通过的筛网的网号来表示磨粒的粒度。
以每英寸长度上筛孔的数目表示粒度号,粒度号越大,颗粒越小;尺寸小于40μm的微粉,用其实际尺寸前加W 表示粒度号。
我国新标准中采用米制单位,磨粒的大小统一以磨粒最大尺寸方向上的尺寸来表示。
选择原则:(1)精磨用颗粒较细的磨粒;(2)粗磨用颗粒较粗的磨粒;(3)高速磨削用颗粒较粗的磨粒;(4)当工件材料软、塑性大和磨削面积大时,为避免堵塞砂轮,也可采用较粗的磨粒,精磨或磨硬脆性材料选用细磨粒。
3.结合剂结合剂的作用是将磨粒粘合在一起,使砂轮具有必要的形状和强度。
常用的砂轮结合剂有:1)陶瓷结合剂(代号V)是由粘土、长石、滑石、硼玻璃和硅石等陶瓷材料配制而成。
特点是化学性质稳定,耐水、耐酸、耐热和成本低,但较脆。
除切断砂轮外,大多数砂轮都是采用陶瓷结合剂。
它所制成的砂轮线速度一般为35m/s。
2)树脂结合剂(代号B)其成分主要为酚醛树脂,但也有采用环氧树脂的。
树脂结合剂的强度高,弹性好,故多用于高速磨削、切断和开槽等工序。
但是树脂结合剂的耐热性差,当磨削温度达200—300℃时,它的结合能力便大大降低。
烧结温度对陶瓷结合剂金刚石砂轮性能的影响

第37卷第7期 娃酸盐通报Vol.37 No.7 2018 年7 月________________BULLETIN OF THE CHINESE CERAMIC SOCIETY_____________________July,2018烧结温度对陶瓷结合剂金刚石砂轮性能的影响秦增锋\尹育航1>2,许鹏飞\刘凯2(1.西安建筑科技大学材料与矿资学院,西安710055;2.广东奔朗新材料股份有限公司,佛山528313)摘要:以金刚石和陶瓷结合剂为原料,以制备的陶瓷结合剂金刚石砂轮为研究对象,研究了烧结温度对其性能的影 响。
金刚石的热重(TG)和差示扫描量热(DSC)以及陶瓷结合剂的DSC、X射线衍射(XRD)和流动性的分析,确定 陶瓷结合剂金刚石砂轮试样的烧结温度上限。
通过对陶瓷结合剂金刚石砂轮试样的XRD、扫描电子显微镜 (SEM)、开口气孔率、弯曲强度和洛氏硬度的检测和分析,研究其最佳的烧结温度和微观结构。
结果表明,实验所 用的金刚石开始氧化温度为662.13 T:,完全氧化温度为888.00 T:。
陶瓷结合剂的玻璃转化温度是774.03 T:。
烧 结温度在740 t时,陶瓷结合剂未与金刚石发生化学反应。
温度升高时,结合剂的流动性增大,陶瓷结合剂金刚石 砂轮试样的开口气孔率也增大。
在烧结温度为700 T:时,试样的弯曲强度(84. 11 MPa)和洛氏硬度(87.66 HRB)达到最大值,金刚石之间的结合剂“桥”更致密,结合剂与金刚石之间润湿性更好,形成有合适气孔的整体。
关键词:烧结温度;陶瓷结合剂;陶瓷结合剂金刚石砂轮试样中图分类号:TG74 文献标识码:A文章编号:1001-1625(2018)07-2152-05 Effect of Sintering Temperatures on Properties of VitrifiedBond Diamond WheelsQIN Zeng-feng1, YIN Yu-hangia ,XU Peng-fei1 ,LIU Kai(1. College of Materials and Mineral Resource,Xi ’ an University of Architecture and Technology,Xi ’ an 710055,China;2. Monte-Bianco Diamond Applications Co.,Ltd.,Foshan 528313, China)Abstract : The effect of sintering temperature on the properties