A5伺服驱动器参数列表
松下A5系列参数(335B)

(335B三菱)
序号
参数
设置数值
功能和含义
参数编号
参数名称
1
Pr5.28
LED初始状态
1
显示电机转速
2
Pr0.01
控制模式
0
位置控制(相关代码P)
3
Pr5.04
驱动禁止输入设定
2
当左或右(POT或NOT)限位动作,则会发生Err38行程限位禁止输入信号出错报警。设置此参数值必须在控制电源断电重启之后才能修改、写入成功。
6000
保存参数方法和A4系列的一样,长按S键确认参数。
编码器驱动器侧插头:
:
电机编码器和驱动器的连接图:
驱动器X4插针接线图:
4
Pr0.04
惯量比
250
5
Pr0.02
实时自动增益设置
1
实时自动调整为标准模式,运行时负载惯量的变化情况很小。
6
Pr0.03
实时自动增益的机械刚性选择
13
此参数值设得很大,响应越快。
7
Pr0.06
指令脉冲旋转方向设置
0
西门子此参数为1(PTO操作)
8
Pr0.07
指令Байду номын сангаас冲输入方式
3
9
Pr0.08
电机每旋转一转的脉冲数
松下伺服调试参数

松下伺服调试参数 Revised by Jack on December 14,2020松下 A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
参数号功能设定值设定值说明* LED初始状态 6 通过设置此参数来监测脉冲数的接发是否正确。
在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。
(该参数为指令脉冲总和)* 控制方式选择 0 0:位置控制 1:速度控制 2:转矩控制设定实时自动调整调试设定 0:无效 1:标准 3:垂直轴实时自动调整机器刚性设定调试设定 0—31,设定值越高,响应越快,但值太高,容易产生振动。
实时自动增益调整时机器刚性设定。
惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。
设定值(%)=(负载惯量/转子惯量)*100。
实时自动增益调整时,此参数可自动估算并每30分钟在EEPROM中刷新保存。
指令脉冲输入选择 1 0:光电耦合器输入(低速接口) 1:长线驱动器专用输入(高速接口)指令脉冲输入方式选择 3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。
第一指令脉冲分倍频分子需计算 1~10000 典型值:螺距5mm,编码器分辨率10000,连轴器直拖,脉冲当量时,=10000 =螺距5mm /脉冲当量=5000 即:=10000/5000=2/1指令脉冲分倍频的分母需计算 1~10000二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt;②按 SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
松下伺服调试参数
松下A5 系列伺服参数一、松下MINASA5系列伺服驱动器参数设定:用松下MINASA5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
参数号功能设定值设定值说明Pr5.28* LED 初始状态6 通过设置此参数来监测脉冲数的接发是否正确。
在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。
(该参数为指令脉冲总和)Pr0.01* 控制方式选择0 0 :位置控制1 :速度控制2 :转矩控制Pr0.02 设定实时自动调整调试设定0 :无效1 :标准3 :垂直轴Pr0.03 实时自动调整机器刚性设定调试设定0 —31 ,设定值越高,响应越快,但值太高,容易产生振动。
实时自动增益调整时机器刚性设定。
Pr0.04 惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。
设定值(%)=(负载惯量/ 转子惯量)*100。
实时自动增益调整时,此参数可自动估算并每30 分钟在EEPROM 中刷新保存。
Pr0.05 指令脉冲输入选择1 0 :光电耦合器输入(低速接口)1 :长线驱动器专用输入(高速接口)Pr0.07 指令脉冲输入方式选择3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。
Pr0.09第一指令脉冲分倍频分子需计算1〜10000典型值:螺距5mm编码器分辨率10000,连轴器直拖,脉冲当量0.001mm时,Pr0.09 = 10000 Pr0.10 = 螺距5mm / 脉冲当量0.001mm = 5000 即Pr0.09/Pr0.10=10000/5000=2/1Pr0.10 指令脉冲分倍频的分母需计算1 〜10000二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM写入模式。
