华锐风机偏航系统滑动衬垫更换方案
某风机偏航衬垫更换改造项目的施工安全技术措施分析

钢、奥氏体-铁素体不锈钢容器的对接和角接头表面应进行渗透检测”,设备主体纵、环缝探伤按100%RT-Ⅱ级+100%PT-Ⅰ级合格,角接头按100%PT-Ⅰ级合格。
主体纵、环焊缝RT拍片合格率98%,封头及主体焊接试板试验结果合格,说明所编制焊接工艺合理。
4结论(1)焊接时采用小线能量、快速焊,多层、多道焊,严格控制道间温度不大于150℃,对坡口及焊丝认真进行清理,控制污染。
选用合理的焊接材料,严格控制焊缝铁素体含量4%~8%,既满足了低温奥氏体不锈钢低温冲击韧性要求,又降低了生产成本。
(2)采用钨极氩弧焊+手工电弧焊+埋弧焊综合焊接方法焊接大型低温塔器,提高了生产效率,降低了焊工的劳动强度。
(3)焊缝外观成型质量良好,受到客户一致好评,设备安全运行至今。
[参考文献][1]压力容器:GB150.1~GB150.4—2011[S].[2]李平瑾,徐道荣.锅炉压力容器焊接技术及焊工问答[M].北京:机械工业出版社,2004.[3]徐文晓,徐文慧.奥氏体不锈钢容器的焊接[J].焊接技术,2006,35(5):26-27.[4]周振丰,张文钺.焊接冶金与金属焊接性[M].2版.北京:机械工业出版社,1994.[5]AVERY R E,PARSONS D.Welding Stainless and9%NickelSteel Cryogenic Vessels[J].Welding Journal,1995,74(11):45-50.收稿日期:2018-04-20作者简介:陈蒙蒙(1984—),男,河南商丘人,工程师,研究方向:金属材料焊接。
某风机偏航衬垫更换改造项目的施工安全技术措施分析胡玉辉(国华爱依斯(黄骅)风电有限公司,河北沧州061100)摘要:风机偏航系统是风机中的重要组成部分,风机偏航中的噪声问题会对风机现场作业造成一定影响。
鉴于此,重点分析了某风机偏航衬垫改造项目的技术方案,同时分析了该改造项目的施工质量安全问题及管理措施,以期为后期的相关研究提供一些参考与借鉴。
偏航衬垫技术磨损技术分析
SL1500风力发电机组偏航滑动衬垫磨损分析北京浦洋能源科技有限公司2015-9-1一、总则目前国内生产的华锐1.5MW型风力发电机组,由于其设计、效率等多方面原因,在对风偏航时,偏航滑垫与大齿圈滑动时发出刺耳的尖啸噪音,最大噪音前度达到90dB以上,严重时伴有机舱振动,易引起机组机械件松动,电气接触不良等问题发生,另外由于沿海区域齿圈生锈较为严重,滑动垫块磨损速度较快,给风电场机组造成严重的安全隐患。
在新户风电场偏航衬垫巡检过程中,发现共有64台风机偏航衬垫磨损严重,更换过程中发现偏航衬垫磨损严重的原因有以下几点:二、磨损原因SL1500风力发电机组具体磨损原因如下:1、现场的复杂工况不同,机组频繁对风偏航、变桨,导致偏航衬垫磨损加剧。
1.1、沿海地区盐雾、多雨。
机舱漏水、偏航卡钳里的碟簧、压板出现不同情况的进水情况,导致卡钳、偏航齿圈有锈蚀,加速偏航衬垫磨损。
1.2、内陆区域、天气干燥、偏航齿圈灰尘较多,使偏航时阻尼力得不到均衡。
需要对偏航系数跟踪。
如图:1.3、定期维护中,对偏航衬垫没有正确的维护,不能及时清理磨损掉的杂质,加剧了偏航衬垫的磨损。
1.4、因风场的特殊地理要求,偏航功率调节不好,也会一定程度上对偏航衬垫造成影响。
三、解决办法1、偏航衬垫是易损件,在其有效的摩擦范围内可以执行其本身自有功能,但是因风场的复杂工况不同导致偏航衬垫有不同程度的磨损,其本身的特性失效,导致有些磨损很严重,严重时需更换。
2、平时的维护不是很重视,也是磨损严重的原因。
需要对偏航衬垫进行一定程度上的跟踪维护。
3、偏航衬垫2、总体结论:偏航衬垫是易损件,在其有效的摩擦范围内可以执行其本身自有功能,但是因风场的复杂工况不同导致偏航衬垫有不同程度的磨损,其本身的特性失效,导致有些磨损很严重。