of vitrified bond diamond wheels consisting of diamond and vitrified bond and as research project was investigated. The analysis thermogravimetric (TG) and differential scanning calorimetry ( DSC) of diamond and DSC, X-ray diffraction ( XRD) and the fluidity of vitrified bond can determine the upper limit of sintering temperature of vitrified bond diamond wheels samples. The optimum sintering temperature and microstructure of vitrified bond diamond wheels samples can be investigated by tests and analysis of XRD, scanning electron microscopy ( SEM), open porosity, bending strength and Rockwell hardness. The beginning of the oxidized temperature of the experimental diamond is 662. 13 Tl and completely oxidized temperature is 888. 00 T l. Transitioned temperature of the glass of vitrified bond is 774. 03 T l. As the sintering temperature of the vitrified bond diamond wheels samples is 740 ,the vitrified bond does not react with the diamond. The fluidity of vitrified bond adds and the open porosity of vitrified bond diamond wheels samples increases with the increasing of sintering temperatures. Meanwhile, as the sintering temperature is 700 Tl , the bending strength (84. 11 MPa) and the Rockwell hardness (87.66 HRB) of the samples are the highest and the bridges of vitrified bond between the diamonds are denser and the wettability between vitrified bond and the diamond is better, forming a whole with suitable porosity.Key words :sintering temperature ;vitrified bond ;vitrified bond diamond wheels sample1引言金刚石砂轮广泛的应用于材料的磨削加工如冶金,陶瓷等行业。
最全:耐火材料行业常用词汇英汉互译+解释,必须收藏
