工时定额计算手册
工时定额计算汇总手册之欧阳美创编
时间定额标准
3.C620时间定额标准
4.C630时间定额标准
5.C650时间定额标准
二.镗床1.镗床时间定额标准
K 1 1.3 K 1 1.2 1.4 平旋盘抄平面钻孔
L——为走刀长度
(回屑时间,L<40时,取0)K 1 1.4 1.79 3.1
短刀杆镗孔D<8
D≥8
K 1 1.58 1.88 3.2
穿镗杆
镗孔
K 1 1.4 1.79 3.1
铰(扩)孔镗外元
K 1 1.3 2.01
刮
平
面
镗内沟槽B<5 B<8
三.立式机床1.立式机床时间定额标准
四.龙门刨床1.龙门刨床时间定额标准
系数
复杂——有2—3级精度要求及整形公差要求,千分表仔细校正,
有刚度影响,松紧螺母操作不方便。
平 垂 面
L ——加工长 B ——加工宽
K 1 1.15
1.53
1.95
斜 面
L ——加工斜面宽 B ——加工斜面长
K 1 1.37
2
直 槽
L ——直槽宽 t ——直槽深 B ——直槽长
K
1 1.15
1.53
T 形面
K
1
1.37
系数
系数
系数
五.牛头刨床1.牛头刨床时间定额标准
六.磨床1.平面磨时间定额标准
2.外元磨时间定额标准
3.内元磨时间定额标准
七. 铣床
1.铣床时间定额标准(一)。
工时定额标准及计算方法
工时定额标准及计算方法标准工时的计算方法:标准工时=正常工时X(1+宽放率);宽放率=(标准工时-实测工时)/实测工时*100%=管理宽放率+生理宽放率+疲劳宽放率;正常工时是人工操作单元工时(经过速度评比)+机器自动作业工时(不可作速度评比)的总和;宽放率主要是如下几个方面的总和:1.生理宽放一般取2%~5%。
2.疲劳宽放一般取5%~20%;3.管理宽放一般取3%~10%4.特殊宽放电子制造业使用的宽放率一般取10%21.75天是人力资源和社会保障部规定的月计薪天数,无论某个月您的实际上班天数大于21.75天(如7月份、8月份)还是小于21.75天(如10月份、春节所在的那个月),月计薪天数都是按照21.75天计算的。
这个21.75天只是为计算加班工资有一个统一的公式,并不是平时计算月工资用的。
《劳动法》第四十四条有下列情形之一的,用人单位应当按照下列标准支付高于劳动者正常工作时间工资的工资报酬:(一)安排劳动者延长工作时间的,支付不低于工资的百分之一百五十的工资报酬;(二)休息日安排劳动者工作又不能安排补休的,支付不低于工资的百分之二百的工资报酬;(三)法定休假日安排劳动者工作的,支付不低于工资的百分之三百的工资报酬。
法律依据:《劳动法》第三十六条国家实行劳动者每日工作时间不超过八小时、平均每周工作时间不超过四十四小时的工时制度。
第三十七条对实行计件工作的劳动者,用人单位应当根据本法第三十六条规定的工时制度合理确定其劳动定额和计件报酬标准。
标准时间=观测时间*评比系数*(1+宽放率)=正常时间*(1+宽放率)观测时间:是实际观测得到的时间值的平均,而观测时间由于受到作业者熟练度、工作意愿、情绪等的影响,并能代表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必须要项的预备,这样才得到标准时间。
评比系数: 评比是一种判断或评价的技术,目的是将实际的操作时间调整到平均工人的正常速度。
工时定额计算手册
工时定额计算手册
目录
一. 普通车床
1.车床时间定额标准(通用部分)
~C618时间定额标准
(续)
3.C620时间定额标准
(续)
4.C630时间定额标准
(续)
5.C650时间定额标准
(续)
二.镗床
1.镗床时间定额标准
三.立式机床1.立式机床时间定额标准
(续)
四.龙门刨床
1.龙门刨床时间定额标准
五.牛头刨床1.牛头刨床时间定额标准
六.磨床1.平面磨时间定额标准
2.外元磨时间定额标准
3.内元磨时间定额标准
七. 铣床
1.铣床时间定额标准(一)
2.铣床时间定额标准(二)
八.制齿机床
1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角
时间定额标准
九.拉床1.拉床时间定额标准
十.插床1.插床时间定额标准
十一钻床1.钻床时间定额标准
十二. 钳工
1.钳工时间定额标准(一)
(续)
2.钳工时间定额标准(二)
单位:分
(续)。
