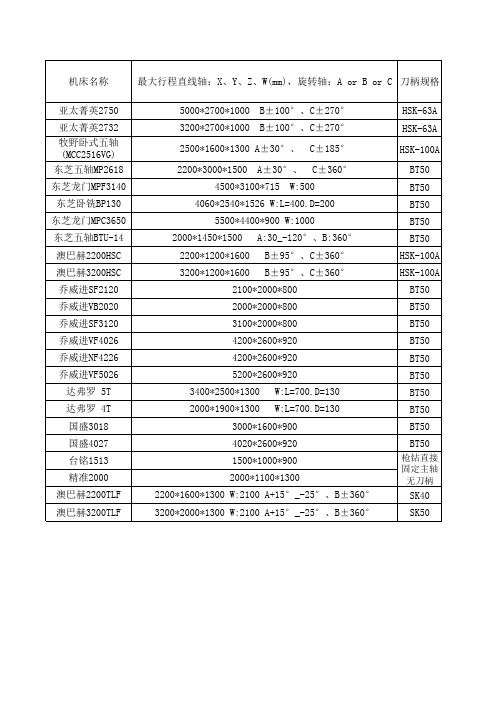
3317龙门加工中心参数
机械公司设备参数

工件最大 回转直径
工件最大加 工件最大加 主轴/工作台 最大刀具重 刀具容量 工直径 工长(高)度 最高负重(t) 量 1把/kg
8 15 2.6 60 60 60 60 12 12 30 2.5 30 30 30 40 40 40 40 40 60 7 7 7 15 15 20 24 24 24 24 24 30 4 4 4
主轴转速(r/min) 长度
100 125 325 325
工作范围(行程) X/Y/Z(mm)
560/560/630 1000/800/800 1000/800/1000 1250/1000/1000 1610/0/600 1788/0/704
型号
直径
200 205 250 250
额定功率/kw (30min/连续)
-120°~+30°/0/±360°
1-32 1-63 2-250
-50~3400/0/2000 横梁最大行程:3500 -20~1840/0/1250 横梁最大行程:2200 -20~1250/0/1000 横梁最大行程:1200
工作台
螺纹孔中心距 T槽:槽数×上槽宽×间距
螺纹规格
M16 M16 M16 M16
630×630 800×800
A2-8 A2-11 A2-11
车削主轴:30 铣削主轴:22 车削主轴:30 铣削主轴:37 车削主轴:45 铣削主轴:37
4000 3300 1600 第一主轴: 1000 第二主轴:600 5000 4000 4000 38-5000
12000 10000 10000 10000 12000 12000 12000 6000 50-20000
120
15-1500 20-4000 35-12000
机床参数
余量以上半精
4060*2540*1526 W:L=400.D=200 5500*4400*900 W:1000
2000*1450*1500 A:30_-120°、B:360° 2200*1200*1600 B±95°、C±360° 3200*1200*1600 B±95°、C±360° 2100*2000*800 2000*2000*800 3100*2000*800 4200*2600*920 4200*2600*920 5200*2600*920 3400*2500*1300 W:L=700.D=130 2000*1900*1300 W:L=700.D=130 3000*1600*900 4020*2600*920 1500*1000*900 2000*1100*1300
主轴转速(rpm) (请按80%参考使 工作台最大载重
用)
24000
7T/㎡
24000
7T/㎡
0
15T
8000 4000 6000 4000 8000 12000 12000 10000 6000 10000 4500 4500 6000 3000 3000 4500 4500 5000 5000 6000 6000
达弗罗 5T 达弗罗 4T 国盛3018 国盛4027 台铭1513 精准2000 澳巴赫2200TLF 澳巴赫3200TLF
5000*2700*1000 B±100°、C±270° 3200*2700*1000 B±100°、C±270°
2500*1600*1300 A±30°、 C±185°
2200*3000*1500 A±30°、 C±360° 4500*3100*715 W:500
数控龙门铣床技术规格及要求

机床描述
液压、 液压、润滑部分
本设备液压系统的主要零部件(如液压泵、电 磁阀、减压阀、压力继电器等)使用德国力士 乐原装产品。 液压系统配有恒温油箱和自动循环冷却装置。 液压系统设计油面液位报警、油温报警、回流 堵塞报警、最低工作压力报警等安全监控装置 。 有完善的润滑系统,各运动轴可实现定时、定 量全自动润滑和点动强制润滑,并可进行检测 与报警。
中庸机敏
诚实守信
机床描述
机械部分
滑枕(Z轴)结构采用包容式贴塑滑动导轨副,耐磨且 保证切削的稳定性,Z轴驱动采用交流伺服电机驱动滚 珠丝杆旋转,实现滑枕垂直运动。配备液压平衡系统 ,确保Z轴移动平稳。 主轴采用交流伺服主轴电机实现无级调速。主轴采用 内循环油液冷却,避免主轴热变形。主轴可自动拉刀 ,就近配备松拉刀按钮。主轴可自动定向,定向方式 准确可靠。
中庸机敏
诚实守信
机床描述
本设备结构设计合理,有足够的强度、刚 度以及良好的稳定性,并且其构件具有良 好的耐磨性和较小的热变形,精度稳定可 靠;本设备在环境温度0~45℃,相对湿度 ≤95%条件下,能正常连续工作24小时,且 精度稳定。
中庸机敏
诚实守信
机床描述
所选用的机械、液压、电气、电子元件是优质的 、成熟的、可靠的系列产品。 有可靠的安全保护、报警、保险措施,以防止误 操作或意外事故致使机器受损或人身伤亡。 零件和仪表及全部图纸资料的度量单位全部采用 国际单位SI标准;所有仪表、零部件的设计、制 造及所用材料应符合ISO和IEC标准或其他同等标 准。 技术先进,操作直观简便,易于维护和维修。
数控龙门铣床
江西奈尔斯西蒙斯赫根赛特中机有限公司
中庸机敏
诚实守信
设备用途
设备用途: 设备用途: 主要用于各种大、中等尺寸和大、中等重量的 铸件、板件、盘类件、壳类件、模具等多品种 零件的加工,工件一次装夹后可自动高效、高 精度的连续完成铣、钻、镗、铰、攻丝等多种 工序大批量、高效、高精度加工。集机、电、 液、数控于一体的高自动化、高精度、高效率 的通用机床。。 适用于航空、造船、重型机械、机车、发电、 机床、轻工、纺织、印刷、模具等制造行业。
机床参数

max2400 50-5000 50-6000 5-500 28-3150 28-3150 28-3150rpm 70-620 28-3150rpm 70-620
100 300±0.012
110
20 四轴
±0.005 全行程± 0.005
±0.002
40/60 40/60 40/60 40/60 30 40
120 120 75×200
12 12
5 3 3 配FANUC-BE SK-6M系统 配FANUC-BE SK-6M系统
±0.005 50以上 50以上
主轴转速 (转/分) 精度 主轴中心至 工作台距离 XYZ轴定位精 重复定位精 (毫米) 度 度 刀库容量
刀具尺寸 (毫米) 选刀方式 数控装置 刀具重量(公 斤) 可控轴数
60 任选 40 60 任选 60 任选 30 40
125×300 125×300 125×300
15 15 15
3 3 3
28-3150 28-3150 28-3150 28-3150 28-3150
70-620 70-780 70-780 70-620
±0.01/300 ±0.005 ±0.008/300 ±0.005 ±0.008/300 ±0.005 ±0.010/300 ±0.005 ±0.01/300 ±0.005 300:±0.012 ±0.005 40-60 40-60 40-60
TH6213 落地镗削加 工中心 TH6216 卧式加工中心(2)
矩形工作台 分度工作台 面积 面积 最大移动距离(毫米) 产品名称 型号 (X) (Y) (Z) (毫米) (毫米) 主轴端至工 作台面积(毫 米) 主轴锥孔
TH6263 TH6263/2 TH6263/4 卧式加工中 心 TH6280
机床参数

机床参数普通车床数控车床说明:该系列机床品种规格齐全,可以实现轴类、盘类的内外表面,锥面、圆弧、螺纹、镗孔、铰孔加工,也可以实现非圆曲线加工。
立式数控车床X8126万能工具铣床说明:工具铣床主要用于模具和工具制造,配有立铣头、万能角度工作台和插头等多种附件,还可进行钻削、镗削和插削等加工。
X6325摇臂万能铣床X6332万能摇臂铣床ZX6350钻铣床ZX50C钻铣床主要结构特点:ZX50C钻铣床可实现立、卧铣两种加工功能;立式主轴套筒具有手动和微动两种进给;ZX50C钻铣床X、Y、Z三方向导轨副超音频淬火后磨削;ZX50C钻铣床工作台X Y、Z三方向机动进给。