最全:耐火材料行业常用词汇英汉互译+解释必须收藏磨损abration 由于运动固体的机械作用造成材料表面的损耗。
酸性耐火材料acid refractory 通产指以二氧化硅为主成分的耐火材料。
在高温下易与碱性耐火材料、碱性渣、高铝质耐火材料或含碱化合物起化学反应。
骨料aggregate/grain耐火材料组分中的颗粒部分,通常指粗颗粒。
气硬性耐火泥浆air setting joining material/ air setting mortar 在常温下通过化学结合或水结合而硬化的一种接缝材料。
抗碱性alkali resistance 耐火材料在碱性环境中抵抗化学损毁的能力。
铝硅酸盐alumino-silicate 以氧化铝和二氧化硅为主要成分的原料。
抗氧化剂anti-oxidant 为了提高含炭耐火材料的抗氧化性而加入的金属或其他物质。
显气孔率apparent porosity 耐火材料中开口气孔的体积同总体积之比。
碱性耐火材料basic refractory 在高温下易与酸性耐火材料、酸性渣、酸性熔剂或氧化铝起化学反应的耐火材料。
结合剂binder 添加到非塑性颗粒或纤维状材料中使其具有作业性能和生坯强或干燥强度的物质。
鼓胀bloading 指有粘土或耐火材料中加热后出现的永久性膨胀。
大砖block 通常指尺寸比砖打的耐火制品。
结合bond 使耐火材料各组成颗粒之间产生粘结并具有强度的行为。
砖block 具有一定形状的耐火制品,通常为长方体,且能用手拿起。
耐火陶瓷纤维棉bulk ceramic firbre / bulk refractory ceramic firbre 用于制备制品之前的松散状的耐火陶瓷纤维。
体积密度bulk density 耐火材料的干燥质量与其总体积之比。
颗粒体积密度bulk density ( of a granular material ) / grain bulk density 颗粒材料的干燥质量与总体积之比。
砂带类型及区别

VSM规积磨料砂带:是一种特殊产品,它的磨料是一种磨粒团,使得它在砂面形成了多层磨粒的堆积效益。
随着颗粒的逐渐磨损,砂面逐渐磨损,但砂面仍然保持尖锐,从而延长了寿命,保持了较高的材料去除率和良好的磨削一致性、光洁度。
VSM规积磨料分类:氧化铝堆积磨料(KK712、KK718、KK731、LK719、KK834),碳化硅堆积磨料(CK742、CK748、CK918、MK748)3M金字塔砂带:Trizact(TM)砂带是3M公司运用独特的徽晶复制技术开发出来的革命性研磨产品,3M金字塔砂带Trizact的独特结构,彻底改变了粗细不一,前后变异较大的高品质研磨效果。
3M金字塔砂带分类:307EA、237AA、253FA 涂附磨具:纸基砂纸、布基砂纸、纸基砂带、布基砂带、砂布卷、钢纸磨片、圆形砂盘尼龙磨具:尼龙卷、尼龙片、尼龙轮、飞翼轮、工业百洁布、尼龙砂带、尼龙磨盘抛光磨具:麻轮(平面麻轮、斜裁麻轮、波浪麻轮、穗形麻轮)、布轮(折叠布轮、波浪布轮、珍珠布轮、珠宝轮、车线平面布轮、绒布轮、绒通风布轮、防羽风轮、扣布轮、漂白布轮)、不织布轮、羊毛轮、PVA海绵轮抛光辅料:液态抛光蜡、抛光剂、抛光膏、抛光蜡(黄蜡、紫蜡、青蜡、白蜡)南三和研磨科技有限公司 (小太阳湖南砂带厂)成立于2005年,座落于有“星城”之称的古城长沙,三和研磨公司专业生产销售小太阳砂带,小太阳砂布,小太阳砂布卷,小太阳砂纸带,小太阳圆盘砂,小太阳花页轮,小太阳钢纸磨片,进口钢丝绒,进口海绵砂块,进口TR62砂带和3M、富士星粘绒磨片。
三和研磨公司本着“精益求精,诚实守信”的宗旨,吸收大量的优秀管理人才,将"打造研磨产品全国最大经销商"作为战略目标,让更多客户朋友享受最实在最优质的研磨产品。