方法如下:①按MODE键,选择EEPROI W入显示模式EE_SEt;②按SET键,显示EEP ―;③按住上翻键约3秒,显示EEP --------------- 到一--------------------- 到StArt, 参数保存完显示F iniSh .表示参数写入有效,显示rESEt .表示需关断电源,重新通电设定值才能生效;显示Error .表示写入无效,需重新设定参数。
Panasonic A5系列伺服驱动器参数设定说明

Panasonic A5系列伺服驱动器参数设定说明一、需要设定的参数:
参数编号Pr. 参数名称设定值说明
0.01* 控制模式选择0 位置控制模式
0.02 实时自动调整设置 1 基本
0.03 实时自动增益的机械刚性选择16
0.04 惯量比1000
0.07* 指令脉冲驶入方式 3 脉冲序列+符号
6.04 JOG速度设定100
注:编号带*之参数,其设定值必须在控制电源断电重启之后才能修改成功。
二、参数的修改
1、按设置键S进入d**.uEP;
2、按模式键M进入参数Prr.***,再按设置键S进入参数修改模式
三、EEPROM写入模式
1、按设置键S进入d**.uEP;
2、按模式键M进入参数EE_SE*
3、按住向上键约5秒后,显示EEP- , -逐渐增加直到显示ReSE*或FiniSh为止,设置参数写入完毕。
四、JOG试运行方法:
1、按设置键S进入d**.uEP;
2、按模式键M进入参数RF_RCL,再按向上或下的箭头直到出现RF_JOG
五、各模式结构
五、参数初始化。
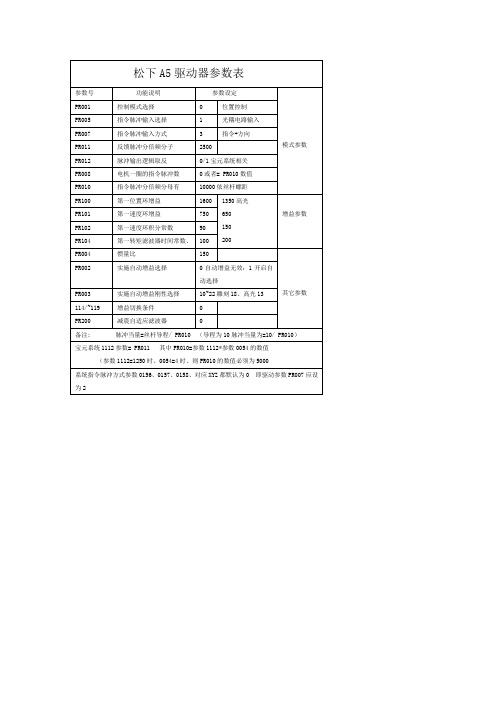
松下A5驱动器参数表
10000依丝杆螺距
PR100
第一位置环增益
1600
1350高光
650
150
200
增益参数
PR101
第一速度环增益
750
PR102
第一速度环积分常数
90
PR104
第一转矩滤波器时间常数、
100
PR004
惯量比
150
其它参数
PR002
实施自动增益选择
0自动增益无效:1开启自动选择
PR003
实施自动增益刚性选择
10~22雕刻18、高光13
114/~119
增益切换条件
0
PR200
ห้องสมุดไป่ตู้减震自适应滤波器
0
备注: 脉冲当量=丝杆导程/ PR010 (导程为10脉冲当量为=10/ PR010)
宝元系统1112参数= PR011 其中PR010=参数1112*参数0054的数值
(参数1112=1250时、0054=4时、则PR010的数值必须为5000
松下A5驱动器参数表
参数号
功能说明
参数设定
模式参数
PR001
控制模式选择
0
位置控制
PR005
指令脉冲输入选择
1
光耦电路输入
PR007
指令脉冲输入方式
3
指令+方向
PR011
反馈脉冲分倍频分子
2500
PR012
脉冲输出逻辑取反
0/1宝元系统相关
PR008
电机一圈的指令脉冲数
0或者= PR010数值
PR010
系统指令脉冲方式参数0156、0157、0158、对应XYZ都默认为0 即驱动参数PR007应设为2
A5系列伺服电机及驱动配置简要说明

一、A4 系列伺服驱动器与 A5 系列伺服驱动器部分参数对照 表一:A4 系列伺服部分参数
序 号 1 2 3 4 5 6 7 参数 参数编号 Pr01 Pr02 Pr04 Pr20 Pr21 Pr22 Pr41 参数名称 LED 初始状态 控制模式 行程限位禁止输 入无效设置 惯量比 实时自动增益设 置 实时自动增益的 机械刚性选择 指令脉冲旋转方 向设置 指令脉冲输入方 式 指令脉冲分倍频 第1分子 指令脉冲分倍频 第2分子 指令脉冲分倍频 分子倍率 指令脉冲分倍频 分母 设 置 数值 1 0 2 1678 1 1 1 显示电机转速 位置控制(相关代码 P) 当左或右限位动作,则会发生 Err38 行程限位 禁止输入信号出错报警。设置此参数值必须在 控制电源断电重启之后才能修改、写入成功。 该值自动调整得到,具体请参 AC 实时自动调整为常规模式,运行时负载惯量的 变化情况很小。 此参数值设得很大,响应越快。 指令脉冲 + 指令方向。设置此参数值必须在 控制电源断电重启之后才能修改、写入成功。 功能和含义
8
Pr42
3
Pr4B Pr48 2Pr4A
9 10 11 12
Pr48 Pr49 Pr4A Pr4B
10000 0 0 6000
每转所需指令脉冲数 编码器分辨率
现编码器分辨率为 10000(2500p/rх4) ,参数 设置如表,则,
表二:A5 系列伺服对应的参数
序 号 1 2 参数 参数号 Pr5.28 Pr0.01 Pr5.04 参数名称 LED 初始状态 控制模式设定 驱动禁止输入 设定 设置 数值 1 0 缺省 设置 1 0 显示电机转速 位置控制 设定驱动禁止输入(POT、NOT)输入的 动作。 设置为 2 时, POT/NOT 任何单方 的输入,将发生 Err38.0「驱动禁止输 入保护。 实时自动增益调整有效时,实时推断惯 量比,每 30 分钟保存在 EEPROM 中。 1 设定实时自动调整为标准模式,是基本 的模式。重视稳定性的模式。不进行可 变载荷及摩擦补偿, 也不使用增益切换。 功能和含义
松下伺服调试参数
