基于数值模拟的拉深成形质量评价方法
汽车保险杠拉深成形数值分析与工艺优化
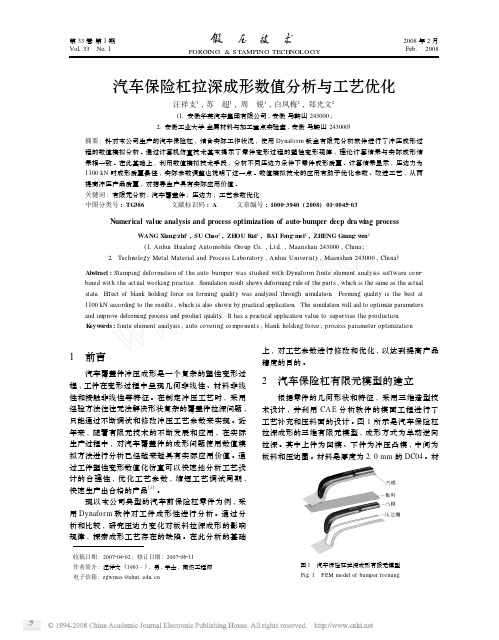
第33卷第1期Vol 133 No 11FORGING &S TAMPING TECHNOLOGY2008年2月Feb.2008汽车保险杠拉深成形数值分析与工艺优化汪祥支1,苏 超1,周 锐1,白凤梅2,郑光文2(11安徽华菱汽车集团有限公司,安徽马鞍山243000;21安徽工业大学金属材料与加工重点实验室,安徽马鞍山243000)摘要:针对本公司生产的汽车保险杠,结合实际工作状况,使用Dynaform 钣金有限元分析软件进行了冲压成形过程的数值模拟分析。
通过计算机仿真技术基本揭示了零件变形过程的塑性变形规律,理论计算结果与实际成形结果相一致。
在此基础上,利用数值模拟技术手段,分析不同压边力条件下零件成形质量。
计算结果显示,压边力为1100kN 时成形质量最佳,实际参数调整也说明了这一点。
数值模拟技术的应用有助于优化参数、改进工艺,从而提高冲压产品质量,对指导生产具有实际应用价值。
关键词:有限元分析;汽车覆盖件;压边力;工艺参数优化中图分类号:TG 386 文献标识码:A 文章编号:100023940(2008)0120045203Numerical value analysis and process optimization of auto 2bumper deep dra wing processWANG Xiang 2zhi 1,SU Chao 2,ZH OU Rui 1,BAI Feng 2mei 2,ZHENG G u ang 2w en 2(11Anhui Hualing Automobile Group Co 1,Ltd 1,Maanshan 243000,China ;21Technology Metal Material and Process Laboratory ,Anhui University ,Maanshan 243000,China )Abstract :Stamping deformation of the auto bumper was studied with Dynaform finite element analysis software com 2bined with the actual working practice 1Simulation result shows deforming rule of the parts ,which is the same as the actual state 1E ffect of blank holding force on forming quality was analyzed through simulation 1Forming quality is the best at 1100kN according to the results ,which is also shown by practical application 1The simulation will aid to optimize parameters and improve deforming process and product quality 1It has a practical application value to supervise the production 1K eyw ords :finite element analysis ;auto covering components ;blank holding force ;process parameter optimization收稿日期:2007204202;修订日期:2007206211作者简介:汪祥支(1963-),男,学士,高级工程师电子信箱:zgwmas @ahut 1edu 1cn1 前言汽车覆盖件冲压成形是一个复杂的塑性变形过程,工件在变形过程中呈现几何非线性、材料非线性和接触非线性等特征。
基于Dynaform的汽车覆盖件拉深成形分析
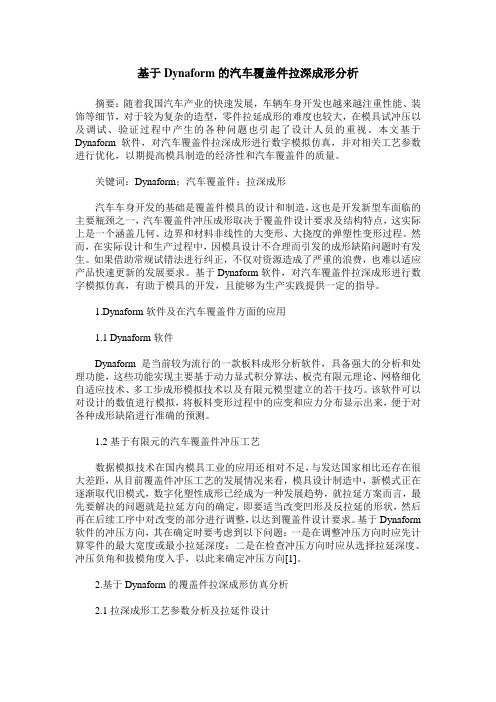
基于Dynaform的汽车覆盖件拉深成形分析摘要:随着我国汽车产业的快速发展,车辆车身开发也越来越注重性能、装饰等细节,对于较为复杂的造型,零件拉延成形的难度也较大,在模具试冲压以及调试、验证过程中产生的各种问题也引起了设计人员的重视。
本文基于Dynaform软件,对汽车覆盖件拉深成形进行数字模拟仿真,并对相关工艺参数进行优化,以期提高模具制造的经济性和汽车覆盖件的质量。
关键词:Dynaform;汽车覆盖件;拉深成形汽车车身开发的基础是覆盖件模具的设计和制造,这也是开发新型车面临的主要瓶颈之一,汽车覆盖件冲压成形取决于覆盖件设计要求及结构特点,这实际上是一个涵盖几何、边界和材料非线性的大变形、大挠度的弹塑性变形过程。
然而,在实际设计和生产过程中,因模具设计不合理而引发的成形缺陷问题时有发生。
如果借助常规试错法进行纠正,不仅对资源造成了严重的浪费,也难以适应产品快速更新的发展要求。
基于Dynaform软件,对汽车覆盖件拉深成形进行数字模拟仿真,有助于模具的开发,且能够为生产实践提供一定的指导。
1.Dynaform软件及在汽车覆盖件方面的应用1.1 Dynaform软件Dynaform是当前较为流行的一款板料成形分析软件,具备强大的分析和处理功能,这些功能实现主要基于动力显式积分算法、板壳有限元理论、网格细化自适应技术、多工步成形模拟技术以及有限元模型建立的若干技巧。
该软件可以对设计的数值进行模拟,将板料变形过程中的应变和应力分布显示出来,便于对各种成形缺陷进行准确的预测。
1.2基于有限元的汽车覆盖件冲压工艺数据模拟技术在国内模具工业的应用还相对不足,与发达国家相比还存在很大差距,从目前覆盖件冲压工艺的发展情况来看,模具设计制造中,新模式正在逐渐取代旧模式,数字化塑性成形已经成为一种发展趋势,就拉延方案而言,最先要解决的问题就是拉延方向的确定,即要适当改变凹形及反拉延的形状,然后再在后续工序中对改变的部分进行调整,以达到覆盖件设计要求。
典型拉深件成形过程数值模拟的快速建模
中图分 类号 : T G3 8 6 . 3 2 文献标识码 : B 文章编号 : 1 6 7 2 — 5 4 5 X ( 2 0 1 4 ) 0 6 — 0 0 5 1 — 0 4
收稿 日期 : 2 0 1 4 - 0 3 - - 0 6 作者简介 : 万 隆( 1 9 8 8 一 ) , 男, 辽宁沈 阳人 , 在读硕士 , 研究方 向: 产 品数 字化制造。
51
Eq u i p me n t Ma n u f a c t u r i n g T e c h n o l o g y No . 6, 2 0 1 4
一
且 在 实 际生 产 中 , 通 常需 要 对 比多个 设 计 方案 , 如果
每次都是按照传 统规定 的步骤来进行分析计算 , 这
( 2 ) 有 限元模型的建立。工艺参数计算完成后 , P a t r a n系 统 提 取 上 述 结 果 ,使 用 其 开 发 语 言 P C L
( P a t _ r a n C o m m nd a L a n g u a g e )函数建立完整的有限元 不但会降低效率 , 并且增加出错的可能。 模型 , 其 中包 括 生成 三 维 几 何 模 型 , 划分 网格 节 点 , 为解决这一问题 ,研究 在工艺参数计算与有限 添 加材 料 参 数 ,建 立 边界 条 件 和选 择输 出文 件类 型 元前处理过程中应用程序化 ,利用参数化 的方式实 等 内容 ,建立好 的有限元模型可直接用 于分 析程序 现多个方案的设计过程 ,这样用户只需要修改相应 M S C . D y t r a n 的计算。 参数 , 就能够快速得到完整的设计方案 , 不仅减少试 算的繁琐 , 同时也提高了建模 的准确性与效率 。 本文 针对具有代表意义的筒形拉深件 ,采用通用 的有限 元 分析软件 M S C . P a t r a n作为基础平 台, 结合 M F C等 相关 技术 实 现上述 系 统 的建 立 。