ZX50C钻铣床主要技术参数ZX50CZX50C钻铣床钻孔最大直径(mm)50ZX50C钻铣床端铣最大宽度(mm)100ZX50C钻铣床立铣最大直径(mm)25ZX50C钻铣床镗孔最大直径(mm)120ZX50C钻铣床最大攻丝直径(mm)M16ZX50C钻铣床主轴端面至工作台距离(mm)38-430ZX50C钻铣床主轴转速范围(r.p.m)40-1400ZX50C钻铣床主轴行程(mm)120ZX50C钻铣床工作台尺寸(mm)900×240ZX50C钻铣床工作台行程(mm)500×250ZX50C钻铣床外型尺寸(mm)1100×970×1650ZX50C钻铣床电动机功率(kw)1.5/2.2ZX50C钻铣床净重/毛量(kg) 500/610T68卧式镗床机床用途:本机床是万能性的机床,适用于机器制造业的各种孔和平面的加工。
特别适用于加工黑色金属零件。
由于机床上具有平旋盘径向刀架,故能镗削尺寸较大的孔和平面。
本机床还可以单独的或借增加一定的工艺装备,在各种大、中型零件如变速箱、减速箱及曲轴箱体等进行精度较高的钻、镗、扩及铰孔等工作。
由于机床主轴的钢性较强,除使用平旋盘进行铣削外,还可以在主轴上安装铣刀来进行铣削。
各类机床型号分类

课题1金属切削机床金属切削机床是用刀具切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机”,习惯上简称为机床。
机床是机械制造的基础机械,其技术水平的高低,质量的好坏,对机械产品的生产率和经济效益都有重要的影响。
金属切削机床诞生到现在已经有一百多年了,随着工业化的发挥咱,机床品种越来越多,技术也越来越复杂。
我国第三次工业普查的结果表明,截止到1995年底,我国机床拥有量为383.52万台,其中金属切削机床为298.39万台,已占机床总数的77.80%。
一、金属切削机床的分类、型号与主要技术参数机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
除了上述基本分类方法外,还有其它分类方法:1.按照万能性程度,机床可分为:①通用机床:这类机床的工艺范围很宽,可以加工一定尺寸范围内的多种类型零件,完成多种多样的工序。
如,卧式车床,万能升降台铣床,万能外圆磨床等。
②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺寸的一类或几类零件的一种(或几种)特定工序。
如,丝杆车床,凸轮轴车床等。
③专用机床:这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工序。
如,加工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。
它是根据特定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。
组合机床也属于专用机床。
2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。
3.按照重量和尺寸,可分为仪表机床,中型机床(一般机床),大型机床(质量大于10t),重型机床(质量在30t以上)和超重型机床(质量在100t以上)。
4.按照机床主要器官的数目,可分为单轴,多轴,单刀,多刀机床等。
CNC参数指南[1]
![CNC参数指南[1]](https://img.taocdn.com/s3/m/63d325d3360cba1aa811daac.png)
FANUC 16系统参数系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数1.SETTING 参数参数号符号意义16-T 16-M0/0 TVC 代码竖向校验O O0/1 ISO EIA/ISO代码O O0/2 INI MDI方式公/英制O O0/5 SEQ 自动加顺序号O O2/0 RDG 远程诊断O O3216 自动加程序段号时程序段号的间隔O O2.RS232C口参数20 I/O通道(接口板):0,1: 主CPU板JD5A2: 主CPU板JD5B3: 远程缓冲JD5C或选择板1的JD6A(RS-422)5: Data Server10 :DNC1/DNC2接口O O100/3 NCR 程序段结束的输出码O O100/5 ND3 DNC运行时:读一段/读至缓冲器满O OI/O 通道0的参数:101/0 SB2 停止位数O O101/3 ASII 数据输入代码:ASCII或EIA/ISO O O101/7 NFD 数据输出时数据后的同步孔的输出O O102 输入输出设备号:0:普通RS-232口设备(用DC1-DC4码)3:Handy File(3″软盘驱动器)O O103 波特率:10:480011:960012:19200 O OI/O 通道1的参数:111/0 SB2 停止位数O O111/3 ASI 数据输入代码:ASCII或EIA/ISO O O111/7 NFD 数据输出时数据后的同步孔的输出O O112 输入输出设备号:0:普通RS-232口设备(用DC1-DC4码)3:Handy File(3″软盘驱动器)O O113 波特率:10:480011:960012:19200 O O其它通道参数请见参数说明书。
3.进给伺服控制参数1001/0 INM 公/英制丝杠O O1002/2 SFD 是否移动参考点O O1002/3 AZR 未回参考点时是否报警(#90号)O 1006/0,1 ROT,ROS 设定回转轴和回转方式O O 1006/3 DIA 指定直径/半径值编程O1006/5 ZMI 回参考点方向O O1007/3 RAA 回转轴的转向(与1008/1:RAB合用) O O 1008/0 ROA 回转轴的循环功能O O1008/1 RAB 绝对回转指令时,是否近距回转O O 1008/2 RRL 相对回转指令时是否规算O O1260 回转轴一转的回转量O O1010 CNC的控制轴数(不包括PMC轴) O O1020 各轴的编程轴名O O1022 基本坐标系的轴指定O O1023 各轴的伺服轴号O O1410 空运行速度O O1420 快速移动(G00)速度O O1421 快速移动倍率的低速(Fo) O O1422 最高进给速度允许值(所有轴一样) O O1423 最高进给速度允许值(各轴分别设) O O1424 手动快速移动速度O O1425 回参考点的慢速FL O O1620 快速移动G00时直线加减速时间常数O O 1622 切削进给时指数加减速时间常数O O1624 JOG方式的指数加减速时间常数O O1626 螺纹切削时的加减速时间常数O1815/1 OPT 用分离型编码器O O1815/5 APC 用绝对位置编码器O O1816/4,5,6 DM1--3 检测倍乘比DMR O O1820 指令倍乘比CMR O O1819/0 FUP 位置跟踪功能生效O O1825 位置环伺服增益O O1826 到位宽度O O1828 运动时的允许位置误差O O1829 停止时的允许位置误差O O1850 参考点的栅格偏移量O O1851 反向间隙补偿量O O1852 快速移动时的反向间隙补偿量O O1800/4 RBK 进给/快移时反向间补量分开O O 4.坐标系参数1201/0 ZPR 手动回零点后自动设定工件坐标系O O 1250 自动设定工件坐标系的坐标值O O1201/2 ZCL 手动回零点后是否取消局部坐标系O O1202/3 RLC 复位时是否取消局部坐标系O O 1240 第一参考点的坐标值O O1241 第二参考点的坐标值O O1242 第三参考点的坐标值O O1243 第四参考点的坐标值O O5.