还有平时的维护不是很重视,也是磨损严重的原因。
需要对偏航衬垫进行一定程度上的跟踪维护。
华锐SL1500风电机组基础知识-偏航系统教材

华锐风电科技有限公司
1
一. 偏航系统结构
侧面轴承
偏航驱 动装置
滑垫保 持装置
偏航大齿圈 2
侧面轴承
塔筒 偏航大齿圈 侧面轴承
3
侧面轴承:
共6个(前侧2个,后 侧4个)。
有5个沉孔,用于放 置定位销、圆形弹簧和压 板。
滑动衬垫:
是特殊材料制作的圆形垫片,具有自润滑的功能,
叶片位于工作位置和顺桨位置之间的任何位置
5-分钟 平均值(平均风速) 10 m/s
5-秒 平均值 (阵风速度) 19 m/s
叶片位于顺桨位置(当叶轮锁定装置启动时不允许变桨)
5-分钟 平均值(平均风速) 18 m/s
5-秒 平均值 (阵风速度) 27 m/s
10
维护时风机的要求
• 使风力发电机停止工作,各制动器处于制动状态 并将叶轮锁锁定。
在滑动过程中滑动垫片产生润滑物质,无需加注润滑 油。
圆弹簧:
放在定位销上的,每个定位销共有8个圆弹簧,
分两组背靠背放置。
4
滑垫保持装置: 后侧有四个滑垫保持装置,如图(左),
前侧有两个滑垫保持装置,如图(右), 凹槽 用于粘结滑动垫片。
5
偏航驱动装置
数量:4个 结构: • 偏航电机:内部有温度传感 器,控制绕组温度 • 偏航齿轮箱:行星式减速机 • 偏航小齿轮
12
偏航驱动装置的维护检修
• 检查外表面 • 检查电缆接线 • 检查齿轮箱的油位计 • 检查齿轮箱是否漏油 • 检查齿轮箱运行是否噪音过
大
13
• 加油与放油
14
偏航小齿轮与偏航大齿圈的维护
• 检查啮合齿轮副的侧隙 • 检查轮齿齿面的腐蚀、破坏情况
华锐SL1500风电机组基础知识-偏航系统[材料浅析]
![华锐SL1500风电机组基础知识-偏航系统[材料浅析]](https://img.taocdn.com/s3/m/4db23087b14e852458fb57b6.png)
• 当处理偏航齿轮箱润滑油时,必须配戴安全器具。
重点资料
11
表面检查
• 风机偏航时检查是否有异常噪声,是否能精确对 准风向;
• 检查侧面轴承和齿圈外表是否有污物,检查涂漆 外表面是否油漆脱落;
• 驱动装置齿轮箱的润滑油是否渗漏; • 检查电缆缠绕情况、绝缘皮磨损情况。
SL1500风电机组偏航系统
华锐风电科技有限公司
重点资料
1
一. 偏航系统结构
侧面轴承
偏航驱 动装置
重点资料
滑垫保 持装置
偏航大齿圈 2
侧面轴承
塔筒 偏航大齿圈 侧面轴承
重点资料
3
侧面轴承:
共6个(前侧2个,后 侧4个)。
有5个沉孔,用于放 置定位销、圆形弹簧和压 板。
滑动衬垫:
是特殊材料制作的圆形垫片,具有自润滑的功能,重点资料 Nhomakorabea12
偏航驱动装置的维护检修
• 检查外表面 • 检查电缆接线 • 检查齿轮箱的油位计 • 检查齿轮箱是否漏油 • 检查齿轮箱运行是否噪音过
大
重点资料
13
• 加油与放油
重点资料
14
偏航小齿轮与偏航大齿圈的维护
• 检查啮合齿轮副的侧隙 • 检查轮齿齿面的腐蚀、破坏情况
重点资料
15
滑动垫片
• 要定期检查滑动衬垫的磨损情况,当磨损量超过 4mm 时应予以更换。
重点资料
16
接近开关
• 检查接近开关和偏航齿圈齿顶间的间隙。(2.0mm 至4.0mm)
重点资料
17
重点资料
6
风速风向仪
华锐风机偏航系统滑动衬垫更换方案

偏航系统滑动衬垫更换步骤工具:千斤顶,顶升轴,侧面轴承支撑架,拆卸螺侧面轴承更换工装一套(100T活扳,记号型锁扣,撬棍,?栓一套),液压千斤顶,1.5t吊葫芦,钢丝绳,O55个,驱动方电动冲击扳手,50开口2套筒,笔,液压站,3MXT扳头,55就内六角,对中垫片若干。