基于数值模拟的筒形件多道次拉深工艺与实验研究
中图 分类 号 :H1 ,G 8 . 2T 3 06+ 文献标 识码 : T 6 T 363 ,Q 2 .6 6 + A
1 l 弓 言
深 形 术 广 应 于 产 际多 次 深 形 是 零 成 技ห้องสมุดไป่ตู้已 泛 用 生 实 。道 拉 成 就 将 件
筒形件是典型的拉深件 , 用拉深方法制造 的薄壁空心件 , 生 拉深成形 的总变形量进行合理分配 , 每次拉深完成零件 的一部分
po l r i e,h hwlb pii dt og r ooa t t yaa z gm x ae u i d r e a u o d s i i eot z ruho hgnle l i a. tn ao a i f d sf i w c l m e h t sb n y n t t nn src u i fr e c i t a . e ef d hog r te h eomn ul te u ae ato y oa o o h p t hn ts r e ruh a i a t fr i qa t o h f q l y k l t nf e r T iiv i t pc c t h t g if y
第 1 期 1 21 年 1 01 1月
文章编号 :0 1 39 (0 1 1- 1 9 0 10 — 9 7 2 1 ) 1 0 1 — 3
机 械 设 计 与 制 造
Ma h n r De i n & c iey sg M a u a t r n fcue l9 1
基 于数值模拟 的筒形件 多道 次拉 深工艺与 实验研 究 术
置的最大变薄率及表面质量情况, 对上述工艺参数进行 了优化。通过实践生产验证 , 经工艺优化后的成
形零 件质 量得 到一 定程度 的提 高 , 取得 了满意的结果 。 关键 词 : 开水煲 外 壳 ; 多道次拉 深 ; 限元法 ; 优化 有 工艺
基于DynaForm的高强钢液压拉深成形数值模拟研究
基于DynaForm的高强钢液压拉深成形数值模拟研究陈明【摘要】随着对汽车轻量化与碰撞安全性要求的提高,越来越多轻质、高强度材料运用在车身上,以达到减轻车身质量及提高车身安全性的目的.但材料强度越高,运用传统的冷冲压工艺对零件成形就越困难.为了得到成形质量更好,尺寸精度更高的零件,必须采用其他先进的成形技术[1].通过运用DynaForm成形分析软件,对DP780高强钢零件的冷冲压过程及液压拉深成形过程进行了数值模拟,获得了零件的减薄率云图及最大主应力云图,并绘制出了在不同压边力及不同液压力下,最大减薄率与最大主应力的变化曲线.研究结果表明:相比于冷冲压工艺,液压成形对高强钢的成形性具有明显提升,并且压边力的改变对冷冲压的影响大于对液压成形的影响.在液压成形过程中,液压力较小时,零件最大减薄率及最大主应力受液压力的影响变化较大,之后随着液压力增大变化趋势逐渐趋于平缓.【期刊名称】《汽车零部件》【年(卷),期】2019(000)003【总页数】4页(P14-17)【关键词】高强钢;冷冲压;液压成形;数值模拟【作者】陈明【作者单位】东风柳州汽车有限公司,广西柳州 545000【正文语种】中文【中图分类】TL242.30 引言板材冲压成形是一项十分重要的制造技术,广泛运用于汽车、电器、航空和国防工业等行业中,通常是在室温下进行,也称冷冲压[2]。
但传统的冷冲压成形性能不佳,容易产生变薄、拉裂、起皱、回弹、尺寸精度误差太大等问题,并且材料的强度越高,成形越困难,进而推动了许多如液压成形等先进的成形工艺的发展[3]。
液压成形属于一种柔性成形技术,是指采用液态的水、油或黏性物质作为传力介质,代替刚性的凹模或凸模,使坯料在传力介质的压力作用下贴合凸模或凹模而成形。
板料液压成形主要分为主动式和被动式两大类。
主动式液压成形是指液体代替凸模(见图1),被动式液压成形是指液体代替凹模[4](见图2)。
被动式在成形过程中需控制的参数有压边力、液体压力和凸模行程,而主动式则只需控制液体压力和压边力。
基于板料冲压的压边力拉深成形数值模拟分析
设 计 ・ 究 研
< 电加工与模 20 年第3 具) 7 0 期
基 于 板 料 冲 压 的 压 边 力 拉 深 成 形 数 值 模 拟 分 析
林 凤 涛
(华东 交通 大学 机 电工程学 院 , 西南 昌 3 0 1 江 3 0 3)
摘 要 : 边力是板 料拉 延成 形过程 的重要 工 艺参数 之一 , 压 合理 控制 压边 力 的大 小 , 可避免 成 形 件起 皱或破 裂等缺 陷。建立 了三 角 冲压 件 的有 限元模 型 , 用 DY F M 软 件 , 用数 值 模拟 利 NA OR 采 的方 法研 究 了三 角形 冲压件拉 深 时 , 压边 力 随时 间及 位置 变化 对成 形性能 的影 响。分析 结果 表 明 , 通 过控 制拉深 过程 压边 力值 的大 小和分 布 , 能有 效地 控制金 属 的流动 , 高板 材 的成形性 能 。 提
e me t to ( E l n h d F M)mo e o rwigo r o a s mpn ati stu .Us g tesf aeo e me dl fda n ftg n l t ig pr s e p i a i h ot r f n w
DYNAFORM ,a o h t od o u e c lsmu a i O s u y BHF nfu ncs t e p ro ma e o d ptt e me h fn m r a i l t i on t t d i l e e h e f r nc f sa i g wih t ec a g ftmea d lc to t mp n t h h n eo i n a in.Th i l to n l sso mi g l ti tu a e o e smu a i n a ay i ff or n i spu p b s d mi o hedif r n n t fe e t mod s o e f BHF. Th e uls o he a ay i h w h a ife e uls i o p rs n er s t f t n lss s o t e s tsid r s t n c m a io wih t n t n t he c sa tBHF nto r bt i d. o o c r lwe e o ane
圆筒件拉深成形过程数值模拟研究

分, 有效地 解 决 了载 荷施 加及 求 解 过 程 中时 间步 长 的选 择 难 题 , 立 了能 实 际 应 用 的有 限元 模 型 。 建 实践 表 明应用该 模 型能提 高产 品 质量 , 缩短 设计周 期 。
关 键词 : 拉深 数值 模 拟 映射 网格 有 限元模 型
S u y o e Nu r a mua in o l d rP r Dr wig t d n Th me i l c Si lt f o Cyi e a t a n n LU Ja ’n X A i g LU J j I i a , I O La , I i i n n ae
模 拟 分 析 流 程
D n f m软 件数值 模 拟分 析流 程如 图 l 。 ya r o …
2 圆筒 件 拉 深 数 值 模 拟
2 1 建 立零 件模型 .