湖南三和研磨科技有限公司主营产品有:正宗小太阳砂带,小太阳砂布,小太阳砂布卷,小太阳砂纸带;小太阳方砂纸.小太阳八角砂.小太阳圆盘砂.小太阳石墨布,小太阳花页轮,小太阳钢纸磨片,小太阳海绵砂套,小太阳气鼓砂套,进口钢丝绒,进口海绵轮,进口海绵砂块,进口TR62砂带.湖南三和研磨科技有限公司的产品适用于五金铸件,五金挂件,五金制品,电子,工艺品,电路板,PCB板,大里石,家具.板材.木制品,皮革,鞋底,陶瓷,五金配件,五金加工,机械加工,冲压件,琐,水龙头,地板,木门,电动工具,汽车配件,钢材,铝型材,不锈钢,不锈钢板,橡胶制品,手机外壳等产品之精品研磨。
大米加工技术

大米加工技术碾米砂辊及其对大米质量的影响摘要:介绍了碾米砂辊的构造、制造工艺及其碾米工艺性能,详细论述了碾米砂辊对大米质量的影响,并指出只有通过优化碾米砂辊的配方、辊形设计及其制造工艺,努力提高碾米砂辊组织结构的均匀性、物理机械强度和几何形状位置尺寸精度,减少碾米砂辊的成块脱落及动不平衡等缺陷,并做好碾米砂辊的储存、保管及装配等工作,同时重视和加强碾白室的通风及排糠,才能达到冷却米粒、降低米温、减少碎米、提高工艺效果及延长碾米砂辊使用寿命等目的。
碾米就是借助旋转的碾辊使米粒与碾白室构件及米粒与米粒之间产生相互碰撞、摩擦及翻滚等运动,通过碾削及摩擦擦离等作用将米粒表皮部分或全部去除,使之成为符合预定质量要求的大米的加工过程。
按碾辊材质的不同,碾米机可大致分为砂辊碾米机和铁辊碾米机。
与铁辊碾米机相比,砂辊碾米机具有碰撞及翻滚等作用柔和以及碎米率低、电耗低、出米率高和生产效率高等优势,因此是目前大米加工企业应用最广泛的碾米设备。
碾米砂辊是砂辊碾米机中更换较频繁的关键易损件,并且在一定范围内,其质量还严重影响碾米机的产量、出米率、电耗及碎米率等技术、经济性能指标和企业的经济效益。
为此笔者根据本人在砂辊碾米机设计制造、安装调试、维修保养方面的亲身经验对碾米砂辊的构造、制造工艺、碾米工艺性能及其对大米质量的影响等诸方面加以综述,并提出自己的观点,供同行们批评指正。
1碾米砂辊的构造磨料是构成碾米砂辊的主要原料,属于瘠性物料,没有结合能力,欲使之成为具有碾削能力的碾米砂辊,须采用结合剂。
目前可供碾米砂辊采用的结合剂主要有陶瓷结合剂和树脂结合剂。
由磨料和陶瓷结合剂构成的碾米砂辊称为陶瓷碾米砂辊;由磨料和树脂结合剂构成的碾米砂辊称为树脂碾米砂辊。
陶瓷碾米砂辊是由磨料和陶瓷结合剂(主要成分为无机盐)在1200℃以上的高温下烧结而成的组织结构致密的混合物,其耐高温、耐磨耗、耐酸碱,使用寿命长;但脆性大,易损坏,自锐性能差,而且价格昂贵。
烧结工艺技术

烧结工艺技术烧结工艺技术是矿石加工过程中非常重要的一环,可以将矿石矿物与结合剂在一定温度下进行烧结,形成块状产品,提高矿石的机械强度和化学性能。
烧结过程可以分为预处理、混合成型、烧结和冷却等几个步骤。
首先,预处理是烧结过程中的重要环节。
原料矿石需要经过粉碎、除尘、矿石选择等工序,将原料矿石的质量合格后再进行下一步的处理。
预处理的目的是提供均匀的原料,确保烧结过程中的块状产品质量稳定。
其次,混合成型是烧结工艺技术的关键步骤。
原料矿石与结合剂按一定比例混合后,形成可塑性物料。
传统的混合成型工艺是将物料通过滚筒混合机进行混合,得到均匀的混合物。
近年来,还出现了一些新型的混合成型工艺,如干法混合成型和湿法混合成型等。
这些新工艺可以使混合物的含水率更低,提高块状产品的品质。
然后,烧结是将混合物在一定的温度下进行加热,使其矿物发生结晶反应,形成块状产品的过程。
烧结温度要根据矿石的成分和性质来确定,一般在1000℃-1300℃之间。
在烧结过程中,首先发生的是结构携带。
结合剂在高温下熔化,填充矿物颗粒之间的空隙,使颗粒紧密结合。
然后,矿石矿物发生化学反应,生成新的矿物相。
最后,在高温下,结合剂迅速玻璃化,将矿石颗粒牢固地粘结在一起,形成块状产品。