1套,4mm敲击扳手2个,小棘轮更换步骤:前期准备工作:在将滑动衬垫用LOCTITE496黏贴在滑垫保持装置和滑动衬垫压板上,1.LOCTITE496。
滑垫保持装置上涂抹下表面滑动衬垫的黏贴a打磨并清理下表面滑动衬垫压板将胶水涂成米字形的滑垫装入将胶水涂抹到滑动衬垫压板上,涂成米字形,将直径为110mm 度,以保证胶水在滑垫和垫板均匀分布。
垫板上,用手压紧滑垫左右旋转180 上表面滑动衬垫的黏贴b.将滑垫安装槽清理干净在滑垫安装槽内将胶水涂成“米”字形的滑动衬垫装入安装槽,用力压紧,并左右旋转,以保证100mm将直径为胶水在滑垫和保持装置之间均匀分布。
具体更换步骤:更换前的准备工作:型锁扣将1.将机舱吊车旋臂梁支架旋转至机舱爬梯口上方,用钢丝绳和O固定机舱内小吊车旋臂支葫芦吊装上,葫芦吊挂钩应置于机舱爬梯口中心位置,架。
如图所示:形环定钢丝钢丝绳与葫芦相连.机舱偏航,使得侧面轴承正下方错开塔筒吊物口和塔筒爬梯口。
2)松开至能M303.将靠机舱爬梯口边的三个侧面轴承的预紧力调节螺栓(我们将靠近机舱爬梯边齿轮箱侧的侧手动旋转状态。
同时将六个侧面轴承编号,2-6。
面轴承标号为1,随后将其余侧面轴承逆时针依次编号为3 4521 6.将侧面轴承调整工装的圆钢穿于两侧偏航电机下部的主机架圆孔中,将4详情如千斤顶应放置在靠近齿轮箱侧的偏航电机附近。
千斤顶放于偏航齿圈上,下图所示:上滑动垫片的更换步骤:1侧面轴承号侧面轴承紧固螺栓松开至可以用电动扳手拆卸(不要松的1用液压站将1.,随后将此侧面轴承两边的紧固螺栓用电动冲击扳手太多,以防侧面轴承掉落)卸下。
华锐风机检修规程
华锐SL-1500机组检修规程..目录1.围 (1)2.规性引用文件 (1)3.总则 (1)4.技术规 (2)4.1 基本数据 (2)4.2 简介 (3)4.3 主要材料表 (10)4.4 振动设计标准 (10)4.5 机组的功率曲线 (10)5.维护项目、周期、标准 (12)5.1 维护检修周期 (12)5.2 维护检修项目 (12)6.控制系统 (12)6.1 主控柜 (12)6.2 其它设备 (13)7.制动器系统 (13)7.1 简介 (13)7.2 检查与维护 (15)8.偏航系统 (18)8.1 简介 (18)8.2 检查与维护 (19)8.3 偏航系统维修拆装 (25)8.4 检查维护装置 (26)8.5 风速风向仪检查维护 (27)9.变桨系统 (28)9.1 概述 (28)9.2 变桨系统主要部件 (29)..9.4 变桨轴承检修 (30)9.5 变桨电机检修 (34)9.6 变桨齿轮箱 (35)9.7 变桨控制 (38)9.8 轮毂 (41)9.9 轮毂部件明细 (43)10.防雷接地系统 (45)10.1 叶片接闪器 (45)10.2 叶轮接地碳刷 (46)10.3 塔筒接地连接 (46)10.4 机舱接地 (46)10.5 机组接地网 (46)11.SCADA系统 (46)11.1 监控设备及软件 (46)11.2 监控软件WPM简介 (49)11.3 SCADA维护项目 (50)11.4 UPS电源维护项目 (50)11.5 通讯检修项目 (51)12.叶片 (53)12.1 简介 (53)12.2 技术参数 (54)12.3 检查与维护 (54)12.4 工具 (59)13.齿轮箱 (60)13.1 简介 (60)13.2 维护与维修 (61)13.3 设备拆卸及更换 (67)14.齿轮箱油冷却润滑系统 (68)..14.2 冷却过程 (69)14.3 维护与维修 (71)14.4 拆卸及更换 (72)14.5 零部件清单 (73)15.联轴器 (73)15.1 简介 (73)15.2 检查与维护 (74)15.3 设备拆卸及更换 (76)15.4 清单 (79)16.