精确性 、 良好 的单元形状、 良好 的划分 过渡 性 和 网格 划 分 的 自
适 应性 。
定义成形工具
定义威形参数
影 响 。 网格 的划分 应该 满 足 以 下 要 求 : 法 性 、 容 性 、 近 合 相 逼
定义毛坯 读入零件模 型
皱、 减薄、 划痕和回弹, 评估板料 的成形性能 , 从而为板 料成 形工艺 及模 具设 计提 供 帮助 。
有限元网格划分
1 基 于 D n fr 的 筒形 件拉深 过 程 的数 值 y ao m
MJ D 横 具 技术 0。 i u&e d 。
圆筒 件 拉 深 成 形 过 程 数 值 模 拟 研 究
柳建 安 肖 亮 刘佳 杰
( 中南林 业科 技 大学机 电工程 学院 , 南 长 沙 4 0 0 ) 湖 10 4 摘 要: 采用 D n fr 软 件对 圆筒 件 拉 深 成 形 过 程进 行 数 值 模 拟 , 射 网 格 划 分 技 术对 几何 模 型 进 行 划 y ao m 映
基于dynaform盒形拉深件的数值模拟

基于 dynaform 盒形拉深件的数值模拟摘要:根据冲压课程教学中的拉深网格实验,采用板料成形数值模拟软件Dynaform对圆筒形零件拉深工艺过程进行了模拟,并将模拟结果与理论压边力和物理实验结果进行了比较。
验证了数值模拟结果与拉深网格物理实验的一致性,同时也验证了Dynaform板料成形模拟计算结果具有很高的可靠性,在实践中是可以应用的。
关键词:拉深盒型件压边力数值模拟引言在板料拉深成形过程中,影响板料成形质量的因素有很多,诸如压边力大小、凹凸模圆角半径、拉深材料性能、拉深模具参数、摩擦润滑条件以及坯料形状和大小等等都是重要的影响因素。
其中,压边力(BHF)的大小对板料拉深成形质量影响尤为明显田,且它也是最易于控制和调节的参数。
板材拉深的主要缺陷是起皱和破裂。
为了防止零件发生起皱,一般都采用压边圈和足够大的压边力,大的压边力尽管可以防止或消除起皱,但可能引起拉裂。
由于计算机仿真技术在薄板冲压成形中的应用,这一工程中的难题得到了有效的解决。
第1章有限元模型建立1.1 编辑零件名选择菜单“零件层”|“编辑”命令,分别修改毛坯零件文件名为“BLANK”,压边圈为“BINDER”,凹模零件为“DIE”。
1.2 零件单元网格划分选择“前处理”|“单元”命令,在弹出的“单元”对话框中单击“曲面网格划分”按钮,设置网格最大尺寸为4mm,其他参数采用默认设置,分别对DIE、BINDER、BLANK进行网格划分。
1.3 零件网格检查(1)选择“前处理”|“模型检查/修补”命令,在弹出的“模型检查/修补”对话框中单击“自动翻转单元法向” 按钮,使法线方向指向Z轴正方向。
(2)单击“显示边界”按钮,进行边界检查,观察单元网格是否有缺陷。
第2章传统设置2.1设置当前零件(1) 选择菜单“零件层”|“创建”命令,在弹出的“创建零件层”对话框中新建一个名为“PUNCH”的零件层,此时系统自动将新建的零件“PUNCH”设置为当前零件。
轧制差厚板方盒件拉深成形的实验与数值模拟
变化ꎬ其中红色组织为变形晶粒ꎬ黄色组织为亚晶
13] 则默认差厚板力学性能单调变化ꎬ以板厚为
厚板的显微组织形貌存在显著差异ꎬ且变形晶粒、
匀ꎬ采用等厚度材料的力学性能参数ꎻ文献[12 -
变量ꎬ对薄区材料和厚区材料的力学性能参数进
结构晶粒ꎬ蓝色组织为再结晶晶粒. 可以看出ꎬ差
亚晶结构晶粒和再结晶晶粒的体积分数发生明显
利用四辊冷轧机ꎬ通过在线调节轧辊辊缝的方法
制备差厚板. 将冷轧后的差厚板进行 620 ℃ 保温
60 min 的退火处理以获得实验用差厚板ꎬ其几何
尺寸如图 1 所示.
学被成功开发出来后ꎬ科研人员投入了对其成形
性能的研究ꎬ主要探究应用差厚板制备复杂零件
的可行性. Kleiner 等 [8] 总 结 了数值模拟
张思佳ꎬ 胡贤磊ꎬ 刘相华
( 东北大学 轧制技术及连轧自动化国家重点实验室ꎬ 辽宁 沈阳 110819)
摘 要: 分析了轧制差厚板的显微组织和力学性能存在差异性的原因. 针对差厚板方盒件的拉深成形过
程建立有限元模型ꎬ探讨了其变厚度特性及性能差异化特征的建模方法. 通过对比实验及模拟条件下方盒件
行拉深成形模拟ꎬ指出差厚板盒形件的薄壁圆角
和过渡区 底 部 容 易 发 生 开 裂. Li 等 [12] 和 Zhang
等
[13]
通过有限元方法分别研究了差厚板的部分
几何参数对其成形性能的影响.