最后,冷却是烧结工艺技术的最后一步。
在烧结过程中,块状产品的温度会很高,需要经过冷却工序才能使温度降到周围环境温度。
冷却可以采用自然冷却或强制冷却的方式进行,也可以通过水冷或气冷的方式进行。
冷却的目的是使块状产品的温度稳定下来,避免其在传输和贮存过程中因温度过高而发生变形或损坏。
总的来说,烧结工艺技术在矿石加工中起到了举足轻重的作用。
通过合理地控制预处理、混合成型、烧结和冷却等步骤,可以得到质量稳定的块状产品,提高矿石的机械强度和化学性能,满足不同行业对矿石产品的需求。
随着科技的不断进步,烧结工艺技术也在不断创新和改进,为矿石加工行业的发展带来了新的机遇和挑战。
银浆基础知识

银浆系由高纯度的(99.9% )金属银的微粒、粘合剂、溶剂、助剂所组成的一种机械混和物的粘稠状的浆料。
导电银浆对其组成物质要求是十分严格的。
其品质的高低、含量的多少,以及形状、大小对银浆性能都有着密切关系。
①金属银微粒A、银微粒的含量金属银的微粒是导电银浆的主要成份,薄膜开关的导电特性主要是靠它来体现。
金属银在浆料中的含量直接与导电性能有关。
从某种意义上讲,银的含量高,对提高它的导电性是有益的,但当它的含量超过临界体积浓度时,其导电性并不能提高。
一般含银量在80~90%(重量比)时,导电量已达最高值,当含量继续增加,电性不再提高,电阻值呈上升趋势;当含量低于60%时,电阻的变化不稳定。
在具体应用中,银浆中银微粒含量既要考虑到稳定的阻值,还要受固化特性、粘接强度、经济性等因素制约,如银微粒含量过高,被连结树脂所裹覆的几率低,固化成膜后银导体的粘接力下降,有银粒脱落的危险。
故此,银浆中的银的含量一般在60~70% 是适宜的。
B、银微粒的大小银微粒的大小与银浆的导电性能有关。
在相同的体积下,微粒大,微粒间的接触几率偏低,并留有较大的空间,被非导体的树脂所占据,从而对导体微粒形成阻隔,导电性能下降。
反之,细小微粒的接触几率提高,导电性能得到改善。
微粒的大小对导电性的影响,从上述情况来看,只是一种相对的关系。
由于受加工条件和丝网印刷方式的影响,既要满足微粒顺利通过丝网的网孔,又要符合银微粒加工的条件,一般粒度能控制在3~5μm 已是很好,这样的粒度仅相当于250目普通丝网网径的1/10~1/5,能使导电微粒顺利通过网孔,密集地沉积在承印物上,构成饱满的导电图形。
C、微粒的形状银微粒的形状与导电性能的关系十分密切。
从一般的印象出发,都只是把微粒理解为球状或近似球状的颗粒。
而用于制作导电印料的导电微粒以呈片状、扁平状、针状的为好,其中尤以片状微粒更为上乘。
圆形的微粒相互间是点的接触,而片状微粒就可以形成面与面的接触,印刷后,片状的微粒在一定的厚度时相互呈鱼鳞状重叠,从而显示了更好的导电性能。
砂轮烧结温度

砂轮烧结温度砂轮烧结温度是指在制造过程中,将砂轮磨料和结合剂经过一定的温度和时间条件下加热,使其粒子之间发生相互吸附和结合,形成坚固的磨粒结构,提高砂轮的强度和耐磨性。
砂轮烧结温度是影响砂轮质量和性能的重要参数之一。
砂轮烧结温度过高会导致砂轮结构过致密,磨粒无法自由暴露,砂轮切削性能下降,表面质量变差;烧结温度过低则砂轮结合剂无法充分烧结,磨粒容易脱落,砂轮寿命短。
砂轮烧结温度因砂轮材料和制造工艺的不同而有所差异。
下面给出几种常见的砂轮烧结温度的参考内容:1. 树脂砂轮烧结温度:树脂砂轮是制造工艺简单、应用广泛的一种砂轮类型。
一般来说,树脂砂轮的烧结温度一般在120~180℃之间。
烧结温度过高会导致树脂燃烧或分解,影响砂轮的结合性能;烧结温度过低则无法充分烧结,砂轮强度低。
根据具体的树脂材料和需要的砂轮性能,烧结温度可以在这个范围内进行调整。
2. 陶瓷砂轮烧结温度:陶瓷砂轮主要由氧化铝和其他添加剂组成,具有高硬度、高强度和耐高温等特点。