松下伺服调试参数文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-松下 A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
参数号功能设定值设定值说明Pr5.28* LED初始状态 6 通过设置此参数来监测脉冲数的接发是否正确。
在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。
(该参数为指令脉冲总和)Pr0.01* 控制方式选择 0 0:位置控制 1:速度控制 2:转矩控制Pr0.02 设定实时自动调整调试设定 0:无效 1:标准 3:垂直轴Pr0.03 实时自动调整机器刚性设定调试设定 0—31,设定值越高,响应越快,但值太高,容易产生振动。
实时自动增益调整时机器刚性设定。
Pr0.04 惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。
设定值(%)=(负载惯量/转子惯量)*100。
实时自动增益调整时,此参数可自动估算并每30分钟在EEPROM中刷新保存。
Pr0.05 指令脉冲输入选择 1 0:光电耦合器输入(低速接口) 1:长线驱动器专用输入(高速接口)Pr0.07 指令脉冲输入方式选择 3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。
Pr0.09 第一指令脉冲分倍频分子需计算 1~10000 典型值:螺距5mm,编码器分辨率10000,连轴器直拖,脉冲当量0.001mm时,Pr0.09=10000 Pr0.10=螺距5mm /脉冲当量0.001mm=5000 即:Pr0.09/Pr0.10=10000/5000=2/1Pr0.10 指令脉冲分倍频的分母需计算 1~10000二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt;②按 SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
松下A系列伺服驱动器参数设定说明

Panasonic A5系列伺服驱动器参数设定说明一、需要设定的参数:参数编号Pr. 参数名称设定值说明0.01* 控制模式选择0 位置控制模式0.02 实时自动调整设置 1 基本0.03 实时自动增益的机械刚性选择160.04 惯量比10000.07* 指令脉冲驶入方式 3 脉冲序列+符号6.04 JOG速度设定100注:编号带*之参数,其设定值必须在控制电源断电重启之后才能修改成功。
二、参数的修改1、按设置键S进入d**.uEP;2、按模式键M进入参数Prr.***,再按设置键S进入参数修改模式三、EEPROM写入模式1、按设置键S进入d**.uEP;2、按模式键M进入参数EE_SE*3、按住向上键约5秒后,显示EEP- , -逐渐增加直到显示ReSE*或FiniSh为止,设置参数写入完毕。
四、JOG试运行方法:1、按设置键S进入d**.uEP;2、按模式键M进入参数RF_RCL,再按向上或下的箭头直到出现RF_JOG五、各模式结构五、参数初始化R-----0 上电初始画面: 按1下S 键,到下一画面按1下M 键,进入了参数设置的首个画面这是参数设置的首个参数号00,可以通过 和 来改变到我们需要设置的参数号,用 可以改变我们所修改的数的位数,比如要 设置PR---54,需要从00改为54,可以单 纯通过 和 按到54,也可以先修改为04,然后通过把4右下方的光点移到十位数即0的右下方,再按把0改为5,那么就由PR —00调整到PR —54按一下S 就进入到此参数号的参数值显示dp-5pdPR--00PR--54- - - - - -此时按以及三键就可以来修改此参数值,修改参数值和修改参数号的方法是相同的,比如设定为150,可以先用将光点移到十位数的右下方,改为5,再将光点移到百位数右下,改为1即改为了150150参数值修改完成,按1下S,退到上一画面PR--54按压M键,直到出现下一画面EE—SET按1下S,进入到下一画面EEP- - -此时按住(约5秒)直到出现下一画面(这表示参数保存完成)按1下S 退到上一画面按压M ,直到切换到监视模式,M 为模式切换键,不停的按会在几个模式之间循环显示,现在要通过按M 到监控模式按1下S ,退回到初始画面这样PR —54 的参数值就被我们设置完成,其它的参数值设置方法相同。
A 伺服参数设置

松下A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按MODE键,选择EEPROM写入显示模式EE_SEt;②按SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
三、电子齿轮比的计算(针对松下A5驱动),有两种计算方式:1、松下专有方式:* 电机每旋转一次的指令脉冲数=螺距/脉冲当量2、通用计算方式:当参数为0时,电子齿轮比=分子/分母==编码器分辨率*脉冲当量*机械减速比/螺距(=10000**1/5=2/1)四、惯量比的调节惯量比该参数对机床运行的平稳性、加工效果等起到了很重要的作用,比如:机床振动、机床电机发出异常声音、加工出来的圆不圆、加工的工件粗糙、加工的工件变形等,只有设置合理的惯量比,机床才能发挥出最大的优势,才能加工出更好的工件。