发电机 (79)16.1 概述 (79)16.2 发电机参数 (80)16.3 表面涂层维护要求 (82)16.4 发电机尺寸图 (83)16.5 发电机安装图 (84)16.6 紧固件维护 (85)17.变频系统 (86)17.1 柜体 (86)17.2 接线端子 (86)17.3 冷却系统 (87)17.4 配电柜 (87)17.5 预充电系统 (87)18.塔筒及基础 (87)18.1 检查维护 (87)18.2 基础检查容 (90)19.电缆 (90)19.1 690V电缆 (90)19.2 400V电缆 (90)..20.机舱其它附属设备 (91)20.1 提升机 (91)20.2 照明 (91)20.3 振动传感器 (91)20.4 机舱弹性支撑 (91)21.附件 (92)..1.围2.规性引用文件下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
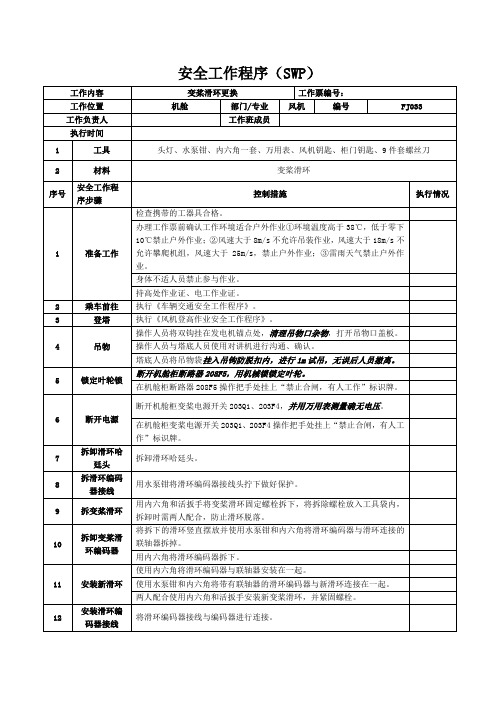
风机变桨滑环更换SWP
工作内容
变桨滑环更换
工作票编号:
工作位置
机舱
部门/专业
风机
编号
FJ033
工作负责人
工作班成员
执行时间
1
工具
头灯、水泵钳、内六角一套、万用表、风机钥匙、柜门钥匙、9件套螺丝刀
2
材料
变桨滑环
序号
安全工作程序步骤
控制措施
执行情况
1
准备工作
检查携带的工器具合格。
办理工作票前确认工作环境适合户外作业①环境温度高于38℃,低于零下10℃禁止户外作业;②风速大于8m/s不允许吊装作业,风速大于18m/s不允许攀爬机组,风速大于25m/s,禁止户外作业;③雷雨天气禁止户外作业。
拆卸滑环哈廷头。
8
拆滑环编码器接线
用水泵钳将滑环编码器接线头拧下做好保护。
9
拆变桨滑环
用内六角和活扳手将变桨滑环固定螺栓拆下,将拆除螺栓放入工具袋内,拆卸时需两人配合,防止滑环脱落。
10
拆卸变桨滑环编码器
将拆下的滑环竖直摆放并使用水泵钳和内六角将滑环编码器与滑环连接的联轴器拆掉。
用内六角将滑环编码器拆下。
退出叶轮锁定销,摘下机舱柜断路器208F5操作把手处挂上“禁止合闸,有人工作”标识牌,合上机舱柜断路器208F5。
15
测试
重启主控,通过监控界面确认变桨信息正常。
16工作Βιβλιοθήκη 束清点工具,并做到工完料尽场地清。
17
下塔
执行《风机登高作业安全工作程序》。
18
返程
执行《车辆交通安全工作程序》。
增加或补充的措施(使用时视工作情况如有需要补充则填写)
执行情况
更换偏航衬垫

(更换偏航衬垫)检修工序卡负责人:时间:年月日序号工序更换偏航衬垫执行情况一1、检修作业人员已准备就绪,佩戴好安全防护用具并做好开工前安全交底工作。
2、拆装设备的工器具已准备齐全。
(另附工具清单)3、检修所需材料、吊具和索具已准备齐全,并符合安全标准。
4、更换前核对吊装公司的证书和资质,所做的安全措施是否完善并符合现场实际。
二1、工作票确认。
该设备或该设备所属系统已办理工作票并正确执行。
2、工作票票号。
三现场准备施工现场已做好更换前准备,各项安全防护和技术监督等措施已到位。
(1) 所有工具物料预吊到机舱上,并摆放整齐;(2) 手动操作偏航,直到主框架下的爬梯与塔筒爬梯对齐为止。
这样做主要是为方便后面的更换工作;(3) 风轮锁锁上,制动器制动开启;(4) 所有叶片处于顺桨位;(5) 人员分工:4名专业操作人员开始更换前分工好,明确自己的任务;(6) 密切关注风速的变化,保证所有操作都在安全风速以下;(7) 检查偏航齿圈上表面和侧面的氧化情况,对于氧化程度严重的齿圈,要先用抛光机对上表面进行除锈处理。
具体操作如下:a)用开口拧开偏航齿圈的4个窥视孔端盖,由一人拿着抛光机通过窥视孔,对齿圈上表面进行除锈处理,注意操作时不要破坏齿圈的渗碳层。