图 1 实验用差厚板的几何尺寸
Fig 1 Schematic of geometric dimension of TRB in
压下率的增加而增大. 在随后的退火过程中ꎬ厚区
型ꎬ以极限拉深高度和过渡区中心线偏移量为评
价标准ꎬ分析了过渡区长度、过渡区位置、薄区与
某车型尾门内板拉深成形模具型面设计及成形性数值模拟
赖 于板 材成 形 C AE软 件 的 进 步 , 同 时 CAD技 术 的
发 展 也 为 快 速 实 现 虚 拟 设 计 提 供 了 重 要 的 帮 助 。数 值 模 拟 的 作 用 在 于 减 O' - ̄模 的 次 数 。 在 采 用 数 值 模 i
拟 之 前 , 副 模 具 大 约 需 要 试 模 就 足 以 防 止 褶 皱 和 撕 裂 的 发 生 。 ~ 本 文应 用 C AD 技 术 设 计 了 某 车 型 尾 门 内 板 拉
深成 形模 具型 面 , 形 并采 用 C 成 AE 技 术 对 拉 深 成 形 过 程 进 行 数 值 模 拟 ,成 形 进 一 步 反 馈 和 指 导 了 模 具 设计 的合理 性 。 3 某 车 型 尾 门 内板 设 计 实 例 2 大 型 汽 车 零 件 拉 深 成 形 模 具 型 面 设 计 流 程
质量。
④ 运 用 初 步 设 计 好 的 拉 深 成 形 模 具 型 面 进 行
C AE数 值 模 拟 , 定 成 形 可 行 性 。 如 有 必 要 进 行 优 确 化 修正拉 深 模 型面 。
图 4 拉深成形数值模拟板 材厚度变化
⑤ 在 可 行 的 拉 深 模 具 型 面 E进 行 工 艺 参 数 优
摘 要 :汽 车 零 件 拉 深 成 形 模 具 设 计 是 汽 车 工 业 中 的 关 键 技 术 ,在 中 国 汽 车 工 业 快 速 扩 张 的 时 期 ,C / AD C / AE CAM 技 术 在 产 品 开 发 与 制 造 设 计 中 的全 面 应 用 对 于 缩 短 开 发 的 周 期 、 减 开 发 费用 以提 高 竞 争 力 等 变 缩 得 至 关 重 要 。本 文 应 用 CAD 技 术 设 计 了某 车 型 尾 门 内板 拉 深 成 形 模 具 型 面 , 采 用 C 并 AE 技 术 对 拉 深 成 形 过 程 进 行 数 值 模 拟 ,进 一 步 反 馈 和 指 导 了模 具 设 计 的 理 性 . 合
基于压边力控制方盒形件拉深成形的数值模拟
( o eeo ca i l n lc cl nie r g Ha i E g er gU i ri , C l g f l Meh nc dEet a E g ei , r n ni ei n esy aa i r n n b n n v t H ri H i n j n 5 0 ,C ia abn e o g ag10 0 l i 1 hn )
拟方盒形件拉深成形材料流动情况 。从模 拟结 果看 出 :在 变压 边力加 载下 ,方 盒形件拉 深成 形结果 比恒 定压边 力下 的理 想。通过压边 圈对板料施加变压边力是控制板 料塑性流动的一种有效 方法 ,可 以抑制板料起 皱和延缓破裂 以及提高拉 深件 成形性能 。 关键 词 :方盒形件 ;拉深 ;压边力 ;数值模拟 中图分 类号 :T 36 G 8 文献标识码 :A 文章编号 :10 — 8 1( 02 3— 6 5 0 1 3 8 2 1 )1 0 2—
a f c ie w y t o to h e lsi o t r u h a p yn l n od rfr e o l n od r n ef t a o c n r ls e t a t f w h o g p l ig b a k h l e o c n b a k h l e .Ap l ig f i l me tsmu a in e v p cl p yn i t e e n i l t ne o meh d,u d rsn l to n e i ge—p e e b a k h l e d ,df r n o sa tb a k h l e o c n a a l ln o d rf r e h t r l i c ln od rmo e i e e tc n tn ln od r fr e a d v r be b a k h l e o c ,t e ma e i i a l f w i ain fs u r o atd e r w n r i lt d h i lt n r s l h w u d rv r b e b a k h le oc o st t so q ae b xp r e p d a i gwe e s u o mu ae .T e smu ai e ut s o n e a a l ln od rf re,t e r — o s i h e s l o q a e b x p r d e a n eo i g i b t rt a h t f n e o sa tb a k h l e r e ti a f ci e w y t o to u t fs u o at e p d wi g d f r n et h n t a d rc n tn ln o d rf c .I s n e f t a o c nr l r r m s e ou o e v s e tp a t o ru h a t g v r b eb a k h l e r eo ln o d r t a hb t i k e a d d ly f c u n f h e n m— h e lsi f w t o g ci ai l l od rf c n b a k h l e .I C i i i wr l n ea a t r g o e t d i cl h n a n o n n n r i s a
基于数值模拟的板料多道次拉深工艺研究
叙 词 :数 值 模 拟
板料
冲压
拉 深 文献标识 码 : A
中图 分 类 号 : TG3 6 4 8. 1
Re e r h on Pr c s f M uli s a he t M e a a ng s a c o e so t- t ge S e t lDr wi Ba e n N u e i a i u a i n sd o m r c lS m l to
num e i a i u a i n wa s d s c e s uly t mpr ve t a ng p o e s ofa ls e d. The rc ls பைடு நூலகம் l to s u e u c s f l o i o he dr wi r c s n oi hi l
Che e nW i
Ta o Hong hi z
( i n s i e st d a g u Un v r i y)
( e e d Gr u mie o p r t n L g n o p Li t d C r o a i ) o
Ab t a t sr c
M u t— t ge s e tm e a a n s m a n y u e ordr wi r s wih l r pt lis a h e t ldr wi g i i l s d f a ng pa t t a ge de h. Be a s cue
特 点 , 对 挡 油 盘 零 件 多道 次 拉 深 成 形 实 例 , 用 数 值 模 拟 方 法 进 行 了拉 深 工 艺 的 改 进 。 研 究 结 果 表 明 , 用 数 值 针 应 应
模 拟 技 术 可 以 预 测 拉 深 成 形 中 起 皱 、 裂 、 弹 和 刚 性 不 足 等 缺 陷 , 化 模 具 和 拉 深 工 艺 参 数 , 少 反 复 试 验 的 次 破 回 优 减
拉深工艺减薄率怎么分析?教你用Autoform软件进行数值模拟及响应曲面法分析
1 序言冲压拉深往往伴随着壁厚的减薄,不仅影响工件成形质量,也会影响生产工艺的稳定性。
目前很多企业的工程技术人员以及院校专家学者们对冲压减薄率的影响因素做了大量的研究。
首先,成形材料涉及较广,有铝合金、钛合金和钢等;工艺上分别从冲压速度、摩擦系数、冲压间隙、压边力和成形温度等因素去分析冲压壁厚减薄率。
同时,除了传统的CAD软件之外,Autoform、Dynaform、Deform等CAE软件也被广泛用于数值模拟冲压成形。