行程限位参数1300/0 OUT 第二行程限位的禁止区(内/外)O O 1320 第一行程限位的正向值O O1322 第一行程限位的反向值O O1323 第二行程限位的正向值O O1324 第二行程限位的反向值O O1325 第三行程限位的正向值O O1321 第三行程限位的反向值O O6.DI/DO参数3003/0 ITL 互锁信号的生效O O3003/2 ITX 各轴互锁信号的生效O O3003/3 DIT 各轴各方向互锁信号的生效O O 3004/5 OTH 超程限位信号的检测O O3010 MF,SF,TF,BF滞后的时间O O3011 FIN宽度O O3017 RST信号的输出时间O O3030 M代码位数O O3031 S 代码位数O O3032 T代码位数O O3033 B代码位数O Ofanuc gm功能代码全解(叁菱也基本通用)最新fanuc数控铣床gm功能代码全解G代码组别功能附注g00 01 快速定位模态g01 直线插补模态g02 顺时针圆弧插补模态g03 逆时针圆弧插补模态g04 00 暂停非模态*g10 数据设置模态g11 数据设置取消模态g17 16 xy平面选择模态g18 zx平面选择(缺省)模态g19 yz平面选择模态g20 06 英制(in) 模态g21 米制(mm) 模态*g22 09 行程检查功能打开模态g23 行程检查功能关闭模态*g25 08 主轴速度波动检查关闭模态g26 主轴速度波动检查打开非模态g27 00 参考点返回检查非模态g28 参考点返回非模态g31 跳步功能非模态*g40 07 刀具半径补尝取消模态g41 刀具半径左补尝模态g42 刀具半径右补尝模态g43 00 刀具长度正补尝模态g44 刀具长度负补尝模态g45 刀具长度补尝取消模态g50 00 工件坐标原点设置,最大主轴速度设置非模态g52局部坐标系设置非模态g53 机床坐标系设置非模态*g54 14 第一工件坐标系设置模态g55 第二工件坐标系设置模态g56 第三工件坐标系设置模态g57 第四工件坐标系设置模态g58 第五工件坐标系设置模态g59 第六工件坐标系设置模态g65 00 宏程序调用非模态g66 12 宏程序模态调用模态*g67 宏程序模态调用取消模态g73 00 高速深孔钻孔循环非模态g74 工旋攻螺纹循环非模态g75 精镗循环非模态*g80 10 钻孔固定循环取消模态g81 钻孔循环g84 攻螺纹循环模态g85 镗孔循环g86 镗孔循环模态g87 背镗循环模态g89 镗孔循环模态g90 01 绝对坐标编程模态g91 增量坐标编程模态g92 工件坐标原点设置模态G5.1功能是在18M加工圆滑刀具轨迹,开关参数Q1/Q0注:1.当机床电源打开或按重置键时,标有"* "符号的g代码被激活,即缺省状态。
数控定梁龙门式铣镗床技术参数及商务要求
数控定梁龙门式铣镗床技术参数及商务要求一、技术参数1. X轴行程:X轴行程是指床身在X方向上能够移动的最大距离,通常以毫米(mm)为单位来表示。
这个参数决定了床身在加工过程中能够覆盖的范围。
2. Y轴行程:Y轴行程是指床身在Y方向上能够移动的最大距离,同样以毫米(mm)为单位来表示。
Y轴行程也决定了床身在加工过程中能够覆盖的范围。
3. Z轴行程:Z轴行程是指工作台在Z方向上能够移动的最大距离,同样以毫米(mm)为单位来表示。
Z轴行程决定了工作台在垂直方向上的运动范围。
4.主轴转速:主轴转速是指主轴旋转一分钟所需的时间,以转/分钟(RPM)为单位来表示。
主轴转速决定了刀具在加工过程中的切削速度,对加工质量和效率有重要影响。
5.主轴功率:主轴功率是指主轴传递给刀具的功率,通常以千瓦(kW)为单位来表示。
主轴功率越大,表示可以应对更大的切削力和更复杂的加工任务。
6. 加工速度:加工速度是指床身在加工过程中的运动速度,通常以米/分钟(m/min)为单位来表示。
加工速度高,表示能够快速完成加工任务。
二、商务要求1.技术保证:供应商需要提供相关的技术规格和参数,并确保所提供的数控定梁龙门式铣镗床符合国家相关技术标准和规定。
2.交货期:供应商需要按照合同约定的交货期限按时交付数控定梁龙门式铣镗床,以确保生产计划的正常进行。
3.售后服务:供应商需要提供完善的售后服务,包括设备安装、调试、培训操作人员以及设备保养和维修等服务,确保设备能够正常运行和使用。
4.价格和支付方式:供应商需要提供合理的价格,与质量和性能相匹配。
双方需要协商确定支付方式,并在合同中明确约定。
5.品质保证:供应商需要提供合格的产品,并符合国家相关质量标准。
同时,供应商需要提供产品质量保证承诺,确保产品的品质和可靠性。
6.其他要求:除了上述基本要求之外,采购方还可以根据具体需求提出其他要求,例如设备的外观设计、颜色等。
总结:数控定梁龙门式铣镗床的技术参数和商务要求是购买方在选择供应商和设备时考虑的重要因素。
重型龙门铣床主要技术参数

型号 X2010A X2010B X2010C X2010D X2012A X2012B X2012C X2012D X2016A X2016B X2016C X2016D X2016E X2020A X2020B X2020C X2020D X2020E X2025A X2025B X2025C X2025D X2025E X2031A X2031B X2031C X2031D X2031E 最大刨削 ( 最大加工高 加工重量 工作台面尺寸 ( 长 宽×长 ) 度 刨 / 铣 /t ×宽×厚 ) /mm /mm /mm 1000×3000 1000×4000 1000×6000 1000×8000 1250×3000 1250×4000 1250×6000 1250×8000 1600×4000 1600×6000 1600×8000 1600×10000 1600×12000 2000×4000 2000×6000 2000×8000 2000×10000 2000×12000 2500×6000 2500×8000 2500×10000 2500×12000 2500×16000 3150×6000 3150×8000 3150×10000 3150×12000 3150×16000 800 800 800 800 800 800 800 800 1120 1120 1120 1120 1120 1370 1370 1370 1370 1370 1600 1600 1600 1600 1800 1800 1800 1800 1800 1800 5 5 6 6 6 6 6 8 8 8 8 8 10 10 12 12 15 15 20 20 25 25 30 30 35 40 45 50 3000×900×200 4000×900×200 6000×900×200 8000×900×200 3000×1120×200 4000×1120×200 6000×1120×200 8000×1120×200 4000×1400×200 6000×1400×200 8000×1400×200 10000×1400×200 12000×1400×200 4000×1600×200 6000×1600×200 8000×1600×200 10000×1600×200 12000×1600×200 6000×2250×240 8000×2250×240 10000×2250×240 12000×2250×240 16000×2250×240 6000×2600×260 8000×2600×260 10000×2600×260 12000×2600×260 16000×2600×260 立柱导轨宽 /mm 380 380 380 380 380 380 380 380 430 430 430 430 430 430 430 430 430 430 560 560 560 560 560 710 710 710 710 710 导轨宽 /mm 120 120 120 120 120 120 120 120 150 150 150 150 150 150 150 150 150 150 180 180 180 180 180 220 220 220 220 220 横梁导轨宽 /mm 440 440 440 440 440 440 440 440 475 475 475 475 475 475 475 475 475 475 575 575 575 575 575 710 710 710 71 700 700 700 700 700 700 700 800 800 800 800 800 1100 1100 1100 1100 1100 1200 1200 1200 1200 1200 1300 1300 1300 1300 1300 工作台速度 级别 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 无级 范围 /(m/min) 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 0.03-30 工作精度 直线度 mm/m 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 40:00.0 电动机功率 /kw 主功率 22 30 37 45 37 37 45 45 30 45 55 75 75 55 75 75 99 75 99 99 110 110 120 90 99 110 120 120 重量 /t 净重 20 25 30 35 24 29 36 42 30 36 42 50 56 35 45 50 58 66 70 80 90 102 126 80 95 110 125 155 价格/万元 备注