抛光要均匀,并实时检查抛光后的齿圈粗糙度,直到符合要求为止。
其余三人分别站在主框架下面的如 4.1图所示的12、6、9点位置。
主框架下面的三人主要负责对齿圈侧面进行处理,可以用水磨砂纸配合除锈剂;b) 所有工作都做完后,依次手动偏航30°左右,清理其他部位,保证齿圈表面粗糙度达到相应的要求;c) 清理结束后,手动偏航直更换初始位。
作业技术措施更换前的准备工作图4.1 偏航结构示意图4.2作业步骤 (1) 用开口扳手和棘轮扳手把偏航齿圈的所有横向吊杆的碟型弹簧的螺母和顶压螺栓松动,共30个;直到能用手拧动螺栓,证明碟形已经松掉载荷(并不取下)。
(2) 确定首先更换的横向吊杆,我们选取塔筒爬梯的上面第一个横向吊杆作为首先更换的目标(即图4.1中1位置)。
华锐风机偏航系统滑动衬垫更换方法
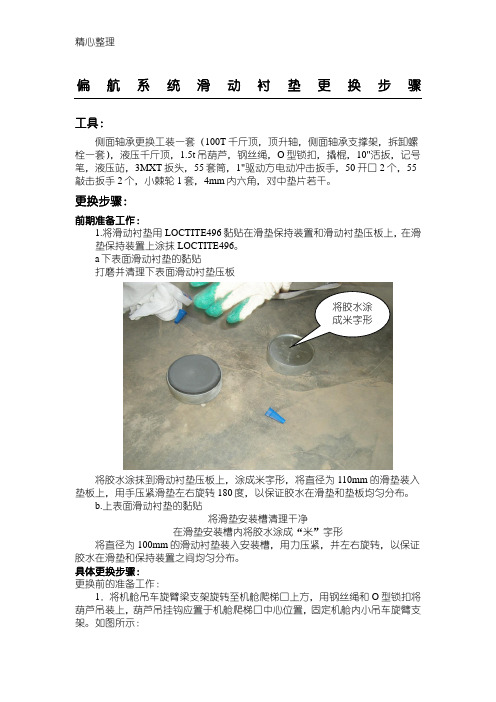
精心整理偏航系统滑动衬垫更换步骤工具:侧面轴承更换工装一套(100T千斤顶,顶升轴,侧面轴承支撑架,拆卸螺栓一套),液压千斤顶,1.5t吊葫芦,钢丝绳,O型锁扣,撬棍,10"活扳,记号笔,液压站,3MXT扳头,55套筒,1"驱动方电动冲击扳手,50开口2个,55敲击扳手2个,小棘轮1套,4mm内六角,对中垫片若干。
将胶水涂成米字形将胶水涂抹到滑动衬垫压板上,涂成米字形,将直径为110mm的滑垫装入垫板上,用手压紧滑垫左右旋转180度,以保证胶水在滑垫和垫板均匀分布。
上表面滑动衬垫的黏贴将滑垫安装槽清理干净在滑垫安装槽内将胶水涂成“米”字形将直径为100mm的滑动衬垫装入安装槽,用力压紧,并左右旋转,以保证胶水在滑垫和保持装置之间均匀分布。
具体更换步骤:更换前的准备工作:1.将机舱吊车旋臂梁支架旋转至机舱爬梯口上方,用钢丝绳和O型锁扣将葫芦吊装上,葫芦吊挂钩应置于机舱爬梯口中心位置,固定机舱内小吊车旋臂支架。
如图所示:精心整理用O 形环固定钢丝绳钢管顶住侧面轴承轴承中间两根螺栓孔上,支持架后部应固定在对应的偏航调节螺杆上。
侧面轴承支撑架.同时松动侧面轴承两边主轴螺栓下部的螺母(一定不要旋转主轴螺杆)侧面轴承支架下移直至支架下部顶在塔筒休息平台上,扶住侧面轴承,将两根主轴螺杆拆除下来,将旧的的滑垫保持装置取出,在新的滑垫上要涂抹润滑脂FuchsSTABYLEOSE2,然后再将新滑垫保持装置换上。
将一根主轴螺杆安装在此侧面轴承远离机舱爬梯口一端并固定好,滑垫,换上新的侧面滑垫,用螺栓紧固好,安装好侧面滑垫两边的挡板。
6.在侧面滑垫和下滑垫表面涂抹润滑脂FuchsSTABYLEOSE2压板放拆除侧面滑垫挡板螺栓将侧面轴承旋转回初始位置,另一根主轴螺栓穿过侧面轴承左侧固定螺栓孔,同时下旋螺母因此处有开口,此滑垫保持装置可向又侧拉出旋转后的侧面轴承4.在上表面滑垫上涂抹油脂FuchsSTABYLEOSE2。
偏航大齿圈更换

1目的为了规范风场MY1.5MW风力发电机组机舱的更换过程,保障风场主机更换作业的顺利进行、人员安全以及机组的修复质量,特制订本技术方案。
2适用范围本方案适用MY1.5MW风力发电机组主机更换,后续整机更新换代,更换不一致时,需要做相应的配置更改。
3更换流程3.1 拆卸轮毂前准备工作3.1.1按MY1.5MW风力发电机组安全手册要求,做好安全标示及个人安全防护工作。
3.1.2 进入塔筒后,首先将风机塔基柜控制面板上启停开关打到“停”位置,再把机组维护开关打到“机组维护”位置,使风机停下,打开塔筒和机舱的照明灯,准备登机。
3.1.3 登上机舱后,依次将机舱柜控制面板上风机启停开关打到“停”位置,机组维护开关打到“机组维护”位置,最后使用主轴锁定装置锁住轮毂,并高速轴刹车。
3.1.4 打开机舱柜,把EL6751模块上的轮毂通讯信号线拔出,断开轮毂通讯。
3.1.5 打开防寒隔板,进入轮毂,使用中控箱外侧的轮毂照明旋钮开关,将照明灯打开。