正交试验法、响应曲面法、B P 神经网络加遗传算法和灰色关联分析法等多因素分析法也被应用于实际生产,使得结果更加优化且符合生产实际。
结合以上分析,本文先对拉深模具进行设计,然后利用Autoform软件对某汽车气体发生器外壳件的第一道拉深成形进行数值模拟分析。
结合发生器壳体壁厚以及拉深工艺的特殊性,使用响应曲面法来设计实验,分析拉深间隙、拉深凹模的圆弧角以及凹模的定径带长度这三个因素对拉深壁厚减薄率的影响,从而优化工艺参数。
此外,利用实际拉深模具生产来验证工艺参数的有效性,模拟分析优化以及响应曲面分析对于拉深零件的生产实践具有一定参考价值。
2 拉深工艺数值模拟2.1 模型及材料以某汽车安全气囊的气体发生器的外壳体拉深件为例,材料为S420MC结构钢,屈服强度420MPa,抗拉强度500MPa 左右,壁厚要求≥2.3mm 。
实际生产工艺涉及拉深、剪切和冲孔等步骤,取其中拉深工艺进行仿真模拟,分析不同工艺参数对壁厚减薄率的影响,拉深零件如图1所示。
图1 拉深零件2.2 基于Autoform的数值模拟分析实际冲压拉深设计时,会使用经验数值来设计工艺参数,拟设定凸凹模间隙为2.5mm,凹模圆弧角半径为8mm,定径带长度为3mm。
使用SolidEdge对凸凹模建模,转换后导入至Autoform中,拉深模型如图2所示。
图2 拉深模型在Autoform软件中设置好模型拉深方向,选择材料S420MC,设置原材料厚度2.5mm,定义工艺流程为无凸缘拉深,料坯尺寸f106mm,定义好模具模型拉深的深度,在此选项中可以调整拉深的间隙。
【CN110090887A】一种基于数值模拟的充液拉深成形周向加压方法【专利】
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910283796.9(22)申请日 2019.04.09(71)申请人 哈尔滨理工大学地址 150080 黑龙江省哈尔滨市南岗区学府路52号哈尔滨理工大学(72)发明人 刘晓晶 彭聪 杨然 (51)Int.Cl.B21D 26/021(2011.01)B21D 26/027(2011.01)G06F 17/50(2006.01)(54)发明名称一种基于数值模拟的充液拉深成形周向加压方法(57)摘要本发明涉及一种基于数值模拟的充液拉深成形周向加压方法,首先利用三维软件构建零件的模型,并转换成有限元分析软件可以识别的STL格式,接着选择合适的网格大小对零件进行网格划分,以保证结果更加精确,并在板料边界节点处建立局部坐标系,选择合适的周向压力,然后通过节点力公式把周向压力转化为节点力,施加到在有限元分析软件里建立的局部坐标系上;然后再设置适当的冲压速度、压边力和液室压力对零件进行拉深成形,模拟得出零件的成形效果。
本发明特征在于可以提高拥有大拉深比深筒形零件的成形效果,而且适用于一些薄板成形零件的壁厚要求较高的行业,如在汽车制造业中会产生重要的意义,在制造行业中有良好的应用前景。
权利要求书1页 说明书3页 附图2页CN 110090887 A 2019.08.06C N 110090887A权 利 要 求 书1/1页CN 110090887 A1.一种基于数值模拟的充液拉深成形周向加压方法,包括以下步骤:步骤一:利用三维软件构建零件的模型,转化为STL格式;步骤二:在有限元分析软件里面选择合适的网格大小对模型进行网格划分,在板料边界节点处建立局部坐标系;步骤三:在板料周围设置适当的周向压力,然后利用节点力的计算公式把周向压力转化为节点力,最后把计算出的节点力一一施加到局部坐标系上;步骤四:设置合适的冲压速度,压边力和液室压力,对零件进行模拟拉深成形;步骤五:在有限元后处理分析软件上得到零件的成形效果图。
基于数值模拟的不规则拉深件成形方法研究
基于数值模拟的不规则拉深件成形方法研究【摘要】勺形件是某型机在新机研制过程中加工难度较大的钣金零件之一。
该零件是典型的不规则拉深件,具有零件结构复杂、成形难度大、成形区域表面质量难控制等特点,对其进行成形工艺研究具有较大意义。
本文以理论为指导,结合该零件结构特点进行成形工艺性分析,基于数值模拟技术通过大量的模拟试验制定出合理的工艺方案,并不断优化对应的工艺装备,最终生产出满足设计和使用要求的产品。
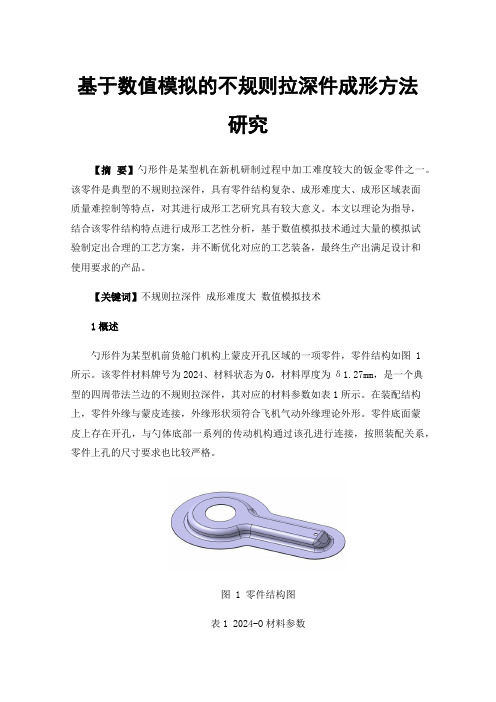
【关键词】不规则拉深件成形难度大数值模拟技术1概述勺形件为某型机前货舱门机构上蒙皮开孔区域的一项零件,零件结构如图 1所示。
该零件材料牌号为2024、材料状态为O,材料厚度为δ1.27mm,是一个典型的四周带法兰边的不规则拉深件,其对应的材料参数如表1所示。
在装配结构上,零件外缘与蒙皮连接,外缘形状须符合飞机气动外缘理论外形。
零件底面蒙皮上存在开孔,与勺体底部一系列的传动机构通过该孔进行连接,按照装配关系,零件上孔的尺寸要求也比较严格。
图 1 零件结构图表1 2024-O材料参数杨氏模量E/GPa泊松比γ屈服强度σs /Mpa硬化指数n材料加工硬化系数K/GPa71.33670.2130.3152零件成形的技术关键2.1零件形状不规则,拉深成形难度大从该零件的结构特点上看,拉深深度约为24mm,法兰边宽度约为20mm,凹模圆角约为R6mm,凸模圆角约为R8mm,对于整个零件来说属于浅拉深。
但是在零件较窄一端,拉深系数初步计算只有m≈0.39,小于所用材料的许用极限拉深系数0.56~0.58,零件窄端结构如图 2所示。
在零件的成形过程中,在拉深到零件所需高度前,零件就会出现破裂,而使零件无法继续进行拉深成形。
图 2 零件窄端结构图2.2合理的毛料形状和尺寸的确定合理的毛料形状和尺寸,对于能够加工出合格的零件起着至关重要的作用。
毛料尺寸稍有不当,就在零件成形过程中会出现拉裂、起皱或者尺寸不够的情况,影响零件的成形。
一种基于塑性流动规则的汽车覆盖件成形拉深筋优化方法
一种基于塑性流动规则的汽车覆盖件成形拉深筋优化方法汽车产业是中国制造2025的重要载体,覆盖件模具智能制造是汽车产业关键技术之一。
拉深筋是覆盖件模具最重要的工艺参数,对覆盖件成形质量起着决定性作用。
为了摆脱拉深筋设计对技术人员经验的依赖,很多学者开展了拉深筋优化方法的研究。
现有的优化方法优化效率低,不适合复杂的覆盖件成形工艺优化,现有的商业软件中也没有实用的工艺优化模块。
因此,研究一种高效实用的覆盖件成形拉深筋优化方法具有重要的理论研究和实际应用价值。
本文结合国家工业转型升级强基工程项目“汽车用自动化精密多工位高效级进模实施方案”,通过建立成形缺陷数字化模型,塑性流动规则和迭代学习控制模型,提出了一种全新的覆盖件成形拉深筋理论优化方法。
该方法与以纯数学为基础或模仿自然现象建立的通用优化方法有本质区别,能够准确反映优化过程中成形缺陷与塑性流动规律之间的关系,对于复杂覆盖件成形拉深筋多变量多目标优化,具有更高的优化效率和精度。
为了准确描述成形缺陷发生和演化,本文建立完善的覆盖件成形缺陷数字化模型。
对于常规缺陷,采用成形极限图识别和量化;对于成形极限图无法判断的特殊缺陷,提出新的数字化方法。
完善的缺陷数字化模型的建立是拉深筋优化结果准确的前提。
为了在优化过程中反映拉深筋与成形缺陷之间的关系,本文建立拉深筋优化塑性流动规则。
破裂方向影响规则和扇形影响规则确定影响成形缺陷的拉深筋区域,特征截面线进料规则和应变状态影响规则确定拉深筋阻力对成形缺陷的影响程度。
塑性流动规则的建立能准确确定拉深筋对成形缺陷的影响程度,保证拉深筋优化的准确性和快速性。
为了在优化过程中准确确定搜索方向和调整量,本文建立包含拉深筋线段成形质量评价函数和学习律函数的迭代学习控制模型。
拉深筋线段成形质量评价函数能综合评价拉深筋影响区内的整体缺陷程度,从塑性流动理论的角度确定搜索方向,提高优化效率。
学习律函数考虑成形质量偏差且具备学习能力,进一步加快收敛速度。
椭圆盒拉深成形的数值模拟