工时定额计算手册[1]
![工时定额计算手册[1]](https://img.taocdn.com/s3/m/40c161533b3567ec102d8a9e.png)
工时定额计算手册绩效管理2008-02-25 09:36:18 阅读4195 评论13 字号:大中小订阅工时定额管理规定一、工时定额制定的目的为了提高公司计划管理水平,增加公司经济效益,并为成本核算、劳动定员提供数据,体现按劳分配的原则,特制定本规定。
二、工时定额制定的原则1、制定工时定额必须走群众路线,使其具有坚实的群众路线。
2、制定工时定额应有科学依据,力求做到先进合理。
3、制定工时定额要考虑各车间、各工序、各班组之间的平衡。
4、制定工时定额必须贯彻“各尽所能,按劳分配”的方针。
5、制定工时定额必须要“快、准、全”。
6、同一工序,同一产品只有一个定额,称为定额的统一性。
三、工时定额制定的方法1、经验估工法。
工时定额员和老工人根据经验对产品工时定额进行估算的一种方法,主要应用于新产品试制。
2、统计分析法。
对多人生产同一种产品测出数据进行统计,计算出最优数、平均达到数、平均先进数,以平均先进数为工时定额的一种方法,主要应用于大批、重复生产的产品工时定额的修订。
3、类比法。
主要应用于有可比性的系列产品。
4、技术定额法。
分测时法和计算法两种是目前最常用的方法。
四、工时定额制定的具体措施1、工时定额具有严肃性,工时定额的制定和修订由工时主管部门来执行。
其他部门无权更改。
2、工时定额具体采用技术定额法,同时参考其他方法。
先制订出《车间工时定额标准》和《工时核算方法》,以这两个文件为基础对车间生产产品进行核算,并填写《产品工时明细表》。
3、新产品工时制定流程研发部门确定新产品图纸→技术工艺部制定工时定额→制造公司总经理审批→工时审核小组复查→经理办公会批准生效→生产部、生产车间执4、老产品工时修定流程技术工艺部修订工时定额→制造公司总经理审批→工时审核小组复查→经理办公会批准生效→生产部、生产车间执行5、生产车间对制定的产品工时有异议时,应及时向技术工艺部和工时审核小组提出,并填写《产品工时修改表》,技术工艺部和工时审核小组每三个月或半年复核一次,报经理办公会批准生效后,生产车间方可执行。
工时定额计算手册
工时定额计算手册目录一. 普通车床 (6)1.车床时间定额标准(通用部分) (6)2.C615~C618时间定额标准 (16)3.C620时间定额标准 (20)4.C630时间定额标准 (24)5.C650时间定额标准 (28)二.镗床 (32)1.镗床时间定额标准 (32)三.立式机床 (38)1.立式机床时间定额标准 (38)四.龙门刨床 (42)1.龙门刨床时间定额标准 (42)五.牛头刨床 (46)1.牛头刨床时间定额标准 (46)六.磨床 (48)1.平面磨时间定额标准 (48)2.外元磨时间定额标准 (53)3.内元磨时间定额标准 (58)七. 铣床 (62)2.铣床时间定额标准(二) (70)八.制齿机床 (75)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (75)九.拉床 (82)1.拉床时间定额标准 (82)十.插床 (86)1.插床时间定额标准 (86)十一钻床 (88)1.钻床时间定额标准 (88)十二. 钳工 (94)1.钳工时间定额标准(一) (94)2.钳工时间定额标准(二) (98)3. 钳工时间定额标准(三) (104)十三. 冷冲模 (110)1.冷冲模装配时间定额标准 (110)十四. 冲床 (116)1.冲床时间定额标准 (116)十五. 锻造 (123)2. 锻造时间定额标准(二) (127)十六. 铸造 (131)1.铸造时间定额标准 (131)2. 铸造复杂程度分类 (139)十七. 铆工 (145)1.铆工时间定额标准(一) (145)2.铆工时间定额标准(二) (151)3.铆工时间定额标准(三) (154)十八. 点焊 (158)1.电焊焊接时间定额标准 (158)十九.木型 (166)1.木型制造时间定额标准(一) (166)2.木型制造时间定额标准(二) (172)二十. 喷漆 (177)1. 喷漆时间定额标准 (177)附录 (182)一.冷冲模赚装配复杂程度分类 (182)二.公式时间定额标准,设备适用范围及工序内容 (203)三. 