陶瓷砂轮的烧结温度一般较高,一般在1400~1600℃之间。
烧结温度过高会使陶瓷颗粒熔化,砂轮结构疏松;烧结温度过低则无法充分烧结,砂轮强度低。
3. 金刚石砂轮烧结温度:金刚石砂轮是一种利用金刚石颗粒作为磨料,通过金刚石和结合剂的烧结形成的高硬度砂轮。
金刚石的烧结温度较高,一般在1300~1600℃之间。
烧结温度过高会使金刚石颗粒熔化或氧化,砂轮磨粒流失,失去磨削功能;烧结温度过低则无法充分烧结,砂轮强度低。
在实际生产中,确定合适的砂轮烧结温度需要根据具体的砂轮材料、结构和使用要求进行综合考虑。
制造商通常会根据他们的经验和实践来确定最佳的烧结温度范围,以确保砂轮具有良好的性能和寿命。
同时,控制好烧结温度的均匀性和稳定性也是保证砂轮质量的重要因素之一。
超硬固结磨具制造工艺

超硬固结磨具制造工艺超硬磨料固结磨具重要是由金刚石、立方氮化硼等与结合剂固结成的磨具。
由于金刚石、立方氮化硼的价格高、具有很好的耐磨性能,用它们制造的固结磨具与一般磨料固结磨具不同,除超硬磨料层外,还有过渡层和基体。
超硬磨料层是起切削作用的,由超硬磨料和结合剂构成。
基体是在磨削中起支托作用的,由金属、电木或陶瓷等材料构成。
过渡层用于连接基体和超硬磨料层,由结合剂构成,有时也可省去。
常用的结合剂有树脂、金属、电镀金属和陶瓷等。
固结磨具的制造工序有:调配料、混料、成型、热处理、加工和检查等。
随结合剂不同,制造工艺也不尽一样。
陶瓷结合剂磨具重要采纳压型法,将磨料和结合剂按配方的重量比例称量后,置于混料机内混合均匀,投入金属模具内,在压力机上成型出磨具毛坯。
毛坯经干燥再装入窑内焙烧,烧成温度一般为1300℃左右。
当采纳低熔点烧熔结合剂时,烧成温度低于1000℃。
再按规定尺寸形状精准明确加工,最后检查产品。
树脂结合剂磨具一般是在室温条件下在压力机上成型,也有采纳在加热条件下边加热边加压的热压工艺。
成型后在硬化炉内硬化。
以酚醛树脂为结合剂时,硬化温度为180~200℃。
橡胶结合剂磨具重要采纳对辊机混料,并滚压成薄片,然后用冲刀冲裁成型;也有的用松散料,投入金属模具内在压力机上成型。
成型后在硫化罐内硫化,温度为165~180℃。
金属结合剂磨具的制造工艺有粉末冶金法和电镀法两种,重要用于超硬磨料固结磨具。
粉末冶金法以青铜等为结合剂,混料后采纳热压或在室温条件下加压成型,然后烧结加工。
电镀法以镍或镍钴合金等为电镀金属,按电镀工艺将磨料固结在基体上,制成磨具。
特别品种的磨具有烧结刚玉磨具和纤维磨具等。
烧结刚玉磨具是用氧化铝微粉和适量的氧化铬混合、成型,在1800℃左右烧结制成。
这种磨具结构紧密,有较高强度,重要用于加工钟表、仪表等零件。
纤维磨具是用含有或粘附有磨料的纤维丝(如尼龙丝)作原材料制成的,它的弹性好,重要用于金属材料及其制品的抛光。
磨削砂轮的选择

砂轮的种类很多,并有各种形状和尺寸,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,各种砂轮就具有不同的工作性能。
每一种砂轮根据其本身的特性,都有一定的适用范围。
因此,磨削加工时,必须根据具体情况(如所磨工件的材料性质、热处理方法、工件形状、尺寸及加工形式和技术要求等),选用合适的砂轮。
否则会因砂轮选择不当而直接影响加工精度、表面粗糙度及生产效率。
下面列出砂轮选择的基本原则以供参考。
一、普通砂轮的选择1.磨料的选择磨料选择主要取决于工件材料及热处理方法。
a.磨抗张强度高的材料时,选用韧性大的磨料。
b.磨硬度低,延伸率大的材料时,选用较脆的磨料。
c.磨硬度高的材料时,选用硬度更高的磨料。
d.选用不易被加工材料发生化学反应的磨料。