椭圆盒拉深成形的数值模拟Ξ林启权1,2, 宁智群1, 赵 雄1(1.湘潭大学机械工程学院,湖南湘潭4111052.华中科技大学塑性成形模拟及模具技术国家重点实验室,武汉430074)[摘要] 在板料的冲压成形过程中,应变硬化化指数n 和厚向异性系数r 是两个重要的材料力学参数.采用DY NAFORM软件通过对椭圆盒的拉深成形过程进行数值模拟,研究了应变硬化化指数n 和厚向异性系数r 对零件成形性能的影响.关 键 词:拉深;数值模拟;DY NAFORM;应变硬化化指数n ;厚向异性系数r ;成形性能中图分类号:TG 386 文献标识码:A 文章编号:10005900(2005)02013606Numerical Simulation of the Dra wing process ofthe E lliptical Box -like Dra w n P artLIN Qi -quan , NING Zhi -qun , ZH AO Xiong (1.C ollege of M echanical Engineering ,X iangtan University ,X iangtan ,411105China ;2.Huazhong University of Science and T echnology ,Wuhan ,430074China )【Abstract 】 S train hardening index n and coefficient of normal anis otropy r are tw o important mechanics parameters ofmaterials in the stamping process.By using program DY NAFORM to simulate the drawing process of the elliptical box -like drawn parts ,effect on the formability of sheet metal parts of n and r was studied.K ey w ords : numerical simulation ;DY NAFORM ;strain hardening index n ;coefficient of normal anis otropy r ;form 2ability of sheet metal parts..掌握椭圆盒冲压成形的规律是分析形状更为复杂的零件冲压成形的基础.然而,由于对工件在拉深成形过程中的变形特点和流动规律缺乏全面的了解,往往难以加工出高质量的工件.另外.对于工件中缺陷的产生,也往往缺乏科学的预测手段.近年来,随着计算机技术的飞速发展,各种数值方法相继被用于分析金属成形问题[1~4].本文采用动力显式有限元板料软件DY NAFORM [5~8],对椭圆盒件拉深成形过程进行了数值模拟,着重研究了应变硬化指数n 和厚向异性系图1 椭圆盒CAD 模型数r 对零件冲压成形性能的影响.1 有限元分析模型的建立1.1 C AD 模型的建立由于前处理器DY NAFORM 只能建立简单的轴对称模型,而椭圆盒件为非对称结构,根据软件的特点和数据接口等条件,本文采用UG NX 2.0来建立模具的C AD模型如图1所示.椭圆盒的长、短半轴和高度的中面尺寸分别为a =120mm ,b =80mm ,h =80mm ,盒底圆角半径r =5mm ,材料为厚为1mm 的08钢.1.2 有限元网格模型的建立通过标准数据交换接口IGES 到把C AD 模型输入到DY NAFORM 软件中.综合考虑计算精度和效率,采用Belytschko -Lin -Tsay 板壳元对模型进行网格划分.将得到的有限元网格定义为成形分析的凹模,通过偏移(O ffset )操作可以得到另外一个的有限元网格的模型,偏移的距离一般为板料厚度再加上一盈值(通常为板厚的10%左右),而此偏移的距离实际就是模拟生产中凸、凹模中的间隙.本文取的间第27卷第2期2005年6月 湘 潭 大 学 自 然 科 学 学 报Natural Science Journal of X iangtan University V ol.27N o.2Jun.2005Ξ收稿日期:20041024 基金项目:华中科技大学塑性成形模拟及模具国家重点实验室开放课题资助项目(03-5) 作者简介:林启权(1965),男,湖南浏阳人,博士研究生,副教授.隙值为1.1mm.由于本文研究的椭圆盒件不适合手动划分网格,所以采用自适应网格.参数设置:弹性模量为2.07×105MPa ,泊松比为0.28,屈服点σs =648MPa ,摩擦系数为0.3,板料厚度1mm.Dynaform 计算程序采用动力显式算法,稳定性条件的限制使计算时间步长不能太大,它是影响计算效率的关键因素.模拟实际的冲压过程,需要引人虚拟冲压速度或虚拟质量.本文取凸模运动速度为4000mm/s.虚拟质量对时间的缩放步长系数取10-6s ,采用定常压边力,压边力取50kN.2 数值模拟分析2.1 应变硬化指数对成形性能的影响表1给出了模拟成形中硬化指数n 的取值范围.表1 模拟成形参数硬化指数n压边力ΠkN 凸、凹模圆角半径Πmm 拉延筋摩擦系数虚拟冲压速度Πmm ・s -10.18505无0.1140000.20505无0.1140000.22505无0.1140000.24505无0.114000 拉深成形时对成形性的考察可以通过对拉深方向最大应力和最小厚度来进行.当最大应力过大而超过材料的极限值时就会发生拉裂现象.同样,当最小厚度太小,即减薄率太高,也越易拉裂.2.1.1 应变硬化指数对Z 方向应力的影响 图2为不同n 值时Z 方向应力场.(a )n =0.18 (b )n =0.20(c )n =0.22 (d )n =0.24图2 不同n 值时的Z 方向应力场从图2可以看出,最大应力都出现在凹模圆角下方的直壁部分,此处在拉深过程中容易出现拉裂现象.图3表示了n 对Z 方向最大应力的影响,由图可见,随着硬化指数的增大,最大应力逐渐减小,这就意味着越容易拉深成功,即拉深性能越好.731第2期 林启权等 椭圆盒拉深成形的数值模拟 图3 n 对Z 方向最大应力的影响2.1.2 硬化指数对制件厚度的影响 图4为不同n 值时厚度场分布图.(a )n =0.18 (b )n =0.20(c )n =0.22 (d )n =0.24图4 不同n 值时的厚度场分布图图5 n 对坯料最小厚度的影响从图4可以看出,最大减薄出现在与凸模圆角对应的部位,在拉深过程中此处也容易出现拉裂现象.图5为应变硬化指数n 对坯料最小厚度的影响,由图可见,随着应变硬化化指数n 的增大,最小厚度逐渐增加,这就意味着拉深时的减薄现象缓和,即拉深性能逐渐变好.总之,通过分析,可以很直观地看出,n 对拉深成形的影响明显,高的应变硬化化指数对拉深是很有利的.2.2 厚向异性系数r 对成形性能的影响表2为模拟成形中厚向异性系数r 的取值范围.831 湘 潭 大 学 自 然 科 学 学 报 2005年表2 厚向异性系数r 的取值范围厚向异性系数r压边力ΠkN 凸、凹模圆角半径Πmm 拉延筋摩擦系数虚拟冲压速度Πmm ・s -11.4505无0.1140001.6505无0.1140001.8505无0.1140002.0505无0.114000本试验将从拉深方向最大应力和最小厚度来考察厚向异性系数对成形性能的影响.2.2.1 厚向异性系数对Z 方向应力的影响 图6为不同r 值时的Z 方向应力场,图7为厚向异性系数对Z 方向最大应力的影响.(a )n =0.14 (b )n =0.16(c )n =0.18 (d )n =0.20图6 不同r 值时的Z 方向应力场图7 厚向异性系数对Z 方向最大应力的影响从图7的曲线可以看出,随着厚向异性系数的增加,拉深方向的最大应力在逐渐增加.2.2.2 厚向异性系数对制件厚度的影响厚向异性系数r 是指板料厚度方向与板平面方向比较,其变形的难易程度.图8为不同r 值时的厚度场分布图.931第2期 林启权等 椭圆盒拉深成形的数值模拟 (a )n =0.14 (b )n =0.16(c )n =0.1.8 (d )n =0.20图8 不同r 值时的厚度场分布图从图8可以看出:r 值越大,表示板料越不易在厚度方向变形,也就是越不易变薄或增厚;反之,r 图9 厚向异性系数对坯料最小厚度的影响值越小,越易在厚度方向变薄或增厚.因此,若增大r 值,使板料易于在宽度方向变形,则可减少起皱,有利于拉延进行和产品质量的提高.同样,材料r 值大,板料受拉时,厚度不易变薄,因而也不易产生拉裂.为更形象的说明这个变化规律,图9为厚向异性系数r 对坯料最小厚度的影响.