应用举例 (209)1.车床C620加工例题 (209)2.2.5m立车 (218)3.镗床例题 (220)4.Z525 (222)5.龙门刨(6M) (225)6. 牛头刨 (230)7.15 吨冲床 (232)8.M7120—M131W (234)9.M7120 (235)10.M131W (237)11.设备Y38 (239)12.设备B516K (240)13.设备L6110 (242)14. 设备X52 (244)机床 分类 T 准 一. 普 通 车 床1.车床时间定额标准(通用部分)单位(分)C615~C618 C620 C630 C650 一般 15 30 40 60 中等 30 40 60 80 复杂40801202401.一般——包括接受任务,领取工票图纸工艺熟悉加工方法,调整机床,装卸刀具清理工作地,擦拭润滑机床借还工具换三爪、四爪、花盘胎具校量具首件检查。
工时计算方法大全(各机床工时、各工序工时)
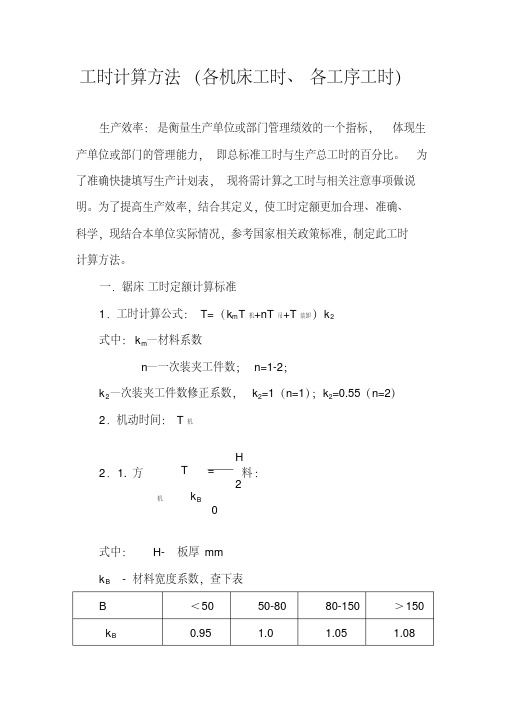
二.剪板冲压折弯工时定额计算标准
1. .剪板工时定额计算方法
剪板单件工时定
T
=
*
a k
+
b
a 3 额:
a—每块工时系数、见表 b—剪角次数
剪板工时系数表
0
100
300
600
900~
1200~
四.钻床工时定额
1、 T=kT 机+ T 装卸
其中 k—难度系数 有工差要求 k=1.5 有深度要求 k=1.1 扩
孔及攻丝 k=0.8
2、机动时间 :T 机
L
20
40
60
80
100
<φ
0.6~
1.59
2.11
2.63
3.15
10
1.07
φ
0.62
1.72
2.28
2.84
3.40
10~φ15 ~1.16
0 00 00 00 00
0
0
100 400 上
a0 0
0
0
0.
1.0
1.
1.
1.
1.
.5 .6
.7
.8
9
1
2
3
5
注:规格栏中,为折弯长度, a 为每折一刀的工时
(理论计算:每刀 0.15 分×折 1.5=0.225+0.2=0.425→0.5)
↓
准备工时
三.风割焊接工时定额计算标准
1.风割工时
板厚 <10 10~ 30 30~ 60
工时计算方法 (各机床工时、 各工序工时)
工时定额计算手册总结
工时定额计算手册目录一. 普通车床 (5)1.车床时间定额标准(通用部分) (5)2.C615~C618时间定额标准 (10)3.C620时间定额标准 (12)4.C630时间定额标准 (14)5.C650时间定额标准 (16)二.镗床 (18)1.镗床时间定额标准 (18)三.立式机床 (21)1.立式机床时间定额标准 (21)四.龙门刨床 (23)1.龙门刨床时间定额标准 (23)五.牛头刨床 (25)1.牛头刨床时间定额标准 (25)六.磨床 (26)1.平面磨时间定额标准 (26)2.外元磨时间定额标准 (28)3.内元磨时间定额标准 (30)七. 铣床 (32)1.铣床时间定额标准(一) (32)2.铣床时间定额标准(二) (36)八.制齿机床 (39)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (39)九.拉床 (42)1.拉床时间定额标准 (42)十.插床 (44)1.插床时间定额标准 (44)十一钻床 (45)1.钻床时间定额标准 (45)十二. 钳工 (48)1.钳工时间定额标准(一) (48)2.钳工时间定额标准(二) (50)3. 钳工时间定额标准(三) (53)十三. 冷冲模 (56)1.冷冲模装配时间定额标准 (56)十四. 冲床 (58)1.冲床时间定额标准 (58)十五. 锻造 (61)1.锻造时间定额标准(一) (61)2. 锻造时间定额标准(二) (63)十六. 铸造 (65)1.铸造时间定额标准 (65)2. 铸造复杂程度分类 (68)十七. 铆工 (71)1.铆工时间定额标准(一) (71)2.铆工时间定额标准(二) (74)3.铆工时间定额标准(三) (76)十八. 点焊 (78)1.电焊焊接时间定额标准 (78)十九.木型 (82)1.木型制造时间定额标准(一) (82)2.木型制造时间定额标准(二) (86)二十. 喷漆 (89)1. 喷漆时间定额标准 (89)附录 (92)一.冷冲模赚装配复杂程度分类 (92)二.