进口数控机床技术参数表(3)

84602190
规格型号:
最大磨削直径或工作台宽度(用于平面、导轨磨床)
砂轮线速度
联动轴数
砂轮动平衡等级
重复定位精度
磨削工件圆度(或平面度)
磨削表面粗糙度
数控车床(含卧式、立式和车削中心)
84581100
84589100
规格型号:
最大车削直径
主轴转速
联动轴数
主电机功率
主轴最大扭矩
重复定位精度
最大压力
折弯精度
填表人:联系电话:单位公章:
主轴主高径向圆跳动
车削工件圆度
数控齿轮加工机床(含圆柱齿轮滚、
插、磨,锥齿轮切齿、磨齿等)
84614010
规格型号:
最大工件直径
最大加工齿轮模数
联动轴数
最大主轴转速
(或砂轮线速度)
最大工件重量
齿轮精度等级
齿面轮廓精度和表面粗糙度
数控镗铣床
84593100
规格型号:
镗杆直径
主轴转速
联动轴数
最大工件重量
重复定位精度
铣削平面度
数控锻压机床(含模锻、冲压等)
84621010
规格型号:
台面尺寸
工作高度
运动同步、进给与返程速度
最大压力
成型精度
数控钻床(含深孔、钻削中心等)
84592100
规格型号:
最大钻孔直径
主轴转速
最大钻削力
定位精度或孔距精度
数控折弯、剪切或矫平机床
84622190
规格型号:
门宽
左右驱动同步
重复定位精度
镗孔圆轴度
主轴主高径向圆跳动
数控冲床(含转塔、步冲等)
数控龙门加工中心HTM2028GX30标准机
合同编号: 定梁系列龙门式加工中心HTM-2028G×30技术合同宁波海天精工机械有限公司技术合同目录卖方:宁波海天精工机械有限公司买方:本技术合同包含以下内容:一、定梁系列龙门式加工中心HTM-2028G×30主要技术特点描述 (1)二、定梁系列龙门式加工中心HTM-2028G×30主要技术参数 (4)三、定梁系列龙门式加工中心HTM-2028G×30主要配置清单 (5)四、定梁系列龙门式加工中心HTM-2028G×30主要随机供应附件清单 (6)五、定梁系列龙门式加工中心HTM-2028G×30主要采购件清单 (7)六、定梁系列龙门式加工中心HTM-2028G×30系统主要功能表 (8)七、定梁系列龙门式加工中心HTM-2028G×30安装调试验收培训表 (13)八、定梁系列龙门式加工中心HTM-2028G×30客户安调准备表 (15)九、定梁系列龙门式加工中心HTM-2028G×30推荐用油和油脂表 (16)十、海天精工售后服务承诺书 (17)十一、定梁系列龙门式加工中心HTM-2028G×30设备验收精度表 (19)十二、定梁系列龙门式加工中心HTM-2028G×30机床外观图 (23)十三、定梁系列龙门式加工中心HTM-2028G×30机床吊装图 (26)卖方:宁波海天精工机械有限公司买方:签名:签名:日期:日期:一、定梁系列龙门式加工中心HTM-2028G×30主要技术特点描述作为合同依据)HTM-G定梁系列龙门式镗铣中心是海天精工在充分发挥自我优势的基础上、通过消化吸收国际先进技术,自主开发研制的工作台移动式定梁龙门系列镗铣床产品。
该系列产品在继承传统龙门机床基础框架刚性强、结构对称、稳定性强等优点的基础上,引进国际先进的动态刚性设计理念,全部采用PRO/E三维设计,机床主要结构均采用有限元分析,通过优化布筋结构,合理分布质量优化设计了移动部件。
三菱发那科常用参数对照表

1420
9
切削进给速度(G01)
2002
1421
10
手动进给速度
2002
1422
11
回参考点速度
2026
1423
12
G0 G1速度一样
PLC开关18
操作PN OVCANCEL=NO
13
主轴最低转速
3023
14
伺服通道设定
2021
1023
15
主轴通道设定
3031
16
回原点方式三轴同时回原点
1086=0
同期攻牙开启
2203
2205
轴增益
1513
同期攻牙M码指定
29=M29
1151
循圆相关参数
参数
功能
设定
2216
圆弧象限切换时凸起很大时设定此参
2227#8#9=01类型1(=10类型2)
2239
2241
2243
一般设定0
2244
一般设定0
镭射补偿相关参数
参数
功能
设定
4000
0=绝对点补偿1=增量点补偿
三菱发那科常用参数对照表
孙丽军2015/4/9
序号
参数用途及含义
三菱M70
FANUC 0i-MC/D
1
螺距
2218 2029=2218/2
1821
2
轴名称
1013
1020
3
第二原点
2038
1421
4
背隙补正
2011
1851
5
2012
1852
6
机床正负极限
2013
132072014Fra bibliotek1321
CNC加工参数表(工厂经验精髓)

CNC加工参数表(工厂经验精髓)机材切钢削速率/速度参考表刀具425R3 R55 3R1 25R55 2R1 2550R8.2 R50 201R 6R111 6R.8 012R 11R1 21R2.80 216 R0R1 58R4 6R 3R52. 5R42 R135. R2 11.R5.75 1R0.05 1 21 8 06 5 4 3.5 22 .51 1 10R2 1R005 .8R2 R805 .R61 60.5R型类转速进给率4000-050 4000-***** 540 0300 ***-*****- ***-***** 0 03000-***** 00-0120 4000 03006 ***-***** 0 *****-00 0380 *****-20 0***** 00-***** ***** 0 080-1200 3000 ***-***** 0 ***** 0320 03000 200-2805 ***-***** 0 2500-***** 2500-3000 0003 0030-305 *****-***** 0-***-***** 0-***-***** 0032-002 800 5020-00302 ***-***** -5002-***** 00-0003 0040 ***-***** 0 030-0***** 00 3000-***** 000 *****-500 ***** 3000-403 ***** ***-*****-0加深工度.500-8. 0.5-.0 8.300-. 0.2 05.-0.75 03-..5 00.510 2.0.3-0.4-0 5 .03.0-4 0..5 1.3-0.03 5.10 502-..3 0.01-05.20.21-0.15加工距间备注L01、09B2 L001B70/、9B2/B312(加长杆)延L010、70B/B29/B12(3加延长) L9杆5、6B/5B87 95、LB65B/87/1L52(斜度B7带5 L)202(≤1B0) L589、5B 3L89B5、3L8 2B4、/B503L 41(B0100) ≤铣精面B平7≤0钨钢刀R305 2.0R.4 1.R053. 10R.2高机钢速切削材速率/ 速度参考刀具4表R05.