惯量比的设定有两种方法:其一、手动设定直接手动将估算的惯量比设置到【】里。
如果手动设置,需要你估算该机床的惯量比,既然估算,很难达到理想的惯量比,机床就很难发挥出最大的优势。
其二、自动设定机床运动。
只有适合机床的惯量比,加工出来的工件才是最好的下面我将详细介绍惯量比的自动调节:1) 调节【】实时自动增益调整模式设定【】X轴、Y轴设为【1】【】Z轴设为【3】2) 调节【】实时自动调整机械刚性选择该参数非常重要,决定了机床的平稳性以及加工效果。
一般设定值在0~31之间。
X轴Y 轴Z轴可根据机床本身任意设,在机床运动时机床不振动、电机不发出嗡嗡声音的前提下,尽量增大参数的值,因为该参数决定机床的刚性,机床的刚性越大,加工出来的工件越理想,加工效果越好3) 装载一个三轴加工文件,最好连动的,可以不放工件进行空跑,也可以放工件。
A伺服参数设置

A伺服参数设置公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-松下A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt;②按 SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
三、电子齿轮比的计算(针对松下A5驱动),有两种计算方式:1、松下专有方式:Pr0.08* 电机每旋转一次的指令脉冲数=螺距/脉冲当量2、通用计算方式:当Pr0.08参数为0时,电子齿轮比=分子/分母=Pr0.09/Pr0.10=编码器分辨率*脉冲当量*机械减速比/螺距(=10000*0.001*1/5=2/1)四、惯量比的调节 Pr0.04惯量比该参数对机床运行的平稳性、加工效果等起到了很重要的作用,比如:机床振动、机床电机发出异常声音、加工出来的圆不圆、加工的工件粗糙、加工的工件变形等,只有设置合理的惯量比,机床才能发挥出最大的优势,才能加工出更好的工件。
惯量比的设定有两种方法:其一、手动设定直接手动将估算的惯量比设置到【Pr0.04】里。
如果手动设置,需要你估算该机床的惯量比,既然估算,很难达到理想的惯量比,机床就很难发挥出最大的优势。
其二、自动设定机床运动。
只有适合机床的惯量比,加工出来的工件才是最好的下面我将详细介绍惯量比的自动调节:1) 调节【Pr0.02】实时自动增益调整模式设定【Pr0.02】 X轴、Y轴设为【1】【Pr0.02】 Z轴设为【3】2) 调节【Pr0.03】实时自动调整机械刚性选择该参数非常重要,决定了机床的平稳性以及加工效果。
松下A5伺服说明书

松下A5伺服说明书松下a5伺服说明书篇一:松下A5系列伺服位置控制使用方法松下A5系列伺服位置控制使用方法000)-----按上下键或<键(可移动小数点)到要设定的参数——按S键进入、修改(按上升键或下降键)——按S键保持3秒——按一下M键>写(转载于: 厦门培训考试网:松下a5伺服说明书)入模式(EE_SEb)>再按”S”键>执行显示(EEP -)按上升键保持5秒----EEP --、EEP ---、EEP ----、--------SbRrb---Finish,结束。
三、辅助功能模式(AF_RcL):按上升或者下降键选择项目1、自动补偿调整(AF_oF1、oF2、oF3)AF_RcL>下降键>AF_oF1>S键>oF1 --持续按上升键执行。
2、试运行(JOG)持续按上升键(CW)--rERdy------<键---SrU_on---持续上升键(CCW)3、参数初始化(AF_ini)---按“S”键----ini----持续按上升键5秒 -------Finish----------结束4、前面板锁定解除(AF_unL)---按“S”键---unL--持续按上升键5秒----SbRrb----unL------、------------Finish 结束。
以上字母只是近似面板上显示的简码。
四、常见报警及其原因1、“11”---控制电源电压不足电源电压低或者驱动器故障2、“16”过载负载过重或电机电源线相序错误3、“21”编码器通讯异常编码器断线或者虚焊、漏焊、脱焊4、“24”位置偏差过大电机未按指令动作加大Pr0.14的值或者设为0 五、接线1、主电源及编码器接线:2、大功率伺服编码器接线:3、控制端子接线:松下a5伺服说明书篇二:Panasonic A5系列伺服驱动器参数设定说明Panasonic A5系列伺服驱动器参数设定说明一、需要设定的参数:二、参数的修改1、按设置键S进入d**.uEP;2、按模式键M进入参数Prr.***,再按设置键S进入参数修改模式注:编号带*之参数,其设定值必须在控制电源断电重启之后才能修改成功。
松下A5驱动器参数表

松下A5驱动器参数表
参数号
功能说明
参数设定
模式参数
PR001
控制模式选择
0
位置控制
PR005
指令脉冲输入选择
1
光耦电路输入
PR007
指令脉冲输入方式
3
指令+方向
PR011
反馈脉冲分倍频分子
2500
PR012
脉冲输出逻辑取反