公式时间定额标准,设备适用范围及工序内容 (103)三. 应用举例 (105)1.车床C620加工例题 (105)2.2.5m立车 (108)3.镗床例题 (109)4.Z525 (110)5.龙门刨(6M) (112)6. 牛头刨 (114)7.15 吨冲床 (115)8.M7120—M131W (116)9.M7120 (117)10.M131W (118)11.设备Y38 (119)12.设备B516K (120)13.设备L6110 (121)14. 设备X52 (122)一. 普通车床1.车床时间定额标准(通用部分)——以手轮最大R代入。
机械加工工时定额标准计算手册(total187页)
目录一. 普通车床 (5)1.车床时间定额标准〔通用局部〕 (5)~C618时间定额标准 (1)3.C620时间定额标准 (250)4.C630时间定额标准 (255)5.C650时间定额标准 (260)二.镗床 (264)1.镗床时间定额标准 (264)三.立式机床 (269)1.立式机床时间定额标准 (269)四.龙门刨床 (273)1.龙门刨床时间定额标准 (273)五.牛头刨床 (278)1.牛头刨床时间定额标准 (278)六.磨床 (280)1.平面磨时间定额标准 (280)2.外元磨时间定额标准 (283)3.内元磨时间定额标准 (288)1.铣床时间定额标准〔一〕 (291)2.铣床时间定额标准〔二〕 (299)八.制齿机床 (304)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (304)九.拉床 (310)1.拉床时间定额标准 (310)十.插床 (313)1.插床时间定额标准 (313)十一钻床 (316)1.钻床时间定额标准 (316)十二. 钳工 (321)1.钳工时间定额标准〔一〕 (321)2.钳工时间定额标准〔二〕 (325)3. 钳工时间定额标准〔三〕 (332)十三. 冷冲模 (338)1.冷冲模装配时间定额标准 (338)十四. 冲床 (113)1.冲床时间定额标准 (113)1.锻造时间定额标准〔一〕 (120)2. 锻造时间定额标准〔二〕 (123)十六. 铸造 (128)1.铸造时间定额标准 (128)2. 铸造复杂程度分类 (136)十七. 铆工 (142)1.铆工时间定额标准〔一〕 (142)2.铆工时间定额标准〔二〕 (147)3.铆工时间定额标准〔三〕 (150)十八. 点焊 (154)1.电焊焊接时间定额标准 (154)十九.木型 (161)1.木型制造时间定额标准〔一〕 (161)2.木型制造时间定额标准〔二〕 (167)二十. 喷漆 (172)1. 喷漆时间定额标准 (172)附录 (177)一.冷冲模赚装配复杂程度分类 (177)二.公式时间定额标准,设备适用范围及工序内容 (198)三. 应用举例 (204)1.车床C620加工例题 (204)2.立车 (212)3.镗床例题 (214)4.Z525 (216)5.龙门刨〔6M〕 (219)6. 牛头刨 (224)7.15 吨冲床 (226)8.M7120—M131W (228)9.M7120 (229)10.M131W (231)11.设备Y38 (233)12.设备B516K (234)13.设备L6110 (236)14. 设备X52 (238)一. 普通车床1.车床时间定额标准〔通用局部〕〔续〕(续) K=3(续)~C618时间定额标准单位:分〔续〕3.C620时间定额标准单位:分〔续〕4.C630时间定额标准单位:分〔续〕5.C650时间定额标准单位:分〔续〕二.镗床1.镗床时间定额标准〔续〕1T 不=35.6t +223B +1.59tB +9001000〔续〕三.立式机床1.立式机床时间定额标准单位:分〔续〕四.龙门刨床1.龙门刨床时间定额标准单位:分系数中等——需仔细找正,略有刚度影响,需适当增加辅助支撑。
机械加工工时定额标准计算手册(total 187页)