粗1 08-*****粗23 0-2800 中03 00033-0 精0 粗000-3503 中04 05-***** 精中粗050 0光面45平00 粗4 0004-050中5500 中精6 00-00700精中5 00 精0 中7 000粗7精000-0008 6中50 精精065 00中70 0 精0中0008精中9005-00100精中1010 0精精1 0200精*****精1400 0 精1800 0精1 0008精6 000精700 精280 00950- 精01000 0精*****精 1 5020 13精500 精*****精4000 1 精1450 ***** 0精中2700精7中200 精中8000 中精0800 精中95 00精中9 50 精0类型精中中精中精中精精速转1100 01300 ***-***** ***** 300 020000进率300给-3400 0200-3208 0003 0202-2500 02000 1400 502 3000 00300加工深度0.1-.15 00.-1.0210 .0-90.12 0.600.0-80. 0-0.085 .00-2.050 .0020.-400.02-0 .30加工间距备注L05B、≤03L4 5B≤、22钨刀钢L5 、B≤12 L775B(≤2)1普通机钢材切削速/率速度参考刀具表0R64 0R3 5525 R23R.8025R0.8 2R0.0 4610.4 R16R8 12R 60R5 120R1 08R4 6R 35R.25 R2 43R.5 1R2 11620 25 1 10 286 10 0R5. 80R.5类型粗粗粗中精中精中精中精中精中精中中精精中精中中精精中精中精精精精精中精中中精精中精中精中精速转*****-00 *****-500 2100-6001 000-1201 ***-*****0 13-0015-00 ***-***** -4001-100 ***-***** 0-1060 0140-***** 0031-50 0***-***** 01800-1 *****-0 ***-*****-026 0-0200 2580-30 2000-5022 0-250 0120-1400 1400-1500 05100-***** 00-***** 0 08000给进率1200-180 *****-0***** -0610 02100-400 6010-80 0*****-400 00-680 9000-***** 0-0*****-12 0 ***-*****-1 02-0601 08001-200 100-1400 000810-001 000-1200 008-***** 20-***-***** -***** 080-1000 00-8006 00-7800 400-*****- ***** 06-00 5006-00 00-340 400-500 250-350 000-***** 200 0200 00 *****-0 800 *****-0 03002 0-040 600 002-4000 3000-300 3600-04300 030-0300 *****-4003每次加深工或度间距0.81.5(深度) 0.--1.2(深度)5 .0-5.10深() 度0.-0.84深度()0 2-..20(5深) 度.0-046.(深)度02-0..24深() 度.30-0.6深度) 0.(2深(度) 03-.05.(度深) .150(度深)0.3 50-4.(间距)0. 820.-5(3距) 0间2-0..2(5距) 0.3间-.40(5距间)0 1.8-.20(5距间)0.16- .230间距( 0).1-5.2(0距)间0 .310.1-7(间) 距.12-001.6间()距0. -101.3(间)距0 .05-0.(1侧) 0刃05.0-1.(侧刃)00.-05.(侧1) 0刃.1-0.1 0.51-.01 0.28-001 0.06-..100 .51-0.0 0.21-05.02备注L203 200LL150/ 13L0L 30/0250L钻(铣杆刀) 1L05/2L02(铣钻杆) L刀120L1/582L0(0铣刀杆)钻L 10/L1710(钻铣刀杆)舍弃刀舍片刀片舍弃弃刀片L75舍1弃刀片钢刀钨钢刀钨钢刀钨钢刀钨钨刀钨钢刀钢钢刀白白钢刀钢刀白钨刀钢钨刀钢钨刀钨钢钢刀钨刀钢钨刀钢01-0..12 .20-.25 001.5-.022 0.-5.60 01.50.2 0-.40.- 0.1550.18 0.-30-4.0 .1-2.0150.0.3-0.1210. -1.120 .00-08.1 0.0-600. 8.05-0.0700 05 0.1-0..15 00.-08. 10.80-.100 0.-6.100.0 50.1 0.-500-. 0.15-0.0080. 5-0.07 0.00-4.06 00.2-0004 0..-01. 0.22-5.3 00.7-102.2 .052-0.30.170.2-2 .2-0025 .015-0..1 9.0-2.2050 1.-5.09 101.50.-8 1.0-0.15 101.50-18. 01-..051B27L 7(B5≤84 )精平面铣钢钨杆L刀615细耕作(≤90)B 钨刀钢钨钢刀杆31(B≤70) 钨钢0 刀钢钨刀杆116B≤5(0 )90、BL50 80、LB3 L45、B030≤ 38、L≤22B 50LB≤、4 L510B≤12、L 50、≤B1 L752、B70≤L7 0、≤B60 L0、6≤B50L 5、0B≤04L50、B≤35 L 50B≤、3 0L5、0≤B22 L0、B≤148 L40、≤B41 50、LB≤21L 0、钨钢刀5B ≤1 L210、B0≤06 L100、B6≤0L 00、1B≤50 L01、0≤B50L 01、0≤B0 410L0B、≤04CNC 钢料加工参数表因为铁材与铜材基本特性不同,所以必须因应材料的特性,改变切削进给率,转速切削量。
AWEA 亚崴数控龙门立式加工中心

AWEA 亚崴数控龙门立式加工中心(VP系列)1.主机规格参数说明/机器型号单位VP20121.主轴主轴马达(连续/30分钟) Kw 11/15 主轴转速rpm 10-6000主轴转速变换两档齿轮箱自动无段变速主轴内锥孔BT#50(ISO50)扭矩Nm 3352.工作范围X轴行程(工作台左右移动) mm 2000Y轴行程(主轴头前后移动) mm 1200Z轴行程(主轴头上下移动) mm 760主轴鼻端至工作台面距离mm 200-960双柱间距离mm 13003.工作台工作台尺寸(X方向) mm 2000(Y方向) mm 1100 工作台最大载重量Kg 3500T型槽尺寸DIN55201-A2标准4.进给快速进给速率X轴mm/min 20000Y轴mm/min 20000Z轴mm/min 15000 切削进给速率mm/min 1-50005.自动换刀系统刀库容量刀位30最大刀具直径/邻刀空点mm 125/215最大刀具长度mm 350最大刀具重量Kg 15刀具选刀方式固定刀套号码捷径选刀刀柄BT#50(ISO50)拉刀螺拴MAS403P50T-1(45度) 换刀时间(刀具对刀具) sec 86.机器精度定位精度mm ±0.010/全长(日本JIS标准) 重现精度mm ±0.003(日本JIS标准) 7.其他需求电力KVA 50(AC380V±10%/3相,50HZ±1HZ) 气压需求Kg/cm2 5(最少)占地面积(含操作维修)长度mm 5600宽度X高度mm 3300 X 3550机器净重Kg 15000控制器FANUC 18MCAWEA亚崴数控龙门立式加工中心(VP系列)2.控制器标准功能(FANUC 18MC)1.可控制轴数三轴Controlled axes (3Axes)(HVM:4Ax2.连动控制轴数三轴Simultaneous controllable axes (3Axes)3.最小设定单0.001mm/Least input incre4.机械锁定Machine Lock5.紧急停机功能Emergency stop6.背隙补偿Backlash compensation7.