由上图的r 值与最小厚度试验曲线关系,可以说明r 值越大,椭圆盒的最小厚度就越大,因此,板料的拉深性能越好.3 结 论通过对椭圆盒形件所进行的一系列数值模拟,可得出了以下结论:a .应变硬化指数n 对拉深成形影响明显,高的硬化指数对拉深是很有利的;b .向异性系数r 对拉深成形影响也较显著,厚向异性系数愈高,对拉深愈有利.硬化指数n 和厚向异性系数r 越大,板料的拉深成形性能越好,这和理论结果相符.所以在实际生产中,可以在模具设计完成之后,先利用计算机进行数值模拟分析,调整各参数值,以求得较好的成形效果,从而获取满意的冲压成形制品.41 湘 潭 大 学 自 然 科 学 学 报 2005年参 考 文 献[1] 李硕本.冲压工艺理论与新技术[M].北京:机械工业出版社,2002.LI Shuoben.S tam ping F orming Theory and New T echnology[M].Beijing :China M achine Press ,2002.[2] 梁炳文,陈孝戴,王志恒.板金成形性能[M].北京:机械工业出版社,1999.LIANG Bing -wen ,CHE N X iao -dai ,W ANG Zh -iheng.Sheet M etal F orming Property[M].Beijing :China M achine Press ,1999.[3] 中国机械工业教育协会组编.冷冲模设计及制造[M].北京:机械工业出版社,2003.China M achine Education Ass ociation :C old stam ping die design and manu facture[M].Beijing :China M achine Press ,2003.[4] 钟志华,李光耀.薄板冲压成型过程的计算机仿真与应用[M].北京:北京理工大学出版社,1998.ZH ONG Zhihua ,LI G uangyao.Numerical S imulation And Application of Sheet M etal S tam ping[M].Beijing :Beijing Institute of T echnology Press ,1998.[5] DY NAFORM User ’s M anual.Engineering T echnology Ass ociates Inc.,1999.[6] 雷君相.球面形零件冲压成形皱曲和破裂三极限的预报与控制[J ].塑性工程学报,1999,6(3):63-68.LEI Junxiang.Prediction and control of the wrinkling and fracture three limits on spherical shell drawing[J ].Journal of Plasticity Engineering ,1999,6(3):63-68.[7] 谭晶,赵振铎,孙胜.抛物面零件拉延成形的工艺参数研究[J ].锻压机械,2001,36(3):13-16.T AN Jing ,ZH AO Zhen -duo ,S UN Sheng.S tudy on process parameters of deep drawing of parabolic shaped piece [J ].F orging Press M achine ,2001,36(3):13-16.[8] 王东哲,娄臻亮.板材变压边力拉深成形方盒件数值模拟[J ].上海交通大学学报,2001,35(10):W ANG D ong -zhe ,LOU Zhen -liang ,ZH ANG Y ong -qing ,et al.Numerical S imulation of Variable Blank H older F orce in Box Deep Drawing[J ].Journal of Shanghai Jiaotong University.2001,35(10):1543-1546.(上接第130面)5 结 论本文提出了由3个CCII 器件构成的电流模式三输入、单输出多功能滤波器电路,比同类的滤波电路要简单,且具有以下一些优点:a .要的元器件较少;b .能实现多种滤波功能;c .ω0,Q 值可实现独立可调,且它们对无源元件的灵敏灵低;所有的电阻、电容接地,因而易于集成;d .信号由Z 端出,具有较强的电流输出能力.参 考 文 献[1] Chang C M ,Chen P C.Universal active current filter with three inputs and one output using current convey ors[J ].Int J E lectronics ,1991,71(5):817-819.[2] Chang C M ,Chien C C ,W ang H Y.Universal active current filter with three inputs and using current convey ors -Part2[J ].Int J E lectronics ,1994,76(1):87-89.[3] 王春华,郑洁如.单CCII 电流模式滤波器[J ].固体电子学研究与进展,1998,18(1):86-93.W ang Chunhua ,Zheng Jieru.Current -m ode Filters using a single CCII[J ].1998.18(1):86-93.[4] Chang C M ,Lee M.-S :Universal V oltage -m ode Filter with Three Inputs and one Output Using Three Current C onvey ors and V oltage F ollower[J ].E lectron lett ,1994,30(25-:2112-2113.[5] 何怡刚,江金光,吴杰.一种新颖的基于电流传送器的三输入单输出多功能滤波器[J ].电子测量与仪器学报,1998,12(2):70-73.He Y igang ,Jiang Jinguang ,W e Jie.A new current convey or -based multiple functional filter with three inputs and one output[J ].Journal of E lectron 2ic M easuement and Instrument ,1998,12(2):70-73.141第2期 林启权等 椭圆盒拉深成形的数值模拟 。
物理拉深筋对高强钢板成形质量影响的数值模拟及其结构参数优化
物理拉深筋对高强钢板成形质量影响的数值模拟及其结构参数优化设置拉深筋是提高复杂曲面拉深件变形均匀性的有效手段。
高强度钢板与普通钢板相比,在成形性能上有独特的规律,导致采用等效拉深筋数值模拟高强度钢板成形的模拟结果越来越不准确。
由于计算机技术的飞速发展,采用物理拉深筋进行数值模拟逐渐变得可行。
研究物理拉深筋在高强度钢板成形中的作用效果,找出其结构参数对板料成形的影响规律,并对其结构参数进行优化,对高强度钢板成形中拉深筋的设计及修正具有重要的指导意义。
本文首先分析了高强度钢板与普通钢板在成形性能上的显著差别。
为了全面研究高强度钢板成形过程中物理拉深筋的影响规律,将与拉深筋相关的结构及位置尺寸等各个参数作为研究目标,采用正交试验设计方法,通过大量数值模拟获得各参数对高强度钢板成形质量的影响数据,结合试验结果分析,得到了物理拉深筋对高强度钢板成形过程影响较大的主要因素,给出了这些主要因素对高强度钢板成形后板料厚度、回弹量的影响规律。
不但可以指导拉深筋设计,而且在修模时可为拉深筋参数的修正提供重要参考。
为了进一步研究拉深筋设计规律,采用多元非线性回归函数来拟合拉深筋各参数对拉深阻力的影响。
将成形后板料厚度的均匀性作为优化目标,解决了圆角处与非圆角处板料成形后厚度不均及直边处板料变形不充分的问题。
通过模拟可知多元非线性回归方法能准确的拟合板料变薄率与物理拉深筋各个参数之间的关系,能建立带有约束的成形质量的数学模型。
通过对比优化前后的板料厚度分布结果可知,采用多元非线性回归优化方法进行物理拉深筋结构参数的优化是可行的,为实际生产中拉深筋的优化设计提供了一种有效方法。