目录一. 普通车床 (5)1.车床时间定额标准(通用部分) (5)2.C615~C618时间定额标准 (1)3.C620时间定额标准 (258)4.C630时间定额标准 (263)5.C650时间定额标准 (268)二.镗床 (272)1.镗床时间定额标准 (272)三.立式机床 (277)1.立式机床时间定额标准 (277)四.龙门刨床 (281)1.龙门刨床时间定额标准 (281)五.牛头刨床 (286)1.牛头刨床时间定额标准 (286)六.磨床 (288)1.平面磨时间定额标准 (288)2.外元磨时间定额标准 (291)3.内元磨时间定额标准 (296)1.铣床时间定额标准(一) (300)2.铣床时间定额标准(二) (308)八.制齿机床 (313)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (313)九.拉床 (320)1.拉床时间定额标准 (320)十.插床 (323)1.插床时间定额标准 (323)十一钻床 (326)1.钻床时间定额标准 (326)十二. 钳工 (332)1.钳工时间定额标准(一) (332)2.钳工时间定额标准(二) (336)3. 钳工时间定额标准(三) (342)十三. 冷冲模 (348)1.冷冲模装配时间定额标准 (348)十四. 冲床 (116)1.冲床时间定额标准 (116)1.锻造时间定额标准(一) (123)2. 锻造时间定额标准(二) (127)十六. 铸造 (132)1.铸造时间定额标准 (132)2. 铸造复杂程度分类 (140)十七. 铆工 (146)1.铆工时间定额标准(一) (146)2.铆工时间定额标准(二) (152)3.铆工时间定额标准(三) (155)十八. 点焊 (159)1.电焊焊接时间定额标准 (159)十九.木型 (167)1.木型制造时间定额标准(一) (167)2.木型制造时间定额标准(二) (173)二十. 喷漆 (178)1. 喷漆时间定额标准 (178)附录 (184)一.冷冲模赚装配复杂程度分类 (184)二.公式时间定额标准,设备适用范围及工序内容 (205)三. 应用举例 (211)1.车床C620加工例题 (211)2.2.5m立车 (220)3.镗床例题 (222)4.Z525 (224)5.龙门刨(6M) (227)6. 牛头刨 (232)7.15 吨冲床 (234)8.M7120—M131W (236)9.M7120 (237)10.M131W (239)11.设备Y38 (241)12.设备B516K (242)13.设备L6110 (244)14. 设备X52 (246)一. 普通车床1.车床时间定额标准(通用部分)(续)(续) K=3(续)2.C615~C618时间定额标准单位:分(续)3.C620时间定额标准单位:分(续)4.C630时间定额标准单位:分(续)5.C650时间定额标准单位:分(续)二.镗床1.镗床时间定额标准(续)1T 不=35.6t +223B +1.59tB +9001000(续)三.立式机床1.立式机床时间定额标准单位:分(续)四.龙门刨床1.龙门刨床时间定额标准单位:分系数中等——需仔细找正,略有刚度影响,需适当增加辅助支撑。
工时定额计算手册 改良版

工时定额计算手册目录一. 普通车床 (5)1.车床时间定额标准(通用部分) (5)2.C615~C618时间定额标准 (10)3.C620时间定额标准 (12)4.C630时间定额标准 (14)5.C650时间定额标准 (16)二.镗床 (18)1.镗床时间定额标准 (18)三.立式机床 (21)1.立式机床时间定额标准 (21)四.龙门刨床 (23)1.龙门刨床时间定额标准 (23)五.牛头刨床 (25)1.牛头刨床时间定额标准 (25)六.磨床 (26)1.平面磨时间定额标准 (26)2.外元磨时间定额标准 (28)3.内元磨时间定额标准 (30)七. 铣床 (32)1.铣床时间定额标准(一) (32)2.铣床时间定额标准(二) (36)八.制齿机床 (39)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (39)九.拉床 (42)1.拉床时间定额标准 (42)十.插床 (44)1.插床时间定额标准 (44)十一钻床 (45)1.钻床时间定额标准 (45)十二. 钳工 (48)1.钳工时间定额标准(一) (48)2.钳工时间定额标准(二) (50)3. 钳工时间定额标准(三) (53)十三. 冷冲模 (56)1.冷冲模装配时间定额标准 (56)十四. 冲床 (58)1.冲床时间定额标准 (58)十五. 