3.1.6 打开轴控箱,把PMM上手动旋扭开关打到“2”位置,按下手动驱动开关,将叶片调整到逆顺桨位置(即叶片后缘朝前),同样方法将另外2个叶片调到逆顺桨位置,盖上轴控箱并回到机舱。
3.1.7 从机舱控制柜里断开轮毂系统400VAC和24VDC电源,再次进入轮毂,把所有机舱通到轮毂的连接线(400V和24V电源线、控制线)从主控箱上拆下,绑扎后放置在主控箱固定板后面,盖上中控箱收拾所有工具回到机舱。
3.1.8 确定轮毂无人后,松开轮毂锁定销,盘动齿轮箱高速轴将轮毂调整到“Y”型(即其中一片叶片垂直向下),然后使用主轴刹车开关启动高速轴制动器将主轴制动,对轮毂和主轴联接螺母M42(能直接使用力矩扳手进行拆卸的螺母M42)进行标记(如图1所示)。
3.1.9 旋转主轴刹车开关,松开高速轴制动器,盘车转动叶轮,把其他未标记的连接螺母M42全部用大于终力矩值松开,再用电动扳手拆下。
华锐风力发电机更换方案

华锐风力发电机更换方案随着能源问题的日益突出,全球对于可再生能源的需求与日俱增。
在各种可再生能源中,风能是最为重要的一类,其具有无限的潜力。
目前,风能已经被广泛应用于各个领域。
尤其是风力发电机,以其独特的优点和可持续性获得了大量的关注和投资。
随着我国能源结构调整和构建全球可持续经济的要求日益紧迫,风电将成为我国未来能源的重要组成部分。
华锐风电是我国新能源领域的龙头企业之一,该公司拥有大量的风力发电装备和技术专利。
然而,近年来,经济效益和环境保护日益凸显,华锐风电在不断优化和改进风电技术的同时,也面临着升级现有设备的压力,尤其是对于老旧风力发电机的更换问题。
随着风电产业的快速发展,华锐风电旗下很多风电场已进入使用寿命的末期,对于风力发电机的更换势在必行。
风电机组是由几百个部件组成,其中包括风机叶片、发电机、变速器及其他零部件。
由于使用年限较长,在安全性和性能方面会有所下降。
因此华锐风电需要设计一种合理方案,及时更换老旧的风力发电机,以确保风电机组的安全运行和可靠性。
首先,华锐风电需要对老旧风力发电机进行全面的检测和评估。
检测内容主要包括:风力发电机叶片、发电机和变速器的性能和设备完整性是否正常。
发现异常现象及时对故障进行处理,以保证设备正常运行,同时也为更换方案的制定提供参考依据。
其次,根据检测结果和近年来风力发电的技术发展趋势,制定更换方案。
对于在保修期或更换部分零部件即可修复的设备,可以考虑采用修复的方式。
对于年限较长且使用寿命已到的设备,或者是在保修期内但未维修或无法维修的设备,应该及时更换。
此外,华锐风电还应该根据风电场的情况制定更换优先级次序,合理安排更换期限。
最后,华锐风电需要充分考虑到更换风力发电机的成本和经济效益。
在更换时,可以采用部分直接替换或全面升级和更换的方法。
对于经济和技术条件接受的设备,华锐风电可以考虑升级成更高效、更节能的风力发电机,以提高风电场整体效能。
同时,还需要充分考虑维护和运营成本,避免因成本过高影响公司的盈利能力。
华锐风机偏航系统滑动衬垫更换方案
偏航系统滑动衬垫更换步骤工具:侧面轴承更换工装一套(100T千斤顶,顶升轴,侧面轴承支撑架,拆卸螺栓一套),液压千斤顶,1.5t吊葫芦,钢丝绳,O型锁扣,撬棍,10"活扳,记号笔,液压站,3MXT扳头,55套筒,1"驱动方电动冲击扳手,50开口2个,55敲击扳手2个,小棘轮1套,4mm内六角,对中垫片若干。
更换步骤:1.a将胶水涂成米字形将胶水涂抹到滑动衬垫压板上,涂成米字形,将直径为110mm的滑垫装入垫板上,度,以保证胶水在滑垫和垫板均匀分布。
b.上表面滑动衬垫的黏贴将滑垫安装槽清理干净在滑垫安装槽内将胶水涂成“米”字形将直径为100mm的滑动衬垫装入安装槽,用力压紧,并左右旋转,以保证胶水在滑垫和保持装置之间均匀分布。