同主题文章[1].舞钢高强度钢板' [J]. 宽厚板. 2007.(02)[2].汽车用新高强度钢板的开发' [J]. 山东冶金. 1999.(S1)[3].许丽娇,叶平,叶惺. 浅谈大型有限元分析软件ANSYS' [J]. 煤矿机械. 2005.(04)[4].舞钢高强度钢板' [J]. 宽厚板. 2006.(03)[5].舞钢高强度钢板' [J]. 宽厚板. 2006.(05)[6].舞钢高强度钢板' [J]. 宽厚板. 2007.(01)[7].舞钢高强度钢板' [J]. 宽厚板. 2007.(03)[8].鲁彦平,胡素坤. 日本防卫厅规格:舰船用高强度钢板' [J]. 材料开发与应用. 1988.(01)[9].康永林,王先进. 汽车用高强度钢板' [J]. 轧钢. 1997.(03)[10].武江传. ANSYS在结构分析中的应用' [J]. 连云港化工高等专科学校学报. 2002.(03)【关键词相关文档搜索】:材料加工工程; 高强度钢板; 物理拉深筋; ANSYS; 非线性回归; 正交试验设计【作者相关信息搜索】:山东大学;材料加工工程;王广春;马正鹏;。
柴油机油箱拉深成形的数值模拟CC

成 ()*+ 格式,导入 $,-./012 软件。对模型进行一定尺 寸的网格划分,得到相应的有 限元网格模型,对柴油机油箱零 件的网格模型利用板料尺寸估算 工具( 4+*) 进行处理,还可以 得到坯料模型(见图 3) 。 材料为国产冷轧钢板 +567 , 材料厚度 622,力学性能如图 8 所示。
3! 柴油机油箱坯料网格模型
功! ! 能 断电检测信号 M$N 准备好 H.GIJ1K &0LJIK 报警 #B& 回退 循环中
,)99E 3 输出,实现 0 轴回退。 电( @<E : )
表% &
地! ! 址 @<E : @<E 8 @<E 9 )99E 3 H<E 8
#" 参数设置
C0E ::<>F7 : “ 6 ” 回退功能有效。 C0E ::3< :回退速度,如设 6< <<< ( 6<2 % 2G-) 。 C0E ::36 :回 退 量, 如 设 3< <<< ( 回 退 距 离 为 3<22) 。 C0E ::38 :回退时间加减速常数,设 7<< 。 在本例中,要求 0 轴回退,所以参数 ::3< 、::36 、 ::38 的值对应 0 轴设定。
图 8! +567 的力学性能 图 :! 柴油机油箱拉深成形的厚度 % 变薄分布图
#" 结语
通过对柴油机油箱拉深成形的数值( 有限元) 分 析,得到成形极限图和厚度 % 变薄分布图,可以看出在 使用时产生裂纹处,拉深成形时并无裂纹和过大的变薄 出现,因此,该使用裂纹的产生与冲压工艺无关,即在 寻找裂纹原因时可以排除冲压工艺因素。另外,数值分 析表明该油箱需二次拉深成形,否则会出现裂纹和起
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于数值模拟的拉深成形质量评价方法
摘要针对板料拉深成形数值模拟过程中的拉深成形质量问题,
提出了一种新的评价方法,即采用拉深后板料的最大厚度与最小厚度差值δt作为评价指标,并应用该方法评定了ta2板材的拉深成形质量,为改进拉深工艺和提高拉深成形质量提供了依据。
关键词拉深成形;数值模拟;ta2;评价指标
中图分类号 tg3 文献标识码 a 文章编号
1674-6708(2010)12-0044-03
0 引言
针对板料拉深成形的有限元数值模拟技术已日趋成熟,模拟过程中的拉深件成形质量判据主要有3种,即拉深件表观质量检验、网格畸变程度检查和成形极限图分析。
拉深件表观质量检验精度较差,且带有明显的主观性;网格畸变程度检查和成形极限图分析均需复杂的数学处理,使用极为不便。
鉴此,本文根据拉深成形的特点结合有限元分析方法,提出了一种更为简单有效的评价方法,即采用板
料的最大厚度与最小厚度差值δt作为拉深成形质量好坏的评价指标。
1 厚度差⊿t的提出及其意义
板料拉深成形前和拉深成形后的形状如图1所示。
图2给出了典型拉深成形过程中从板料中心到凸缘各单元沿路径oa的厚度变化规律。
图2中平台段a对应图1(b)中的底部区域a,拉深成形过程中该区域的板料厚度几乎没有变化;谷值b对应图1中拉深件筒底
圆角区域b,此处厚度减薄很大;峰值c对应图1(b)中筒部边缘c,此处板料厚度最大。
图1 坯料和成形件示意图
图2典型拉深成形过程中板料厚度的变化规律(毛坯厚度为1mm) 拉深成形过程中,起皱和拉裂是最常见的缺陷。
起皱现象可以认为是板料在该处的厚度大于某一厚度值twri;而破裂可以认为板坯在该处的厚度小于某一厚度值tcra。
设板坯厚度的最大值与最小值分别为tmax与tmin,最大厚度与最小厚度的差值△t=tmax-tmin。
如果板坯经过拉深成形后同时出现起皱和拉裂,则tmax≥twri且tmin≤tcra。
显然板料既未起皱又未开裂的厚度值t满足不等式tmin﹥t﹥tmax。
此时,板料最大厚度差△t1=tmax-tmin,且△t1≥△t0=twri-tcra,等号是起皱和破裂刚好发生的情况。
如果板坯经过拉深成形后只存在起皱或是破裂一种情况,则有tmax≥twri且tmin>tcra或tmaxtcra,此时厚度差值△
t3=tmax-tmin<△t2≤△t1。
即有△t3<△t2≤△t1。
如果拉深成形件不存在起皱和破裂缺陷就可以得到良好的成形件,而同时存在起皱或破裂缺陷是拉深成形的最差情况。
综上所述,用板坯拉深成形后的厚度最大值与最小值的差值△t作为评价成形质量是可行的。
△t值越大则拉深件的缺陷就越明显,可以认为成形质量越差;△t值越小则拉深件出现缺陷的倾向就越小,可以认为成形质量越好。
有限元分析结果可以很方便地读出板坯的厚度值,相应地差值△t也很容易求出。
2 数值模拟过程中的应用
2.1 几何模型
ta2板筒形拉深件所用的毛坯厚度为1mm。
采用ansys/ls-dyna 单元类型中的163号壳单元进行模拟分析,模具和板坯均可简化为面。
板坯采用圆形毛坯、厚度均匀,板料和凸、凹模形状均为轴对称。
分析模型可简化为整体模型的四分之一,如图3所示。
2.2 加载路径的定义
凸模速度加载时,速度载荷必须与时间对应。
为了防止动态效应,初始速度和结束速度均取0值,速度载荷随时间变化曲线如图4所示。
3 结果分析
图5所示为成形良好、未出现起皱和破裂缺陷的成形件在拉深成形过程中随载荷步的增加最大壁厚和最小壁厚以及厚度差△t的分布情况。
由图可以看出,随着拉深的进行,三者变化都比较平稳,说明拉深件的壁厚变化也比较均匀,成形质量较好。
图6所示为出现起皱缺陷的拉深件在拉深成形过程中随载荷步的增加最大壁厚和最小壁厚以及差值△t的分布情况。
随着成形的进行,在55载荷步后板料的最大厚度增幅较大,而最小壁厚变化平稳,说明板料出现了起皱。
△t在65步以后趋于稳定值,且这个值因为起皱的出现比拉深件成形良好时的稳定厚度差值要大。
图7所示为成形件出现破裂缺陷时的件拉深成形过程中随载荷步的增加最大壁厚和最小壁厚以及△t分布情况。
图8所示为3种情况下△t随载荷步的变化的曲线。
4 结论
1)采用板坯的最大厚度与最小厚度之差△t作为零件成形质量的评价指标具有可行性;
2)对于1mm厚的ta2工业纯钛板料,当拉深速度为1m/s时,拉深件不产生缺陷,此时最大厚度约为1.2mm,最小厚度约为0.9mm,最大与最小厚度差约为0.3㎜,厚度差δt是原板厚的30%。
参考文献
[1]庾晋,周杰.金属钛的性能、发展与应用[j].南方金
属,2004(1):17-23.
[2]张晓静,周贤宾,孔永明.板料成形数值模拟研究[j].锻压技术,2001,26(1):13-17.
[3]理有亲,等.钛板冲压成形技术.北京:国防工业出版社,1986.
[4]chou.c.h,et al. analysis of sheet metal forming operations by a stress resultant constituteive law.
int.j.numer.methods eng,1994,37(5):717-735.
[5]barlat.f,et al.a six-component yield function for anisotropic materials.int.j.plas,1991,7(7):693-712.。