记忆式螺距误差补偿Stored pitch error compensation8.自动操作Automatic operation (memory)9.DNC操作DNC operation10.MDI操作MDI operation11.程式编号寻找Program number search12.单节序号寻找Sequence number search13.空跑Dry run14.单节Single block15.寸动进给JOG feed16.手动回原点Manual reference position return17.手轮进给一组Manual handle feed18.手轮进给量x1,x10,x100Incremental feed19.定位G00 Positioning(G01 type positioning is possible)20.正确停止模式G61 Exact stop mode21.正确停止G09 Exact stop22.直线补间G01G01 Linear interpolation23.圆弧补间G02、G03 G02、G03 Circular interpolation24.暂停时间Dwell25.跳越机能G31 Skip function26.原点复归G28 Reference position return27.原点复归检查G27 Reference position return check28.第二原点复归2nd reference position return29.快速定位G00 Rapid traverse rate30.快速移动调整Fo,25,50,100%Rapid traverse override31.自动加减速Automatic acceleration/deceleration(快速时为线性,切削时为指数)(Rapid traverse: linear, Cutting feed:exponential)32.进给率调整Feedrate override33.进给调整无效Override cancel34.EIA/ISO自动判别EIA/ISO Automatic recognition35.标示跳跃Label skip36.选择性单节跳跃Optional block skip37.加工程式号码Program number O4-digit38.单节序号Sequence number N5-digit39.绝对/增量座标程式规划G90 Absolute/G91 incrementalprogramming40.小数点输入Decimal point input41.袖珍型计算机小数点输入Pocket calculator type decimal pointinput42.加工平面选择Plane selection G17,G18,G1943.坐标系设定Coordinate system setting44.自动坐标系设定Automatic coordinate system setting45.工件坐标系G52、G53、G54Workpiece coordinate system~G5946.手动绝对ON/OFF Manual absolute on/off47.刚性攻牙Rigid tapping48.副程式呼叫Sub program call: 4 folds nested49.钻孔固定循环Canned cycles for drilling50.用R指定半径圆弧切削Circular interpolation by Rprogramming51.辅助功能锁定Miscellaneous function lock52.主轴转速码S code53.主轴转速调整Spindle speed override54.主轴定位Spindle orientation55.刀具码T code56.刀具补偿记忆量Tool offset memory57.刀具长度补偿Tool length compensation58.刀具补偿C式Cutter compensation C59.程式记忆长度Part program storage length60.存放程式个数Registered programs61.程式编辑Part program editing62.程式保护功能Program protect signal63.状态显示Status display64.目前位置显示Current position display65.程式显示Program display(Program name 31characters)66.参数设定和显示Parameter setting and display67.自我诊断功能Self-diagnosis function68.警报显示Alarm display69.历次警报记录显示Alarm history display70.历次操作记录显示Operation history display71.救助功能Help function72.执行时间和加工件数显示Run hour and parts count display73.实际切削进给率显示Actual cutting feedrate display74.伺服设定画面Servo setting screen75.中文显示Chinese display76.资料保护钥匙开关Data protection key 3 types77. 荧幕显示消失Erase CRT screen display78. 8.4”彩色液晶标准面板Setting and display unit8.4”colorLCD/MDI (standard size)79. RS232-C通讯介面RS232-C interfaceAWEA 亚崴数控龙门立式加工中心(VP系列)供货范围: 本报价书所提供的为亚崴最新型一体式结构的VP系列龙门立式加工中心配上如附件二B电脑数控装置基本功能及下列附件.1.主轴两档无段变速齿轮箱2.主轴温度控制系统3.刚性攻牙4.中央集中自动润滑系统5.切削液系统(含泵及储存箱)6.清洁用水枪7.润滑油收集系统8.全封式防溅护罩9.双螺旋式铁屑输送器10. 链式铁屑输送机及铁屑收集车11. 双臂式自动刀具交换系统12. 脚踏自动松刀开关13. 密闭式电气箱及热交换器14. 可移动式手摇线控手轮15. 工作灯16. 程式结束及警示灯17. RS-232接口18. 基础螺栓及水平调整螺丝19. 调整用工具一套20. 电源变压器(380V->220V)AWEA 亚崴数控龙门立式加工中心(VP系列)4.机器特性1.同级机器中超大加工宽度能力,利于大型工件加工.2. 物超所值的完整标准附件:全封式护罩,主轴温控,刚性攻牙等. (详如型录)3. 高刚性高稳定性龙门结构A.床身采用一体式铸造,提供稳定的精度及刚性基础.B.双立柱及门桥为整件式高级铸铁一体成型,相较于传统三件组合式的结构,有绝佳的刚性及稳定性.另外立柱采垂直面方式与底座结合,比传统侧锁式更可确保整体几何精度.C.门桥采方型箱式构造,且上轨与下轨之间采段差设计,可使切削力力矩及自重所产生的主轴头前倾量减到最小.4. 中心对称的主轴头(Z轴)设计A.方型箱式构造的主轴头较一般C型机的主轴头可提供更佳的刚性及稳定性,而且不会有主轴头颈部与工件干涉的问题.B.Z轴导螺杆,主轴位于主轴头中心,不会因偏移造成受力不均及热变形移位相象.C.采用双油压缸配重,且位于双轨附近,不会造成颠覆力矩,有最佳的上下精度.D.标准的15/20马力主轴配合两档无段变速齿轮箱,提供最适当的切削能力.E.标准的主轴油冷温控系统,可保持高速运转时之精度.F.配有主轴润滑监测系统以确保主轴轴承及齿轮的适当润滑.5. 主轴中心到Z轴滑动面之距离较短,而且主轴位于两轨中心,可确保主轴在加工时之稳定性及精度.6. 采浮动式主轴抓松刀装置,不会施力于主轴上,可长保主轴精度.7. 特殊设计的进给系统自动润滑系统,润滑油与切削液分开,单独收集可确保切液的稳定性及工作环境的清洁.8. 精密轮磨的工作台,作为机器精度基准,精密度可靠稳固.9. 20米/每分钟(X,Y轴)的快速移位,提高加工效率.10.X,Y轴采用日本先进重负荷型线性滑轨与方轨贴塑比较.A.