最常用的磨料是棕刚玉(A)和白刚玉(WA),其次是黑碳化硅(C)和绿碳化硅(GC),其余常用的还有铬刚玉(PA)、单晶刚玉(SA)、微晶刚玉(MA)、锆刚玉(ZA)。
棕刚玉砂轮:棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。
白刚玉砂轮:白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。
黑碳化硅砂轮:黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。
绿碳化硅砂轮:绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。
铬刚玉砂轮:适于磨削刀具,量具、仪表,螺纹等表面加工质量要求高的工件。
单晶刚玉砂轮:适于磨削不锈钢、高钒高速钢等韧性大、硬度高的材料及易变形烧伤的工件。
微晶刚玉砂轮:适于磨削不锈钢、轴承钢和特种球墨铸铁等,用于成型磨,切入磨,镜面磨削。
锆刚玉砂轮:适于磨削奥氐体不锈钢、钛合金、耐热合金,特别适于重负荷磨削。
无铬达克罗钝化剂的选择

图 1 不同钝化剂试样的 表面形貌
由图 2极化曲线可以看出, 不同钝化剂形成膜的 自腐蚀电位, 其中植酸的加入, 使钝化发生腐蚀的电位 比较低, 钼酸盐涂层极化次之, 这 2种极化电位都在阈 电位 [ - 0. 78 V ( vs SCE) ]之下, 起到了电化学防护作 用, 加入钼酸盐后涂层的腐蚀电流和达克 罗相当。而 植酸、硅酸盐和磷酸盐形成的涂层极化电位偏高, 不能 达到电化学防护要求。
[ 关键词 ] 无铬达克罗; 钝化; 涂层; 性能; 电化学测量 [ 中图分类号 ] TG174. 445 [ 文献标识码 ] A [文章编号 ] 1001- 1560( 2008) 09- 0058- 03
0前 言
1. 1 无铬达克罗涂覆
达克罗中的六价铬化合物 主要为铬酐, 在烧结过 程中六价铬绝大部分被还原成无定形的 Cr2 O3 [ 1, 2 ] , 形 成无机铬氧化物黏结剂, 少量未被还原的铬酐可以对 涂层起到自修补作用, 使锌表面生成致密碱式碳酸锌 钝化膜。六价铬毒性强, 具有致癌作用; 在涂液中铬酐 含量太高, 影响了涂层的附着力和黏接性 [ 3 ] , 所以国外 早在 20 世 纪 90 年 代初 就 开 始 研发 使 用 低 铬 达克 罗 [ 4, 5] 涂 液。目 前, 国 内 一 般 采用 硼 酸 部 分 代 替铬 酐 [ 6] , 效果较好。随着杂化材料的研究发展, 可以采用 水 溶性有 机无机 杂化材 料部分 甚至全部 代替铬 酐 [ 7~ 9] , 制取真正的无铬达克罗涂液。
2 结果与分析
涂好的试片通过盐雾试验、硝酸铵快速检测试验、
电化学初始电位测试、附着力检测、表面观察、耐弯曲
试验和厚度检测, 其结果及对比见表 1。
表 1 涂层性能测试结果
材料合成与制备 第7章 热压烧结

使用炸药透镜进行动高压合成的典 型处理装置如图所示。
铜质密封盒内以50%密度装上冲击 压缩物(粉末),主爆药为TNT/硝酸钡, 对粉末的最大压力为11GPa。
另一种方法是把冲击压缩物装入圆 筒状的密封容器内,容器周围装上炸药 并使之爆炸冲击,大部分固化金属、固 化陶瓷都采用这种方法。
增加,裂纹增多,抗压强度反而会降低。
热压烧结制备高致密度B4C陶瓷及其致密化
碳化硼(B4C)陶瓷具有高硬度、高模量、低密度、耐磨性好、耐酸 碱性强以及良好的中子吸收性能等特点,是一种性能优异的防弹材料、 耐磨和自润滑材料、特种耐酸碱侵蚀材料、切割研磨工具以及原子反应 堆控制和屏蔽材料等。B4C原子间共价键比例高达94﹪,其在高温下扩 散速率慢,即使在接近熔点2450℃ 的高温条件下也极少有物质流动发 生;而且B4C 的塑性差,晶格移动阻力大,固态时表面张力很小,因 此其致密化过程相当困难。无压烧结B4C要获得80%的相对密度,需要 采用非常细(< 3 m)的粉末,烧结需要在2250℃~2350℃下进行,且容 易出现晶粒的异常长大和表面熔化现象,严重影响材料的最终性能。高 致密度、高性能B4C陶瓷的烧结制备成为影响其在军事、工业领域中广 泛应用的关键。