锻造 (61)1.锻造时间定额标准(一) (61)2. 锻造时间定额标准(二) (63)十六. 铸造 (65)1.铸造时间定额标准 (65)2. 铸造复杂程度分类 (68)十七. 铆工 (71)1.铆工时间定额标准(一) (71)2.铆工时间定额标准(二) (74)3.铆工时间定额标准(三) (76)十八. 点焊 (78)1.电焊焊接时间定额标准 (78)十九.木型 (82)1.木型制造时间定额标准(一) (82)2.木型制造时间定额标准(二) (86)二十. 喷漆 (89)1. 喷漆时间定额标准 (89)附录 (92)一.冷冲模赚装配复杂程度分类 (92)二.公式时间定额标准,设备适用范围及工序内容 (103)三. 应用举例 (105)1.车床C620加工例题 (105)2.2.5m立车 (108)3.镗床例题 (109)4.Z525 (110)5.龙门刨(6M) (112)6. 牛头刨 (114)7.15 吨冲床 (115)8.M7120—M131W (116)9.M7120 (117)10.M131W (118)11.设备Y38 (119)12.设备B516K (120)13.设备L6110 (121)14. 设备X52 (122)一. 普通车床1.车床时间定额标准(通用部分)——以手轮最大R代入。
工时定额计算汇总手册之欧阳治创编

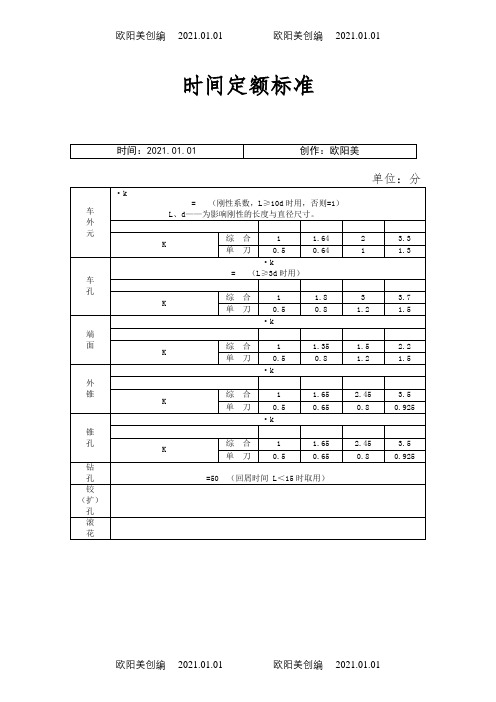
时间定额标准单位:分(续)3.C620时间定额标准单位:分(续)4.C630时间定额标准单位:分(续)5.C650时间定额标准单位:分(续)二.镗床1.镗床时间定额标准(续)K 1 1.3 K 1 1.2 1.4 平旋盘抄平面钻孔L——为走刀长度(回屑时间,L<40时,取0)K 1 1.4 1.79 3.1短刀杆镗孔D<8D≥8K 1 1.58 1.88 3.2穿镗杆镗孔K 1 1.4 1.79 3.1铰(扩)孔镗外元K 1 1.3 2.01刮平面镗内沟槽B<5 B<8(续)三.立式机床1.立式机床时间定额标准单位:分(续)四.龙门刨床1.龙门刨床时间定额标准单位:分系数在垫块上复 杂简单——划针粗略找正,无刚度影响,松紧螺母方便。
中等——需仔细找正,略有刚度影响,需适当增加辅助支撑。
复杂——有2—3级精度要求及整形公差要求,千分表仔细校正,有刚度影响,松紧螺母操作不方便。
平 垂 面L ——加工长 B ——加工宽 K 1 1.15 1.531.95 斜 面L ——加工斜面宽 B ——加工斜面长 K 1 1.372 直 槽L ——直槽宽 t ——直槽深 B ——直槽长K1 1.15 1.53 T 形面K11.37系数系数系数五.牛头刨床1.牛头刨床时间定额标准单位:分六.磨床1.平面磨时间定额标准单位:分(续)2.外元磨时间定额标准单位:分(续)3.内元磨时间定额标准单位:分(续)七. 铣床1.铣床时间定额标准(一)单位:分(续)(续)(续)。
工时定额计算手册簿

工时定额计算手册簿工时定额计算手册目录一. 普通车床 (5)1.车床时间定额标准(通用部分) (5)2.C615~C618时间定额标准 (10)3.C620时间定额标准 (12)4.C630时间定额标准 (14)5.C650时间定额标准 (16)二.镗床 (17)1.镗床时间定额标准 (17)三.立式机床 (18)1.立式机床时间定额标准 (18)四.龙门刨床 (20)1.龙门刨床时间定额标准 (20)五.牛头刨床 (22)1.牛头刨床时间定额标准 (22)六.磨床 (23)1.平面磨时间定额标准 (23)2.外元磨时间定额标准 (25)3.元磨时间定额标准 (27)七. 铣床 (29)1.铣床时间定额标准(一) (29)2.铣床时间定额标准(二) (33)八.制齿机床 (36)1.滚直齿、斜齿、蜗轮、插外齿、刨齿、剃齿、齿倒角时间定额标准 (36)九.拉床 (39)1.拉床时间定额标准 (39)十.插床 (41)1.插床时间定额标准 (41)十一钻床 (42)1.钻床时间定额标准 (42)十二. 钳工 (45)2.钳工时间定额标准(二) (47)3. 钳工时间定额标准(三) (50)十三. 冷冲模 (53)1.冷冲模装配时间定额标准 (53)十四. 冲床 (55)1.冲床时间定额标准 (55)十五. 锻造 (58)1.锻造时间定额标准(一) (58)2. 