磨擦系数为贴塑的1/10以下,能源消耗低,磨擦热量小,精度高.B.经过预压(类似主轴轴承,滚珠导螺杆),磨耗小,可耐用10年,不需每年调整间隙(贴塑每年会磨耗,必须做间隙调整).C.有最佳的定位精度及动态反应性,可高速进行精确3-D曲面加工.11.刀库容量有30把及40把选择.12.安全防溅护罩侧端可完全向下翻转,有利于工件的装卸.13.电气箱采全密闭式循环热交换系统,内部配线均参考德国工业安全标准,电源部分与讯号线区隔,以增加机器使用上的安全.完整的周边配套系统包含第四轴,电子模具仿形,自动刀长量测等.健全完善的员工自我质量保证生产流程以确保机器的稳定.拥有最佳精度-无光学尺JIS ± 0.010mm/全长VDI P 值0.025mm/全长- 有光学尺JIS ± 0.008mm/全长(选购) VDI P 值0.020mm/全长※台湾唯一获得德国TUV CERT ISO 9001 质量保证及ISO 14001环保管理的专业龙门机床厂.AWEA 亚崴数控龙门立式加工中心(VP系列)5.技术文件1.地基图2.机器操作及维修说明书3.电脑数控程式操作手册4.电脑数控硬体及软体维护手册5.电气电路图6.参数图及阶梯图7.机器精度检测记录AWEA 亚崴数控龙门立式加工中心(VP系列)6. 安装调试及售后服务由北京亚崴技术服务部人员到客户指定工厂进行机械安装调试,同时进行机器操作及维修训练.(5个工作天)验收主机依下列标准方式验收1.主要零组件控制器来源证明资料及目视检查.2.设备运转状况检查,依据亚崴标准测试程式或其他经双方议定之程式.3.性能验收,依据控制器购买之功能测试.4.机器精度验收,本公司提供出厂精度证明,经双方议定得以随机方式抽验,但抽验所需量具由买方负责.※如果因买方要求增加教育训练时数或采工件实作方式验收,除了有关刀具、夹治具、工艺分析及编程由买方自行负责外,卖方工程人员或其指定的服务人员因为提供此服务所增加的工作天数买方必须额外支付每一工作天美金300元.售后服务1.机械部分保固期限由机器验收合格日起算一年.2.数控装置保固期限由机器验收合格日起算二年.3.经查证若为使用单位使用不当或改装后所造成之非自然损坏,不在以上保固范围内,用户必须支付所有维修成本.4.北京亚崴技术服务部(设立于北人印刷机械股份有限公司)总经理: 张贵祥地址: 北京市朝阳区广渠路南侧44号邮编: 100022电话: (010) 67737711 转6134, 3252传真: (010) 67763084AWAE亚崴机电股份有限公司随机易损件清单适用机型:VP系列控制器:FANUC-18M项次项目件号规格数量单位1滤油罐4578008FPC-061件2紧急开关T7300082洋菇型,∮25,1a1b,1件3保险丝T74200451A 250V 30mm5件4保险丝T47200473A 250V 30mm3件5保险丝T74200505A 250V 30mm3件6保险丝T742005110A 250V 30mm3件7电缆T7840097RS232,10M,25-25PIN1件8控制器保险丝组A02B-0200-K1011组9A60L-0001-0046/5A 110A60L-0001-0075/5A111A60L-0001-0245/GP75112保险丝(SVM)A06B-6073-K250A60L-0001-0290/LM32C1件13保险丝组(PSM)A06B6077-K2501组14A60L-0001-0175/2.0A115A60L-0001-03591总计AWEA亚崴龙门主要零件来源(VP系列)名称厂牌备注CNC控制器日本/ FANUC德国/ SIEMENS选购件德国/ HEIDENHAIE选购件光学尺德国/ HEIDENHAIE选购件滑轨与滑座日本/ THK滚珠导螺杆台湾/ HIWIN主轴轴承德/ FAG,日/ NSK自动润滑器日本/ SHOWA切削液泵丹麦/ GRUNDFOS高压切削泵浦丹麦/ GRUNDFOS选购件主轴温控机台湾/ 哈伯,威士顿油压泵及控制阀日本/ DAIKIN气压控制阀台湾/ 宜昌切削水控制阀意大利/ ODE驱动气压缸台湾/ 长拓,HINAKA切削液过滤器德国/ MAHLE选购件高速回转接头美国/ DEUBLIN选购件变压器台湾/ 清中计时器日本/ OMRON电磁接触器法国/ 特利美电磁开关法国/ 特利美无熔丝开关台湾/ 台安端子台德国/ WAGOPCB RELAY日本/ 富士通热交换机台湾/ 哈伯,威士顿突波吸收器日本/ MARCON军用接头日本/ HRS电缆线组合台湾/ 新光面板压扣开关日本/ FUJI波段开关日本/ TOUSOKU警士灯台湾/ 山河手摇脉波产生器日本/ MAXMAR方型连接器德国/ WIELAND塑胶软管接头德国/ FLEXA HONDA接头日本/ HONDA极限开关日本/ OMRON近接开关日本/ OMRON。
【机床知识】大型龙门式动梁机床同步调整技术

【机床知识】大型龙门式动梁机床同步调整技术大型龙门式动梁机床的 W 轴多采用同步驱动技术,也就是常说的龙门同步功能。
具体步骤如下:一、参数部分1.设定选项参数MD19310[0]设为1 龙门同步轴功能有效.2.基本相关参数(1)MD37100:龙门同步轴类型,由十位A 和个位B 组成,即AB其中,A=0 主动轴A=1 同步轴B=0 无龙门同步轴B=1 龙门同步组1B=2 龙门同步组2……最多可以有8 组龙门同步轴(每组一个主动轴,一个同步轴)也就是说,MD37100=0 无龙门同步轴MD37100=1 龙门同步组1 的主动轴MD37100=11 龙门同步组1 的同步轴MD37100=2 龙门同步组2 的主动轴MD37100=12 龙门同步组2 的同步轴MD37100=3 龙门同步组3 的主动轴MD37100=13 龙门同步组3 的同步轴……若该参数设置有误,会出现10650“通道 %1 轴 %2 龙门机床数据错误,错误代码%3”或10651“通道%1 龙门同步配置错误,错误代码%2”报警。
GMCwmh 系列机床W1 的MD37100 设为2,W2 的MD37100设为12;GMCw 系列机床W1 的MD37100 设为1,W2 的MD37100 设为11。
(2)MD37110:龙门同步的主动轴和同步轴之间位置偏差警告极限值超过此值会输出10652“通道 %1 轴 %2 龙门同步超过警告极限”报警,龙门同步无法正常启动,W1、W2 不能同步运行,当偏差极限小于该参数中设定值后,龙门同步自动重新启动。
要求W1、W2 的MD37110 设定的数值相同,且大于0。
此值依据龙门跨距不同会有变化,标准为:0.05mm/1000mm。
(3)MD37120:龙门同步启动后的主动轴和同步轴之间位置误差(回参考点后的误差)两轴的位置误差超出该参数的设定值后,输出10653“通道%1 轴 %2 超过同步误差极限”报警,龙门同步轴停止,防止机床损坏。
3317龙门加工中心参数

本文由伯特利数控(Bethel CNC)编辑,转载请注明!
标准配置:
半封闭防护罩
切屑液系统
工具箱和随机技术文件
主轴6000RPM
电气柜空调
地基垫铁和调整螺栓
主轴油冷机
主轴锥孔清洁空气
高压水枪
刚性攻牙
机床照明LED工作灯
清洁气枪
USB,CF卡和以太网接口
豪华不秀钢三Biblioteka 警示灯操作维修手册自动润滑油系统
电子手轮
控制电路资料
可选配置:
24把圆盘刀库
主轴转速8000RPM
V3317龙门加工中心相关参数
本文由伯特利数控提供,伯特利数控(Bethel CNC)致力于加工中心、钻攻中心、精雕机、石墨机。更多详细相关资料请进入伯特利数控(Bethel CNC)查阅。
V3317型机床参数:
系统控制器
三菱系统控制器M70 /发那科系统控制器0i
行程
X轴行程
3300mm
Y轴行程
1600mm
Z轴行程
800mm
主轴
主轴规格
BT50/Φ190mm
主轴传动方法
直联式
主轴转速
6000rpm
主轴功率
18.5/22kw
轴向传动方式
X轴传动方式
齿轮传动(1:4)
Y轴传动方式
齿轮传动(1:3)
Z轴传动方式
齿轮传动(1:3)
进给
X/Y/Z轴快速进给
15/20/15m/min