具体更换步骤:更换前的准备工作:1.将机舱吊车旋臂梁支架旋转至机舱爬梯口上方,用钢丝绳和O型锁扣将葫芦吊装上,葫芦吊挂钩应置于机舱爬梯口中心位置,固定机舱内小吊车旋臂支架。
如图所示:用O形环固定钢丝绳钢丝绳与吊葫芦相23同时4侧面轴承1.承掉落)每个管顶2.将此侧面轴承剩余的四根紧固螺杆拆除,并将侧面轴承支撑架安装在侧面轴承中间两根螺栓孔上,支持架后部应固定在对应的偏航调节螺杆上。
3.装置取出,在新的滑垫上要涂抹润滑脂FuchsSTABYLEOSE2,然后再将新滑垫保持装置换上。
4.将一根主轴螺杆安装在此侧面轴承远离机舱爬梯口一端并固定好,同时拆除侧面轴承支持架,将侧面轴承旋转只如下图所示,将旧的下表面滑垫取出,更换上新的下表面滑垫。
5.将侧面滑动衬垫两边的挡板去掉,拆除侧面滑垫上的固定螺栓,取下旧的侧面滑垫,换上新的侧面滑垫,用螺栓紧固好,安装好侧面滑垫两边的挡板。
1、6侧面轴承上的滑垫保持装侧面滑垫下滑垫压板放6.在侧面滑垫和下滑垫表面涂抹润滑脂FuchsSTABYLEOSE27.将侧面轴承旋转回初始位置,另一根主轴螺栓穿过侧面轴承左侧固定螺栓孔,同时上拧两根螺栓上钢管下部螺母,直至侧面轴承与主机架下部相接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
华锐风机偏航系统滑动衬
垫更换方案
Prepared on 22 November 2020
偏航系统滑动衬垫更换步骤
工具:
侧面轴承更换工装一套(100T千斤顶,顶升轴,侧面轴承支撑架,拆卸螺栓一套),液压千斤顶,吊葫芦,钢丝绳,O型锁扣,撬棍,10"活扳,记号笔,液压站,3MXT扳头,55套筒,1"驱动方电动冲击扳手,50开口2个,55敲击扳手2个,小棘轮1套,4mm内六角,对中垫片若干。
更换步骤:
前期准备工作:
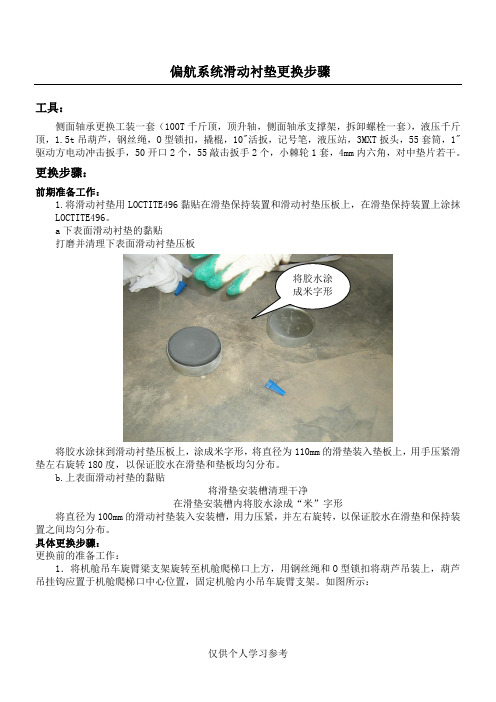
1. 将滑动衬垫用LOCTITE496黏贴在滑垫保持装置和滑动衬垫压板上,在
滑垫保持装置上涂抹LOCTITE496。
a 下表面滑动衬垫的黏贴
打磨并清理下表面滑动衬垫压板
将胶水涂
将胶水涂抹到滑动衬垫压板上,涂成米字形,将直径为110mm的滑垫装入垫板上,用手压紧滑垫左右旋转180度,以保证胶水在滑垫和垫板均匀分布。
b. 上表面滑动衬垫的黏贴
将滑垫安装槽清理干净
在滑垫安装槽内将胶水涂成“米”字形
将直径为100mm的滑动衬垫装入安装槽,用力压紧,并左右旋转,以保证胶水在滑垫和保持装置之间均匀分布。
具体更换步骤:
更换前的准备工作:
1.将机舱吊车旋臂梁支架旋转至机舱爬梯口上方,用钢丝绳和O 型锁扣将葫芦吊装上,葫芦吊挂钩应置于机舱爬梯口中心位置,固定机舱内小吊车旋臂支架。
如图所示:
2.机舱偏航,使得侧面轴承正下方错开塔筒吊物口和塔筒爬梯口。
3.将靠机舱爬梯口边的三个侧面轴承的预紧力调节螺栓(M30)松开至能手动旋转状态。
同时将六个侧面轴承编号,我们将靠近机舱爬梯边齿轮箱侧的侧面轴承标号为1,随后将其余侧面轴承逆时针依次编号为2-6。
用O 形环
钢丝绳与
1
6 5
4
2
3
4.将侧面轴承调整工装的圆钢穿于两侧偏航电机下部的主机架圆孔中,将千斤顶放于偏航齿圈上,千斤顶应放置在靠近齿轮箱侧的偏航电机附近。
详情如下图所示:
侧面轴承1上滑动垫片的更换步骤:
1.用液压站将1号侧面轴承紧固螺栓松开至可以用电动扳手拆卸(不要松的太多,以防侧面轴承掉落),随后将此侧面轴承两边的紧固螺栓用电动冲击扳手卸下。
将焊接好的两根主轴螺杆分别安装在此侧面轴承两边上。
主轴螺杆上部,分别套上两根钢管,从而错开主轴螺杆的焊接点,每个螺杆拧上两只螺母,旋转上部螺母至钢管顶住侧面轴承。
钢管顶
2. 将此侧面轴承剩余的四根紧固螺杆拆除,并将侧面轴承支撑架安装在侧面轴承中间两根螺栓孔上,支持架后部应固定在对应的偏航调节螺杆上。