锻造时间定额标准(二) (60)十六. 铸造 (62)1.铸造时间定额标准 (62)2. 铸造复杂程度分类 (65)十七. 铆工 (68)1.铆工时间定额标准(一) (68)2.铆工时间定额标准(二) (71)3.铆工时间定额标准(三) (73)十八. 点焊 (75)1.电焊焊接时间定额标准 (75)十九.木型 (79)2.木型制造时间定额标准(二) (83)二十. 喷漆 (86)1. 喷漆时间定额标准 (86)附录 (89)一.冷冲模赚装配复杂程度分类 (89)二.公式时间定额标准,设备适用围及工序容 (100)三. 应用举例 (102)1.车床C620加工例题 (102) 2.2.5m立车 (105)3.镗床例题 (106)4.Z525 (107)5.龙门刨(6M) (109)6. 牛头刨 (111)7.15 吨冲床 (112)8.M7120—M131W (113) 9.M7120 (114)10.M131W (115)11.设备Y38 (116) 12.设备B516K (117) 13.设备L6110 (118)14. 设备X52 (119)。
工时定额计算汇总手册之欧阳法创编
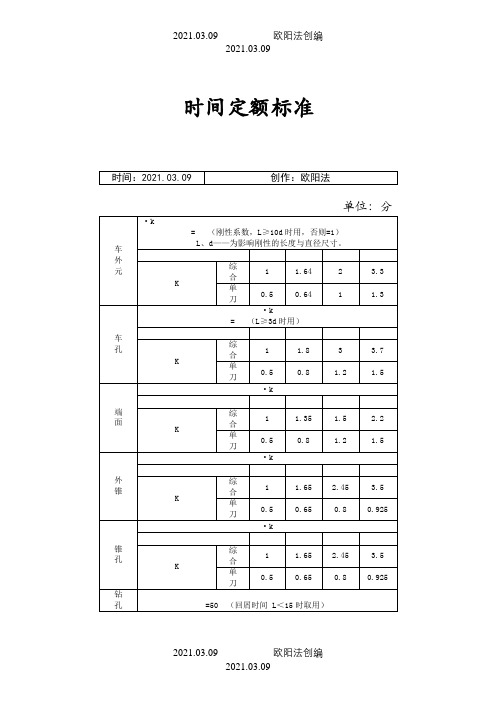
时间定额标准单位:分(续)3.C620时间定额标准单位:分(续)4.C630时间定额标准单位:分(续)5.C650时间定额标准单位:分(续)二.镗床1.镗床时间定额标准(续)K 1 1.3 K 1 1.2 1.4 平旋盘抄平面钻孔L——为走刀长度(回屑时间,L<40时,取0)K 1 1.4 1.79 3.1短刀杆镗孔D<8D≥8K 1 1.58 1.88 3.2穿镗杆镗孔K 1 1.4 1.79 3.1铰(扩)孔镗外元K 1 1.3 2.01刮平面镗内沟槽B<5 B<8(续)三.立式机床1.立式机床时间定额标准单位:分(续)四.龙门刨床1.龙门刨床时间定额标准单位:分系数在垫块上复 杂简单——划针粗略找正,无刚度影响,松紧螺母方便。
中等——需仔细找正,略有刚度影响,需适当增加辅助支撑。
复杂——有2—3级精度要求及整形公差要求,千分表仔细校正,有刚度影响,松紧螺母操作不方便。
平 垂 面L ——加工长 B ——加工宽 K 1 1.15 1.531.95 斜 面L ——加工斜面宽 B ——加工斜面长 K 1 1.372 直 槽L ——直槽宽 t ——直槽深 B ——直槽长K1 1.15 1.53 T 形面K11.37系数系数系数五.牛头刨床1.牛头刨床时间定额标准单位:分六.磨床1.平面磨时间定额标准单位:分(续)2.外元磨时间定额标准单位:分(续)3.内元磨时间定额标准单位:分(续)七. 铣床1.铣床时间定额标准(一)单位:分(续)(续)(续)。
车床等工时计算手册
工时定额计算标准一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)2.机动时间:T 机2.1. 方料:式中: H- 板厚mm k B - 材料宽度系数,查下表B<50 50-80 80-150 >150 k B 0.95 1.0 1.05 1.082.2.棒料: 式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H —方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间: 4.装卸料时间及其它时间:综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min )圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min )n —一次装夹工件数;n=1-2; k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)T 机 = k B H 20T 机= D 24 T 机= D — d 02 24 10000 T 机= H — H 0*B 0 20 8000 T 吊= L 1000 T 装卸=0.12+ L + D 1800 840二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板工时系数表 L 0~100 100~300 300~600 600~900 900~1200 1200~1500 1500~1800 1800~2100 2100~2400 2400以上a 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.5 注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T 校=k*T材料系数K=1~1.52.