0/1宝元系统相关
PR008
电机一圈的指令脉冲数
0或者= PR010数值
PR010
指令脉冲分倍频分母有
10000依丝杆螺距
PR100
第一位置环增益
1600
1350高光
650
150
200
增益参数
PR101
第一速度环增益
750
PR102
第一速度环积分常数
90
PR104
第一转矩滤波器时间常数、
100
PR004
惯量比
15益选择
0自动增益无效:1开启自动选择
PR003
实施自动增益刚性选择
10~22雕刻18、高光13
114/~119
增益切换条件
0
PR200
减震自适应滤波器
0
备注: 脉冲当量=丝杆导程/ PR010 (导程为10脉冲当量为=10/ PR010)
宝元系统1112参数= PR011 其中PR010=参数1112*参数0054的数值
(参数1112=1250时、0054=4时、则PR010的数值必须为5000
A5伺服参数设置

紧下A5系列伺服参数之阳早格格创做一、紧下MINAS A5系列伺服启动器参数设定:用紧下MINAS A5系列伺服启动器,设定以下参数后,机床即可处事.然而是,为劣化机床本能,请仔细参阅伺服启动器技能资料.二、紧下启动器的安排紧下伺服器建改参数设定值后,须采用EEPROM 写进模式.要领如下:①按 MODE键,采用EEPROM写进隐现模式EE_SEt;②按 SET键,隐现EEP -;③按住上翻键约3 秒,隐现EEP ――到――――――到StArt,参数保存完隐现FiniSh.表示参数写进灵验,隐现rESEt.表示需闭断电源,沉新通电设定值才搞死效;隐现Error.表示写进无效,需沉新设定参数.三、电子齿轮比的估计(针对于紧下A5启动),有二种估计办法:1、紧下博有办法:Pr0.08* 电机每转动一次的指令脉冲数=螺距/脉冲当量2、通用估计办法:当参数为0时,电子齿轮比=分子/分母编码器辨别率*脉冲当量*板滞减速比/螺距(=10000*0.001*1/5=2/1)四、惯量比的安排惯量比该参数对于机床运止的稳固性、加功效验等起到了很要害的效率,比圆:机床振荡、机床电机收出非常十分声音、加工出去的圆没有圆、加工的工件细糙、加工的工件变形等,惟有树立合理的惯量比,机床才搞收挥出最大的劣势,才搞加工出更佳的工件.惯量比的设定有二种要领:其一、脚动设定曲交脚动将估算的惯量比树立到【】里.如果脚动树立,需要您估算该机床的惯量比,既然估算,很易达到理念的惯量比,机床便很易收挥出最大的劣势.其二、自动设定机床疏通.惟有符合机床的惯量比,加工出去的工件才是最佳的底下尔将仔细介绍惯量比的自动安排:1) 安排【】真时自动删益安排模式设定【】 X轴、Y轴设为【1】【】 Z轴设为【3】2) 安排【】真时自动安排板滞刚刚性采用该参数非常要害,决断了机床的稳固性以及加功效验.普遍设定值正在0~31之间.X轴Y 轴Z轴可根据机床自己任性设,正在机床疏通时机床没有振荡、电机没有收出嗡嗡声音的前提下,尽管删大参数的值,果为该参数决断机床的刚刚性,机床的刚刚性越大,加工出去的工件越理念,加功效验越佳3) 拆载一个三轴加工文献,最佳连动的,不妨没有搁工件举止空跑,也不妨搁工件.约莫格外钟安排即不妨停下去,此时,您去瞅【】,已经有了变更,此时没有管数值是几,没有要去改换.果为是自动惯量比,请扔启您往日认为的数值.如果其中某一个轴为0,沉新支配.4) 沉新安排【】真时自动删益安排模式设定【】 X轴、Y轴设为【0】【】 Z轴设为【0】将要真时自动删益安排树立无效5) 安排【】第一统造切换模式将【】设为【0】,让第一删益值牢固6) 安排【】第 1位子环删益战【】第 1速度环删益正在真时自动删益时,【】第 1 位子环删益战【】第 1 速度环删益便会随着板滞刚刚性的采用举止变更.正在机床疏通时机床没有振荡、电机没有收出嗡嗡声音的前提下,尽管删大二个参数的值,那样赞同越快,加工出去的工件越理念,加功效验越佳.7) 此时,惯量比已经自动设定佳,请没有要脚动变动.每一个机床皆市有自己的一个惯量比,哪怕是共样的机床,惯量比也是分歧的.所有的机床的安排要领皆是一般的.8) 如果机床振荡大概者某个轴的电机收出嗡嗡的喊声,安排该轴对于应启动器的的【】真时自动安排板滞刚刚性采用,把刚刚性数值一个一个的落矮,曲到没有振荡大概者嗡嗡的喊为止,而后再举止自动删益安排.以上参数只符合上海维宏统造系统。
松下A5系列参数(335B)

序号
参数
设置数值
功能和含义
参数编号
参数名称
1
Pr5.28
LED初始状态
1
显示电机转速
2
Pr0.01
控制模式
0
位置控制(相关代码P)
3
Pr5.04
驱动禁止输入设定
2
当左或右(POT或NOT)限位动作,则会发生Err38行程限位禁止输入信号出错报警。设置此参数值必须在控制电源断电重启之后才能修改、写入成功。
4
Pr0.04
惯量比
250
5
Pr0.02
实时自动增益设置
1
实时自动调整为标准模式,运行时负载惯量的变化情况很小。
6
Pr0.03
实时自动增益的机械刚性选择
13
此参数值设得很大,响应越快。
7
Pr0.06
指令脉冲旋转方向设置
1
8
Pr0.07
指令脉冲输入方式
39Βιβλιοθήκη Pr0.08电机每旋转一转的脉冲数