侧面轴承
3.同时松动侧面轴承两边主轴螺栓下部的螺母(一定不要旋转主轴螺杆),侧面轴承支架下移直至支架下部顶在塔筒休息平台上,扶住侧面轴承,将两根主轴螺杆拆除下来,将旧的的滑垫保持装置取出,在新的滑垫上要涂抹润滑脂Fuchs STABYL EOS E2,然后再将新滑垫保持装置换上。
1、6侧面轴承上的滑垫保持
4. 将一根主轴螺杆安装在此侧面轴承远离机舱爬梯口一端并固定好,同时拆除侧面轴承支持架,将侧面轴承旋转只如下图所示,将旧的下表面滑垫取出,更换上新的下表面滑垫。
侧面滑垫
下滑垫
5. 将侧面滑动衬垫两边的挡板去掉,拆除侧面滑垫上的固定螺栓,取下旧的侧面滑垫,换上新的侧面滑垫,用螺栓紧固好,安装好侧面滑垫两边的挡板。
拆除侧面
滑垫挡板
6. 在侧面滑垫和下滑垫表面涂抹润滑脂Fuchs STABYL EOS E2
在下滑垫
7. 将侧面轴承旋转回初始位置,另一根主轴螺栓穿过侧面轴承左侧固定螺栓孔,并与主机架固定好。
同时上拧两根螺栓上钢管下部螺母,直至侧面轴承与主机架下部相接。
将四颗固定螺栓穿过侧面轴承,与主机架连接,并用电动冲击扳手安装好。
将两根主轴螺栓拆除,换上两根固定螺栓,并用电动冲击扳手拧紧。
侧面轴承六颗固定螺栓均用电动扳手打紧后,再以4500PSI力矩将侧面轴承螺栓紧固好。
侧面轴承1更换完毕。
侧面轴承2、3同时更换,更换发方法如下:
1.用液压站将2、3号侧面轴承紧固螺栓松开至可以用电动扳手拆卸即可,随后将侧面轴承2、3两边的紧固螺栓用电动冲击扳手卸下。
将焊接好的四根主轴螺杆分别安装在两个侧面轴承两边,与偏航大齿圈连接紧密,主轴螺杆上部,分别套上两根钢管,从而错开主轴螺杆的焊接点,每个螺杆拧上两只螺母,旋转上部螺母至钢管顶住侧面轴承。
2. 将侧面轴承2、3剩余的紧固螺栓用电动扳手拆除
3. 同时拧松侧面轴承2两边主轴螺栓上的螺母,拧松至侧面轴承上表面与偏航大齿圈下表面性平行。
此时侧面轴承2的左边主轴螺栓固定不动,将右侧主轴螺栓拧下。
以左侧主轴螺栓为轴转动侧面轴承90度。
用同样方法将侧面轴承3旋转到同侧面轴承2相同位置。
同时下旋螺
母
因此处有开口,
此滑垫保持装置
旋转后的
侧面轴承
4. 在上表面滑垫上涂抹油脂Fuchs STABYL EOS E2。
将侧面轴承2、3上面的旧滑垫保持装置取出,换上涂抹完油脂的新滑垫保持装置。
2、3、4、5侧面
轴承上保持装
5. 侧面轴承2、3更换下表面滑动衬垫和侧面滑动衬垫的方法与侧面轴承1更换下表面和侧面滑动衬垫的方法相同。
更换完下表面和侧面滑动衬垫后,一定要在滑动衬垫上涂抹润滑脂Fuchs STABYL EOS E2。
6. 将侧面轴承2、3旋转回初始位置,分别从两个侧面轴承右侧螺栓固定孔穿过焊接的主轴螺栓,将螺栓拧紧到偏航大齿圈上。
同步向上拧紧焊接主轴螺栓上部螺母,直至侧面轴承上升到与主机架下表面相接处。
将4个侧面轴承固定螺栓穿过侧面轴承,与偏航大齿圈相连接,并用电动扳手将其打紧,拆下侧面轴承2两端的主轴螺栓。
穿上两根侧面轴承固定螺栓,并用电动扳手将其打紧。
用同样方法将侧面轴承3固定螺栓安装好,并用电动扳手拧紧。
7. 用4500PSI力矩将侧面轴承2、3固定螺栓拧紧。
侧面轴承6上滑动衬垫的更换方法与侧面轴承1上滑动衬垫更换方法相同,侧面轴承4、5的更换方法与侧面轴承2、3的更换方法相同。
6个侧面轴承上的的滑动衬垫更换完毕,并且将侧面轴承紧固以后,将预紧力调节螺栓(偏航功率调节螺栓)拧紧,偏航功率调至4—5KW,拧紧锁紧螺母。
上述更换工作结束后,启动偏航,用抹布清理偏航大齿圈上的杂物,在偏航大齿圈与滑动衬垫相接触的部位涂抹油脂Fuchs STABYL EOS E2。
偏航大齿圈上涂抹完润滑脂后,停止偏航,将机舱踏板安装好。
收拾工具,将工具放下。
更换工作完毕。