加工进给速度
1-10000mm/min
精度
定位精度
±0.005/300
重复定位精度
±0.005
工作台
工作台尺度
龙门系列机床的使用说明技术参数组装技术保养知识.doc

龙门系列机床的使用说明技术参数组装技术保养知识龙门铣床广泛运用在航空、汽车、精密模具与零件加工工业,提供可靠性高的机械系统与多样选择性、容易操作的软件界面,彻底实现高精度梦想。
◆机床床身、立柱、横梁、滑鞍、主轴箱采用树脂砂造型的高强度米汉纳铸铁以及合理的布筋结构,刚性好、稳定性强。
◆机床采用龙门定梁框架结构,具有良好的刚性和精度保持性。
◆最佳住轴配置,主轴中心线紧靠Z轴导轨,大幅度减少因热变形的影响及切削力矩所产生的弯曲变形,确保最佳精度。
◆Z轴进给设计采用双油缸配重平衡紧靠运动重心位置,驱动螺杆及主轴马达中心之最佳配置以排除不平衡力矩产生,滑鞍设有可调间隙压板,有利于提高定位精度。
◆主轴采用油冷机循环冷却保证了主轴的高精度。
◆采用定时定量自动润滑装置,磨耗小,适合长时间作业要求。
部位项目单位DMV-4000行程X轴行程mm4200Y轴行程mm2500Z轴行程mm800主轴鼻端到工作台距离mm200-1000门柱宽mm2600工作台工作台尺寸mm4000?2000工作台负荷Kg12000工作台T型槽(槽宽?槽数)24?8主轴主轴锥度BT50主轴转速RPM3000主轴最大输出扭矩Nm750进给X轴快移速度m/min10Y轴快移速度m/min10Z轴快移速度m/min10切削进给速度mm/min10000手动进给速度mm/min0-1260伺服马达主轴马达输出功率kw18.5/22X轴马达输出功率kw6Y轴马达输出功率kw4Z轴马达输出功率kw7定位精度?0.003mm/300mm重复定位精度?0.002mm部位项目单位DMV-4000油压单元油压马达输出kw3.7油压泵吐出量1/min26.6操作压力kg/cm250油压泵最大压力kg/cm285油压箱容量Liters63冷却单元冷却水马达输出kw0.56水泵吐出量m3/h5水泵最大压力kg/cm220水箱容量Liters300集中润滑单元润滑油泵马达W35润滑油泵输出量cc/min108润滑油泵压力kg/cm225油箱容量Liters10主轴冷却单元冷却能力Kcal/hr1765-2000冷却油箱容量Liters30其它项目空压需求Kg/cm26电力需求KVA60概略机械重量Kg38000机械外观尺寸(长)mm10500机械外观尺寸(宽)mm5800机械外观尺寸(高)mm5400标准附件:自动润滑装置主轴推拨清洁吹气工具箱切削冷却系统分离式手轮主轴冷却系统半封闭护罩工作灯地基水平垫块及调整螺栓RS-232传输装置电气箱热交换器推屑螺杆及铁屑输送机三色警示灯龙门铣床型号规格:工作台面宽≥2000mm(一)加工精度1、平面度(mm)<0.01 0.015 0.022、定位精度(mm/1000mm)0.0150.03>0.045 3、表面粗糙度Ra值(μm)0.8~1.61.6~2.5>2.5(二)自动化程度1、镗铣头多功能、大功率交流宽调速滑枕式多功能、大功率交流宽调速滑枕式普通滑枕式套筒式2、横梁自动调平并联动有无3、自动定量定程定时润滑有点动润滑油枪润滑4、控制系统及联动轴数三坐标以上联动有坐标联动无数控,有数显无数控,无数显(三)噪声dB(A)≤80 81~8283~84>85设备名称:龙门铣床型号规格:工作台面宽≥2000mm计量单位:台(一)加工精度1、平面度(mm)<0.01 0.015 0.02 0.02 2、定位精度(mm/1000mm)0.015 0.03 0.045>0.045 3、表面粗糙度Ra值(μm)0.8 0.8~1.6 1.6~2.5>2.5(二)自动化程度1、镗铣头多功能、大功率交流宽调速滑枕式多功能、大功率交流宽调速滑枕式普通滑枕式套筒式2、横梁自动调平并联动有有无无3、自动定量定程定时润滑有有点动润滑油枪润滑4、控制系统及联动轴数三坐标以上联动有坐标联动无数控,有数显无数控,无数显(三)噪声dB(A)≤80 81~82 83~84>85产地:河北泊头型号:各种规格应广大用户需求为方便用户,本厂生产落地式端面铣床`龙门铣床落`地镗床等机床裸机,对方出图均可生产。
龙门加工中心技术协议详情

合同编号:GMC308MS龙门加工中心技术协议一、设备技术描述、参数与配置二、设备主要零部件品牌三、SIEMENS 840Dsl系统主要功能表四、制造厂商培训五、设备推荐用油和油脂表六、设备客户安调准备表七、设备通用要求与安装、调试八、设备验收九、质量保证十、其他十一、机床外观图甲方〔买方〕:乙方〔卖方〕:代表:代表:年月日年月日一、设备技术描述、参数与配置1、设备技术描述GMC3080MS型龙门加工中心主要适用于航空、航天、汽车、军工、能源、信息、模具等行业的零件加工。
以加工黑色和有色金属大中型复杂零件为对象,具有高精度、高速度、高柔性、环保等特点。
其性能指标和精度指标完全符合国家标准。
产品经模块化设计,可以按市场需求进展产品系列化和客户化制造,其良好的性能价格比是国内外客户的最优选择。
整机结构:机床采用龙门框架移动,工作台固定的结构。
根底大件均采用优质树脂砂造型、高强度铸铁材料铸造而成,使机床得到高刚性和稳定的精度。
主要铸件均经过有限元分析,筋格布置合理,充分满足机床高扭矩切削的需要。
主轴箱:主轴箱采用方滑枕结构,选用进口主轴,扭矩大、转速高、噪音低,充分满足镗铣与钻孔加工要求。
配置西门子系列主轴电机,满足低速恒扭矩和高速恒功率切削需要。
外置编码器,对主轴的位置进展准确反应,满足刚性攻丝的需要。
油冷却机对主轴降温,提高轴承使用寿命,降低主轴热变形对加工精度造成影响。
导轨:床身导轨〔X轴〕为重载滚柱直线导轨,摩擦力小、承载能力强、高速振动小、低速无爬行、定位精度高。
横梁导轨〔Y轴〕为铸铁镶钢导轨,并且设置了卸荷机构,INA滚动体与滑动导轨组成复合导轨,减少了滑动摩擦阻力,提高机床定位精度和重复定位精度。
主轴箱导轨〔Z轴〕为四面封闭式环抱滑动导轨,即铸铁贴塑摩擦副,有良好的吸振性,保证加工时切削平稳,特别适用于主轴伸长强力铣削,大孔镗削与使用角度头的五面加工。
驱动:X、Y、Z三个坐标轴均采用西门子系列进给电机驱动,三轴均标配光栅尺,稳定性能好,运行可靠。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
半封闭防护罩
切屑液系统
工具箱和随机技术文件
主轴6000RPM
电气柜空调
地基垫铁和调整螺栓
主轴油冷机
主轴锥孔清洁空气
高压水枪
刚性攻牙
机床照明LED工作灯
清洁气枪
USB,CF卡和以太网接口
豪华不秀钢三色警示灯
操作维修手册
自动润滑油系统
电子手轮
控制电路资料
可选配置:
24把圆盘刀库
主轴转速8000RPM
精度
定位精度
±0.005/300
重复定位精度
±0.005
工作台
工作台尺度
1500*3300mm
T型槽规格
8*22*170mm
工作台最大负载(均匀散布)
10000kg
其他
机床最大重量
26000kg
机床尺度
8700*4700*4550mm
注:本公司对所有产品标准、机器外观,产品规格均不断研究改善,上述标准只做参考,若有变更,恕不另行通知。
Z轴行程
800mm
主轴
主轴规格
BT50/Φ190mm
主轴传动方法
直联式
主轴转速
6000rpm
主轴功率
18.5/22kw
轴向传动方式
X轴传动方式
齿轮传动(1:4)
Y轴传动方式
齿轮传动(1:3)
Z轴传动方式
齿轮传动(1:3)
进给
X/Y/Z轴快速进给
15/20/15m/min
加工进给速度
1-10000mm/min
V3317龙门加工中心相关参数
本文由伯特利数控提供,伯特利数控(Bethel CNC)致力于加工中心、钻攻中心、精雕机、石墨机。更多详细相关资料请进入伯特利数控(Bethel CNC)查阅。
V3317型机床参数:
系统控制器
三菱系统控制器M70 /发那科系统控制器0i
行程
X轴行程
3300mm
Hale Waihona Puke Y轴行程1600mm排屑器
本文由伯特利数控(Bethel CNC)编辑,转载请注明!