6000
保存参数方法和A4系列的一样,长按S键确认参数。
编码器驱动器侧插头:
:
电机编码器和驱动器的连接图:
驱动器X4插针接线图:
(完整版)松下A5伺服电机驱动器调试步骤

松下A5伺服电机驱动器调试步骤A:对于没有使用X5的调试步骤:(驱动器开环模式)应用中松下A5驱动器处于位置控制模式,需要调整的参数:各参数设置后需要保存,除Pr0.03外,其他的参数修改需要重新上电才有效;调试步骤:(默认的不用修改)1.更改驱动器的输入模式为脉冲+方向模式:P0.07改为3;2.根据螺距(设计值)和光栅尺分辨率比值更改马达分辨率:螺距不用很精确,使用设计的值即可,一般为5/10/12/16等;假设螺距为10mm,光栅尺分辨率为0.5um,则螺距除以光栅尺分辨率为(10/0.5)x 1000 = 20000;假设螺距为10mm,光栅尺分辨率为1um,则螺距除以光栅尺分辨率为(10/1)x 1000 = 10000;计算结果就是要填入的马达分辨率,计算结果写入Pr0.08;3.根据马达分辨率,螺距,光栅尺分辨率可计算不同的脉冲输入方式(光电或长线)下机台运行的最高速度:假设马达分辨率为20000,螺距为10mm:光电接口下,最高500K输入,也就是500 000,则马达最高转速为500 000/20 000 = 25转每秒;转换成机台速度就是转速x 螺距= 25 x 10mm = 250mm/S;长线模式下,最高4M输入,也就是 4 000 000,则马达最高转速为4000 000/20 000 = 200转每秒;转换成机台速度就是200 x 10 = 2000mm/S;根据实际需要选择脉冲输入方式,并写入驱动器Pr0.05中。
不同脉冲输入方式信号线X4接法不一样:光电模式(Pr0.05 = 0,默认,一般使用该模式即可)4.设置好脉冲输入方式和马达分辨率后,就可使用DEMO软件调试机台了。
5.机台运动正常后,如果机台响应慢,则可增加机台的设定刚性,也就是加大Pr0.03的值。
注意刚性过大时,机台会振动,需要减小刚性值。
6.可根据需要在DEMO的参数配置中选择各轴的全闭环,然后调整控制器的PID;7.让机台运行半个小时以上,将Pr0.02的值改为0,关闭自动调整;B.对于使用X5的调试步骤:(驱动器闭环模式)(称为光栅尺全闭环模式,此模式下控制器需设为开环,即在DEMO中不选择全闭环)接线方法:光电模式(Pr0.05 = 0,默认,一般使用该模式即可)需要调整的参数:各参数设置后需要保存,除Pr0.03外,其他的参数修改需要重新上电才有效;调试步骤:1.先按照A驱动器开环模式使机台运行正常,注意控制器中不用选择轴的全闭环;2.设定电机转一圈时光栅尺的计数值;计算方法:马达转一圈相当于机台跑一个螺距的距离,所以用螺距除以光栅尺分辨率可计算出Pr3.25 的值;螺距不用很精确,使用设计的值即可,一般为5/10/12/16等;例如螺距为10mm,光栅尺为1um,Pr3.25的值为(10/1) X 1000 = 10000;将计算出的值设进Pr3.25中,保存并重新上电。
(完整版)松下A5伺服电机驱动器调试步骤
松下A5伺服电机驱动器调试步骤
A:对于没有使用X5的调试步骤:(驱动器开环模式)
应用中松下A5驱动器处于位置控制模式,需要调整的参数:
各参数设置后需要保存,除Pr0.03外,其他的参数修改需要重新上电才有效;
调试步骤:(默认的不用修改)
1.更改驱动器的输入模式为脉冲+方向模式:
P0.07改为3;
2.根据螺距(设计值)和光栅尺分辨率比值更改马达分辨率:螺距不用很精确,使用设计的值即可,一般为5/10/12/16等;假设螺距为10mm,光栅尺分辨率为0.5um,
则螺距除以光栅尺分辨率为
(10/0.5)x 1000 = 20000;
假设螺距为10mm,光栅尺分辨率为1um,
则螺距除以光栅尺分辨率为
(10/1)x 1000 = 10000;
计算结果就是要填入的马达分辨率,计算结果写入Pr0.08;
3.根据马达分辨率,螺距,光栅尺分辨率可计算不同的脉冲输入方式(光电或长线)下机台运行的最高速度:
假设马达分辨率为20000,螺距为10mm:
光电接口下,最高500K输入,也就是500 000,则马达最高转速为500 000/20 000 = 25转每秒;
转换成机台速度就是转速x 螺距= 25 x 10mm = 250mm/S;
长线模式下,最高4M输入,也就是 4 000 000,则马达最高转速为4000 000/20 000 = 200转每秒;
转换成机台速度就是200 x 10 = 2000mm/S;
根据实际需要选择脉冲输入方式,并写入驱动器Pr0.05中。
不同脉冲输入方式信号线X4接法不一样:
光电模式(Pr0.05 = 0,默认,一般使用该模式即可)。
松下电机A5系列参数一览表