二、热压烧结的发展
三、固体颗粒烧结的过程和特点
由于粉状物料的表面能GSV大于多晶烧结体的晶界能GGB (烧结的推动力),粉体经烧结后,晶界能取代了表面能, 体 来系 衡能量量烧降结低的,难材易料,趋GS于V/稳G定GB。数通值常越采大用表G明SV越/易G烧GB结数。值大小
三、固相烧结的传质方式
结合剂的作用及影响 以酚醛树脂(PF)为结合剂及部分碳源,B4C陶瓷的烧结致密度随酚醛
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
树脂结合剂烧结温度
树脂结合剂是一种常见的砂轮制造材料,其烧结温度是制造高品质砂轮的重要因素之一。
下面将详细介绍树脂结合剂的烧结温度及其对砂轮质量的影响。
一、树脂结合剂的烧结温度
树脂结合剂的烧结温度是指在一定时间内,将树脂结合剂在高温下加热,使其达到足够的物理和化学变化,从而形成稳定的结构和性能。
二、烧结温度对砂轮质量的影响
烧结温度是影响树脂结合剂砂轮质量的关键因素之一。
合适的烧结温度可以保证砂轮具有良好的磨削性能和较长的使用寿命。
以下是一些具体的影响:
磨削性能:合适的烧结温度可以提高砂轮的磨削性能。
在烧结过程中,树脂结合剂会经历物理和化学变化,形成均匀的结构和硬度,从而提高砂轮的磨削效率、磨削精度和光洁度。
如果烧结温度过低,树脂结合剂无法充分流动和反应,导致砂轮结构不均匀,磨削性能下降。
如果烧结温度过高,可能会导致树脂结合剂过度氧化和分解,降低砂轮的硬度和耐磨性。
耐久性:合适的烧结温度可以延长砂轮的使用寿命。
在烧结过程中,树脂结合剂会形成一层坚固的表面层,可以有效地抵抗磨削过程
中产生的热量侵蚀。
如果烧结温度过低,树脂结合剂无法形成足够的表面层,导致砂轮容易磨损和脱落。
如果烧结温度过高,可能会导致树脂结合剂出现裂纹和变形,降低砂轮的耐久性。
尺寸精度:合适的烧结温度可以保证砂轮的尺寸精度。
环保性:合适的烧结温度还可以提高砂轮的环保性。
在高温下,树脂结合剂可能会产生有害气体和残留物,对环境造成污染。
因此,需要控制好烧结温度和时间,以减少有害物质的排放。
综上所述,树脂结合剂的烧结温度对砂轮质量有着重要的影响。
在实际生产中,需要根据树脂结合剂的具体配方和用途,选择合适的烧结温度和时间,以保证砂轮具有良好的磨削性能、耐久性和尺寸精度。
三、如何选择合适的烧结温度
为了选择合适的烧结温度,需要考虑以下因素:
树脂结合剂的类型和配方:不同类型的树脂结合剂有不同的配方和特点,需要选择合适的烧结温度。
一般来说,低温树脂结合剂的烧结温度在200℃左右,而高温树脂结合剂的烧结温度可能需要在350℃以上。
砂轮的用途:不同类型的砂轮有不同的用途和要求,需要选择合适的烧结温度来满足磨削性能、耐久性和尺寸精度的要求。
例如,对于小微钻砂轮等高精度要求的砂轮,需要选择较高的烧结温度来保证
磨削精度和稳定性。
加工设备和工艺条件:不同的加工设备和工艺条件也会影响烧结温度的选择。
例如,对于大型砂轮制造设备和小型加工设备,其加热速度和冷却速度不同,需要选择不同的烧结温度来保证加工效果和质量。
环保要求:在选择烧结温度时还需要考虑环保要求。
在高温下进行烧结可能会产生有害气体和残留物,对环境造成污染。
因此,需要选择合适的烧结温度和时间来减少有害物质的排放。
选择合适的烧结温度对于制造高品质的树脂结合剂砂轮至关重要。
需要根据实际情况综合考虑以上因素来选择合适的烧结温度。