冲压每冲一次工时规 格 0~100 100~300300~500 a 0.3 0.40.53..折弯工时定额计算方法折弯工时定额:t 2=Σa i折弯工时定额系数表规格 0~100 100~300 300~600 600~900 900~1200 1200~1500 1500~1800 1800~2100 2100~2400 2400以上 a 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.5注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时T= k* ( a + b a )3三.风割焊接工时定额计算标准1.风割工时板 厚V 切割速度mm/min <10500 10~30400 30~60300公式:修磨工时含补焊工时: T 修磨= T 风割 / 22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J—点焊数;N—点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC式中:T 03—全焊基本工时;M—焊缝段数;N—全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B ) 重量0~5kg 5~10kg 10~20kg 20~30kg 30~40kg 40~50kg 50~60kg B 1 1.1 1.2 1.3 1.4 1.5 1.6 1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个T 风割= 风割长度 ×3+1.5 V四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.8 2、机动时间:T机L 20 40 60 80 100 <φ10 0.6~1.07 1.59 2.11 2.63 3.15φ10~φ15 0.62~1.16 1.72 2.28 2.84 3.40φ15~φ25 0.76~1.42 2.11 2.79 3.48 4.17φ25~φ35 0.97~1.81 2.69 3.57 4.45 5.33φ35~φ50 1.42~2.65 3.93 5.22 6.51 7.80φ50~φ60 1.81~3.37 5.01 6.65 8.29 9.93 注:L/D≥8时,须另增排屑时间60%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工时定额计算手册
Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
工时定额计算手册
目录
一. 普通车床
1.车床时间定额标准(通用部分)
(续)
(续)
(续)
~C618时间定额标准
(续)
3.C620时间定额标准
(续)
4.C630时间定额标准
(续)
5.C650时间定额标准
(续)
二.镗床
1.镗床时间定额标准
三.立式机床1.立式机床时间定额标准
(续)
四.龙门刨床
1.龙门刨床时间定额标准
五.牛头刨床1.牛头刨床时间定额标准
六.磨床1.平面磨时间定额标准
2.外元磨时间定额标准
3.内元磨时间定额标准
七. 铣床
1.铣床时间定额标准(一)
2.铣床时间定额标准(二)
(续)
八.制齿机床
1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角
时间定额标准
单位:分
九.拉床
十.插床1.插床时间定额标准
起重
方法
十一钻床1.钻床时间定额标准
十二. 钳工
1.钳工时间定额标准(一)
单位:分
(续)
2.钳工时间定额标准(二)
单位:分
3. 钳工时间定额标准(三)
单位:分。