松下电机A5系列产品产品型号具体型号额定输出功率适配驱动器额定转矩最大转矩小惯量MSMD5AZG1U50MADHT15050.160.48小惯量MSMD012G1U100MADHT15050.320.95小惯量MSMD022G1U200MADHT15070.64 1.91小惯量MSMD042G1U400MADHT2510 1.3 3.6小惯量MSMD082G1U750MADHT3520 2.47.1小惯量MSME102GCG1000MDDHT5540 3.19.55小惯量MSME152GCG1500MDDHT5540 4.7714.3小惯量MSME202GCG2000MEDHT7364 6.3719.1小惯量MSME302GCG3000MFDHTA3909.5528.6小惯量MSME402GCG4000MFDHTB3A212.738.1小惯量MSME502GCG5000MFDHTB3A215.947.7小惯量MHMD022G1U200MADHT15070.64 1.91小惯量MHMD042G1U400MBDHT2510 1.3 3.8小惯量MHMD082G1U750MCDHT3520 2.47.1中惯量MDME102GCG1000MDDHT3530 4.7714.3中惯量MDME152GCG1500MDDHT55407.1621.5中惯量MDME202GCG2000MEDHT73649.5528.6中惯量MDME302GCG3000MFDHTA39014.343中惯量MDME402GCG4000MFDHTB3A219.157.3中惯量MDME502GCG5000MFDHTB3A223.971.6中惯量MGME092GCG900MDDHT55408.9519.3中惯量MGME202GCG2000MFDHTA39019.147.7中惯量MGME302GCG3000MFDHTB3A228.771.7大惯量MHME102GCG1000MDDHT3530 4.7714.3大惯量MHME152GCG1500MDDHT55407.1621.5大惯量MHME202GCG2000MEDHT73649.5528.6大惯量MHME302GCG3000MFDHTA39014.343大惯量MHME402GCG4000MFDHTB3A219.157.3大惯量MHME502GCG5000MFDHTB3A223.971.6列产品详细表(Panasonic servo motor)额定转速/最高转速电机惯量变压器容量质量(KG)编码器3000/50000.0250.50.32/0.5320位增量式,17位绝对式3000/50000.0510.50.47/0.6820位增量式,17位绝对式3000/50000.140.50.82/1.320位增量式,17位绝对式3000/50000.260.9 1.2/1.720位增量式,17位绝对式3000/45000.87 1.3 2.3/3.120位增量式,17位绝对式3000/5000 2.03 1.8 3.5/4.520位增量式,17位绝对式3000/5000 2.84 2.3 4.4/5.420位增量式,17位绝对式3000/5000 3.68 3.3 5.3/6.320位增量式,17位绝对式3000/5000 6.5 4.58.3/9.420位增量式,17位绝对式3000/450012.9611/12.620位增量式,17位绝对式3000/450017.47.514/1620位增量式,17位绝对式3000/50000.420.50.96/1.420位增量式,17位绝对式3000/50000.670.9 1.4/1.820位增量式,17位绝对式3000/4500 1.51 1.3 2.5/3.520位增量式,17位绝对式2000/3000 4.6 1.8 5.2/6.720位增量式,17位绝对式2000/3000 6.7 2.3 6.7/8.220位增量式,17位绝对式2000/30008.72 3.38/9.520位增量式,17位绝对式2000/300012.9 4.511/12.620位增量式,17位绝对式2000/300037.6615.5/18.720位增量式,17位绝对式2000/3000487.518.6/21.820位增量式,17位绝对式1000/2000 6.7 1.8 6.7/8.220位增量式,17位绝对式1000/200030.3 3.814/17.520位增量式,17位绝对式1000/200048.4 4.520/23.520位增量式,17位绝对式2000/300024.7 1.8 6.7/8.120位增量式,17位绝对式2000/300037.1 2.38.6/10.120位增量式,17位绝对式2000/300057.8 3.312.2/15.520位增量式,17位绝对式2000/300090.5 4.516/19.220位增量式,17位绝对式2000/3000112618.6/21.820位增量式,17位绝对式2000/30001627.523/26.220位增量式,17位绝对式LL(机身长)LR(轴长)S(轴径)LA(圆直径)LB(止口直径)LC LD 72258453038-92258453038-793011705060-98.53014705060-1123519907080-143551911595100135 161.5551911595100135 180.5551911595100135 1925522145110120162 2106524145110130165 245652414511013016598.53011705060-1183014705060-1273519907080-1405522145110130165 157.55522145110130165 1755522145110130165 2106524145110130165 1797035200114.3176233 1987035200114.3176233 157.57022145110130165 165.58035200114.3176233 211.58035200114.3176233 1757022145110130165 192.57022145110130165 1798035200114.3176233 1988035200114.3176233 211.58035200114.3176233 240.58035200114.3176233LE(止口厚度)LF(法兰厚度)LG LH LM LZ(安装孔直径)LW(键长度)LK 36-3226.5 3.41412.5 36-3246.5 3.41412.53 6.5-43- 4.520183 6.5-43- 4.52522.538-53-62522 310841019794542 31084101115.594542 31084101134.594542 3128411314694541 6128411816495551 61284118199955513 6.5-43- 4.520183 6.5-43- 4.52522.538-53-62522 612841169494541 61284116111.594541 6128411612994541 61284118164955513.2188414013313.555503.2188414015213.5555061284116111.5945413.21884140119.513.555503.21884140165.513.555506128411612994541 61284116146.5945413.218841401331355553.2188414015213.555503.21884140165.513.555503.21884140194.513.55550KW(键宽)KH(键高度)RH(键槽高度)TP 3H93 6.23H93 6.24H948.55H95116H9615.56H9615.56H9615.56H9615.58H97188H97208H97204H948.55H95116H9615.58H97188H97188H97188H972010H983010H98308H971810H983010H98308H97188H971810H983010H983010H983010H9830。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ERR
设置值
备注
11
左1右0
12
0
13
10
震动大可调大此参 数
14
250
15
3
16
2000
21
0
23
1
0
48. 49
40
24
25
38
36
65
40
40
230
2
0
JOG速度设定
200
A5伺服器报警
欠电压(控制电源) 过压(输入) 主电源欠电压
过流 过热驱动器 过载(刹车) 编码器出错或接线有误 编码器出错或断裂
A5松下伺服驱动器相关参数设置
升降伺服
参数号
参数说明
Pr-00 指令脉冲旋转方向设定
设置值 参数号
1
Pr-00
Pr-02 实时自动增益调整模式设定 0
Pr-02
横移伺服
Pr-03 实时自动增益调整机械刚性 10
Pr-04 Pr-07
Pr-08
惯量比
230
指令脉冲输入模式设定
3
电机旋转一次的指令脉冲数 2000
Pr-201 第1陷波频率
150
Pr-504 驱动禁止输入设定
2
Pr-521 转矩限制选择
2
Pr-03
Pr-04 Pr-07
Pr-08
Pr-010 Pr-012 Pr-014 Pr-100 Pr-101 Pr-102 Pr-104 Pr-105 Pr-106 Pr-201 Pr-504
Pr-521
Pr-604
Pr-010 指令分倍频分母
200
Pr-012
Pr-014 位置偏差过大设定
0
Pr-100 第1位置环路增益
35
Pr-101 第1速度环路增益
25
Pr-102 第1速度环路积分时间常数 16
Hale Waihona Puke Pr-104 第1转矩滤波器时间常数
80
Pr-105 第2位置环路增益
80
Pr-106 第2速度环路积分时间常数 70
JOG速度设定
200-300 Pr-604
参数初始化:详见第2章第 55页
动器相关参数设置
横移伺服
参数说明 指令脉冲旋转方向设定
实时自动增益调整模式设定
实时自动增益调整机械刚性
惯量比 指令脉冲输入模式设定
电机旋转一次的指令脉冲数
指令分倍频分母 脉冲逻辑取反 位置偏差过大设定 第1位置环路增益 第1速度环路增益 第1速度环路积分时间常数 第1转矩滤波器时间常数 第2位置环路增益 第2速度环路积分时间常数 第1陷波频率 驱动禁止输入设定
编码器出错或干扰 1,P70参数过小;2.电机过载;3,加快加减速时间
极限